Изобретение относится к области технологии машиностроения и предназначено для обработки валов на токарных станках, в том числе и на токарных многоцелевых станках.
Известно поводковое устройство [1], основным базирующим элементом которого является жесткий центр, имеющий левую винтовую канавку и взаимодействующий с подпружиненной сферической гайкой посредством шариков, расположенных в канавке. В процессе обработки заготовки усилия резания передаются через зубчатую поводковую головку к сферической гайке, вследствие чего сферическая гайка стремится повернуться относительно жесткого центра и передвинуться вдоль оси жесткого центра на заготовку, что обеспечивает увеличение усилия зажима.
Недостатком этого устройства является то, что данное устройство не обеспечивает фиксацию внедренных поводков в материале обрабатываемой заготовки. Это не гарантирует обеспечение точности обработки поверхностей заготовки при фрезеровании и сверлении на многоцелевых токарных станках, а также надежную передачу крутящего момента обрабатываемой заготовке от шпинделя станка.
Задачей изобретения является повышение точности обработки и надежности закрепления заготовки на многоцелевых токарных станках.
Указанная цель достигается тем, что поводковое устройство содержит неподвижный центр и поводковый диск и снабжено поводками, размещенными в поводковом диске, опорной шайбой, жестко соединенной с поводковым диском, центрирующей шайбой, подпружиненной относительно опорной шайбы для фрикционного сопряжения с ней, при этом поводковый диск соединен с неподвижным центром посредством левой упорной резьбы.
Фиксация внедрения поводков после токарных технологических переходов происходит вследствие фрикционных контактов в упорной резьбе и в стыке опорной шайбы с центрирующей шайбой. Использование в конструкции поводкового устройства упорной резьбы, по сравнению с конструкцией прототипа, позволяет повысить надежность зажима заготовки, особенно при выполнении технологических операций с изменяющимися силами резания, возникающими при фрезеровании, сверлении и рассверливании заготовки. Это позволяет применять поводковое устройство, в отличие от прототипа, на многоцелевых станках. Также повышается качество формообразования заготовки, так как изменение направления сил резания не приводит к изменению глубины внедрения поводков в торец заготовки, что, в сравнении с конструкцией прототипа, исключает вибрации поводкового устройства и тем самым повышает его виброустойчивость.
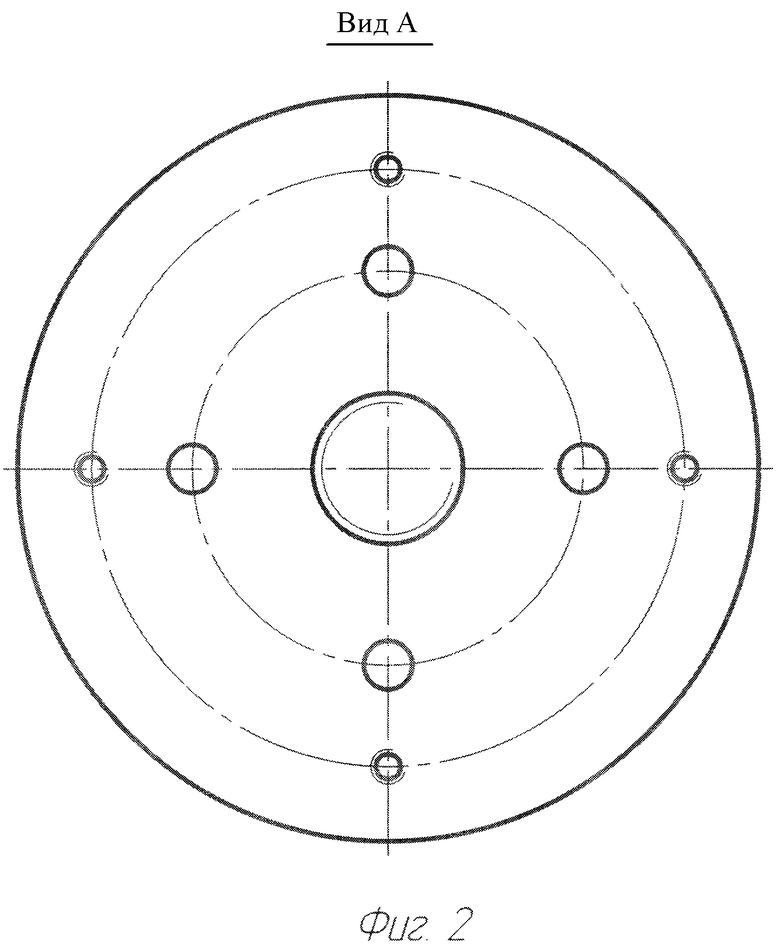
Сущность приспособления поясняется чертежами, на фиг.1 дан общий вид устройства в разрезе (устройство симметрично относительно оси разреза), на фиг.2 показан вид А.
Предлагаемое изобретение содержит неподвижный центр 1, по упорной резьбе которого крепиться поводковый диск 2, винты 3, опорная шайба 4, гидропластмассовое кольцо 5, пружина 6, центрирующая шайба 7, поводки 8. Гидропластмассовое кольцо 5 в опорной шайбе 4 предназначено для опоры поводков 8 и их равномерного усилия внедрения в торец заготовки. Опорная шайба 4 с помощью винтов 3 жестко соединена с поводковым диском 2, в котором размещены поводки 8, и имеет возможность поворачиваться вместе с поводковым диском 2 на упорной резьбе, что обеспечивает внедрение поводков 8 в торец обрабатываемой заготовки на глубину, необходимую для передачи крутящего момента заготовке. Поводковый диск 2 по наружной поверхности имеет рельефную насечку для удобства ручного его поворота при предварительном внедрении поводков 8 в торец заготовки. Пружина 6 способствует облегчению начального внедрения поводков 8 в торец заготовки. Это внедрение выполняется вручную, и пружина 6, контактируя с центрирующей шайбой 7, в дальнейшем обеспечивает фрикционное стопорение поводков 8, внедренных в торец обрабатываемой заготовки. Резьба на жестком центре 1 выполняется упорной одноходовой левой, что позволяет воспринимать большие осевые нагрузки, а также обладать высокими стопорящими свойствами.
Устройство работает следующим образом. Поводковый центр 1 вставляется хвостовиком в шпиндель станка. Заготовка, перемещаемая центром задней бабки, надвигается центровым отверстием на неподвижный центр 1 с усилием, достаточным для обеспечения беззазорного сопряжения базирующих конических поверхностей технологических центров с базируемыми коническими поверхностями центровых отверстий в торце заготовки. Далее ручным вращением поводкового диска 2, совместно с опорной шайбой 4, поводки 8 внедряются в торец заготовки на относительно небольшую глубину. При воздействии на заготовку моментом резания поводки 8 автоматически внедряются в ее торец на необходимую глубину за счет совместного их поворота с поводковым диском 2 и осевого перемещения по опорной резьбе на торец обрабатываемой заготовки. Глубина внедрения поводков 8 инициируется моментом резания, и ее максимальное значение определяется максимальным значением момента резания при выполнении токарных технологических переходов. В дальнейшем при выполнении фрезерных и сверлильных технологических переходов эта глубина внедрения поводков 8 в торец обрабатываемой заготовки сохраняется вследствие стопорящих свойств упорной резьбы и дополнительного фрикционного контакта опорной шайбы 4 с центрирующей шайбой 7.
Техническая эффективность изобретения заключается в том, что оно позволяет увеличить надежность передачи крутящего момента от шпинделя многоцелевого станка к обрабатываемой заготовке, повысить качество обработки поверхностей заготовок.
Источники информации
1. Авторское свидетельство 169973, МКИ В23В 33/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВОДКОВОЕ УСТРОЙСТВО | 2006 |
|
RU2352438C2 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2005 |
|
RU2294818C2 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2006 |
|
RU2359787C2 |
| Поводковый патрон | 1981 |
|
SU948550A1 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2005 |
|
RU2294817C2 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2005 |
|
RU2294816C2 |
| Торцовое поводковое приспособление | 1983 |
|
SU1126384A1 |
| Устройство для крепления держателя инструмента в шпинделе металлорежущего станка | 1988 |
|
SU1736331A3 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 1992 |
|
RU2005578C1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
Устройство содержит неподвижный центр и поводковый диск. Для повышения точности обработки и надежности закрепления заготовки на многоцелевых токарных станках оно снабжено поводками, размещенными в поводковом диске, опорной шайбой, жестко соединенной с поводковым диском, и центрирующей шайбой, подпружиненной относительно опорной шайбы для фрикционного сопряжения с ней. При этом поводковый диск соединен с неподвижным центром посредством левой упорной резьбы. 2 ил.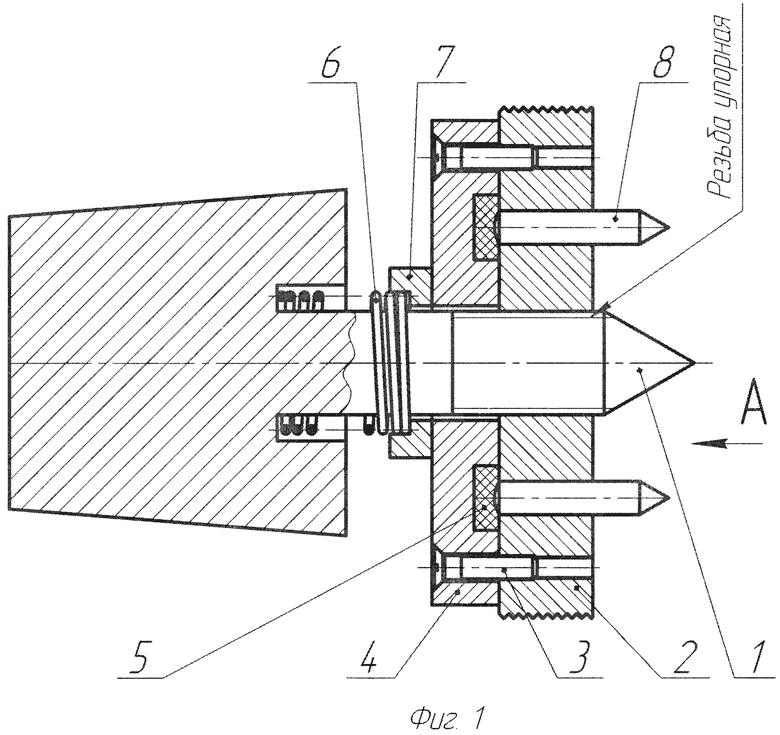
Поводковое устройство, содержащее неподвижный центр и поводковый диск, отличающееся тем, что оно снабжено поводками, размещенными в поводковом диске, опорной шайбой, жестко соединенной с поводковым диском, и центрирующей шайбой, подпружиненной относительно опорной шайбы для фрикционного сопряжения с ней, при этом поводковый диск соединен с неподвижным центром посредством левой упорной резьбы.
| ПОВОДКОВОЕ ПРИСПОСОБЛЕНИЕ | 0 |
|
SU169973A1 |
| РАЗДВИЖНАЯ ОПРАВКА ДЛЯ РАБОТ НА ТОКАРНЫХ ИЛИ Т. П. СТАНКАХ | 1929 |
|
SU13815A1 |
| Поводковое устройство | 1982 |
|
SU1148717A1 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2005 |
|
RU2294816C2 |
| СПОСОБ РАННЕЙ ДИАГНОСТИКИ РАЗВИТИЯ НЕКРОЗОВ МИОКАРДА У БОЛЬНЫХ ОСТРЫМ КОРОНАРНЫМ СИНДРОМОМ | 2005 |
|
RU2293328C2 |

