Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия из глинозема, и может быть использовано на электролизерах как с самообжигающимися, так и с обожженными анодами для контроля токораспределения в анодном узле и подине с целью стабилизации технологических параметров.
Известен способ автоматического контроля технологического состояния алюминиевого электролизера (пат. РФ. №2307881, опубл. 2007.10.10, прототип), включающий непрерывное определение токораспределения по всем анодам электролизера путем косвенных измерений тока в анодах, анодных стояках и анодных перемычках по измерениям напряжения в отдельных точках по всей длине анодной шины с использованием датчиков напряжения, связанных с вычислительным блоком. Число точек измерения выбирают большим числа определяемых токов. Определение токов проводят по анодам, анодным стоякам и анодным перемычкам путем решения обратной задачи для уравнения распределения напряжения по анодной шине. При определении токов на части или всех анодных стояках и/или части или всех анодных перемычках измерение напряжения осуществляют в точках на анодных стояках и/или на анодных перемычках.
Основным недостатком данного способа контроля токораспределения по всем анодам электролизера с обожженными анодами является высокая погрешность, поскольку в качестве измерительных «шунтов» берутся участки анодной шины. Помимо температурной погрешности имеет место погрешность за счет плохого контакта соединительных проводов, подключаемых к анодной шине путем «зачеканки». При применении данного способа вычисления тока в каждом анодном стержне электролизера с самообжигающимся анодом погрешность значительно увеличивается, т.к. существенно сокращается участок анодной шины, выполняющий роль эквивалентного шунта.
Задачей предлагаемого технического решения является устранение отмеченных недостатков, а именно повышение точности измерения токораспределения по токоподводящим и/или токоотводящим элементам электролизера (анодные штыри, штанги, блюмсы).
Для решения поставленной задачи в способе контроля токораспределения в алюминиевых электролизерах, включающем измерение тока серии и непрерывное определение токораспределения, согласно изобретению, измеряют сигналы с использованием электромагнитных датчиков, установленных на каждый токоподводящий и/или токоотводящий элемент электролизера, определяют суммарный сигнал от всех электромагнитных датчиков, установленных на каждый токоподводящий и/или токоотводящий элемент электролизера, находят коэффициент пропорциональности путем деления силы тока серии, измеренной на момент съема сигналов с датчиков, на суммарный сигнал от всех электромагнитных датчиков, установленных на каждый токоподводящий и/или токоотводящий элемент электролизера, и с учетом коэффициента пропорциональности находят величину силы тока в каждом токоподводящем и/или токоотводящем элементе электролизера, полученные значения кодируют и передают по линии связи в АСУ для принятия необходимых технологических воздействий.
Существенным отличием данного технического решения является то, что измеряют сигналы с использованием электромагнитных датчиков, установленных на каждый токоподводящий и/или токоотводящий элемент электролизера.
Использование электромагнитных датчиков позволяет с приемлемой для технологического процесса погрешностью измерять величину силы тока в каждом токоподводящем и токоотводящем элементе электролизера и решить задачу по обеспечению равномерного распределения тока по телу анода, контролировать неравномерность токораспределения по блюмсам катодного узла и, как следствие, устранить ряд технологических нарушений процесса электролиза алюминия.
Вторым существенным отличием является то, что определяют суммарный сигнал от всех электромагнитных датчиков, установленных на токоподводящих и/или токоотводящих элементах электролизера, находят коэффициент пропорциональности путем деления силы тока серии, измеренной на момент съема сигналов с датчиков, на суммарный сигнал от всех электромагнитных датчиков, установленных на каждый токоподводящий и/или токоотводящий элемент электролизера, и с учетом коэффициента пропорциональности находят величину силы тока в каждом токоподводящем и/или токоотводящем элементе конструкции электролизера.
Нахождение коэффициента пропорциональности между током серии и ЭДС, снимаемой с электромагнитных датчиков, позволяет повысить точность определения величины тока, протекающего через каждый из токоподводящих и/или токоотводящих элементов электролизной ванны (анодный штырь, блюмс, штанга).
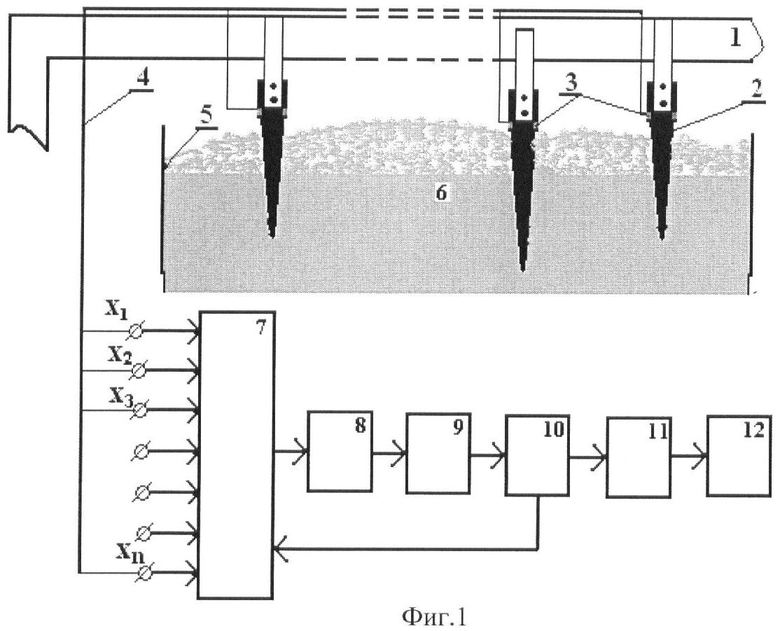
На фиг.1 представлена функциональная схема устройства, реализующего предлагаемый способ контроля токораспределения по токоподводящим элементам конструкции анодного узла электролизера с самообжигающимися анодами.
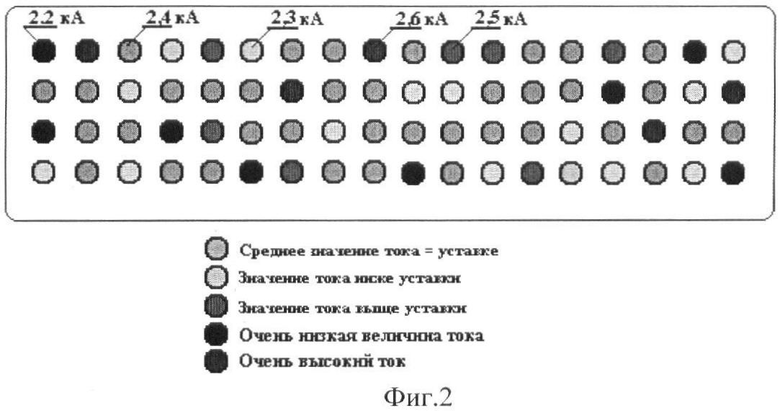
На фиг.2 представлен вариант вывода информации на дисплей и печать АСУ.
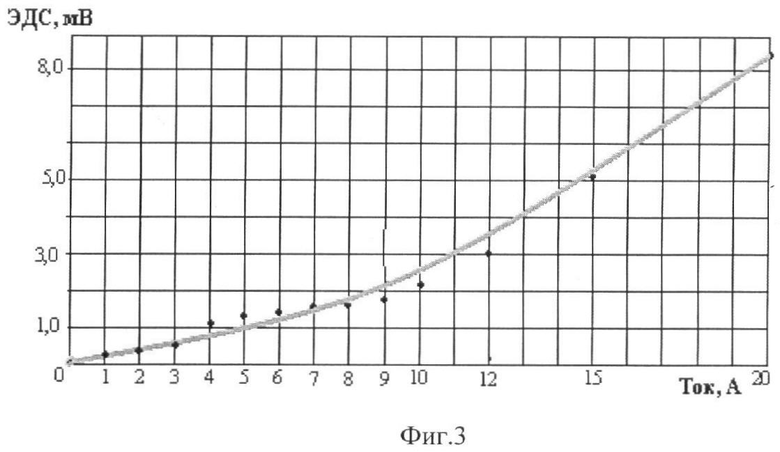
На фиг.3 представлен график экспериментально снятой зависимости действующего значения напряжения гармоники 1200 Гц на выходе электромагнитного датчика от силы тока, протекающего в проводнике при двухполупериодном шестифазном выпрямлении тока промышленной частоты.
На фиг.1 введены следующие обозначения: Х1…Хn - клеммы на входе коммутатора для подключения датчиков, 1 - анодная шина, 2 - анодный штырь, 3 - электромагнитные датчики, 4 - линии связи электромагнитных датчиков (3) с коммутатором входных сигналов(7), 5 - кожух анода, 6 - углеродистое тело анода, 7 - коммутатор входных сигналов, 8 - нормализатор входных сигналов, 9 - аналого-цифровой преобразователь (АЦП), 10 - микропроцессор, 11 - устройство согласования, 12 - автоматизированная система управления (АСУ).
Устройство, реализующее предлагаемый способ контроля токораспределения в алюминиевых электролизерах на примере анодного узла, работает следующим образом.
Сигналы с выхода электромагнитных датчиков (3), пропорциональные силе тока в каждом из анодных штырей (2), подаются на коммутатор входных сигналов (7) через линии связи датчиков тока (3) с коммутатором входных сигналов (7). Сила тока в каждом из анодных штырей зависит от сопротивления контакта анодный штырь (2) - анодная шина (1) и сопротивления контакта (глубины погружения) анодного штыря с углеродистым телом анода (6), ограниченного анодным кожухом (5).
С выхода коммутатора входных сигналов (7) сигналы, пропорциональные току в каждом из анодных штырей (2), поступают на вход нормализатора входных сигналов (8), где обеспечивают необходимую фильтрацию и согласование по уровню. С выхода нормализатора (8) сигналы подают на АЦП (9) для преобразования в цифровой код. Преобразованный в АЦП (9) цифровой сигнал подают на микропроцессор (10), где рассчитывают ток, протекающий через каждый анодный штырь (2), и данные передают через устройство согласования (11) на вход АСУ (12). АСУ (12) выводит информацию на дисплей и/или печать в виде номограммы, представленной на фиг.2.
Из графика, представленного на фиг.3, видно, что сигнал, снимаемый с электромагнитного датчика, пропорционален силе тока. С увеличением силы тока в проводнике связь между током и ЭДС, снимаемой с электромагнитного датчика, приближается к линейной зависимости.
Положительный технический эффект от реализации данного способа контроля токораспределения по анодным штырям заключается в стабилизации технологического режима процесса электролиза, снижении потерь электроэнергии в анодном узле за счет своевременного устранения перекосов в распределении электрического тока по анодным штырям.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ ТОКОРАСПРЕДЕЛЕНИЯ В АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРАХ | 2011 |
|
RU2484183C1 |
| УСТРОЙСТВО КОНТРОЛЯ ТОКОРАСПРЕДЕЛЕНИЯ В АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРАХ | 2014 |
|
RU2584059C1 |
| УСТРОЙСТВО КОНТРОЛЯ ТОКОРАСПРЕДЕЛЕНИЯ В АНОДНОМ УЗЛЕ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2009 |
|
RU2401325C1 |
| СПОСОБ СЪЕМА ИНФОРМАЦИОННЫХ ПАРАМЕТРОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2007 |
|
RU2359072C1 |
| Способ контроля технического состояния катодного узла электролизера | 2017 |
|
RU2674180C2 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2169797C1 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2281989C2 |
| ОШИНОВКА МОЩНЫХ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2003 |
|
RU2259428C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО СОСТОЯНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2307881C1 |
| Анодное устройство электролизера для производства алюминия | 2020 |
|
RU2742557C1 |
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия из глинозема, и может быть использовано на электролизерах как с самообжигающимися анодами, так и с обожженными для контроля токораспределения в анодном узле и подине с целью стабилизации технологических параметров. Измерения силы тока серии производят с помощью электромагнитных датчиков, установленных на каждый токоподводящий и/или токоотводящий элемент электролизера, определяют суммарный сигнал от всех электромагнитных датчиков, находят коэффициент пропорциональности путем деления силы тока серии, измеренной на момент съема сигналов с датчиков, на суммарный сигнал от всех электромагнитных датчиков, и с учетом коэффициента пропорциональности находят величину силы тока в каждом токоподводящем и/или токоотводящем элементе электролизера, полученные значения кодируют и передают по линии связи в АСУ для принятия необходимых технологических воздействий. Обеспечивается повышение точности измерения по токоподводящим и/или токоотводящим элементам электролизера. 3 ил.
Способ контроля токораспределения в алюминиевом электролизере, включающий измерение тока серии и непрерывное определение токораспределения, отличающийся тем, что измеряют сигналы с использованием электромагнитных датчиков, установленных на каждом токоподводящем и/или токоотводящем элементах электролизера, определяют суммарный сигнал силы тока от всех электромагнитных датчиков, установленных на каждом токоподводящем и/или токоотводящем элементах электролизера, определяют коэффициент пропорциональности путем деления силы тока серии, измеренного на момент съема сигналов от всех электромагнитных датчиков, на суммарный сигнал от всех электромагнитных датчиков, установленных на каждом токоподводящем и/или токоотводящем элементах электролизера, и с учетом определенного коэффициента пропорциональности определяют величину силы тока в каждом токоподводящем и/или токоотводящем элементе электролизера, которые после кодирования передают в АСУ.
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО СОСТОЯНИЯ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2307881C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ЛОКАЛЬНЫХ МЕСТ РАЗРУШЕНИЯ ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2180367C2 |
| СПОСОБ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1992 |
|
RU2057823C1 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2006 |
|
RU2301288C1 |
| СПОСОБ КОНТРОЛЯ ПРОИЗВОДИТЕЛЬНОСТИ ЭЛЕКТРОЛИЗНЫХ ВАНН | 2005 |
|
RU2299932C1 |
| CN 101008094 A, 01.08.2007 | |||
| CN 1908239 A, 07.02.2007. | |||

