Изобретение относится к химии, а именно к способам изготовления прецизионных - высокоточных изделий из тугоплавких материалов фотохимическим травлением, и может быть использовано в различных областях техники и, прежде всего, электронной технике СВЧ.
Достижение высокой точности геометрических параметров элементов при миниатюризации изделий электронной техники является одной из актуальных и достаточно сложной задачей.
В частности, при изготовлении катодного узла клистрона, управляющая сетка которого должна обладать высокой механической прочностью, в том числе при тепловых нагрузках до 1000°С, высокой точностью и воспроизводимостью геометрических параметров, которые задаются выходными параметрами электронного прибора СВЧ.
При этом упомянутая сетка, например, может представлять собой диск из молибдена с достаточно большой толщиной до 0,15 мм, достаточно малым диаметром не более 10 мм с расположенными в нем с высокой точностью и соосностью многочисленных отверстий и других элементов различного назначения, при этом точность их расположения и их соосность должна соответствовать единицам микрон.
Широко известны механические методы изготовления этих изделий, такие как штамповка, сверление, электроискровая обработка, которые при высокой трудоемкости не обеспечивают и требуемой точности изготовления, как отдельного элемента, так и воспроизводимости заданных геометрических параметров с точки зрения как точности изготовления идентичных элементов, так и их расположения по поверхности исходного материала.
Более того, данные методы непригодны при изготовлении изделий с элементами малых и сверхмалых размеров и сложной конфигурации.
С этой точки зрения наиболее перспективны различные способы, основанные на химическом травлении, в том числе с использованием фоторезистивной маски.
Известен способ электрохимической обработки изделий из молибдена и его сплавов для последующего изготовления герметичных вакуумплотных их спаев со стеклом [1].
Раствор для электрохимического травления содержит карбонат щелочного металла, который с целью повышения адгезии со стеклом при последующей их пайке содержит фтористый калий при следующем соотношении компонентов, об.%:
Этот способ пригоден в основном для изготовления изделий малой толщины, менее 0,01 мм из-за невысокой скорости травления.
Кроме того, этот способ не пригоден, что очень важно при изготовлении изделий, с использованием фоторезистивной маски, длительное нахождение которой в щелочной среде и при малой скорости травления приводит к ее разрушению.
Известен способ изготовления изделий из молибдена с заданными геометрическими параметрами, заключающийся в формировании на поверхности молибдена посредством процессов фотолитографии фоторезистивной маски на основе поливинилового спирта (ПВС) и последующем травлении молибдена через фоторезистивную маску при температуре 40-45°С в растворе следующего состава и при следующем соотношении компонентов в нем, об.%:
Этот способ может быть использован при изготовлении изделий с элементами более крупных размеров и не требующих высокой точности при их изготовлении вследствие того, что данный раствор для травления имеет малый фактор травления, меньше единицы, что говорит о преобладании бокового стравливания относительно заданной глубины травления и что приводит к перетравливанию элементов изделия, и как результат этого - низкий выход годных.
Фактор травления есть отношение глубины травления к величине бокового стравливания.
Известен способ изготовления изделий из тугоплавких металлов с многослойной структурой, в том числе из молибдена типа ниобий-молибден-никель, толщиной не более 0,02 мм, расположенных на керамике, также с использованием фотохимического травления, включающий предварительную обработку поверхности молибдена, далее исходного материала, в обезжиривающем органическом растворителе, формирование на ней фоторезистивной маски с использованием позитивного фоторезиста ФП-25 с кинематической вязкостью 52-75 мм2/с, последующее травление исходного материала через фоторезистивную маску с периодическим контролем [3 - прототип].
Используемый раствор для фотохимического травления имеет следующий качественный и количественный состав, об.%:
Контакт Петрова представляет собой смесь из сульфокислот, масел, серной кислоты, золы, образующуюся при обработке нефтепродуктов серной кислотой.
Данный способ в отличие от предыдущего имеет лучший фактор травления, примерно единица, что позволило уменьшить боковое стравливание и тем самым уменьшить перетравливание элементов изделия, и тем самым несколько повысить выход годных.
Однако данный способ, как и используемый раствор для фотохимического травления, не обеспечивает:
во-первых, равномерное травление по всей поверхности исходного материала из-за различной скорости травления, что приводит к значительному разбросу точности и воспроизводимости заданных геометрических параметров,
во-вторых, ограничивает возможность его использования при работе с исходным материалом большей толщиной, более 0,05 мм из-за:
а) увеличения времени травления, приводящего к ухудшению защитных свойств фоторезистивной маски, могущее привести как частичному, так и полному ее разрушению, и как следствие, снижению воспроизводимости заданных геометрических параметров и выхода годных,
б) данный раствор для фотохимического травления с увеличением времени травления теряет стабильность состава вследствие взаимодействия глицерина с азотной кислотой с образованием нитроглицерина. А это приводит к разложению упомянутого раствора.
Более того, данный раствор для фотохимического травления имеет низкую скорость травления из-за:
во-первых, присутствия в его составе глицерина, который уменьшает скорость травления по определению,
во-вторых, данный раствор для травления не подлежит нагреву вследствие его разложения.
Как известно, температура любого раствора для химического травления является одним из основных факторов повышения скорости травления в нем.
Техническим результатом предложенных изобретений является повышение точности, воспроизводимости заданных геометрических параметров и выхода годных изделий путем повышения фактора травления, защитных свойств фоторезистивной маски, повышения скорости фотохимического травления без дополнительного нагрева раствора для травления.
По первому независимому пункту формулы:
Указанный технический результат достигается предложенным способом изготовления прецизионных изделий из молибдена и его сплавов с заданными геометрическими параметрами, включающим предварительную обработку поверхности исходного материала в обезжиривающем органическом растворителе, формирование на ней фоторезистивной маски с использованием позитивного фоторезиста, последующее травление исходного материала через фоторезистивную маску в растворе для фотохимического травления при постоянном контроле.
В котором после предварительной обработки поверхности исходного материала в органическом растворителе ее дополнительно обрабатывают последовательно в обезжиривающем щелочном растворе и водном растворе кислот при температуре 50-60°С и 18-25°С в течение 30-40 и 0,5-1 минут соответственно в каждом растворе с последующей сушкой в бескислородной атмосфере, при формировании фоторезистивной маски используют позитивный фоторезист с кинематической вязкостью, равной 6-6,5 мм2/с, при этом его задубливание ведут при температуре 190-210°С в течение 40-50 минут, а последующее травление исходного материала ведут в соответствующем растворе для фотохимического травления при температуре 50-60°С до получения заданных геометрических параметров.
Все упомянутые операции ведут на одной из противоположных поверхностей исходного материала либо на обеих.
При предварительной обработке водный раствор кислот берут из азотной, ортофосфорной и уксусной при соотношении компонентов 2:4:1:1 соответственно.
По второму независимому пункту формулы:
Указанный технический результат достигается предложенным раствором для фотохимического травления молибдена и его сплавов, состоящим из водного раствора кислот и специальных добавок.
В котором водный раствор кислот состоит из азотной, ортофосфорной и уксусной, а в качестве специальных добавок содержит соли аммония фтористого и молибденовокислого при следующем соотношении компонентов, об.%:
Раскрытие сущности изобретения
По первому независимому пункту формулы:
Проведение дополнительно обработки поверхности исходного материала при указанных режимах:
а) в обезжиривающем щелочном растворе обеспечивает ее более качественную очистку и приводит к повышению адгезии фоторезистивной маски и тем самым повышению ее защитных свойств при последующем фотохимическом травлении и, как следствие, повышению точности и воспроизводимости заданных геометрических параметров элементов изделий и повышению выхода годных,
б) а последующая обработка в водном растворе кислот азотной, ортофосфорной и уксусной при указанном соотношении упомянутых кислот:
во-первых, обеспечивает удаление окислов с поверхности исходного материала и тем самым более качественную очистку,
во-вторых, способствует образованию более развитой поверхности исходного материала за счет увеличения ее шероховатости.
И первое и второе приводит к повышению адгезии фоторезистивной маски и тем самым, как было сказано выше, повышает защитные свойства фоторезистивной маски при последующем фотохимическом травлении и, как следствие, повышает точность и воспроизводимость заданных геометрических параметров элементов изделий и выход годных.
Использование позитивного фоторезиста с кинематической вязкостью, равной 6-6,5 мм2/с, в совокупности с предложенным режимом его задубливания обеспечивает также повышение защитных свойств фоторезистивной маски при последующем травлении и тем самым уменьшают величину бокового стравливания и значительно снижают возможность перетравливания элементов и, как следствие, приводят в дополнение к предыдущему так же к повышению точности и воспроизводимости заданных геометрических параметров и выходу годных.
Дополнительная обработка поверхности исходного материала в обезжиривающем щелочном растворе при температуре менее 50°С и менее 30 минуты не желательна из-за снижения качества очистки, а при температуре более 60°С и более 40 минут не допустима из-за частичного разложения одного из компонентов, а именно поверхностно-активного вещества.
Дополнительная обработка поверхности исходного материала в водном растворе упомянутых кислот при температуре менее 18°С и менее 0,5 минуты не эффективна, а при температуре более 25°С и более 1 минуты не допустима из-за нарушения поверхности исходного материала.
Использование позитивного фоторезиста с кинематической вязкостью менее 6 мм2/с равно как и проведение процесса его задубливания при температуре менее 190°С и менее 40 минут, приводит к снижению защитных свойств фоторезистивной маски, а более 6,5 мм2/с и проведение процесса задубливания при температуре более 210°С и более 50 минут приводит к уменьшению разрешающей способности фоторезистивной маски и, как следствие, снижению воспроизводимости заданных геометрических параметров.
Травление исходного материала при температуре менее 50°С не эффективно из-за малой скорости травления, а более 60°С не допустимо из-за неконтролируемого:
а) резкого увеличения скорости травления со всеми вытекающими нежелательными последствиями и, прежде всего, увеличения бокового стравливания,
б) ускорения процессов, происходящих в растворе для фотохимического травления, с интенсивным выделением продуктов реакции, в том числе газов в основном окислов азота, могущих привести к частичному либо полному разрушению фоторезистивной маски.
По второму независимому пункту формулы:
Предложенный состав раствора для фотохимического травления, далее раствор как качественный, так и количественный:
во-первых, дает возможность работать с исходным материалом повышенной толщины, до 0,15 мм и это немало важно,
во-вторых, обеспечивает в отличие от прототипа близкий к идеальному профиль травления и тем самым повышает точность и воспроизводимость заданных геометрических параметров.
Введение в состав раствора соли аммония фтористого позволяет повысить скорость травления до 20-25 мкм/мин, без дополнительного его нагрева и тем самым снижает время воздействия раствора на фоторезистивную маску, и тем самым сохраняет ее защитные свойства и, как следствие, повышает воспроизводимость заданных геометрических параметров и выход годных.
Введение в состав раствора соли аммония молибденовокислого позволит:
во-первых, снизить величину бокового стравливания с 50 до 30 мкм и тем самым увеличить фактор травления до 1,6 и, следовательно, практически исключить перетравливание элементов изделия и, следовательно, повысить воспроизводимость заданных геометрических параметров и выход годных,
во-вторых, повысить равномерность травления по всей поверхности исходного материала и тем самым дополнительно повысить точность и воспроизводимость заданных геометрических параметров.
Содержание в водном растворе кислот: азотной, ортофосфорной и уксусной в количестве, об.% менее 25, 30, 10 соответственно не желательно из-за снижения скорости травления, что приводит к увеличению времени травления и соответственно ухудшению защитных свойств фоторезистивной маски, могущему привести как частичному, так и полному ее разрушению, и, как следствие, снижению, воспроизводимости заданных геометрических параметров и выхода годных,
А содержание их в количестве, об.% более чем 30, 40, 15 соответственно не допустимо из-за неконтролируемого:
а) резкого увеличения скорости травления со всеми вытекающими нежелательными последствиями,
б) ускорения процессов, происходящих в растворе, с интенсивным выделением продуктов реакции, в том числе в виде газа, приводящих к частичному либо полному разрушению фоторезистивной маски.
Содержание аммония фтористого в растворе для травления менее 2 об.% не эффективно, а более 5 об.% приводит к разрушению фоторезистивной маски.
Содержание аммония молибденовокислого в растворе для травления менее 1 об.% как и более 3 об.% не эффективно с точки зрения уменьшения бокового стравливания. Более того, увеличение содержания его в растворе для травления приводит к снижению скорости травления.
Таким образом, как видно из выше сказанного, предложенные способ изготовления прецизионных изделий из молибдена, равно как и раствор для фотохимического травления для его осуществления в совокупности заявленных признаков позволят повысить точность и воспроизводимость заданных геометрических параметров и выход годных.
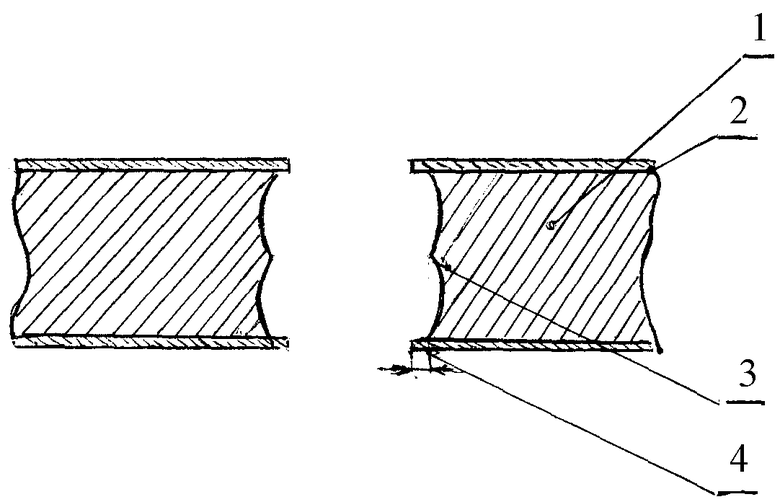
Изобретение поясняется чертежом.
На чертеже схематично представлен фрагмент профиля травления управляющей сетки катодного узла, выполненного из молибдена в предложенном растворе для фотохимического травления, где
В качестве конкретного выполнения рассмотрен пример изготовления управляющей сетки катодного узла клистрона.
Пример 1
Приготавливают:
а) обезжиривающий щелочной раствор, например, следующего состава натрий щавелевокислый - 4, натрий уксуснокислый - 3, АЛМ-10 (поверхностно-активное вещество) - 1,5, вода - остальное,
б) водный раствор кислот азотной, ортофосфорной и уксусной при соотношении компонентов 2:4:1:1,
в) ряд растворов для фотохимического травления согласно качественному и количественному составу, указанному в формуле изобретения и за ее пределами, последнее относится только к количественному составу.
Для чего берут:
Азотную кислоту марки «Ч», ГОСТ 4461-77, плотность 1,43 г/см3
Ортофосфорную кислоту марки «ЧДА», ГОСТ 6552-80, плотность 1,83 г/см3
Уксусную кислоту марки «ХЧ, ледяная», ГОСТ 61-75, плотность 1,04 г/см3
Аммоний фтористый марки «Ч», ГОСТ 4518-75,
Аммоний молибденовокислый ГОСТ 3765-78,
Вода деионизованная марки Б
в количестве, об.%: 27, 35, 12,5, 3,5, 2, 20 соответственно.
Далее приготавливают водный раствор кислот и смешивают последовательно с насыщенным водным раствором солей аммония фтористого и молибденовокислого.
Далее осуществляют изготовление самой управляющей сетки катодного узла.
При этом все последующие операции ведут на обеих противоположных поверхностях исходного материала 1, например пластине, выполненной из молибдена, далее пластина из молибдена.
Проводят предварительную обработку, для чего обе противоположные поверхности пластины из молибдена толщиной, равной 0,15 мм, с размером 50×50 мм обрабатывают:
- в обезжиривающем органическом растворителе, например трихлорэтилене, технический сорт 1, ГОСТ 9976-94, при комнатной температуре, в течение 30-35 минут с последующей сушкой на воздухе,
- затем в обезжиривающем щелочном растворе, при температуре 55°С в течение 35 минут с последующей промывкой в воде до рН 7,0-7,5,
- затем в водном растворе упомянутых кислот при комнатной температуре, не более 21°С, в течение 0,75 минут с последующей промывкой в деионизованной воде до рН 6,5-7,0 и сушкой в атмосфере азота при температуре 55°С в течение 27 минут.
Далее на упомянутых поверхностях формируют посредством известных процессов фотолитографии совмещенную с двух сторон фоторезистивную маску 2 с использованием позитивного фоторезиста ФП-383 с кинематической вязкостью, равной 6,3 мм2/с.
При этом шаблоны (прямой - зеркальный) выполнены в соответствии с заданными геометрическими параметрами элементов управляющей сетки катодного узла с припуском на предполагаемую величину бокового стравливания для заданной толщины.
При этом задубливание позитивного фоторезиста ведут при температуре 200°С в течение 45 минут.
Далее проводят травление пластины из молибдена 1 через сформированную фоторезистивную маску 2 в приготовленном растворе для фотохимического травления с периодическим контролем, в данном случае до полного сквозного протравливания пластины из молибдена, с последующей промывкой в проточной воде и сушкой сжатым воздухом низкого давления.
Примеры 2-5
Были изготовлены управляющие сетки катодного узла аналогично примеру 1, но при других режимах операций и других значениях количественного состава раствора для фотохимического траления, как указанных в формуле изобретения, так и за ее пределами.
Изготовленные образцы управляющих сеток катодного узла прошли контроль на предмет точности и воспроизводимости заданных геометрических параметров, а также определения выхода годных.
Точность геометрических параметров определяли по их отклонению от заданных посредством измерительного микроскопа УИМ-21.
О воспроизводимости заданных геометрических параметров судят по наличию или отсутствию перетравливания элементов изделий.
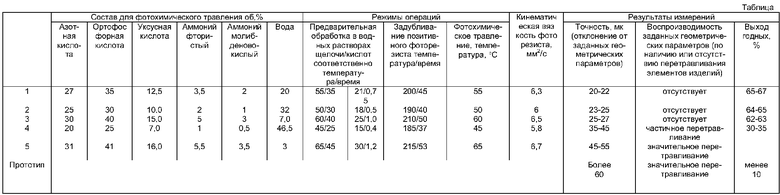
Данные сведены в таблицу.
Как видно из таблицы, образцы управляющих сеток катодного узла, изготовленные согласно предложенным в формуле изобретения как способу, в том числе указанным режимам его операций, так и с использованием предложенного раствора для фотохимического травления, имеют высокую точность заданных геометрических параметров, примерно 25 мкм, хорошую их воспроизводимость, высокий выход годных, примерно 60-65 процентов (примеры 1-3), в отличие от образцов, изготовленных согласно режимам операций и значениям количественного состава раствора для фотохимического травления, выходящих за ее пределы (примеры 4-5).
При этом следует отметить, что прототип отличается крайне низкими указанными выше параметрами заявленного технического результата.
Таким образом, предложенный способ изготовления прецизионных изделий из молибдена и его сплавов, равно как и предложенный раствор для фотохимического травления, обеспечит по сравнению с прототипом:
во-первых, высокую точность заданных геометрических параметров, примерно 25 мкм,
во-вторых, хорошую их воспроизводимость благодаря практически полному исключению перетравливания элементов изделий,
в третьих, повышение выхода годных, примерно на 50%.
Изготовление изделий элементной базы электронной техники СВЧ прецизионных и к тому же сверхмалых размеров особенно актуально в связи с ее миниатюризацией.
Источники информации
1. Московкин Л.Н., Ошарин В.И. Фотохимическое фрезерование. Москва, Машиностроение, 1978, с.72.
2. Патент РФ №1225282, МПК C25F 3/08, дата подачи заявки 1983.11.21, опубликовано 1995.10.20.
3. Патент РФ №2016915, МПК C23F 1/02, дата подачи заявки 1989.12.27, опубликовано 1994.07.30 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННОЙ РЕШЕТКИ | 2009 |
|
RU2393512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОПРЕОБРАЗОВАТЕЛЯ НА УТОНЯЕМОЙ ГЕРМАНИЕВОЙ ПОДЛОЖКЕ | 2021 |
|
RU2787955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Z-СРЕЗА | 2012 |
|
RU2475950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОЧАСТОТНОГО КРЕМНИЕВОГО ПЛАНАРНОГО ТРАНЗИСТОРА | 1971 |
|
SU316135A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКИХ ПРИБОРОВ | 1998 |
|
RU2137249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО ВАКУУМНОГО МИКРОПРИБОРА | 1988 |
|
SU1729243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ПОДЛОЖЕК С ОТВЕРСТИЯМИ | 1992 |
|
RU2030136C1 |
| РАСТВОР ДЛЯ ТРАВЛЕНИЯ ТУГОПЛАВКИХ МЕТАЛЛОВ | 1989 |
|
RU2016915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ НА УТОНЯЕМОЙ ГЕРМАНИЕВОЙ ПОДЛОЖКЕ | 2021 |
|
RU2781508C1 |
| СПОСОБ ВЫТРАВЛИВАНИЯ КОНТАКТНОЙ ПЛОЩАДКИ ВСТРОЕННОГО ДИОДА ФОТОПРЕОБРАЗОВАТЕЛЯ | 2014 |
|
RU2577826C1 |
Изобретение относится к изготовлению прецизионных изделий из молибдена и его сплавов с заданными геометрическими параметрами. Способ включает предварительную обработку поверхности исходного материала в обезжиривающем органическом растворителе, дальнейшую последовательную обработку в обезжиривающем щелочном растворе и водном растворе кислот при температуре 50-60°С и 18-25°С в течение 30-40 минут и 0,5-1 минуты соответственно с последующей сушкой в безкислородной атмосфере, формирование на поверхности фоторезистивной маски с использованием позитивного фоторезиста с кинематической вязкостью, равной 6-6,5 мм2/с, при этом его задубливание ведут при температуре 190-210°С в течение 40-50 минут, и последующее травление исходного материала в растворе для фотохимического травления при температуре 50-60°С до получения заданных геометрических параметров. Раствор для фотохимического травления изделий из молибдена и его сплавов содержит водную смесь кислот и специальных добавок при следующем соотношении компонентов, об.%: азотная кислота 25-30, ортофосфорная кислота 30-40, уксусная кислота 10-15, фтористый аммоний 2-5, молибденовокислый аммоний 1-3, вода - остальное. Способ позволяет повысить точность воспроизводимости заданных геометрических параметров и выход годных изделий. 2 н. и 2 з.п. ф-лы, 1 ил., 1 табл.
1. Способ изготовления прецизионных изделий из молибдена и его сплавов с заданными геометрическими параметрами, включающий предварительную обработку поверхности исходного материала в обезжиривающем органическом растворителе, формирование на ней фоторезистивной маски с использованием позитивного фоторезиста, последующее травление исходного материала через фоторезистивную маску в растворе для фотохимического травления при постоянном контроле, отличающийся тем, что после предварительной обработки поверхности исходного материала в обезжиривающем органическом растворителе ее дополнительно обрабатывают последовательно в обезжиривающем щелочном растворе и водном растворе кислот при температуре 50-60°С и 18-25°С в течение 30-40 мин и 0,5-1 мин соответственно с последующей сушкой в бескислородной атмосфере, при формировании фоторезистивной маски используют позитивный фоторезист с кинематической вязкостью, равной 6-6,5 мм2/с, при этом его задубливание ведут при температуре 190-210°С в течение 40-50 мин, а последующее травление исходного материала ведут в растворе для фотохимического травления при температуре 50-60°С до получения заданных геометрических параметров.
2. Способ по п.1, отличающийся тем, что все упомянутые операции ведут на одной из противоположных поверхностей исходного материала либо на обеих.
3. Способ по п.1, отличающийся тем, что при предварительной обработке водный раствор кислот берут из азотной, ортофосфорной и уксусной при соотношении компонентов 2:4:1:1 соответственно.
4. Раствор для фотохимического травления изделий из молибдена и его сплавов, состоящий из водного раствора кислот и специальных добавок, отличающийся тем, что водный раствор кислот состоит из азотной, ортофосфорной и уксусной, а в качестве специальных добавок содержит насыщенный водный раствор солей аммония фтористого и молибденовокислого при следующем соотношении компонентов, об.%:
| РАСТВОР ДЛЯ ТРАВЛЕНИЯ ТУГОПЛАВКИХ МЕТАЛЛОВ | 1989 |
|
RU2016915C1 |
| РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ТРАВЛЕНИЯ МОЛИБДЕНА И ЕГО СПЛАВОВ | 1983 |
|
RU1225282C |
| Раствор для травления силицидов металлов | 1991 |
|
SU1795985A3 |
| Раствор для размерного травления молибдена и меди | 1980 |
|
SU929738A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

