Изобретение относится к обработке металлов резанием и может быть применено на токарных станках с ЧПУ в ручном (настроечном) режиме и в режиме автоматизированного определения составляющих силы резания, которые, в свою очередь, необходимы для расчета усилия зажима деталей (PZ) и расчета допустимой стрелы прогиба детали (PY) программным путем в условиях чистового и получистового точения.
Известен способ определения составляющих силы резания при токарной обработке (см. книгу "Справочник технолога-машиностроителя". т. 2. под ред. А.Н. Малова. М. : Машиностроение, 1973, стр. 427; стр. 429 табл. 20; табл. 21; стр. 430 - 431, табл. 22 - 24), по которому определение составляющих силы резания ведется по технологическим параметрам процесса резания (t, S, V), показателям степеней при каждом из них и ряду поправочных коэффициентов по формулам:


где - постоянные, учитывающие влияние на составляющие PZ, PY, PX некоторых постоянных условий резания, для которых поправочные силовые коэффициенты
- постоянные, учитывающие влияние на составляющие PZ, PY, PX некоторых постоянных условий резания, для которых поправочные силовые коэффициенты  равны единице;
равны единице;
t - глубина резания, мм;
S - подача, мм/об;
V - скорость резания. м/мин; поправочные силовые коэффициенты, каждый из которых выражает влияние условий резания на величину составляющих PZ, PY, PX.
поправочные силовые коэффициенты, каждый из которых выражает влияние условий резания на величину составляющих PZ, PY, PX.
Например: 
где
Kм - коэффициент, учитывающий прочность обрабатываемого материла;
Kϕ- величину главного угла в плане ϕ;
Kγ- величину переднего угла резца γ;
Kr -радиус при вершине резца r;
Kλ- угол наклона главной режущей кромки λ.
Значения обобщенных коэффициентов  определяется также по формуле 4, но входящие в нее сомножители имеют другие величины, которые определяются справочной литературой.
определяется также по формуле 4, но входящие в нее сомножители имеют другие величины, которые определяются справочной литературой.
Недостатки известного способа определения составляющих силы резания проявляются в следующем:
1. Коэффициент в формуле 4, учитывающий влияние марки стали на величину CP, определяется по формуле
где
σвр- временное сопротивление стали на разрыв, кгс/мм2,
ni - это nz, ny, nx - показатели в формуле 5 для определения поправки от прочности стали на составляющие PZ; PY; PX и соответственно равные 0,75; 1,35; 1.
Определению численного значения  должны предшествовать выборочные механические испытания стали на разрыв (σвр) из партии поставки, что является существенным препятствием на пути автоматизированного определения составляющих силы резания.
должны предшествовать выборочные механические испытания стали на разрыв (σвр) из партии поставки, что является существенным препятствием на пути автоматизированного определения составляющих силы резания.
Использование же среднего справочного значения σвр для конкретной марки стали вносит существенную ошибку в результат, т.к. не учитывает существующий разброс физико-механических свойств стали внутри марочного состава и разброс ее структурного состояния (см. книгу А.П. Гуляев "Металловедение" М.: Металлургия, 1978, стр. 201). К тому же "механические свойства обрабатываемого материала весьма сложно и противоречиво влияют на составляющие силы резания . . . PZ, PY, PX при увеличении прочности обрабатываемого материала могут и возрастать и уменьшаться" (см. книгу В.Ф. Боброва "Основы теории резания металлов" М. : Машиностроение, 1975, стр. 212 - 213, а также результаты, полученные авторами при сравнении расчетных значений PZ, PY, PX по формулам 1, 2, 3, измеренных динамометром УДМ-600 при обработке различных сталей, приведенные в табл. 1 - 15).
2. В формулах 1, 2, 3, 4 отсутствует поправка, которая бы учитывала влияние различных физико-механических и теплофизических свойств твердосплавных инструментов (Т5К10, Т15К6, Т30К4, ТТ7К12, ВК8 и др.) на величину составляющих силы резания. А такое влияние имеется. "... Силы резания уменьшаются по мере увеличения в режущем сплаве карбидов титана. Более резко изменяются при этом силы, расположенные в основной плоскости (радиальная сила PY) и менее резко силы, расположенные в плоскости резания (тангенциальная сила PZ). . . " (см. книгу М.И. Клушин "Резание металлов" М.: Машгиз, 1958, стр. 261; см. там же, дополнительно, о влиянии механических свойств обрабатываемого металла на силы резания).
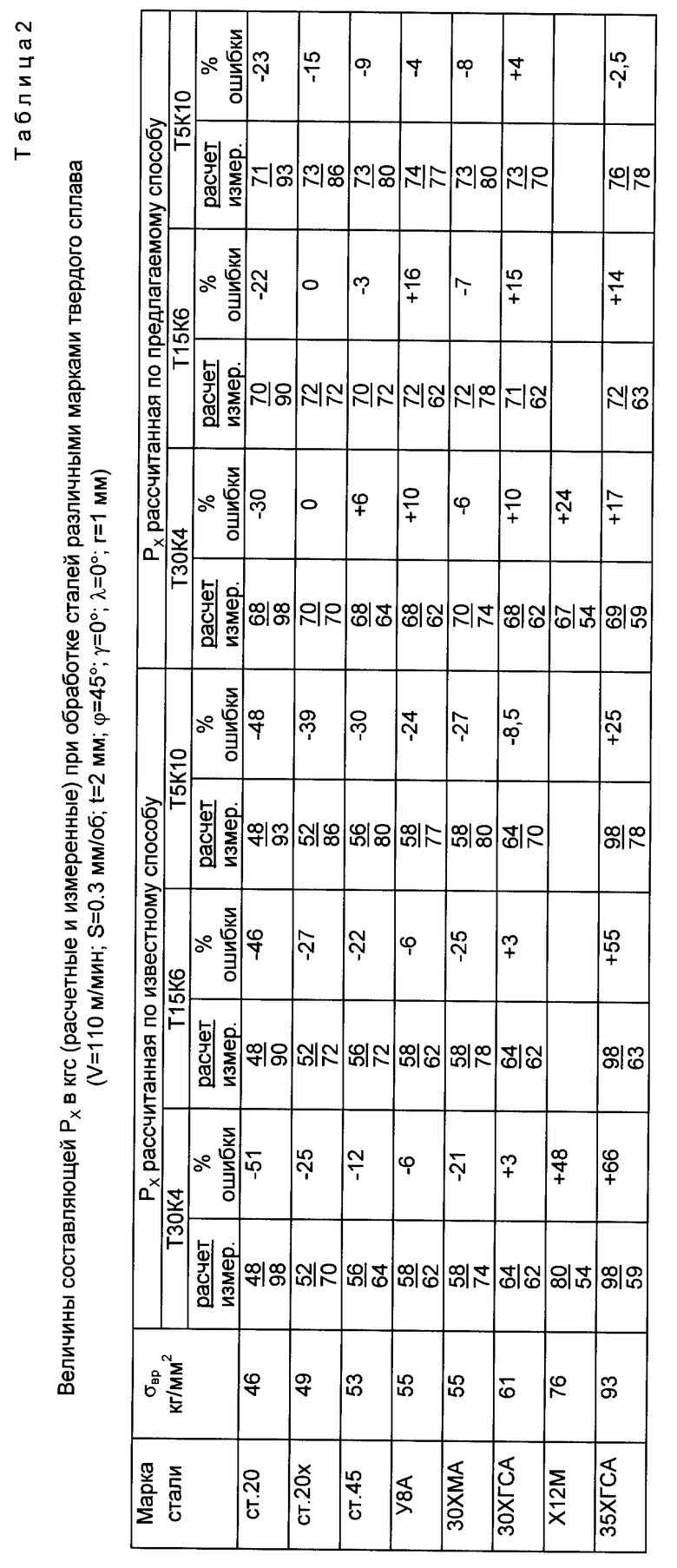
Совокупность указанных недостатков проявляется в том, что известный способ определения составляющих силы резания не дает точного совпадения их расчетного значения с измеренным. Особенно большие расхождения (до 200%) имеют место при расчете радиальной составляющей PY, что отрицательно сказывается на точности обработки деталей в условиях чистового и получистового точения, т. к. расчетное значение PY определяет допустимую стрелу прогиба и допустимую подачу (см. Г.А. Монахов, А.А. Оганян и др. "Станки с программным управлением. Справочник." М.: Машиностроение, 1975, стр. 234).
К недостаткам известного способа относится и то, что в расчетных формулах используются данные о механических свойствах сталей, полученные при стандартных методах испытания на растяжение, которые не соответствуют условиям резания (условиям пластического деформирования стали) по уровню температур, величине и скорости деформации (см. книгу Т.Н. Лоладзе "Прочность и износостойкость режущего инструмента" М.: Машиностроение, 1982, стр. 15). Т.е. формулы 1 - 5 не учитывают действительного упрочненного состояния срезаемых объемов стали, которые из-за различной степени упрочнения по-разному оказывают влияние на PZ, PY, PX.
Задачей, на решение которой направлено заявленное изобретение, является оперативный учет разброса физико-механических свойств обрабатываемых сталей, учет их упрочненного состояния в условиях процесса резания и учет теплофизических свойств твердосплавного инструмента как между марками твердого сплава, так и внутри марочного состава при определении составляющих силы резания.
Техническим результатом, который может быть получен при осуществлении изобретения, является повышение точности расчетного значения составляющих силы резания в условиях определения их значений автоматизированным (программным) путем на токарных станках с ЧПУ.
Указанный технический результат достигается тем, что в способе определения составляющих силы резания на токарных станках с ЧПУ при чистовой и получистовой обработке металла с измерением термоэлектродвижущей силы предварительно осуществляют кратковременный пробный проход резцом по детали, измеряют термоЭДС, по которой определяют поправку на физико-механические свойства контактируемой пары и геометрию инструмента, а составляющие силы резания PZ, PY, PX определяют с использованием измеренного значения термоЭДС и рабочих параметров процесса резания (t; S; V) по формулам
PZ = (AZ + KZE) t1S0,75V-0,15, кгс, (6)
PY = (AY + KYE) t0,9S0,6V-0,3, кгс, (7)
PX = (AX + KXE) t1S0,5V-0,4, кгс, (8)
где
t - глубина резания, мм;
S - подача, мм/об;
V - скорость резания, м/мин;
E - термоЭДС, мВ;
AZ, AY, AX - постоянные, соответственно равные 320; 300; 360, определенные из условий предварительной обработки;
KZ, KY, KX - коэффициенты, соответственно равные 5,5; 10; 7, определенные из условий предварительной обработки.
Использование в заявленном способе определения составляющих силы резания термоЭДС пробного прохода твердосплавным инструментом по стали повышает точность их определения, т.к. термоЭДС используется как оперативная информация о физико-механических (теплофизических) свойствах контактируемой пары и упрочненного состояния срезаемых объемов стали. Информативная ценность сигнала термоЭДС пробного прохода подтверждается анализом физических основ генерирования этого сигнала. Известно, что величина термоЭДС определяется произведением удельной (дифференциальной) термоЭДС пары и разностью температур горячего и холодного спая термопары (см. книгу Г.И. Епифанова "Физика твердого тела". М.: Высшая школа, 1977, стр. 262 - 264). В свою очередь, удельная термоЭДС зависит от природы контактируемых тел, т.е. от их физико-механических, химических и теплофизических свойств. Для постоянных условий пробного прохода ее величина в основном определяется значением контактной составляющей, т.е. разностью работ выхода электронов из контактируемых тел (разностью уровней Ферми). Фононная и объемная составляющие удельной термоЭДС в условиях пробного прохода очень малы и их значением можно пренебречь.
Работа выхода электронов весьма чувствительна к объемным изменениям в металлах и особенно в сплавах при изменении состава, структуры и образования новых фаз (см. книгу Е.М. Савицкий, И.В. Буров и др. "Электрические и эмиссионные свойства сплавов" М.: Наука, 1978, стр. 148 - 151; стр. 186).
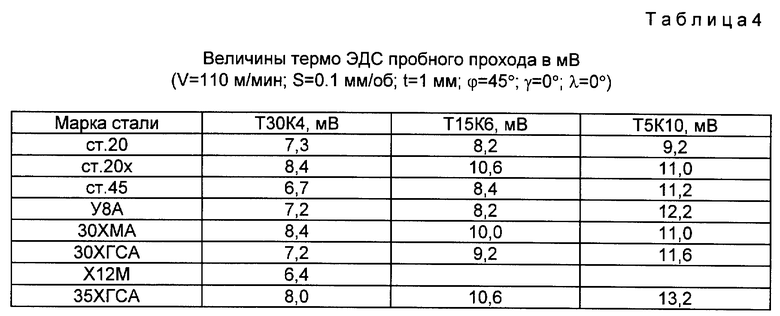
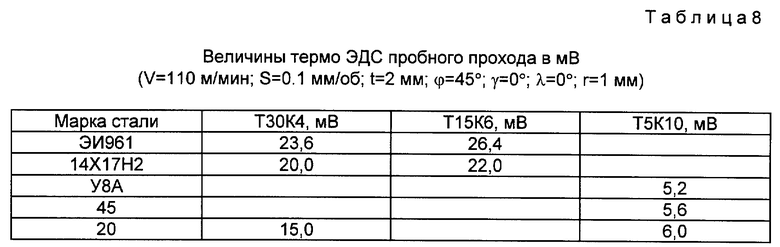
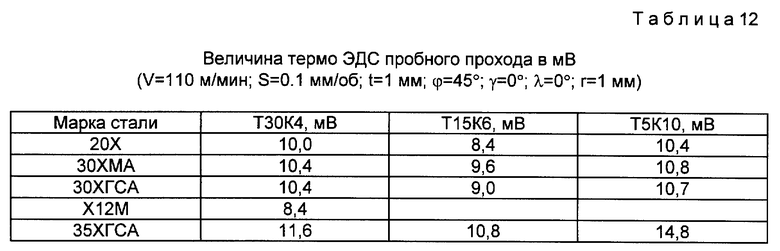
При постоянных запрограммированных режимах кратковременного пробного прохода (например, V = 100 м/мин; S = 0,1 мм/об; t = 1 мм) для всех сочетаний контактируемых пар: стали - твердосплавные инструменты, термоЭДС служит интегральной характеристикой свойств стали, твердого сплава и условий резания (температура, наличие или отсутствие СОЖ и т.п.). При этом учитывается и реальная геометрия инструмента.
В заявленном способе определения составляющих силы резания коэффициенты  учитывающие условия резания и свойства контактируемых пар, выражены как переменные от термоЭДС пробного прохода и определены уравнениями:
учитывающие условия резания и свойства контактируемых пар, выражены как переменные от термоЭДС пробного прохода и определены уравнениями: 
 что повышает точность определения составляющих силы резания.
что повышает точность определения составляющих силы резания.
Проведенный анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками идентичности всем существующим признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень" по действующему законодательству.
Способ осуществляется следующим образом. Предварительно, на выбранных постоянных режимах пробного прохода, соответствующих уровням чистовой или получистовой обработки (например: V = 100 м/мин; S = 0,1 мм/об; t = 1 мм) производят кратковременную (3-4 с) обработку различных сталей твердосплавными инструментами различных марок (ВК, ТК, ТТК). Измеряют и фиксируют термоЭДС в парах, полученную при пробных проходах. Затем этими же твердосплавными инструментами производят резание сталей на выбранных технологических режимах (t, S, V) и измеряют составляющие силы резания PZ, PY, PX токарным динамометром. По их измеренным значениям обратным пересчетом определяют  по формуле, например
по формуле, например
и строят зависимость  как функцию от величины термоЭДС пробного прохода E, по которой определяют численное значение постоянных AZ, AY, AX и величины коэффициентов KZ, KY, KX в уравнениях прямых, связывающих зависимости
как функцию от величины термоЭДС пробного прохода E, по которой определяют численное значение постоянных AZ, AY, AX и величины коэффициентов KZ, KY, KX в уравнениях прямых, связывающих зависимости 
 от термоЭДС пробного прохода. В дальнейшем определение составляющих силы резания производят по формулам
от термоЭДС пробного прохода. В дальнейшем определение составляющих силы резания производят по формулам
PZ = (AZ + KZE) tS0,75V-0,15, кгс (6)
PY = (AY + KYE) t0,9S0,6V-0,3, кгс (7)
PX = (AX + KXE) tS0,5V-0,4, кгс (8)
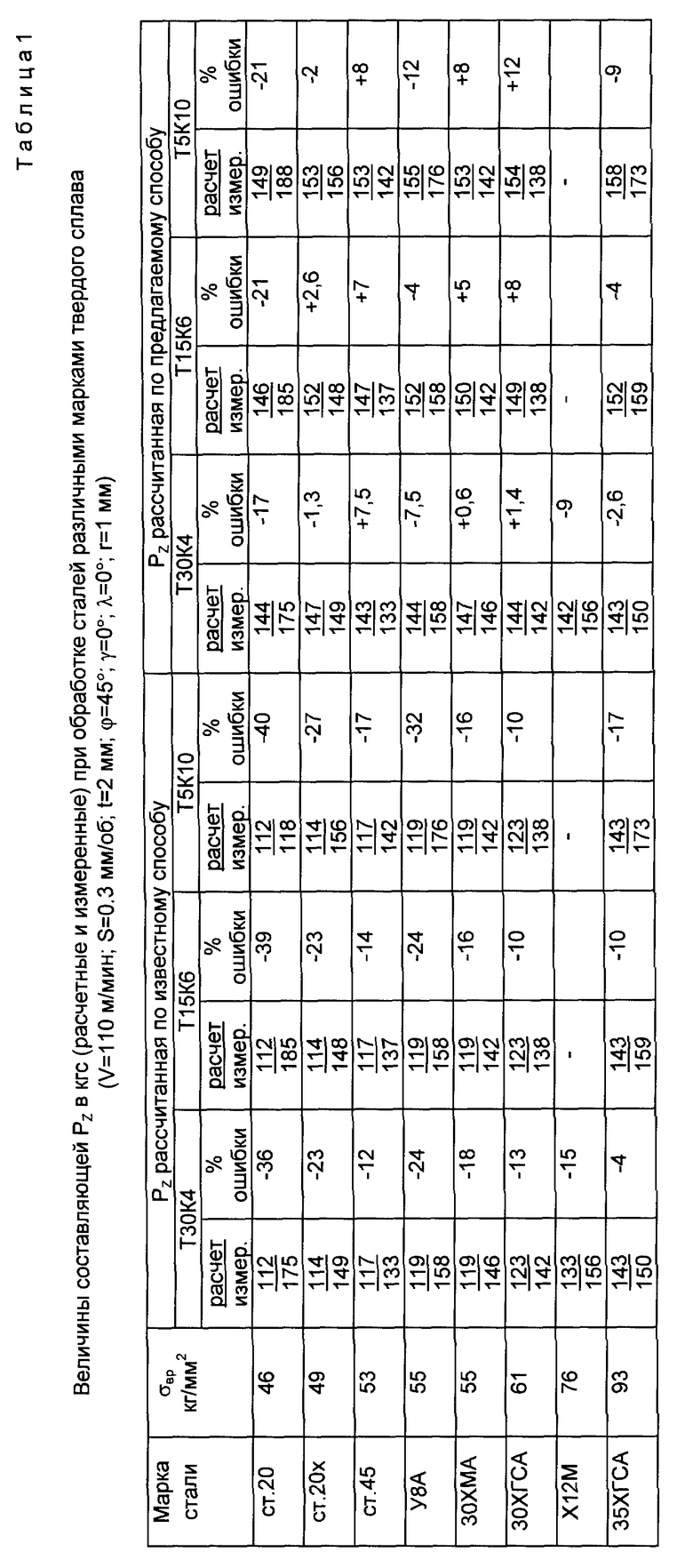
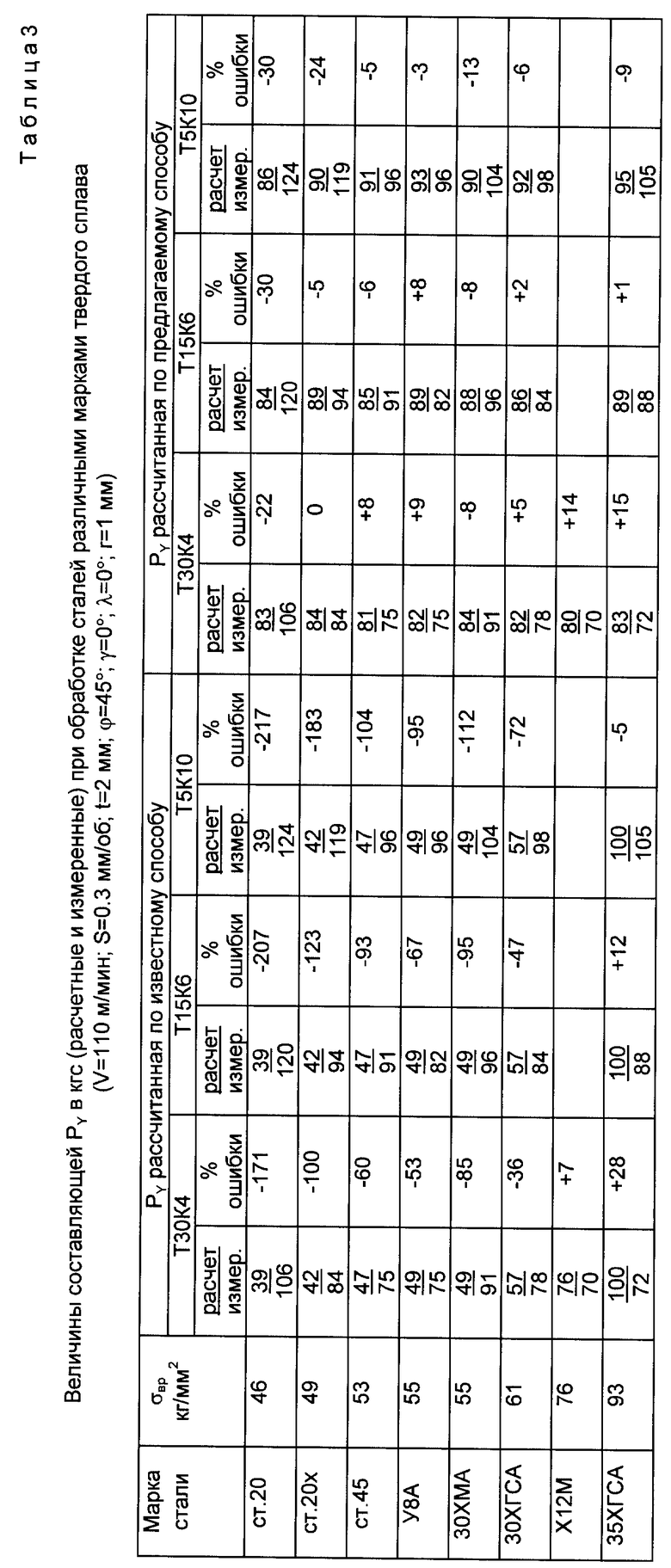
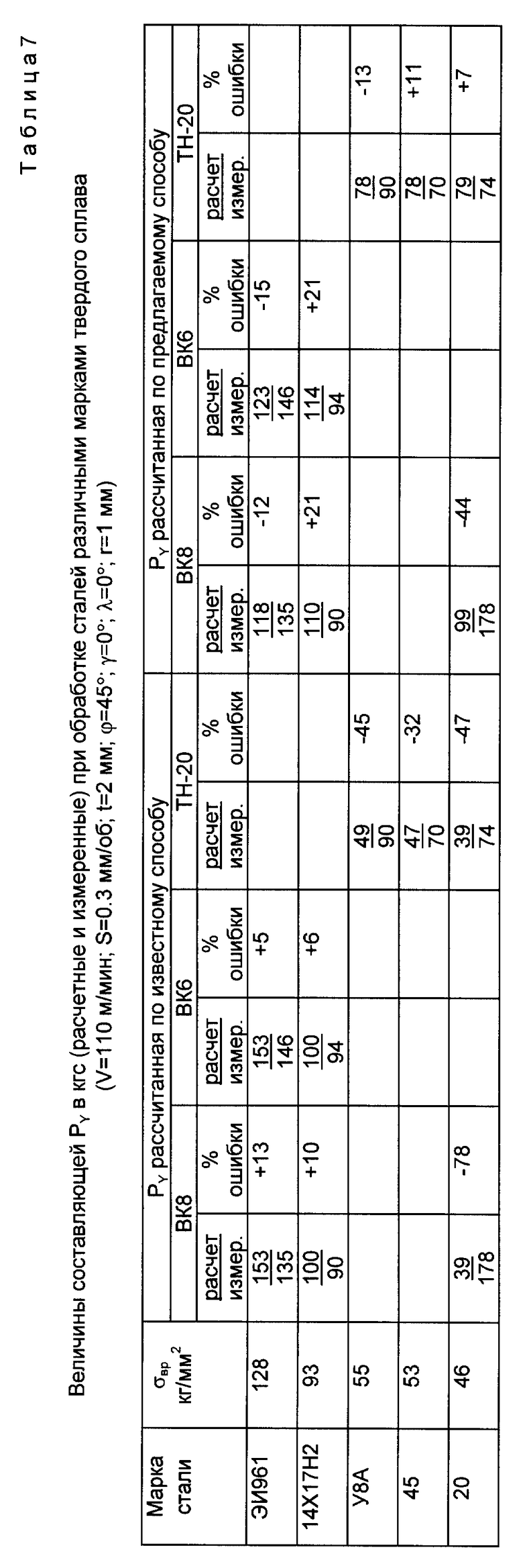
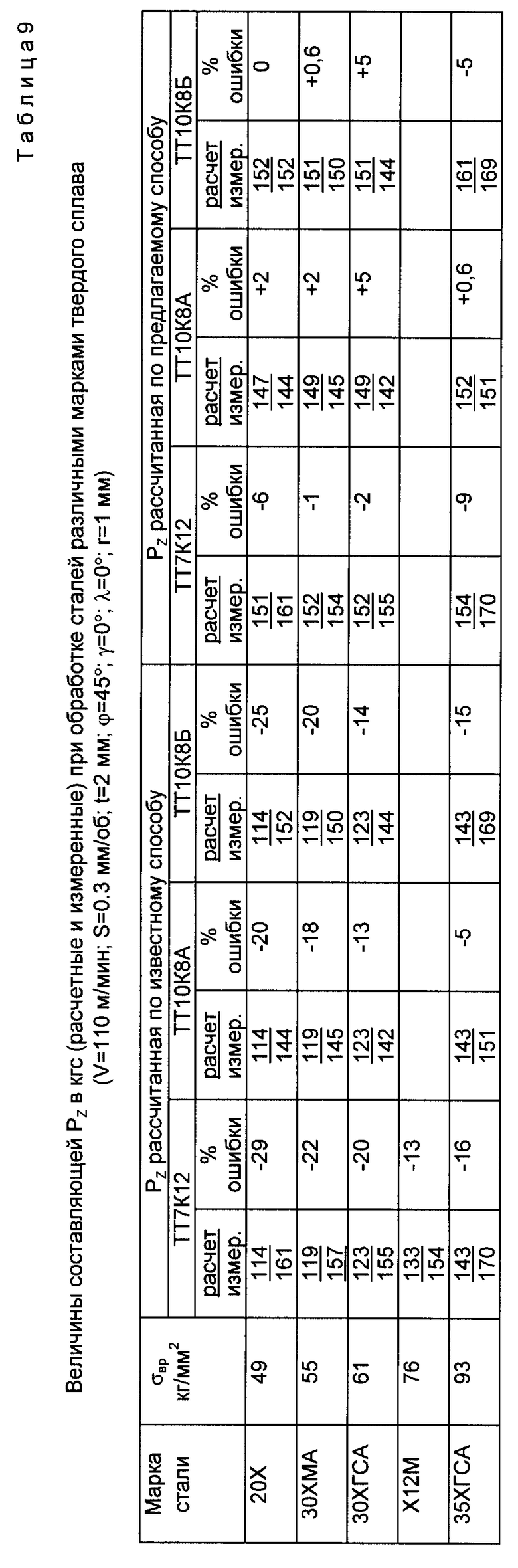
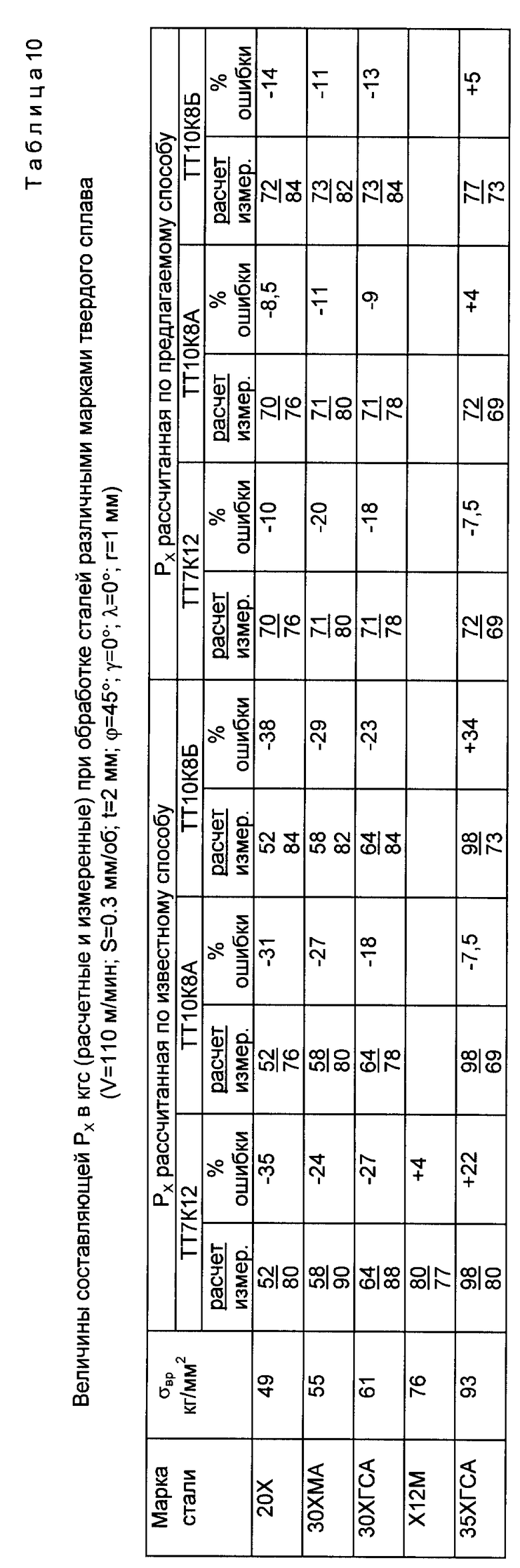
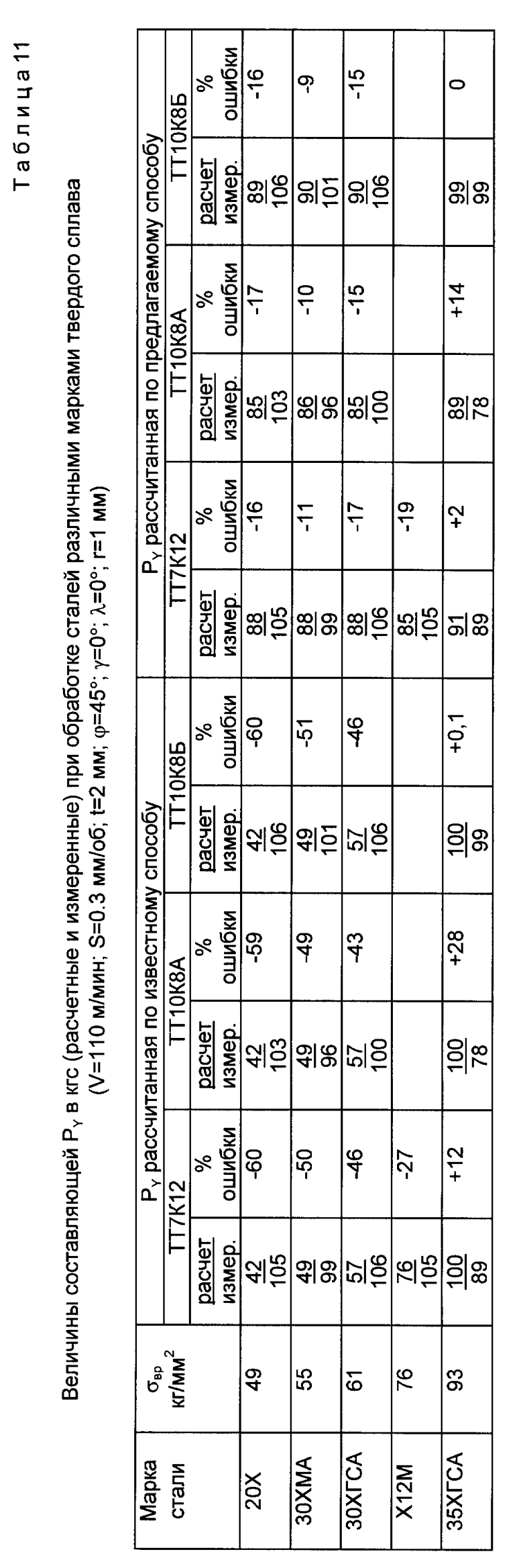
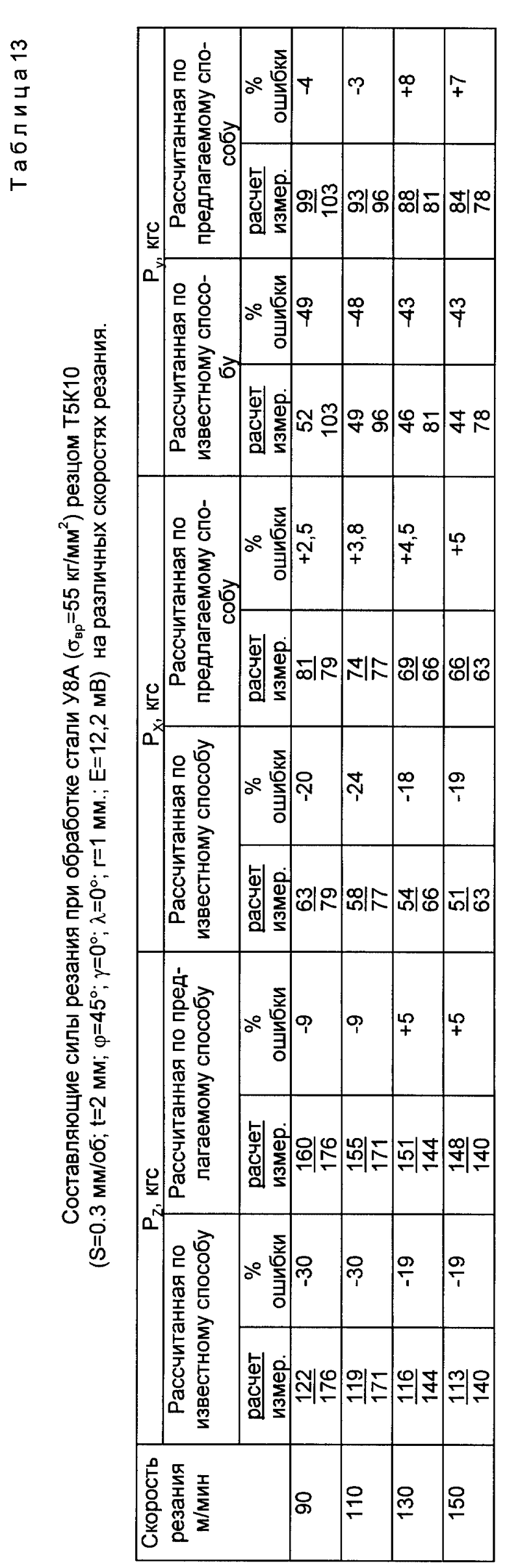
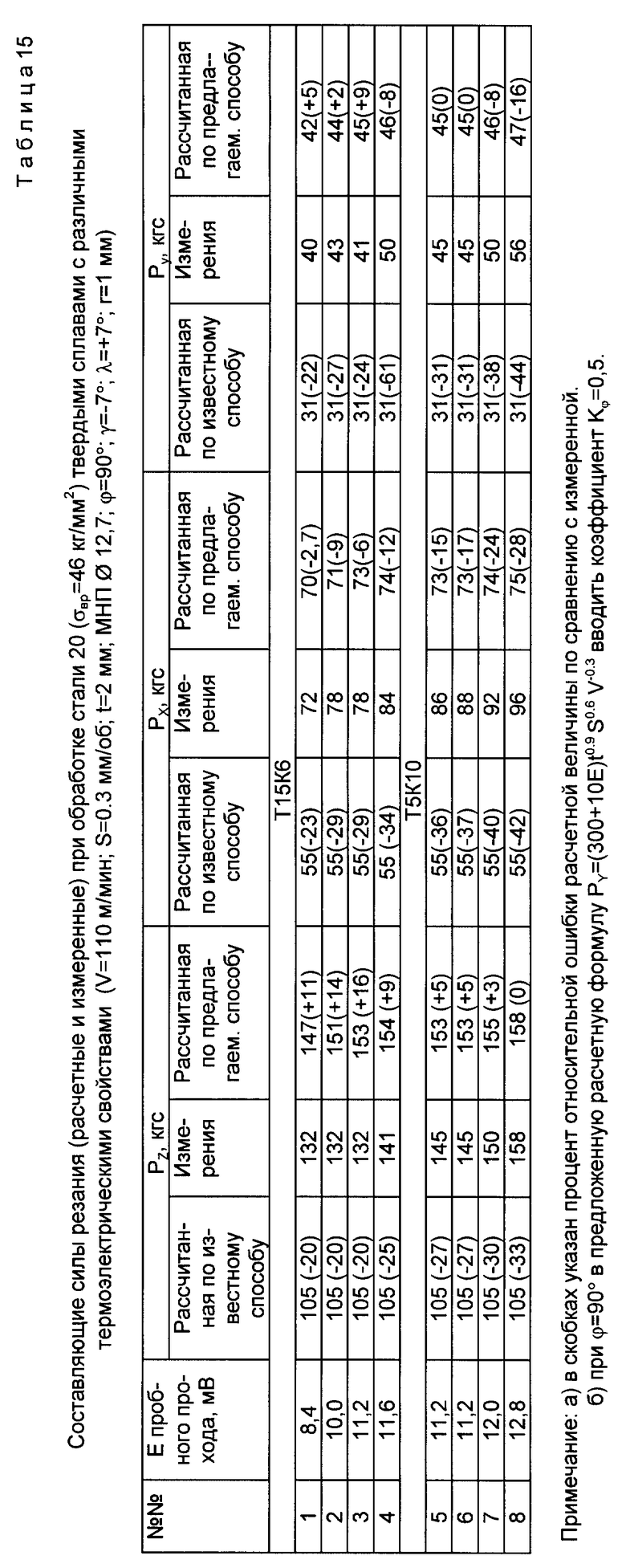
Определенные по предлагаемым формулам составляющие силы резания используются системой ЧПУ станка (процессором) в алгоритмах автоматизированного расчета усилий зажима детали (PZ) и в алгоритме автоматизированного выбора допустимой подачи (PY). Результаты сравнительной проверки определения составляющих силы резания по предлагаемому способу и способу расчета на основе использования справочных данных о значениях поправочных коэффициентов приведены в табл. 1 - 15.
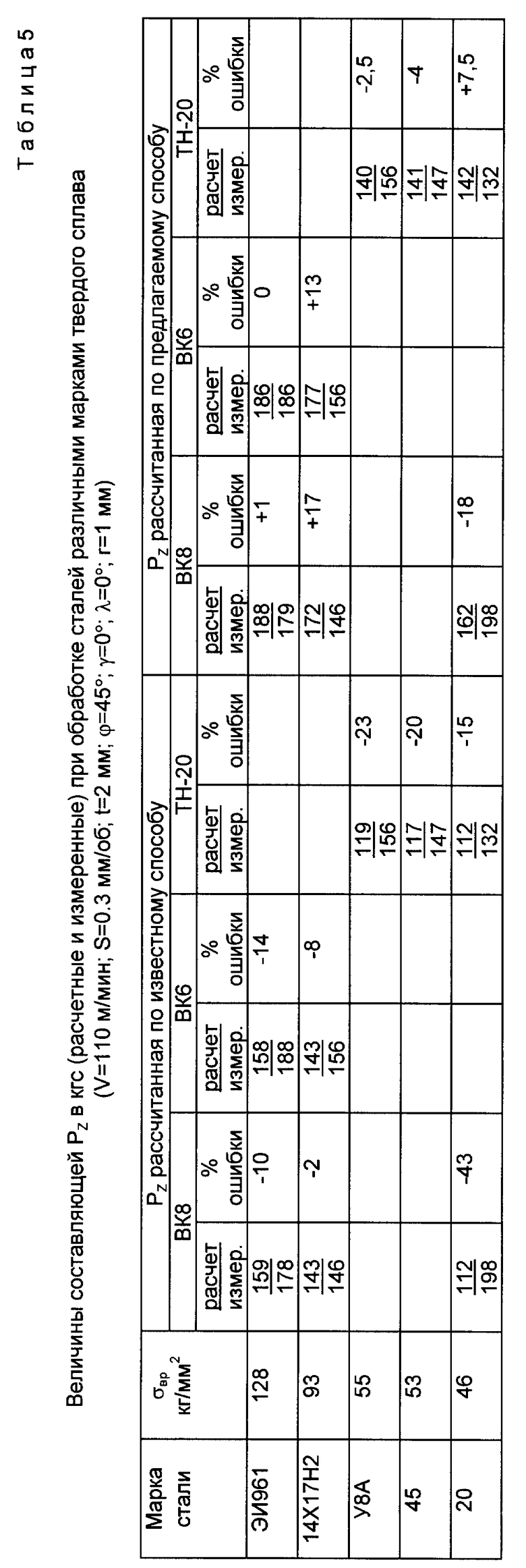
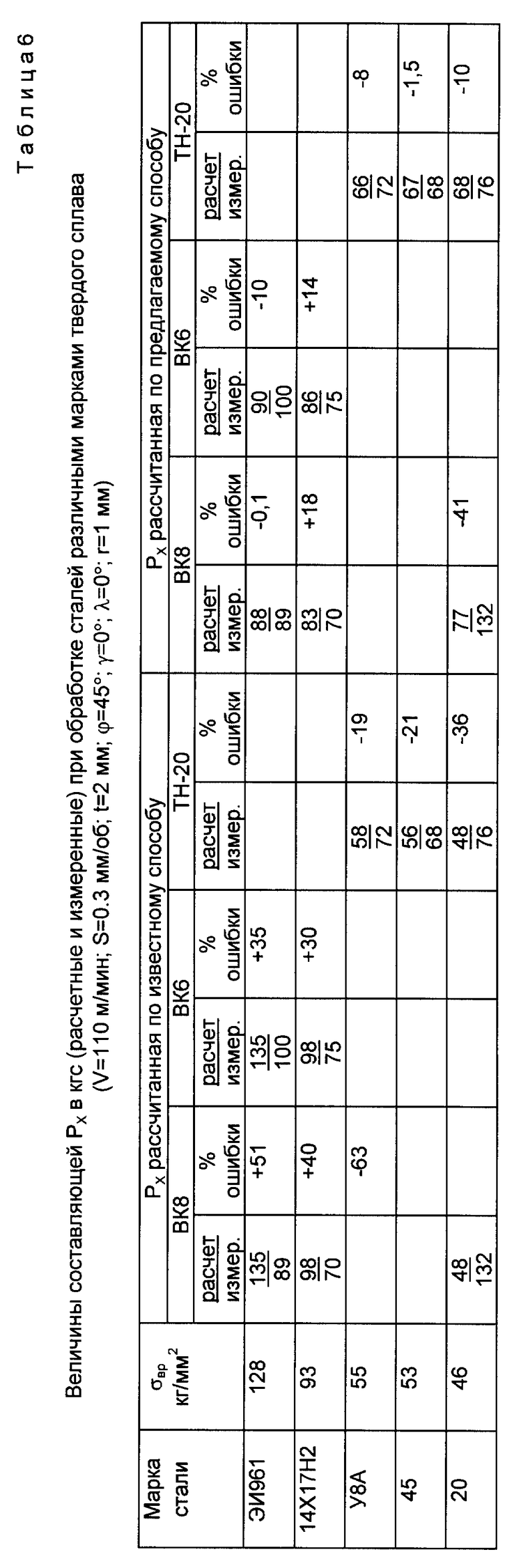
Испытания проводились на токарном станке 16К20Ф3 с системой ЧПУ 2Р22 в диапазоне скоростей резания 90 - 150 м/мин при обработке сталей двухкарбидными твердыми сплавами группы ТК (табл. 1 - 3), однокарбидными группы ВК и безвольфрамовым сплавом ТН-20 (табл. 5 - 7), трехкарбидными группы ТТК (табл. 9 - 11). Резание проводилось напайными твердосплавными пластинками формы 02351; 01411 и многогранными неперетачиваемыми пластинками (МНП) с различной геометрией без применения СОЖ.
Для сталей марок 45, У8; 20Х, 30ХМА, 30ХГСА, 35ХГСА, Х12М, ЭИ961, 14Х17Н2 при обработке твердыми сплавами относительная ошибка по определению составляющих силы резания по предлагаемому способу не превышала 20%, тогда как ошибка при расчете по справочным данным составляет 60 - 200%. Исключение составляет сталь 20 (ошибка 25 - 30%), однако ее можно учесть в автоматизированном способе определения составляющих силы резания введением поправочного коэффициента (например KСТ.20 = 1,2).
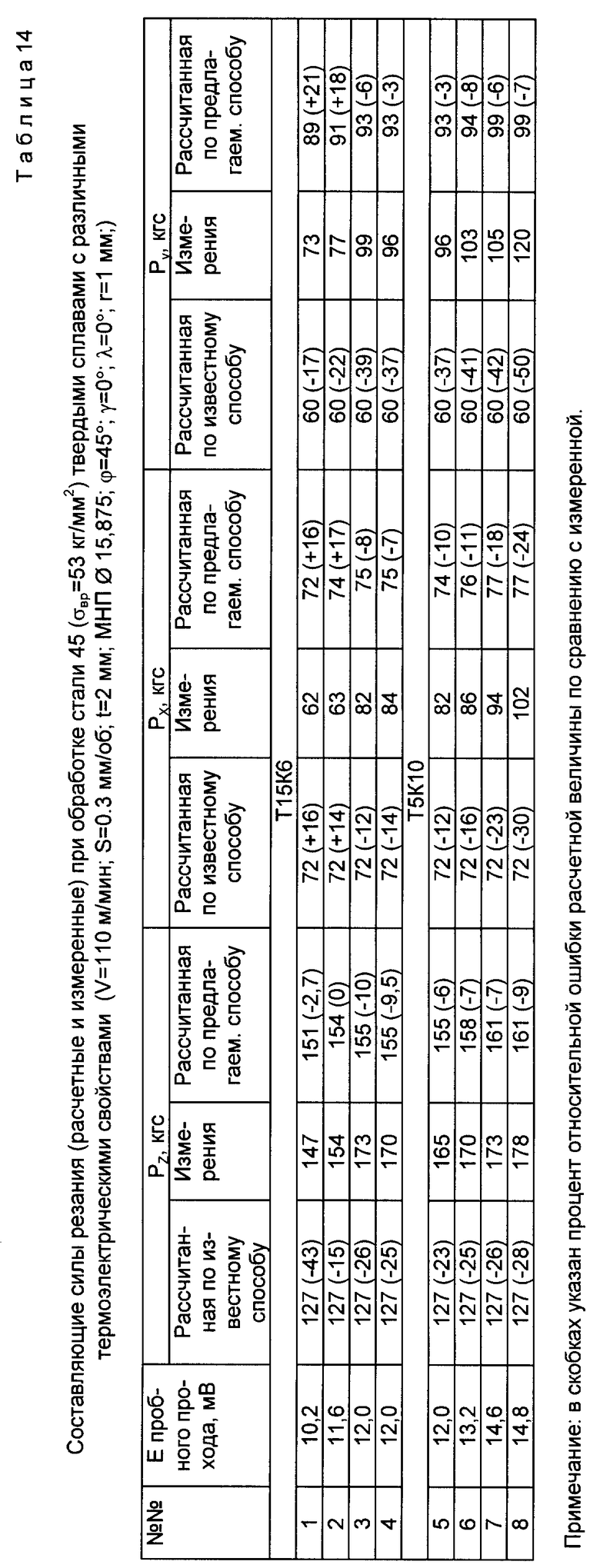
Предложенный способ позволяет оперативно учитывать изменения физико-механических свойств сталей, упрочненное состояние срезаемых объемов металла и изменения теплофизических свойств как между марками твердого сплава (табл. 1 - 13), так и внутри марочного состава (табл. 14 - 15). Применение его на станках с ЧПУ позволяет автоматизировать процесс расчета составляющих силы резания и повысить точность расчета.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения следующей совокупности условий:
средство, воплощающее заявленное изобретение при его осуществлении, предназначено для использования в металлообработке при определении составляющих силы резания в условиях чистовой и получистовой обработки металла на токарных станках с ЧПУ как в настроечном (ручном) режиме, так и в режиме автоматизированного определения (диалоговый режим подготовки управляющих программ);
для заявленного изобретения в том виде, как оно охарактеризовано в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке средств и методов;
средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
Изобретение относится к обработке металлов резанием и может быть использовано на токарном станке с ЧПУ в ручном (настроечном) режиме и в режиме автоматизированного определения составляющих силы резания для расчета усилий зажима деталей (Pz) и расчета допустимой стрелы прогиба деталей (Py) в условиях чистового и получистового точения. Для определения составляющих силы резания осуществляют кратковременный пробный проход резцом и измеряют термоЭДС. По термоЭДС определяют поправку на физико-механические свойства контактируемой пары и геометрию инструмента. Составляющие силы резания Pz, Py, Px определяют с использованием измеренного значения термоЭДС и рабочих параметров процесса резания (t, S, V) по формулам Pz=(Az+KzE)t1 S0,75V-0,15, кгс, Py=(Ay+KyE) t0,9S0,6V-0,3, кгс, Px=(Ax+ KxE)t1S0,5V-0,4, кгс. Учет разброса физико-механических свойств обрабатываемых сталей, учет их упрочненного состояния в условиях процесса резания и учет теплофизических свойств твердосплавного инструмента как между марками твердого сплава, так и внутри марочного состава позволяет повысить точность расчетного значения составляющих силы резания автоматизированным (программным) путем на токарных станках с ЧПУ. 15 табл.
Способ определения составляющих силы резания на токарных станках с ЧПУ при чистовой и получистовой обработке металла, с измерением термоэлектродвижущей силы, отличающийся тем, что предварительно осуществляют кратковременный пробный проход резцом по детали, измеряют термоЭДС, по которой определяют поправку на физико-механические свойства контактируемой пары и геометрию инструмента, а составляющие силы резания определяют с использованием измеренного значения термоЭДС и рабочих параметров процесса резания (t, S, V) по формулам
Pz = (Az + KzE)t1S0,75V-0,15, кгс,
Py = (Ay + KyE)t0,9S0,6V-0,3, кгс,
Px = (Ax + KxE)t1S0,5V-0,4, кгс,
где
t - глубина резания, мм;
S - подача, мм/об;
V - скорость резания, м/мин;
E - термоЭДС, мВ;
Az, Ay, Ax - постоянные, соответственно равные 320, 300, 360, определенные из условий предварительной обработки.
Kz, Ky, Kx - коэффициенты, соответственно равные 5,5, 10, 7, определенные из условий предварительной обработки (V = 100 м/мин, S = 0,1 мм/об, t = 1 мм).
| Справочник технолога-машиностроителя, т.2/Под редакцией Малова А.Н.: Машиностроение, 1973, с | |||
| Способ уравновешивания движущихся масс поршневых машин | 1925 |
|
SU427A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Разборная вагранка | 1925 |
|
SU430A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ определения прочностных параметров кинематической пары инструмент-деталь | 1989 |
|
SU1814973A1 |
| Двухкомпонентный датчик сил резания | 1974 |
|
SU517405A1 |
| DE 2058847 В2, 16.06.76 | |||
| US 3962973 А, 15.06.76. | |||
