Изобретение относится к области машиностроения, а именно к способу формообразования изделий из сплавов с эффектом памяти формы, и может быть использовано, например, в медицине для изготовления шин с эффектом памяти формы для фиксации поломанных костей или в технике при производстве и восстановлении соединительных муфт и гаек с эффектом памяти формы.
Наиболее близким к предлагаемому является способ формообразования изделия из сплава с эффектом памяти формы, согласно которому заготовку из сплава с эффектом памяти формы охлаждают до мартенситного состояния, деформируют, придавая ей с помощью формообразующего элемента заданную форму, заневоливают (соединяют без возможности смещения) с формообразующим элементом, нагревают до температуры фиксации формы и выдерживают заготовку при этой температуре, тем самым фиксируя полученную форму [1].
Недостатками данного способа являются сложность и ограниченная сфера применения. Эти недостатки обусловлены громоздкостью и неудобством обслуживания применяемого силового оборудования и с особой остротой проявляются при необходимости использования прессов для штамповки изделий с эффектом памяти формы в походах и экспедициях, например, в условиях передвижных ремонтных мастерских и госпиталей.
Задачей изобретения является упрощение и расширение сферы применения способа формообразования изделия из сплава с эффектом памяти формы.
Указанная задача достигается тем, что способ формообразования изделия из сплава с эффектом памяти формы включает охлаждение заготовки из сплава с эффектом памяти формы до мартенситного состояния, деформацию, заневоливание, нагрев до температуры фиксации формы и выдержку при этой температуре. При этом заневоливание осуществляют путем установки заготовки на наружной поверхности формообразующего элемента, при этом при деформации охлажденной заготовке придают форму, минимальный периметр поперечного сечения которой в аустенитном состоянии меньше минимального периметра поперечного сечения формообразующего элемента, или заневоливание осуществляют путем установки заготовки в формообразующем элементе, при этом при деформации охлажденной заготовке придают форму, максимальный периметр поперечного сечения которой в аустенитном состоянии больше максимального периметра поперечного сечения формообразующего элемента, а при нагреве ее до температуры фиксации формы осуществляют две дополнительные промежуточные выдержки соответственно при температуре начала генерации в заготовке реактивных напряжений и при температуре завершения в заготовке аустенитного превращения. Заготовку изготавливают частично или полностью двухслойной, причем для контактирующего с формообразующим элементом слоя используют сплав с эффектом памяти формы, температура фиксации формы которого не превышает температуру завершения аустенитного превращения в сплаве с эффектом памяти формы, из которого изготовлен второй слой.
Предлагаемый способ формообразования изделия из предварительно отобранной заготовки из сплава с эффектом памяти формы может быть представлен в виде последовательности следующих основных технологических операций. Заготовку охлаждают до мартенситного состояния, деформируют и заневоливают. Для чего в зависимости от потребностей деформированную заготовку либо устанавливают на наружной поверхности формообразующего элемента, либо внутри него, и нагревают. Причем если заневоливание осуществляют путем установки заготовки на наружной поверхности формообразующего элемента, то при деформации охлажденной заготовке придают форму, минимальный периметр поперечного сечения которой в аустенитном состоянии меньше минимального периметра поперечного сечения формообразующего элемента. Если же заневоливание осуществляют путем установки заготовки в формообразующем элементе, то при деформации охлажденной заготовке придают форму, максимальный периметр поперечного сечения которой в аустенитном состоянии больше максимального периметра поперечного сечения формообразующего элемента. В процессе нагрева при достижении температуры начала аустенитного превращения заготовка начинает самопроизвольно деформироваться, стремясь приобрести форму готового изделия, и, встретив сопротивление со стороны формообразующего элемента, начинает генерировать реактивные напряжения. В результате после выдержки при этой температуре заготовка самопроизвольно заневоливает себя с формообразующим элементом. Причем из-за наличия температурного гистерезиса между аустенитным и мартенситным превращением заготовка находится в этом состоянии даже после нерегламентированного охлаждения на адекватную гистерезису температуру.
После заневоливания заготовку нагревают до температуры завершения аустенитного превращения и выдерживают при этой температуре. При этом в процессе нагрева заготовка самопроизвольно деформируется, все сильнее прижимаясь к поверхности формообразующего элемента, и после достижения температуры завершения аустенитного превращения и температурной выдержки приобретает форму, ответную форме контактирующей с ней поверхности формообразующего элемента.
Далее заготовку нагревают до температуры фиксации формы и выдерживают при этой температуре. При этом в процессе нагрева с приближением температуры заготовки к температуре фиксации ее формы материал заготовки перестает генерировать реактивные напряжения и становится пластичным. В случае использования однослойной заготовки после выдержки ее при температуре фиксации формы поверхность получившегося из заготовки изделия относительно верно копирует форму, ответную форме поверхности контактирующего с ней формообразующего элемента. Более точное копирование достигается, когда заготовка выполнена частично или полностью двухслойной и контактирующий с формообразующим элементом первый слой изготовлен из сплава с эффектом памяти формы, температура фиксации формы которого не превышает температуру завершения аустенитного превращения в сплаве с эффектом памяти формы, из которого изготовлен второй слой. В этом случае с приближением температуры первого слоя к температуре фиксации его формы во втором слое начинается аустенитное превращение и под действием генерируемых вторым слоем напряжений происходит деформация первого слоя с упором последнего в формообразующий элемент. А после нагрева первого слоя до температуры фиксации его формы и температурной выдержки он под действием второго слоя зеркально копирует поверхность формообразующего элемента.
На этом процесс формообразования завершается.
Таким образом, для формообразования изделия из сплава с эффектом памяти формы требуется, не соблюдая особой точности, изменить форму предварительно охлажденной заготовки настолько, чтобы она могла быть заневолена описанным способом, и нагреть заготовку до температуры фиксации формы с двумя промежуточными и одной заключительной температурной выдержкой. В отличие от прототипа, в котором путем деформации охлажденной заготовке придают форму готового изделия, в предлагаемом способе путем деформации заготовке наоборот придают форму, в наибольшей степени отличающуюся от формы готового изделия. Само же формообразование, как и заневоливание, осуществляют путем нагрева в процессе реализации в материале заготовки аустенитного превращения. В результате сведения операций заневоливания, точного копирования и фиксации формы к простому нагреву с соответствующими температурными выдержками становится возможным осуществление ее в труднодоступных местах в сложных походных и аварийных условиях. При этом одну и ту же заготовку можно использовать для формообразования изделий с эффектом памяти формы, имеющих примерно равные габариты, но различную конфигурацию, например резьбовых частей болтов примерно равного диаметра, но с различным направлением и шагом резьбы. Второй слой заготовки из сплава с эффектом памяти формы обеспечивает в аустенитном состоянии дополнительное силовое воздействие на находящийся под ним контактирующий с формообразующим элементом первый слой, который по мере нагрева до температуры фиксации формы становится все более податливым к пластической деформации, но постепенно утрачивает при этом способность к «самопрессованию». При частично двухслойном исполнении заготовки из сплава с эффектом памяти формы обеспечивается локальное силовое воздействие второго слоя на расположенные прямо под ними участки первого слоя, а именно на участки, в ходе деформации которых должна быть получена рельефная поверхность, с повышенной точностью ответно отображающая поверхность контактирующего с ней формообразующего элемента. В результате достигается облегчение, удешевление и уменьшение габаритов двухслойной заготовки.
Следует отметить, что применению предлагаемого способа предшествуют операции предварительного характера, а именно изготовления заготовок с заданными размерами и температурными характеристиками аустенитно-мартенситных превращений. После же применения данного способа готовую деталь необходимо отсоединить от формообразующего элемента. Так как перечисленные дополнительные операции лежат вне рассматриваемого способа, то в предлагаемом описании они подробно не рассматриваются.
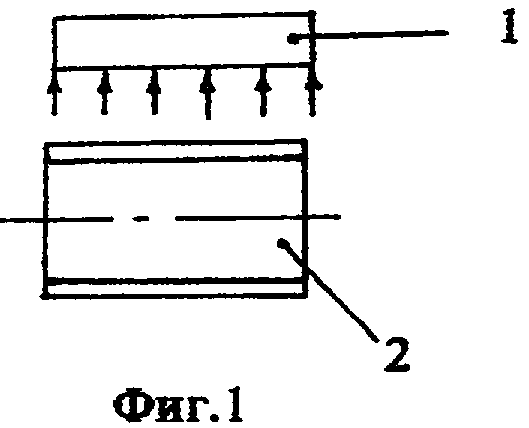
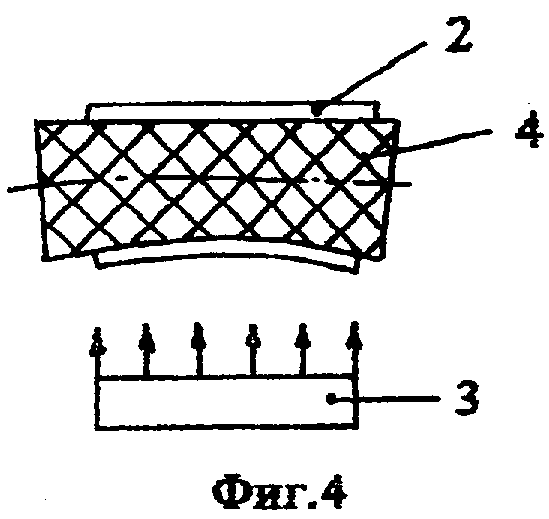
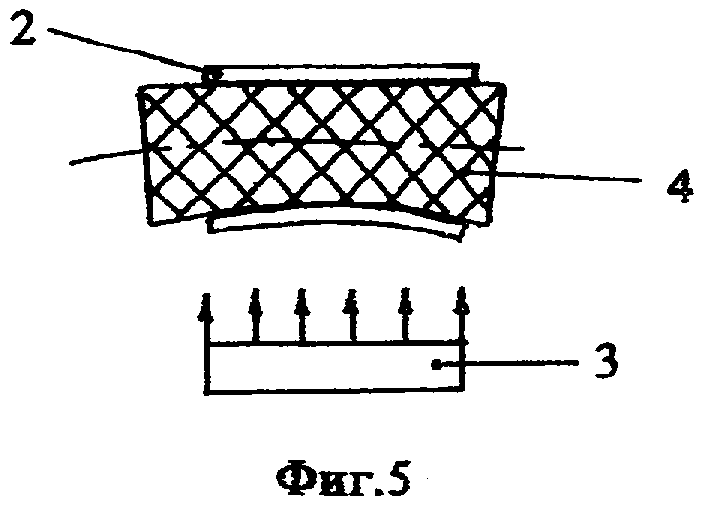
На фиг.1-5 схематично представлен пример 1 применения предлагаемого способа для формообразования шины с эффектом памяти фермы, предназначенной для соединения поломанной кости. На фиг.1 изображена стадия охлаждения заготовки шины до мартенситного состояния. На фиг.2 показана стадия пластической деформации заготовки шины. На фиг.3 представлена стадия нагрева и температурной выдержки заготовки шины для самопроизвольной деформации и заневоливания ее с формообразующим элементом. На фиг.4 показана стадия нагрева и температурной выдержки заготовки шины для самопроизвольной деформации и приобретения ей формы готовой шины. На фиг.5 показана стадия нагрева и температурной выдержки шины для фиксации ее формы.
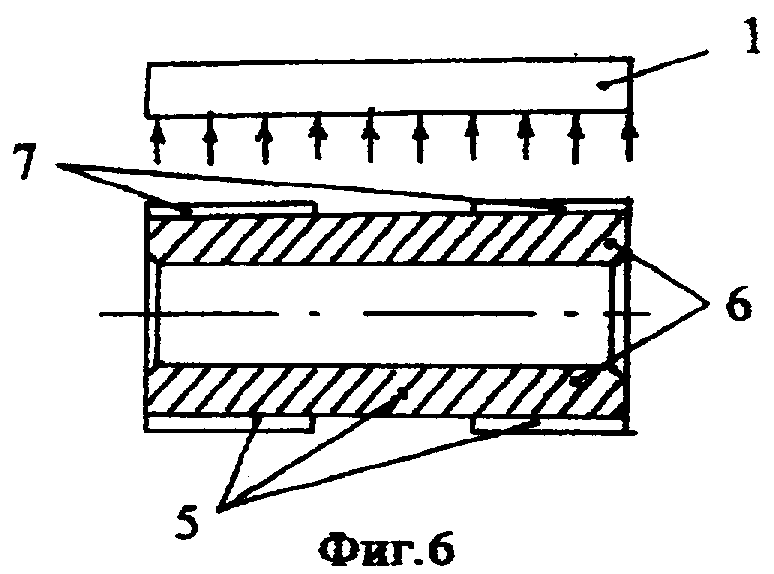
На фиг.6-10 схематично представлен пример 2 использования предлагаемого способа для формообразования частично двухслойной сильфонной соединительной муфты с эффектом памяти формы, предназначенной для герметичного соединения несоосных друг другу трубопроводов. На фиг.6 изображена стадия охлаждения заготовки сильфонной соединительной муфты до мартенситного состояния. На фиг.7 показана стадия пластической деформации заготовки сильфонной соединительной муфты. На фиг.8 представлена стадия нагрева и температурной выдержки заготовки муфты для самопроизвольной деформации и заневоливания ее с формообразующим элементом. На фиг.9 показана стадия нагрева и температурной выдержки заготовки муфты для самопроизвольной деформации и приобретения ей формы готовой муфты. На фиг.10 показана стадия нагрева и температурной выдержки сильфонной соединительной муфты для фиксации ее формы.
В иллюстрирующих примеры 1 и 2 схемах, показанных на фиг.1-10: 1 - холодильник; 2 - шина с эффектом памяти формы; 3 - нагреватель; 4 - модель сломанной кости - формообразующий элемент; 5 - сильфонная соединительная муфта с эффектом памяти формы; 6 - патрубок с эффектом памяти формы первого слоя, 7 - кольца с эффектом памяти формы второго слоя; 8 - стержень - формообразующий элемент; 9 - клиновидные пазы; 10 - шлицевые пазы.
Пример 1. На фиг.1 в зоне теплового воздействия холодильника 1 расположена заготовка шины 2 с эффектом памяти формы. На фиг.2 заготовка шины 2 находится под внешним силовым воздействием. На фиг.3 в зоне теплового воздействия нагревателя 3 заготовка шины 2 при температуре начала генерирования ей реактивных напряжений заневолена с формообразующим элементом в виде пропорционально уменьшенной модели 4 сломанной кости. На фиг.4 заневоленная с моделью 4 заготовка шины 2 расположена в зоне теплового воздействия нагревателя 3 в нагретом до температуры завершения аустенитного превращения состоянии. На фиг.5 заневоленная с моделью 4 шина 2 расположена в зоне теплового воздействия нагревателя 3 в нагретом до температуры фиксации формы состоянии.
Пример 2. На фиг.6 в зоне теплового воздействия холодильника 1 расположена заготовка частично двухслойной сильфонной соединительной муфты 5 с эффектом памяти формы. Первый, внутренний слой заготовки муфты 5 выполнен в виде патрубка 6, а второй, наружный слой - в виде двух колец 7, концентрично закрепленных на противоположных концах патрубка 6. На фиг.7 заготовка муфты 5 находится под внешним силовым воздействием. На фиг.8 в зоне теплового воздействия нагревателя 3 заготовка муфты 5 при температуре начала генерирования ей реактивных напряжений заневолена с формообразующим элементом в виде стержня 8, снабженного семью кольцевыми пазами 9 клиновидного сечения и двумя кольцевыми шлицевыми пазами 10. Причем два крайних паза 9 и один паз 10 с одной стороны заготовки муфты 5 и два крайних паза 9 и один паз 10 с ее противоположной стороны расположены непосредственно под соответствующими кольцами 7. На фиг.9 заневоленная заготовка муфты 5 расположена в зоне теплового воздействия нагревателя 3 в нагретом до температуры завершения аустенитного превращения состоянии. На фиг.10 сильфонная соединительная муфта 5 расположена в зоне теплового воздействия нагревателя 3 в нагретом до температуры фиксации формы состоянии.
Формообразование шины 2 в примере 1 осуществляют следующим образом (фиг.1-5). Трубчатую заготовку шины 2, внутренний периметр поперечного сечения которой в изначально зафиксированном при производстве полуфабриката состоянии меньше или равен наименьшему из периметров поперечных сечений модели 4, охлаждают холодильником 1 до мартенситного состояния (фиг.1). Заготовку шины 2 расширяют изнутри под действием внешних усилий (фиг.2), устанавливают на наружной поверхности модели 4 и нагревают нагревателем 3 (фиг.3). При этом после нагрева заготовки шины 2 до температуры начала аустенитного превращения она начинает самопроизвольно деформироваться, стремясь приобрести форму готовой шины 2, и, встретив сопротивление со стороны модели 4, начинает генерировать реактивные напряжения. В результате после выдержки при этой температуре заготовка шины 2 самопроизвольно скрепляет себя без возможности смещения с моделью 4 и сохраняет это заневоленное состояние во время подготовки заготовки шины 2 к дальнейшей стадии обработки (фиг.3).
Причем на эффективности такого заневоливания не сказывается случайное или продиктованное необходимостью упрощения технологии понижение температуры заготовки шины 2 вплоть до величины температурного гистерезиса мартенситного и аустенитного превращения в шине 2. Заневоленную заготовку шины 2 продолжают нагревать нагревателем 3 и в процессе реализации аустенитного превращения с упором в модель 4, заготовка шины 2 самопроизвольно деформируется, все сильнее прижимаясь к поверхности модели 4. Так что после достижения температуры завершения аустенитного превращения и температурной выдержки шина 2 приобретает изнутри форму, ответную форме поверхности модели 4 (фиг.4). При дальнейшем нагреве нагревателем 3 по мере приближения температуры шины 2 к температуре фиксации ее формы шина 2 перестает генерировать реактивные напряжения и становится пластичной. В результате после выдержки при температуре фиксации формы внутренняя поверхность шины 2 относительно верно копирует форму, ответную форме поверхности модели 4 (фиг.5).
Формообразование муфты 5 в примере 2 осуществляют следующим образом (фиг.6-10). Заготовку муфты 5, внутренний диаметр поперечного сечения которой в изначально зафиксированном при производстве полуфабриката состоянии меньше или равен наименьшему из диаметров поперечных сечений стержня 8, охлаждают холодильником 1 до мартенситного состояния, доводя патрубок 6 и кольца 7 до мартенситного состояния (фиг.6). Заготовку муфты 5 расширяют изнутри под действием внешних усилий (фиг.7), устанавливают на наружной поверхности стержня 8 и нагревают нагревателем 3 (фиг.8) до температуры начала генерирования патрубком 6 при упоре в стержень 8 реактивных напряжений. В результате после выдержки при этой температуре заготовка муфты 5 самопроизвольно скрепляет себя без возможности смещения со стержнем 8 и сохраняет это заневоленное состояние во время подготовки заготовки муфты 5 к дальнейшей стадии обработки. Далее заготовку муфты 5 продолжают нагревать нагревателем 3 и в результате аустенитного превращения патрубок 6 самопроизвольно деформируется под действием генерируемых им же реактивных напряжений. Так что к моменту достижения патрубком 6 температуры завершения аустенитного превращения после температурной выдержки патрубок 6 приобретает изнутри форму, обратную форме поверхности стержня 8 (фиг.9). С дальнейшим нагревом по мере приближения температуры патрубка 6 к температуре фиксации его формы он перестает генерировать реактивные напряжения и становится пластичным. При этом не покрытые кольцами 7 участки патрубка 6 отслаиваются от стержня 8. Покрытые же кольцами 7 участки патрубка 6 пластически деформируются с упором в стержень 8 под действием реактивных напряжений, которые при аустенитном превращении начинают генерировать кольца 7. Так что после выдержки муфты 5 при температуре фиксации формы патрубка 6 и завершения аустенитного превращения в кольцах 7 внутренняя поверхность двухслойной части муфты 5 - точно, а однослойная - относительно верно, копирует форму, ответную форме поверхности стержня 8 (фиг.10).
Используя предлагаемый способ в медицине, из унифицированных заготовок можно изготавливать как шины 2, так и более сложные фиксирующие, например двухслойные, пористые или рифленые приспособления для восстановления костей и суставов. При этом после изготовления изделия с эффектом памяти формы его отсоединяют от формообразующего устройства типа модели 4, предварительно разобрав или разрушив модель 4. Разрушить модель 4 можно, например, путем ее механического дробления, расплавления или вытравливания кислотой. Для ускорения процедуры разрушения модель 4 целесообразно изготавливать полой.
Предлагаемый способ можно применять в технике для самовосстановления пришедших в негодность деталей с эффектом памяти формы, например двухслойных никелид титановых гаек, в труднодоступных местах без предварительного демонтажа.
Литература
1. Оцука К., Симидзу К, Судзуки Ю. и др. Сплавы с эффектом памяти формы. Перевод с японского под редакцией А.М.Глезера, Москва, «Металлургия», 1990 г., стр.158, 159.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ ФОРМООБРАЗУЮЩИМИ ЭЛЕМЕНТАМИ ИЗ СПЛАВОВ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2007 |
|
RU2372416C2 |
| ЗАПОРНЫЙ КЛАПАН С ТЕРМОЧУВСТВИТЕЛЬНЫМ УПРАВЛЕНИЕМ | 2008 |
|
RU2378556C1 |
| ТЕРМОЧУВСТВИТЕЛЬНОЕ ЗАЩИТНО-ЭВАКУАЦИОННОЕ УСТРОЙСТВО | 2009 |
|
RU2415248C1 |
| СПРИНКЛЕР | 2010 |
|
RU2420337C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ОСНОВЕ НИКЕЛИДА ТИТАНА СО СПОСОБНЫМ К ИЗМЕНЕНИЮ ЦВЕТА ПОКРЫТИЕМ В ЕГО ДЕФОРМИРОВАННОЙ ЧАСТИ | 2010 |
|
RU2430189C1 |
| ТОРМОЗНОЕ УСТРОЙСТВО | 1992 |
|
RU2026217C1 |
| ЗАПОРНЫЙ ОРГАН ПАКЕРА | 2009 |
|
RU2396418C1 |
| УСТРОЙСТВО СЕЛЕКТИВНОГО ЗАКАНЧИВАНИЯ СКВАЖИНЫ | 2010 |
|
RU2435932C1 |
| РЕГУЛЯТОР РАСХОДА ЖИДКОСТИ | 2011 |
|
RU2455548C1 |
| КЛАПАН С ТЕРМОЧУВСТВИТЕЛЬНЫМ УПРАВЛЕНИЕМ | 2011 |
|
RU2484235C1 |






Изобретение относится к области машиностроения, а именно к способу формообразования изделий из сплавов с эффектом памяти формы. Способ может быть использован в медицине для изготовления шин для фиксации поломанных костей или в технике при производстве и восстановлении соединительных муфт и гаек. Для упрощения и расширения сферы применения способа формообразования изделия из сплава с эффектом памяти формы заготовку охлаждают до мартенситного состояния, деформируют, заневоливают, нагревают до температуры фиксации формы и выдерживают. Заневоливание осуществляют путем установки заготовки на наружной поверхности формообразующего элемента. При деформации заготовке придают форму, минимальный периметр поперечного сечения которой в аустенитном состоянии меньше минимального периметра поперечного сечения формообразующего элемента, или заневоливание осуществляют путем установки заготовки в формообразующем элементе. При деформации охлажденной заготовке придают форму, максимальный периметр поперечного сечения которой в аустенитном состоянии больше максимального периметра поперечного сечения формообразующего элемента. При нагреве ее до температуры фиксации формы осуществляют две дополнительные промежуточные выдержки соответственно при температуре начала генерации в заготовке реактивных напряжений и при температуре завершения в заготовке аустенитного превращения. 1 з.п. ф-лы, 10 ил.
1. Способ формообразования изделия из сплава с эффектом памяти формы, включающий охлаждение заготовки из сплава с эффектом памяти формы до мартенситного состояния, деформацию, заневоливание, нагрев до температуры фиксации формы и выдержку при этой температуре, отличающийся тем, что заневоливание осуществляют путем установки заготовки на наружной поверхности формообразующего элемента, при этом при деформации охлажденной заготовке придают форму, минимальный периметр поперечного сечения которой в аустенитном состоянии меньше минимального периметра поперечного сечения формообразующего элемента, или заневоливание осуществляют путем установки заготовки в формообразующем элементе, при этом при деформации охлажденной заготовке придают форму, максимальный периметр поперечного сечения которой в аустенитном состоянии больше максимального периметра поперечного сечения формообразующего элемента, а при нагреве ее до температуры фиксации формы осуществляют две дополнительные промежуточные выдержки соответственно при температуре начала генерации в заготовке реактивных напряжений и при температуре завершения в заготовке аустенитного превращения.
2. Способ формообразования изделия по п.1, отличающийся тем, что заготовку изготавливают частично или полностью двухслойной, причем для контактирующего с формообразующим элементом слоя используют сплав с эффектом памяти формы, температура фиксации формы которого не превышает температуру завершения аустенитного превращения в сплаве с эффектом памяти формы, из которого изготовлен второй слой.
| Оцука К | |||
| и др | |||
| Сплавы с эффектом памяти формы | |||
| - М.: Металлургия, 1990, с.158-159 | |||
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008125C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МУФТ ИЗ СПЛАВА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2041283C1 |
| Способ изготовления накидной гайки | 1980 |
|
SU969413A1 |
| RU 2003112217 A, 20.12.2004 | |||
| US 4665906 A, 19.05.1987 | |||
| WO 8910421 A, 02.11.1989. | |||

