Изобретение относится к разновидности буфера, а более точно к бамперу легкового автомобиля, приспособлению в виде скобы из металла или ударопрочной пластмассы, укрепляемой на передней части автомобиля, а на легковых и сзади, для смягчения случайных несильных ударов.
К известным аналогам следует отнести:
1. Бампер автомобиля, см. с.8 кн.: Руководство по ремонту, техническому обслуживанию и эксплуатации автомобилей ВА3-2108, ВА3-21081, ВА3-21083, ВА3-2109, ВА3-21091, ВА3-21093, ВА3-21099 «Издательский Дом Третий Рим», 2000 - 176 с. - /1/;
2. DE 19620404 A1, 14. 08. 1997;
3. FR 2856968 A1, 07.01.2005;
4. GB 2069940 A, 03.09.1981;
5. US 4325574 A, 20.04.1982;
6. WO 2005054011 A1, 16.06.2005.
К недостаткам известных аналогов следует отнести многопозиционность операций в отдельных комплектующих изделиях, которыми дополняют фрагменты бампера, что в итоге удорожает его в десятки раз, делая трудоемким технологический процесс изготовления дорогостоящего механического, гальванического, прессового, термического и иного оборудования, заменяемого одной деталью, в которой выполнены все необходимые операции, относимые к форме его конструкции, обеспечивающей установку на автомобиле с использованием соответствующего резьбового крепежа за счет введения прессово-литьевого процесса изготовления сложно-фасонного оболочкового бампера.
Задачей нового технического решения является улучшение дизайна и органолептических восприятий формы бампера легкового автомобиля, связанных с повышением прочностных характеристик его не армированного профиля и получения пригодной для использования одной цельной конструкции, в отличие от зарубежных аналогов: DE 19620404 A1, 14.08.1997; FR 2856968 A1, 07.01.2005; GB 2069940 A, 03.09.1981; US 4325574 A, 20.04.1982; WO 2005054011 A1, 16.06.2005.
Поставленная задача достигается тем, что бампер, содержащий пластмассовый оболочковый корпус, с ребрами и округлениями, согласно изобретению выполнен С-образным в поперечном сечении и имеет жесткозакрепленный прессово-литьевой заливкой верхний фартук (2), снижающий сопротивление потоков воздуха, для плавного перехода воздушной или водной среды поверхность (3), выполненную наклонной под острым углом в направлении движения подачи автомобиля, а для снижения турбулентности потока имеет радиусные округления (6-9) и криволинейную поверхность (10), образующие разделяющий пояс, направленный под тупым углом к полотну дороги, для сохранения в равновесной системе резьбовых креплений, обеспечивающих удержание бампера в процессе скоростного движения, внутренние элероны (11), обеспечивающие стабилизацию рабочего расположения боковых торцов (12), имеющих комбинированное фасонное оребрение (34-39), включающее выступ (40) с отверстием (41), основание (50) бампера выполнено вогнутым с выборками (51), с внутренней стороны бампера выполнено вертикальное оребрение, что позволяет снизить толщину оболочки передней стенки бампера до 5-4,5 мм при наличии минимальной толщины ребер в 3 мм, в бампере выполнены окна (53) и глухие площадки (54), на верхней границе бампера выполнены пологие радиусные округления верхней границы бампера и пустоты (58-60) для установки приборов, на бампере выполнено оребрение в виде карманов для повышения прочности и размещения в этих карманах приводных ответвлений, торцы бампера выполнены с прямыми радиусными участками профиля для плавного перехода к граничным стенкам автомобиля, а нижний участок в средней части бампера расположен с возможностью обеспечения подачи мокрого грязного грунта, глины или снега под углом текучести к нижнему срезу под действием встречного потока воздуха, при этом бампер выполнен в виде одной детали.
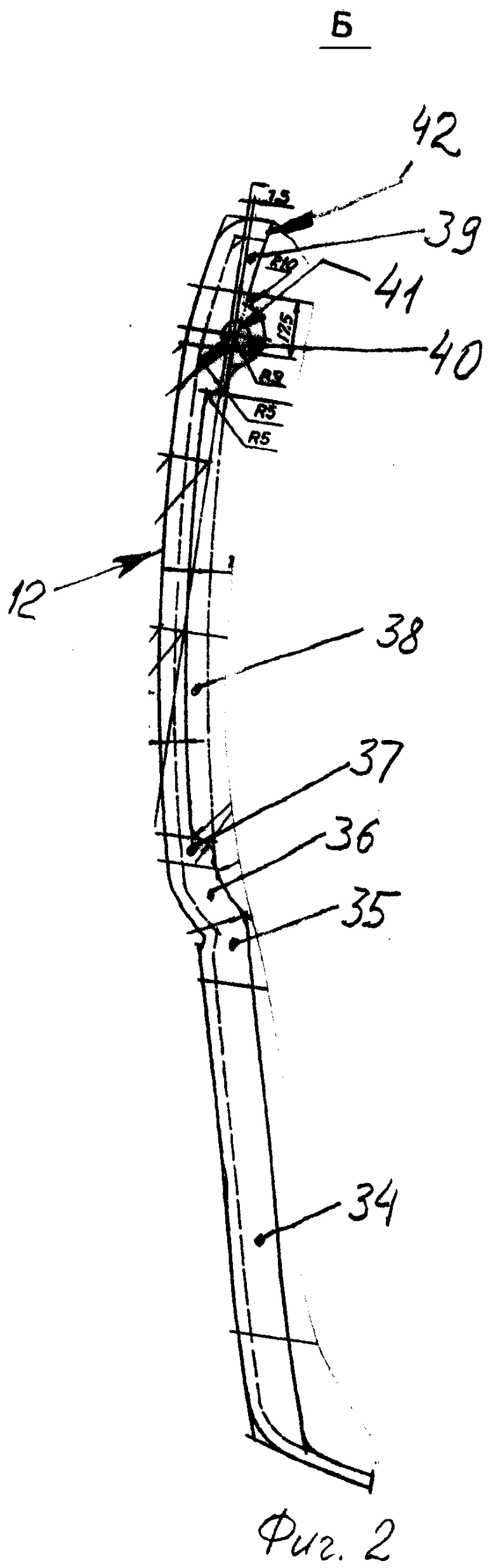
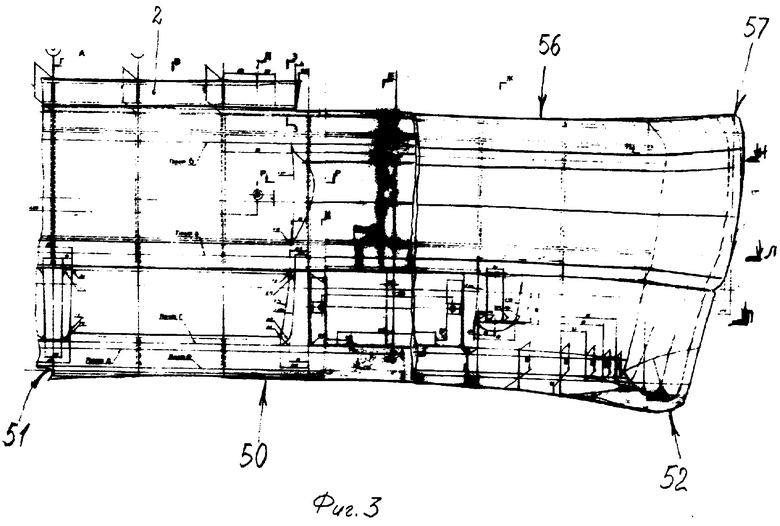
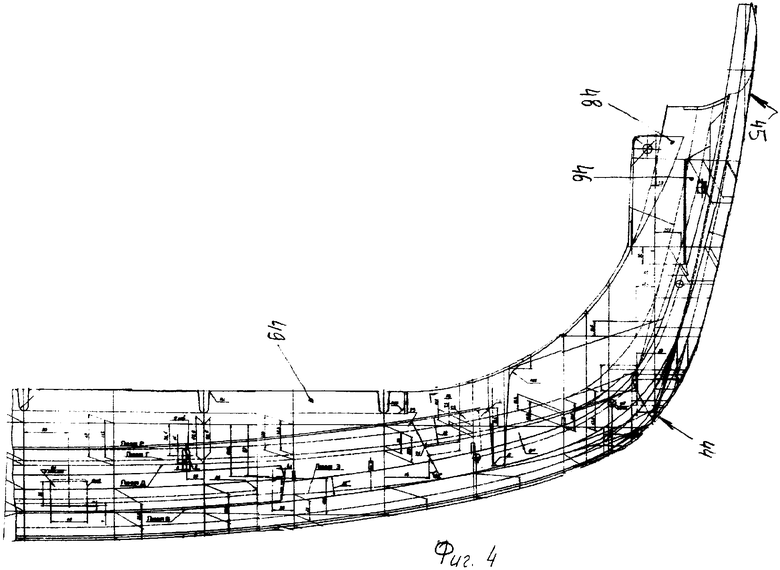
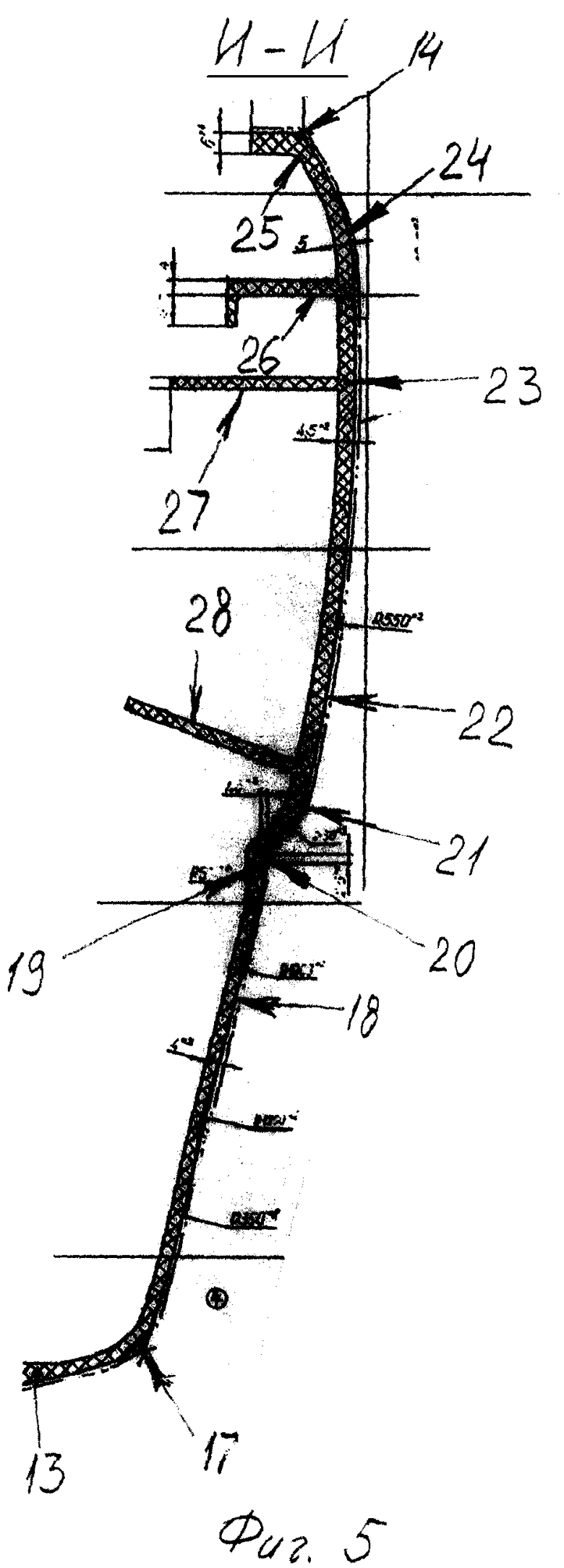
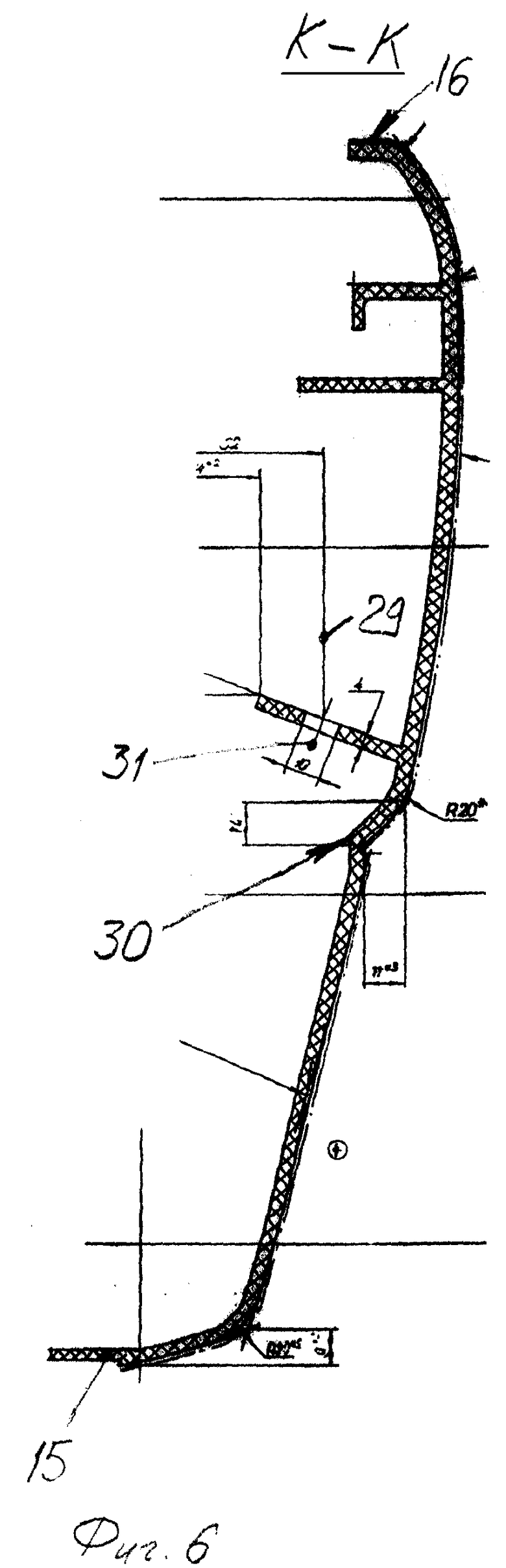
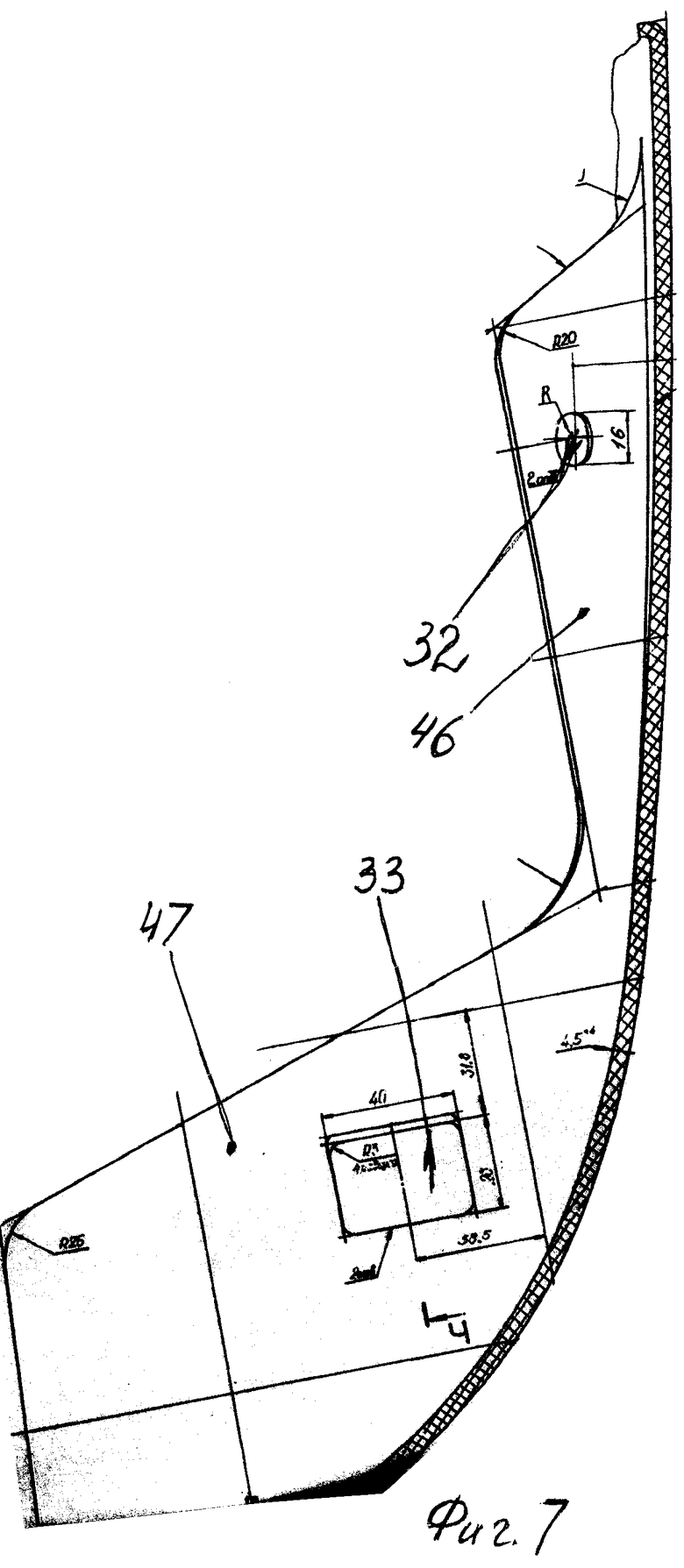
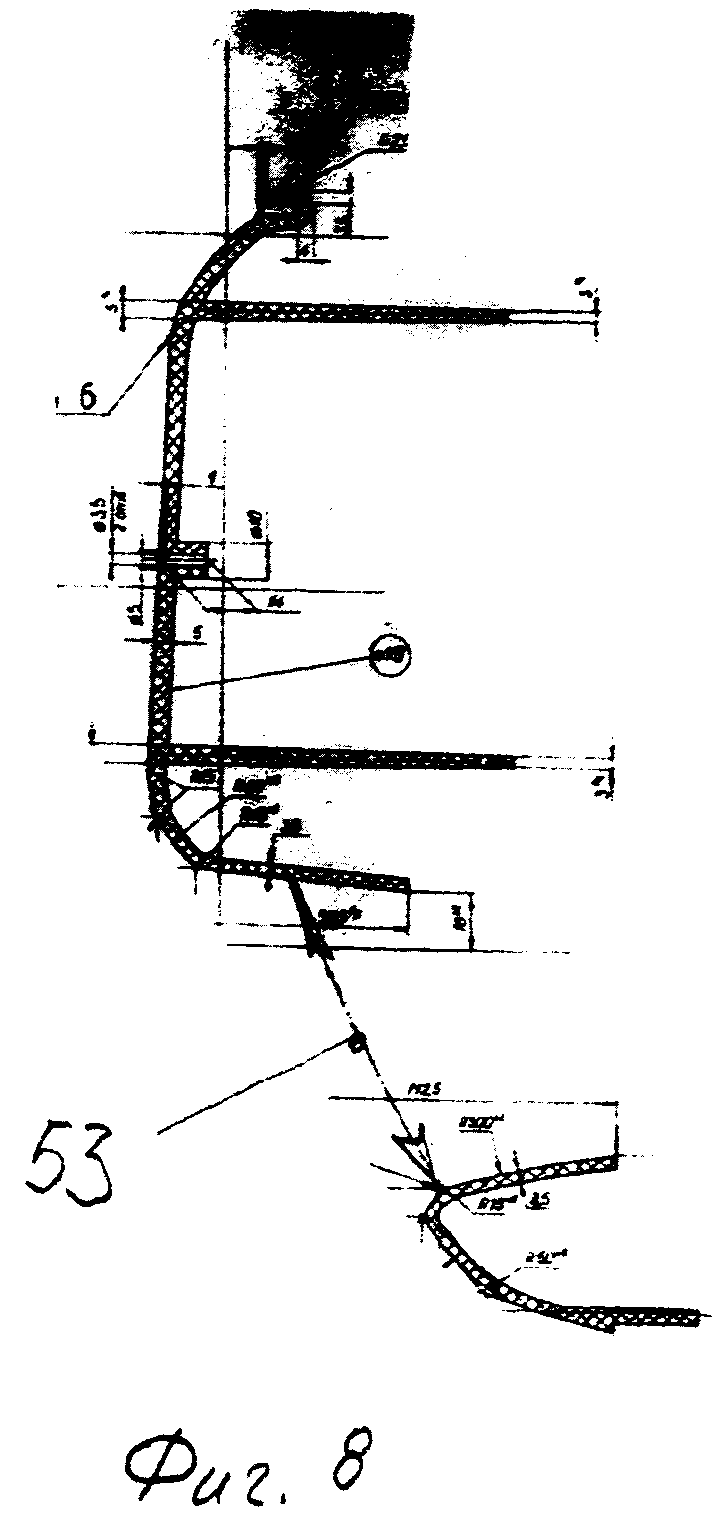
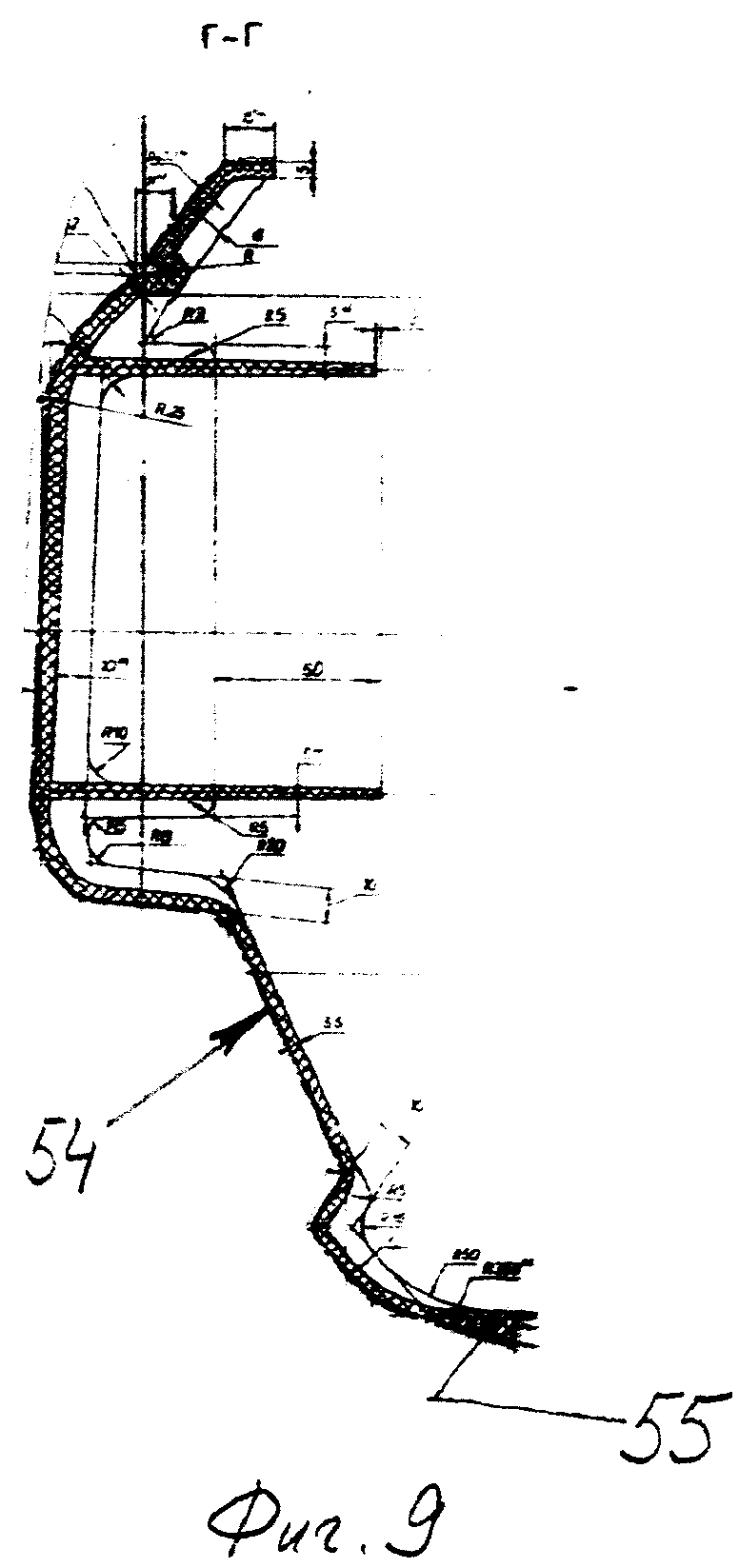
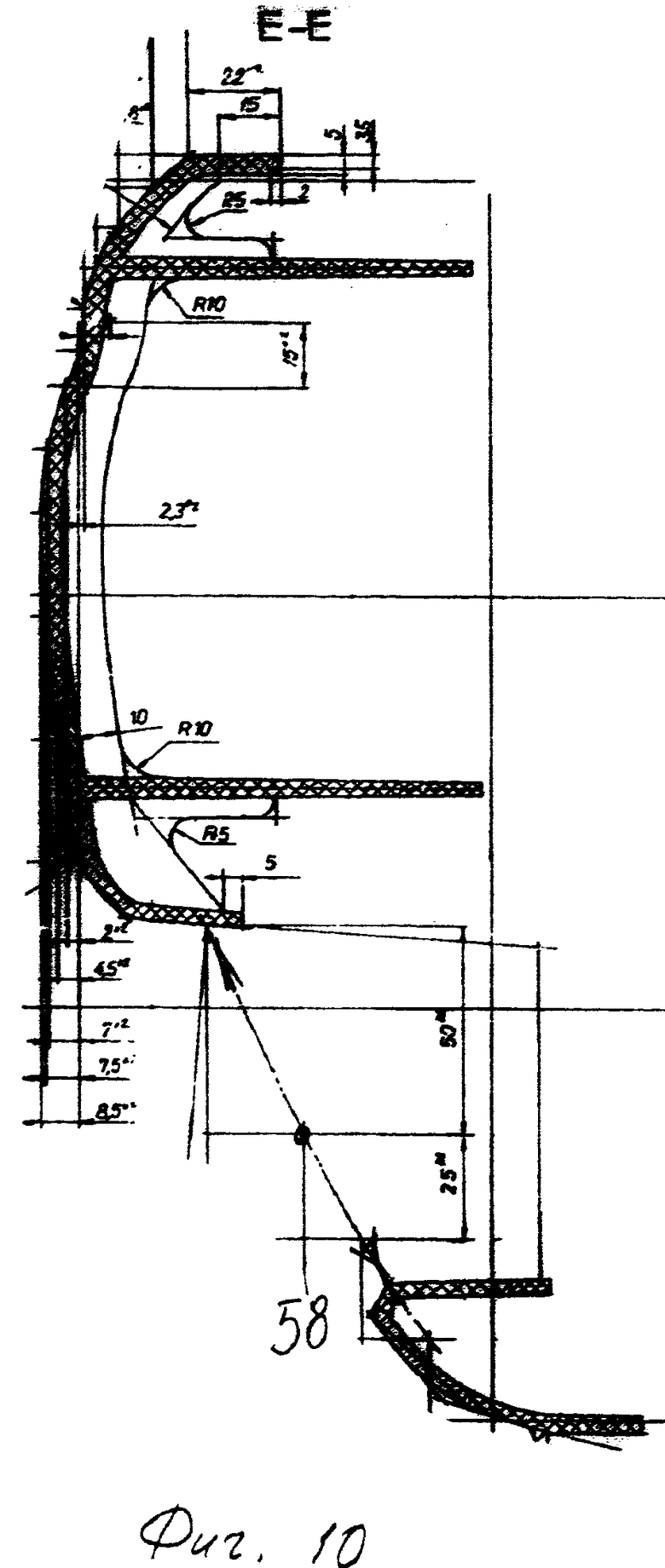
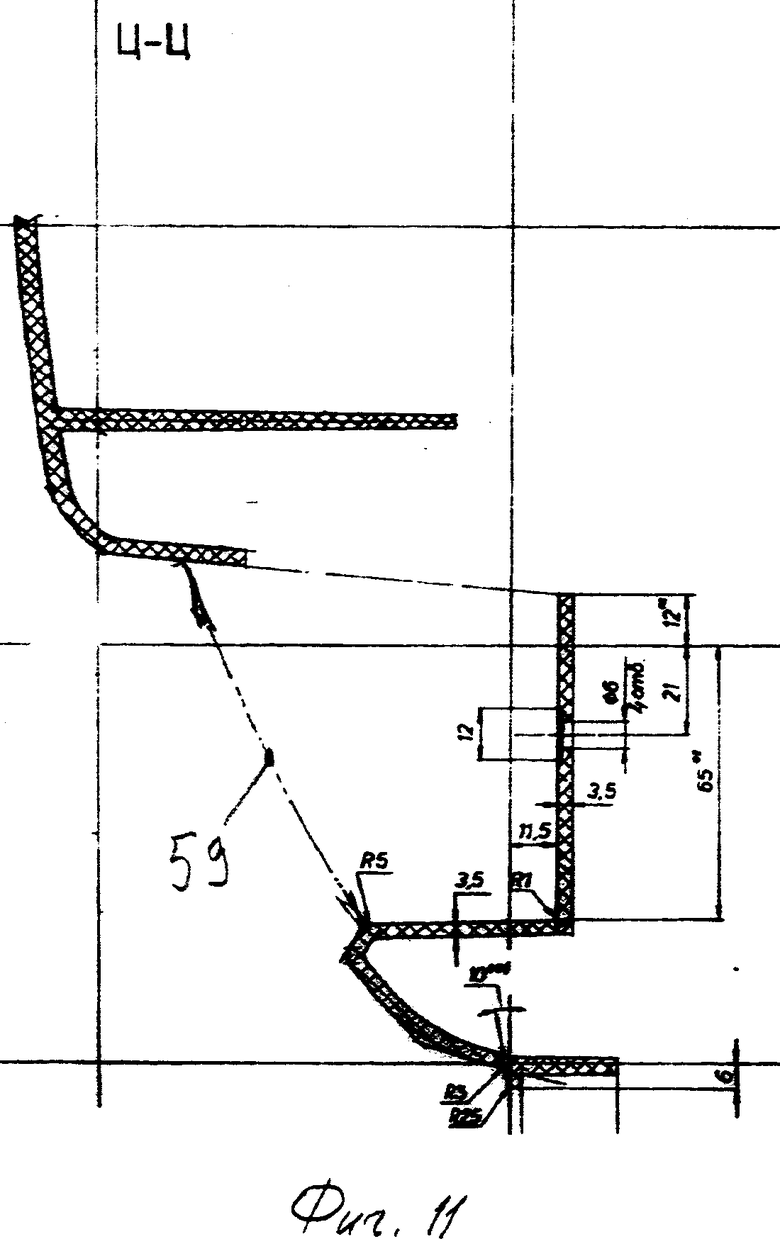
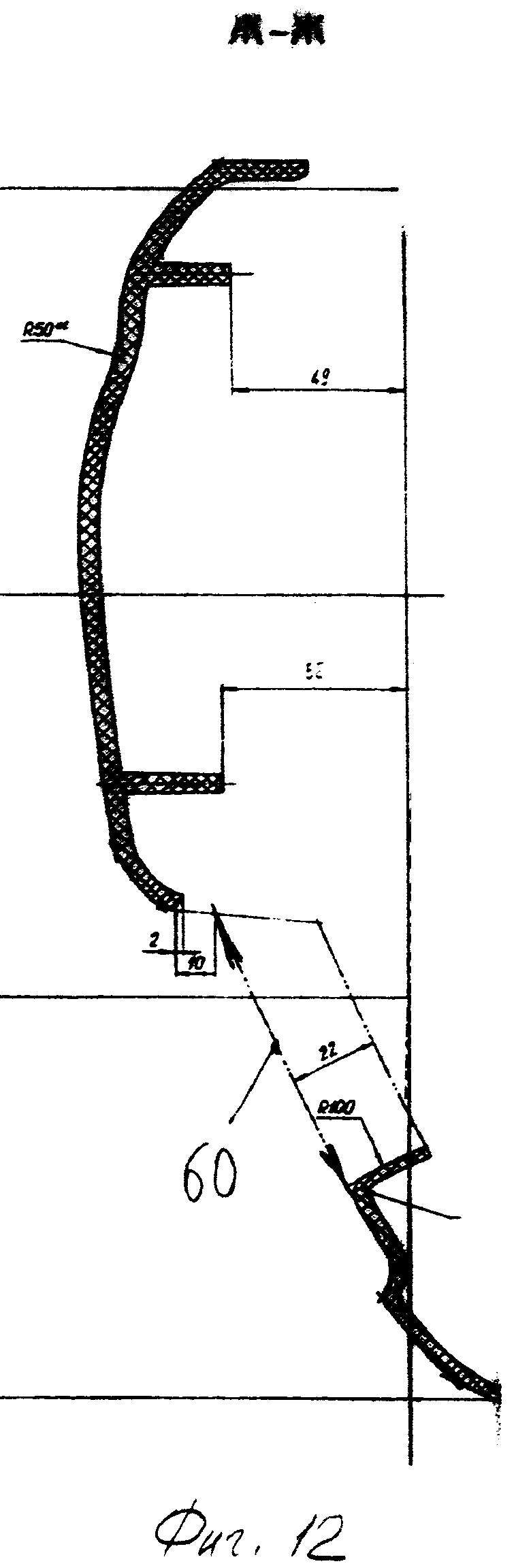
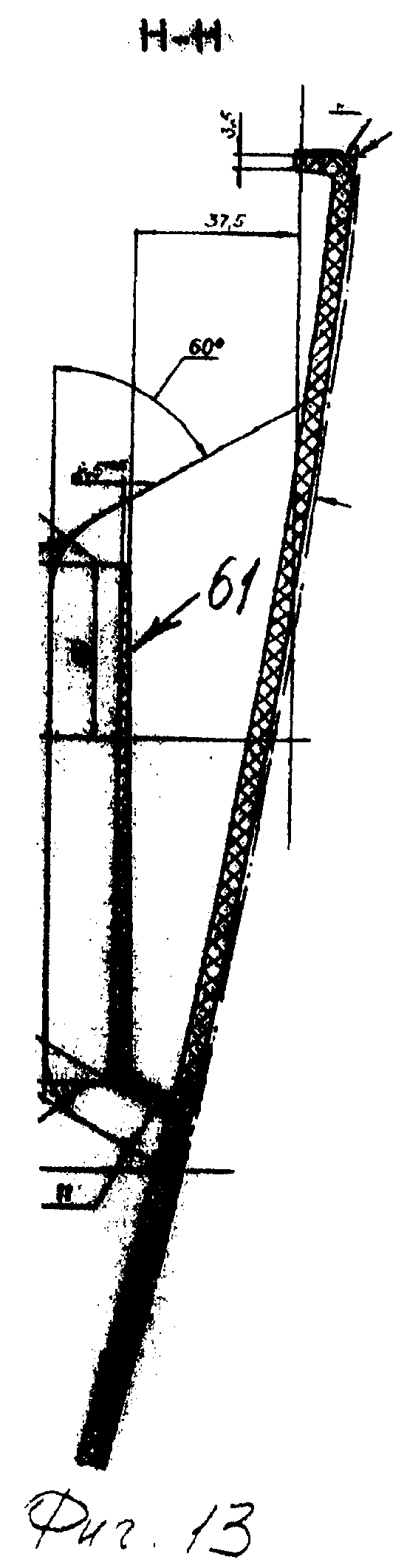
Графические изображения: фиг.1 - вид со стороны торца бампера; фиг.2 - боковая проекция торцовой части бампера - Б; фиг.3 - вид спереди на бампер; фиг.4 - вид сверху; фиг.5-6 - осевые сечения бампера; фиг.7 - фрагмент выполнения оребрений в крайних положениях прессово-литьевой конструкции бампера; фиг.8-9 - осевые сечения бампера; фиг.10-12 сечения бампера, раскрывающие сложность открытых и глухих переходов отверстий и карманов в бампере; фиг.13 - секции карманов (61).
Цифровые обозначения, встречающиеся в графических фигурах: бампер (1); верхний фартук (2); поверхность (3); поверхности (4 и 5); радиусные округления (6-9); криволинейная поверхность (10), внутренние элероны (11); боковые торцы (12); литниковая система (13-16); сложно-фасонный профиль (17-30); отверстия (31-33); комбинированное фасонного оребрение (34-39); выступ (40); отверстие (41); торцы (42 и 43); округления (44 и 45); прерывные массы ребер (46-49); основание (50); выборка (51); контур (52); окно (53); глухие площадки (54); литники (55); верхние границы (56)и (57); пустоты (58-60); карманное оребрение (61); прямой (63) и радиусный (62) профили торцов бампера; нижний срез (64); профиль (65).
Описание бампера
Бампер, содержащий пластмассовый оболочковый корпус, с ребрами и округлениями, отличающийся тем что:
- он выполнен С-образным в поперечном сечении и имеет жесткозакрепленный прессово-литьевой заливкой верхний фартук (2), снижающий сопротивление потоков воздуха, для плавного перехода воздушной или водной среды поверхность (3), выполненную наклонной под острым углом в направлении движения подачи автомобиля, для снижения турбулентности потока имеет радиусные округления (6-9) и криволинейную поверхность (10), образующие разделяющий пояс, направленный под тупым углом к полотну дороги;
- для снижения турбулентности потока имеет радиусные округления (6-9) и криволинейную поверхность (10), образующие разделяющий пояс, направленный под тупым углом к полотну дороги;
- для сохранения в равновесной системе резьбовых креплений, обеспечивающих удержание бампера в процессе скоростного движения, внутренние элероны (11), обеспечивающие стабилизацию рабочего расположения боковых торцов (12), имеющих комбинированное фасонное оребрение (34-39), включающее выступ (40) с отверстием (41), основание (50) бампера выполнено вогнутым с выборками (51);
- с внутренней стороны бампера выполнено вертикальное оребрение, что позволяет снизить толщину оболочки передней стенки бампера до 5-4,5 мм при наличии минимальной толщины ребер в 3 мм;
- в бампере выполнены окна (53) и глухие площадки (54);
- на верхней границе бампера выполнены пологие радиусные округления и пустоты (58-60) для установки приборов;
- на бампере выполнено оребрение в виде карманов для повышения прочности и размещения в этих карманах приводных ответвлений;
- торцы бампера выполнены с прямыми радиусными участками профиля для плавного перехода к граничным стенкам автомобиля;
- нижний участок в средней части бампера расположен с возможностью обеспечения подачи мокрого грязного грунта, глины или снега под углом текучести к нижнему срезу под действием встречного потока воздуха, при этом бампер выполнен в виде одной детали.
Пример выполнения бампера
Бампер, содержащий пластмассовый оболочковый корпус, с ребрами и округлениями выполняют таким образом, что:
1. Он выполнен С-образным в поперечном сечении и имеет жесткозакрепленный прессово-литьевой заливкой верхний фартук (2), снижающий сопротивление потоков воздуха, для плавного перехода воздушной или водной среды поверхность (3), выполненную наклонной под острым углом в направлении движения подачи автомобиля, для снижения турбулентности потока имеет радиусные округления (6-9) и криволинейную поверхность (10), образующие разделяющий пояс, направленный под тупым углом к полотну дороги.
2. Для сохранения в равновесной системе резьбовых креплений, обеспечивающих удержание бампера в процессе скоростного движения, внутренние элероны (11), обеспечивающие стабилизацию рабочего расположения боковых торцов (12), имеющих комбинированное фасонное оребрение (34-39), включающее выступ (40) с отверстием (41), основание (50) бампера выполнено вогнутым с выборками (51).
3. С внутренней стороны бампера выполнено вертикальное оребрение, что позволяет снизить толщину оболочки передней стенки бампера до 5-4,5 мм при наличии минимальной толщины ребер в 3 мм.
4. В бампере выполнены окна (53) и глухие площадки (54).
5. На верхней границе бампера выполнены пологие радиусные округления и пустоты (58-60) для установки приборов.
6. На бампере выполнено оребрение в виде карманов для повышения прочности и размещения в этих карманов приводных ответвлений.
7. Торцы бампера выполнены с прямыми радиусными участками профиля для плавного перехода к граничным стенкам автомобиля.
8. Нижний участок в средней части бампера расположен с возможностью обеспечения подачи мокрого грязного грунта, глины или снега под углом текучести к нижнему срезу под действием встречного потока воздуха, при этом бампер выполнен в виде одной детали.
Осуществимость изобретения
1. Выполняют подготовку пресс-форм под заливу пенополиуретаном со стеклонаполнителем, с превалирующим составом микроячеистого стекла в массе бампера под давлением 22-25 бар и температуре 195°С.
2. Пресс-форму подстуживают, извлекают отлитый бампер и срезают литники.
3. При необходимости бампер готовят под покраску и выполняют его окрашивание в требуемый цвет для предпродажной подготовки;
4. После высыхания краски производят упаковку бампера (1) с обозначением смены и время изготовления.
Промышленная полезность бампера:
1. Получение высокопрочного корпуса бампера со микроячеистым стеклонаполнителем и волокнистой структурой непосредственно самого бампера, имеющего предельную упругость при нагружении его статическими и динамическими нагрузками от 30-50 до 100 кГс.
2. Выполнение в одной оболочковой конструкции бампера пустот с поверхностями, позволяющими закреплять электрооборудование в оболочке пенополиуретана.
3. Выполнение карманов из оребрения, имеющие полезность для сохранения проводной системы питания и фиксации проводников.
4. Выполнение сложно-фасонных форм округлений, фасонных отверстий и отверстий под закрепление бампера к корпусу автомобиля, исключающих дополнительные механические операции, делающих заготовку более дешевой по себестоимости за счет получения всей конструкции бампера одной прессово-литьевой заливкой смеси пенопропилена с наполнителем.
5. Применение округлых и переходных форм с аэродинамическими характеристиками, сказывающимися на самоочищении бампера от посторонних включений атмосферного характера, а также на устойчивости конструкции при правильном усреднении нагрузок на резьбовые соединения, удерживающие бампер в заданном положении при значительных ветровых нагрузках.
Экономическая эффективность процесса получения бампера занимает несколько минут при отлаженном технологическом процессе его заливки под давлением от 16 до 25 бар горячей смесью ППУ при температуре 195±5°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАМПЕР | 2007 |
|
RU2346833C1 |
| БАМПЕР АВТОМОБИЛЯ | 2008 |
|
RU2370382C1 |
| БАМПЕР | 2008 |
|
RU2364530C1 |
| ВОЗДУХОПРОВОД ОТОПИТЕЛЬНОЙ СИСТЕМЫ | 2001 |
|
RU2229393C2 |
| СПОСОБ ОПТИМИЗАЦИИ ИЗГОТОВЛЕНИЯ ВОЗДУХОПРОВОДА ОТОПИТЕЛЬНОЙ СИСТЕМЫ | 2001 |
|
RU2229394C2 |
| БАК ДЛЯ ХРАНЕНИЯ И ПОДАЧИ ЖИДКОСТИ | 1999 |
|
RU2165854C2 |
| ЗАДНИЙ БАМПЕР АВТОМОБИЛЯ | 2008 |
|
RU2370399C1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА КАБЕЛЯ | 2002 |
|
RU2251183C2 |
| СПОСОБ ОПТИМИЗАЦИИ КОНСТРУКТИВНОГО ИСПОЛЬЗОВАНИЯ РАБОЧЕГО ПРОФИЛЯ КОРОБОВ | 2003 |
|
RU2240273C2 |
| БАМПЕР | 2008 |
|
RU2372224C1 |
Изобретение относится к бамперу легкового автомобиля. Бампер содержит пластмассовый оболочковый корпус с ребрами и округлениями. Бампер выполнен С-образным в поперечном сечении и имеет жестко закрепленный прессово-литьевой заливкой верхний фартук (2), снижающий сопротивление потоков воздуха. Для плавного перехода воздушной или водной среды поверхность (3) выполнена наклонной под острым углом в направлении движения автомобиля. Для снижения турбулентности потока имеет радиусные округления (6-9) и криволинейную поверхность (10), образующие разделяющий пояс, направленный под тупым углом к полотну дороги для сохранения в равновесной системе резьбовых креплений, обеспечивающих удержание бампера в процессе скоростного движения. Внутренние элероны (11) обеспечивают стабилизацию рабочего расположения боковых торцов (12), имеющих комбинированное фасонное оребрение, включающее выступ с отверстием. Основание бампера выполнено вогнутым с выборками. С внутренней стороны бампера выполнено вертикальное оребрение, что позволяет снизить толщину оболочки передней стенки бампера до 5-4,5 мм при наличии минимальной толщины ребер в 3 мм. В бампере выполнены окна и глухие площадки. На верхней границе бампера выполнены пологие радиусные округления и пустоты для установки приборов. На бампере выполнено оребрение в виде карманов для повышения прочности и размещения в этих карманах проводных ответвлений. Торцы бампера выполнены с прямым и радиусным участками профиля для плавного перехода к граничным стенкам автомобиля. Нижний участок в средней части бампера расположен с возможностью обеспечения подачи мокрого грязного грунта, глины или снега под углом текучести к нижнему срезу под действием встречного потока воздуха, при этом бампер выполнен в виде одной детали. Достигается повышение прочностных характеристик. 13 ил.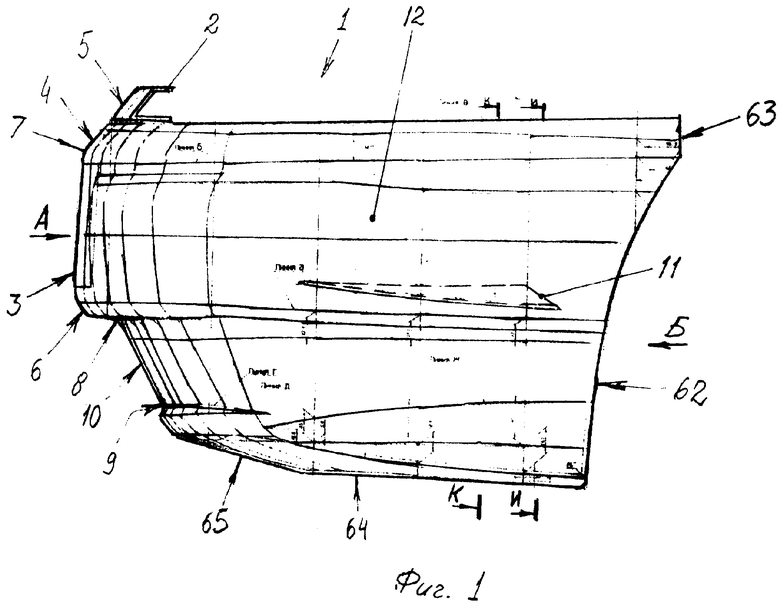
Бампер, содержащий пластмассовый оболочковый корпус с ребрами и округлениями, отличающийся тем, что он выполнен С-образным в поперечном сечении и имеет жестко закрепленный прессово-литьевой заливкой верхний фартук (2), снижающий сопротивление потоков воздуха, для плавного перехода воздушной или водной среды поверхность (3), выполненную наклонной под острым углом в направлении движения автомобиля, а для снижения турбулентности потока имеет радиусные округления (6-9) и криволинейную поверхность (10), образующие разделяющий пояс, направленный под тупым углом к полотну дороги для сохранения в равновесной системе резьбовых креплений, обеспечивающих удержание бампера в процессе скоростного движения, внутренние элероны (11), обеспечивающие стабилизацию рабочего расположения боковых торцов (12), имеющих комбинированное фасонное оребрение (34-39), включающее выступ (40) с отверстием (41), основание (50) бампера выполнено вогнутым с выборками (51), с внутренней стороны бампера выполнено вертикальное оребрение, что позволяет снизить толщину оболочки передней стенки бампера до 5-4,5 мм при наличии минимальной толщины ребер в 3 мм, в бампере выполнены окна (53) и глухие площадки (54), на верхней границе бампера выполнены пологие радиусные округления и пустоты (58-60) для установки приборов, на бампере выполнено оребрение в виде карманов для повышения прочности и размещения в этих карманах проводных ответвлений, торцы бампера выполнены с прямым и радиусным участками профиля для плавного перехода к граничным стенкам автомобиля, а нижний участок в средней части бампера расположен с возможностью обеспечения подачи мокрого грязного грунта, глины или снега под углом текучести к нижнему срезу под действием встречного потока воздуха, при этом бампер выполнен в виде одной детали.
| WO 2005054011 A1, 16.06.2005 | |||
| БАМПЕР АВТОМОБИЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО УСИЛИТЕЛЬНОЙ БАЛКИ | 2004 |
|
RU2270768C1 |
| DE 19620404 A1, 14.08.1997 | |||
| Устройство для подачи очередной пуговицы в пуговичный аппарат швейной машины | 1939 |
|
SU59624A1 |

