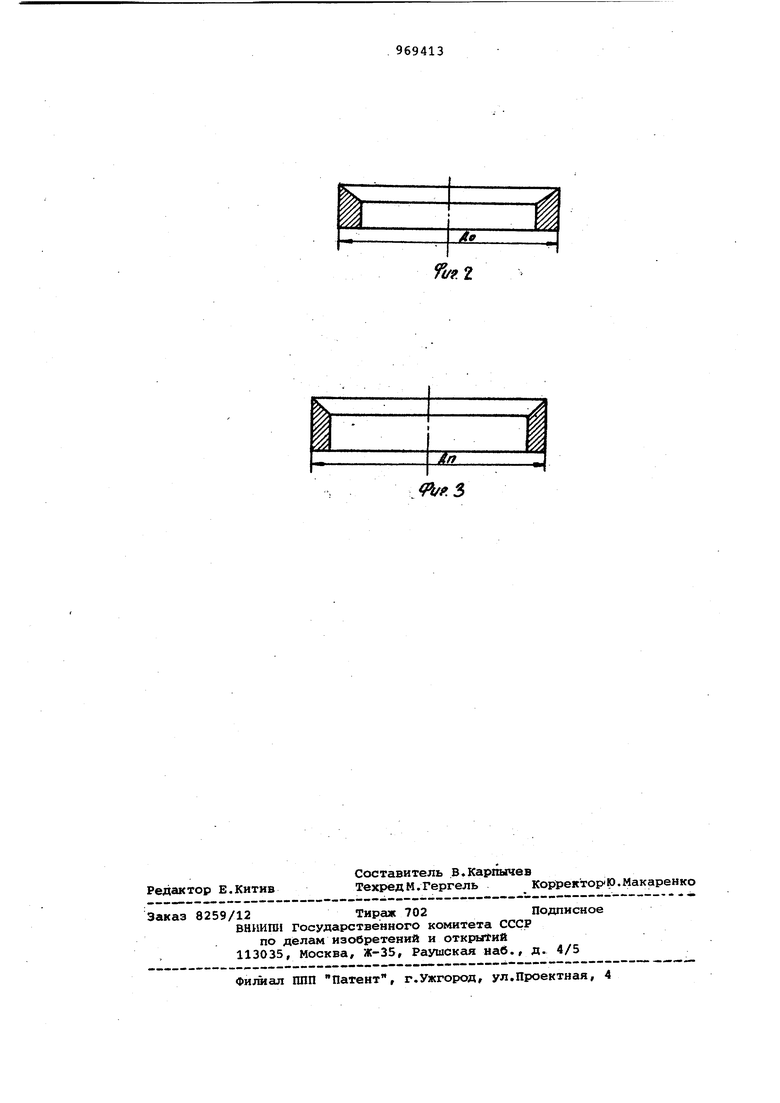
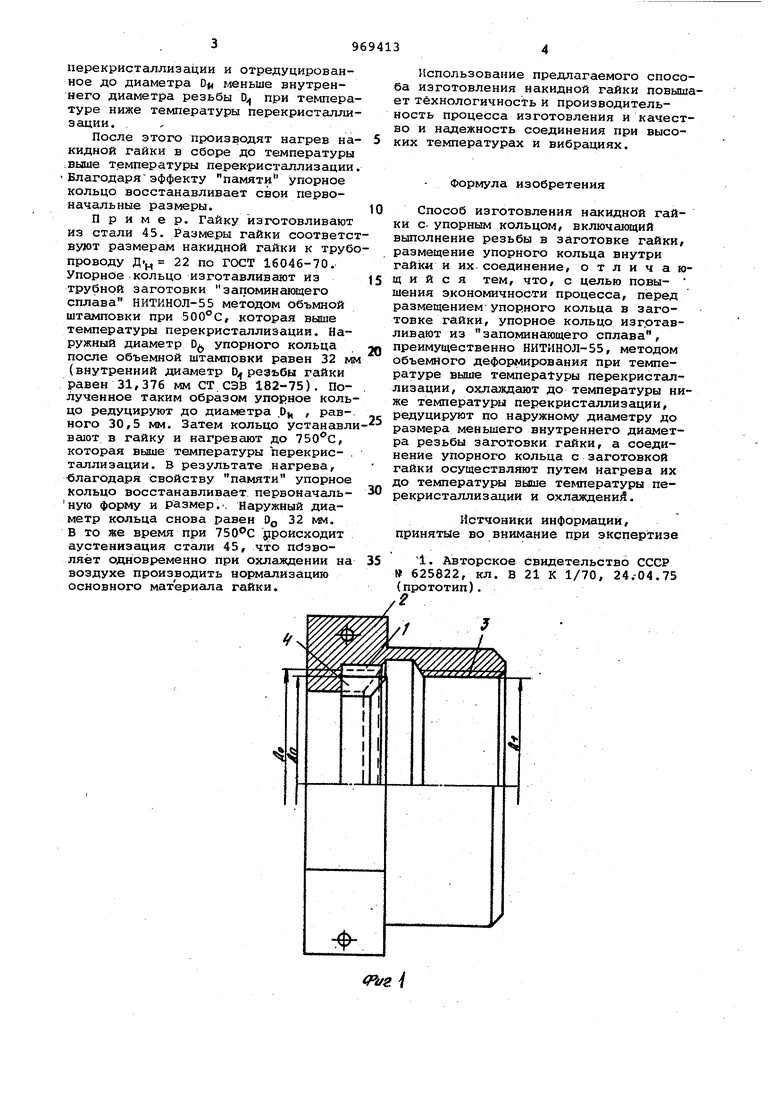
перекристаллизации и отредуцированное до диаметра 0|« меньше внутреннего диаметра резьбы 0 при темпера туре ниже температуры перекристалли зации, . , После этого производят нагрев на кидной гайки в сборе до температуры выше т.емпературы перекристаллизации Благодаряэффекту памяти упорное кольцо восстанавливает свои первоначальные размеры. П р и м е р. Гайку изготовливают из стали 45. Размеры гайки соответс вуют размерам накидной гайки к труб проводу Дл 22 по ГОСТ 16046-70. Упорное кольцо изготавливают из трубной заготовки запоминающего сплава НИТКНОЛ-55 методом объмной штамповки при 500°С, которая выше температуры перекристаллизации. На ружный диаметр 0 упорного кольца после объемной штамповки равен 32 NI (внутренний диаметр D резьбы гайки равен 31,376 мм СТ.СЭВ 182-75). Полученное таким образом упорное коль цо редуцируют до диалютра .Оц , равного 30,5 мм. Затем кольцо устанавл вшот в гайку и нагревают до 750с, которая выше температуры перекристаллизации. В результате нагрева, благодаря свойству памяти упорное кольцо восстанавливает первоначальную форму и размер.. Наружный диаметр кольца снова равен Од 32 мм. В то же время при происходит аустенизация стали 45, что ndaBOляёт одновременно при охлалсдении на воздухе производить нормализацию основного материала гайки.
Раг Использование предлагаемого способа изготовления накидной гайки повышает технологичность и производительность процесса изготовления и качество и надежность соединения при высоких температурах и вибрациях. Формула изобретения Способ изготовления накидной гайки с- упорным кольцом, включаннций выполнение резьбы в заготовке гайки, размещение упорного кольца внутри гайки и их соединение, отличающ и и с я тем, что, с целью повышения экономичности процесса, перед размещением упорного кольца в заготовке гайки, упорное кольцо изготавливают из запоминающего сплава, преимущественно НИТИНОЛ-55, методом объемного деформирования при температуре выше темпера±уры перекристаллизации, охлалсдают до температуры ниже температуры перекристаллизации, редуцируют по наружному диаметру до размера меньшего внутреннего диаметра резьбы заготовки гайки, а соединение упорного кольца с заготовкой гайки осуществляют путем нагрева их до теьшературы выше температуры перекристаллизации и охлаждений. Истчоники информации, принять1е во внимание при экспертизе 1. Авторское свидетельство СССР 625822, кл. В 21 К 1/70, 24.-04.75 (прототип).
f.S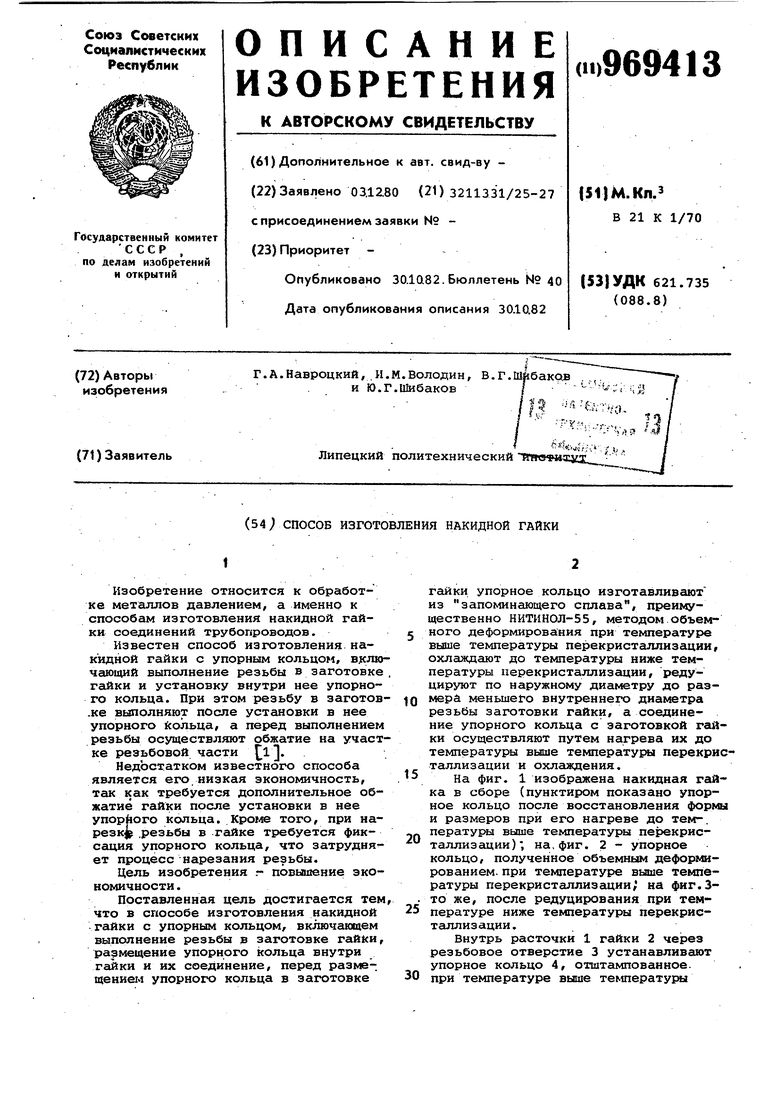
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заклепок | 1981 |
|
SU967663A1 |
| Устройство для получения внутренней резьбы пластическим деформированием | 1980 |
|
SU935200A1 |
| Способ получения внутренней резьбы в заготовке | 1980 |
|
SU948508A1 |
| Способ получения накидных гаек для трубопроводов | 1982 |
|
SU1140873A1 |
| Способ получения внутренней резьбы | 1981 |
|
SU958023A1 |
| Способ управления раскаткой кольцевых заготовок | 1988 |
|
SU1590180A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163853C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2205089C1 |
| Способ пластического структурообразования металлов при интенсивной пластической деформации и устройство для его осуществления | 2016 |
|
RU2660497C2 |
| Способ получения полых изделий с рельефом на внутренней поверхности | 1980 |
|
SU910300A1 |