Изобретение относится к способу регулирования удлинительной прокатки (раскатки). В частности, изобретение относится к способу регулирования удлинительной прокатки, согласно которому изготавливают бесшовные трубы с высокой точностью размеров и в котором можно устранить проблемы прокатки путем измерения толщины стенки полой заготовки, в которую вставлен стержень оправки, и путем регулирования удлинительной прокатки полой заготовки на стане для прокатки бесшовных труб на оправке в соответствии с результатами измерений.
Уровень техники
К настоящему времени известно много решений, согласно которым толщина стенки испытываемого объекта измеряется при помощи гамма-толщиномера, и согласно результатам измерений условия прокатки устанавливают и корректируют (см. Патентный Документ 1, например).
Гамма-толщиномер измеряет толщину стенки по величине ослабления гамма-лучей, проходящих через объект. Согласно принципу этого измерения невозможно измерить толщину стенки полой заготовки, в которую вставлен стержень оправки, при помощи гамма-толщиномера. Поэтому, разумеется, нет возможности измерять толщину стенки между клетями стана для прокатки бесшовных труб на оправке при помощи гамма-толщиномера. Даже на выходной стороне этого стана толщину можно измерять только в непрерывном стане горячей прокатки труб на отводимой оправке, в котором вставленный стержень оправки отводится ко входной стороне по завершении удлинительной прокатки. Помимо этого, даже в случае использования непрерывного стана горячей прокатки на отводимой оправке толщину стенки можно измерить только в местоположении на некотором расстоянии от выхода стана. По причине этих ограничений существует естественный предел применения результатов измерения толщины стенки гамма-толщиномером для регулирования с обеспечением высокой точности.
Таким образом, способ регулирования для стана прокатки бесшовных труб на оправке с помощью обычного гамма-толщиномера сопряжен с фундаментальной проблемой невозможности измерения толщины стенки полой заготовки, в которую вставлен стержень оправки. Из этой проблемы вытекают следующие четыре проблемы.
Проблема 1
В обычном способе с применением гамма-толщиномера: во время исходной удлинительной прокатки нет возможности задавать зазор между валками, соответствующий наружному диаметру стержня оправки, и поэтому нельзя получить высокую точность для толщины стенки полых заготовок, которые первоначально проходят удлинительную прокатку.
Способ получения полой заготовки с точной толщиной стенки посредством удлинительной прокатки на стане для прокатки бесшовных труб на оправке предусматривает, что наружный диаметр стержня оправки определяют расчетным путем и зазор между валками в данной клети задают в соответствии с вычисленным наружным диаметром стержня оправки. Ранее для выполнения этого способа толщину стенки полой заготовки на выходной стороне стана для прокатки бесшовных труб (непрерывного стана горячей прокатки труб на отводимой оправке) измеряли при помощи гамма-толщиномера и по результатам этого измерения и по заданному значению зазора между валками в чистовой клети определяли наружный диаметр стержня оправки. Но этот способ определяет наружный диаметр стержня оправки по измеренному значению толщины стенки на выходной стороне стана для прокатки бесшовных труб на оправке. Поэтому удлинительная прокатка полой заготовки, для которой толщина стенки была измерена, уже завершалась к тому времени, когда наружный диаметр стержня оправки был определен. Стан для прокатки бесшовных труб на оправке обычно использует множество стержней оправки, при этом осуществляют их циркуляцию, и толщину стенки с высокой точностью невозможно получить для первой полой заготовки, прокатываемой с использованием каждого стержня заготовки, то есть для того же числа полых заготовок.
Проблема 2
Поскольку измерение толщины стенки полой заготовки гамма-толщиномером невозможно между клетями стана для прокатки бесшовных труб на оправке, то толщину стенки, обращенной к фланцевым частям, нужно прогнозировать, из-за чего точное значение толщины стенки определить невозможно.
Участки полой заготовки, соответствующие толщине стенки фланцевой части в одной клети, становятся участками, соответствующими ее толщине стенки в нижней части ручья в следующей клети, если толщина стенки уменьшается в калиброванных валках. Соответственно, если в прогнозировании толщины стенки фланцевой части полой заготовки будет иметься погрешность, то погрешность появится и в величине обжатия. Помимо этого, скорость полой заготовки на сторонах входа и выхода клети изменяется, и усилие натяжения между клетями тоже меняется. Поэтому деформация полой заготовки на участках, соответствующих толщине стенки фланцевой части, возникающая в следующей клети, сильно отличается от прогноза и происходит дефектная прокатка с ухудшившейся размерной точностью полой заготовки, выполненной из труднообрабатываемого материала.
Проблема 3
При удлинительной прокатке в стане для прокатки бесшовных труб на оправке иногда появляются противоположные отклонения по толщине, представляющие собой явление, заключающееся в том, что толстостенные части и тонкостенные части попеременно образуются с приблизительным шагом 90є по окружности полой заготовки. Чтобы исключить появление противоположных отклонений по толщине, положения прокатки калиброванных валков можно отрегулировать таким образом, что толстостенные части станут тоньше, и тонкостенные части станут толще. Но, как указано выше, гамма-толщиномером невозможно выполнить измерение толщины стенки, кроме как на выходной стороне стана для прокатки бесшовных труб на оправке (непрерывный стан горячей прокатки труб на отводимой оправке), и в положении, несколько удаленном от стана. Поэтому, даже если противоположные отклонения по толщине появляются в полой заготовке, толщина стенки которой измерена, то регулирование положений прокатки калиброванных валков для этой полой заготовки не будет возможным. Помимо этого, в стане для прокатки бесшовных труб на оправке, не являющемся станом с отводимой оправкой, измерение противоположных отклонений по толщине невозможно.
Проблема 4
При удлинительной прокатке на стане для прокатки бесшовных труб на оправке важно определить надлежащее расстояние между нижними частями ручья калиброванных валков в клети. Поскольку это расстояние невозможно измерить непосредственно, то положение прокатки корректируют установкой на ноль положения прокатки путем установления контакта фланцевых частей калиброванных валков друг с другом по результату измерения гамма-толщиномером, установленным на выходной стороне упомянутого стана. Но таким способом можно корректировать только положение прокатки калиброванных валков, установленных в чистовой клети. Соответственно, в способе регулирования для стана для прокатки бесшовных труб на оправке, использующем гамма-толщиномер, невозможно повысить точность установки на ноль положения прокатки калиброванных валков в предшествующих клетях.
Патентный Документ 1: JP H08-71616 A1
Сущность изобретения
Настоящее изобретение разработано для решения упомянутых проблем известного уровня техники, и его цель заключается в обеспечении способа регулирования удлинительной прокатки и стана для прокатки бесшовных труб на оправке, в которой устранены проблемы способа регулирования удлинительной прокатки для упомянутого стана, использующего обычный гамма-толщиномер, заключающиеся в невозможности измерения толщины стенки полой заготовки, в которую вставлен стержень оправки.
В результате исследований, направленных на решение этой проблемы, авторы определили, что толщину стенки полой заготовки со вставленным в нее стержнем оправки можно измерить, если вместо гамма-толщиномера применить ультразвуковой толщиномер, который измеряет толщину стенки по разнице времени отражения ультразвуковых волн от внутренней и внешней поверхностей полой заготовки. Считается, что предпосылки для этого следующие: даже когда стержень оправки вставлен в полую заготовку, некоторый слой воздуха присутствует между внешней поверхностью стержня оправки и внутренней поверхностью полой заготовки; и ультразвуковые волны отражаются от внутренней поверхности полой заготовки этим слоем воздуха. Соответственно, обнаружено, что при использовании ультразвукового толщиномера можно измерить толщину стенки полой заготовки между клетями стана для прокатки бесшовных труб на оправке или в непосредственной близости к выходной стороне, что было невозможно в прошлом; в результате чего обеспечивается возможность решения различных проблем обычного способа регулирования упомянутого стана, использующего гамма-толщиномер. Изобретение разработано на этом принципе.
Изобретение обеспечивает способ регулирования удлинительной прокатки, отличающийся тем, что толщину стенки полой заготовки, в которую вставлен стержень оправки, измеряют между клетями стана для прокатки бесшовных труб на оправке или на выходной стороне чистовой клети упомянутого стана при помощи ультразвукового толщиномера; и упомянутый стан регулируют на основании измеренного значения.
Изобретение также обеспечивает способ регулирования удлинительной прокатки, отличающийся тем, что согласно этому способу выполняют первый этап, на котором измеряют толщину стенки в полой заготовке в нижней части ручья в клети непосредственно перед положением установки ультразвукового толщиномера, установленного между заданными клетями стана для прокатки бесшовных труб на оправке: второй этап, согласно которому вычисляют наружный диаметр стержня оправки по заданному значению зазора между валками в непосредственно предшествующей клети и по толщине стенки полой заготовки в нижней части ручья, измеренной на первом этапе; третий этап, на котором определяют местоположение в продольном направлении стержня оправки, для которого наружный диаметр был вычислен на втором этапе, на основании информации о положении держателя стержня; четвертый этап, согласно которому вычисляют распределение в продольном направлении наружного диаметра стержня оправки путем повторения этапов с первого по третий; пятый этап, на котором определяют местоположение в продольном направлении стержня оправки, который контактирует с полой заготовкой в последующей клети после непосредственно предшествующей предыдущей клети, - на основании информации о положении держателя стержня; шестой этап, на котором вычисляют наружный диаметр в местоположении в продольном направлении стержня оправки, который был определен на пятом этапе, на основании распределения в продольном направлении наружного диаметра стержня оправки, вычисленного на четвертом этапе; и седьмой этап, на котором задают зазор между валками в последующей клети на основании наружного диаметра в заданном положении в продольном направлении стержня оправки, вычисленного на шестом этапе. Проблему 1 можно решить при помощи этого изобретения.
Выражение «толщина стенки полой заготовки в нижней части ручья» в данном описании означает толщину стенки частей полой заготовки у нижних частей ручья калиброванного валка.
Данное изобретение также обеспечивает способ регулирования удлинительной прокатки, отличающийся тем, что включает в себя следующие этапы: первый этап, на котором измеряют толщину стенки фланцевой части полой заготовки в клети, непосредственно перед положением установки ультразвукового толщиномера, установленного между заданными клетями стана для прокатки бесшовных труб на оправке; и второй этап, на котором задают зазор между валками в клети непосредственно после положения установки ультразвукового толщиномера на основании толщины стенки фланцевой части полой заготовки, измеренной на первом этапе. Проблему 2 можно решить при помощи настоящего изобретения.
Выражение «толщина фланцевой части полой заготовки» в данном описании означает толщину стенки тех частей полой заготовки, которые обращены к фланцевым частям калиброванных валков.
Настоящее изобретение также обеспечивает способ регулирования удлинительной прокатки, отличающийся тем, что включает в себя этапы, из которых согласно первому этапу измеряют распределение толщины стенки в направлении по окружности полой заготовки с момента, когда передний конец полой заготовки пройдет положение установки ультразвукового толщиномера, установленного на выходной стороне стана для прокатки бесшовных труб на оправке; согласно второму этапу вычисляют составляющие и направление противоположных отклонений по толщине на основании распределения толщины стенки в направлении по окружности полой заготовки, измеренного на первом этапе; и на третьем этапе корректируют положение прокатки для калиброванных валков заданной клети во время удлинительной прокатки полой заготовки или во время удлинительной прокатки полой заготовки, которая проходит удлинительную прокатку после этой полой заготовки, на основании составляющих и направления противоположных отклонений по толщине стенки, вычисленных на втором этапе. Проблема 3 может быть решена при помощи данного изобретения.
Выражение «составляющие противоположных отклонений по толщине» в данном описании означает, помимо отклонений по толщине, появляющихся в полой заготовке, составляющие отклонения по толщине, которые попеременно появляются как толстостенные и тонкостенные части с шагом около 90є по окружности полой заготовки.
Настоящее изобретение также обеспечивает способ регулирования удлинительной прокатки, отличающийся тем, что включает в себя первый этап, на котором измеряют толщину стенки полой заготовки в нижней части ручья в клети непосредственно перед положением установки ультразвукового толщиномера, установленного между заданными клетями стана для прокатки бесшовных труб на оправке; второй этап, на котором вычисляют погрешность заданного значения положения при прокатке у калиброванных валков в непосредственно предшествующей клети на основании заданного значения зазора между валками в непосредственно предшествующей клети и толщины стенки полой заготовки в нижней части ручья, измеренной на первом этапе; и третий этап, на котором корректируют положение прокатки у калиброванных валков в непосредственно предшествующей клети на основании погрешности измерения положения прокатки, полученной сглаживанием погрешности заданного значения положения прокатки, вычисленной на втором этапе.
Выражение «сглаживание погрешности заданного значения положения прокатки» в данном описании означает, что выполняют такое сглаживание, как экспоненциальное сглаживание, или применяют метод скользящих средних на каждой полой заготовке на основании погрешности заданного значения положения прокатки, вычисленной для множества полых заготовок.
Согласно настоящему изобретению в качестве ультразвукового толщиномера предпочтительно использовать лазерно-ультразвуковой толщиномер, который сможет измерять толщину стенки полой заготовки, при этом не контактируя с полой заготовкой.
В соответствии со способом регулирования удлинительной прокатки согласно изобретению: при помощи измерения толщины стенки полой заготовки в состоянии, при котором стержень оправки вставлен внутрь нее, и при помощи регулирования стана для прокатки бесшовных труб на оправке на основании результата измерения обеспечивается возможность изготовления бесшовной трубы с высокой размерной точностью и с устранением проблем прокатки.
Краткое описание чертежей
Фиг.1 схематически показывает общую конструкцию стана для прокатки бесшовных труб на оправке, для которого применяется способ регулирования в соответствии с первым осуществлением изобретения.
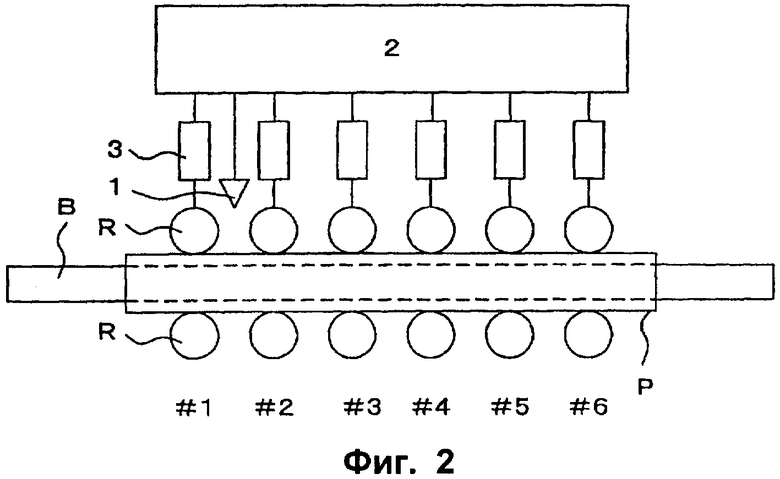
Фиг.2 схематически показывает общую конструкцию устройства стана для прокатки бесшовных труб на оправке, для которого применяется способ регулирования в соответствии с осуществлениями изобретения со второго по четвертое.
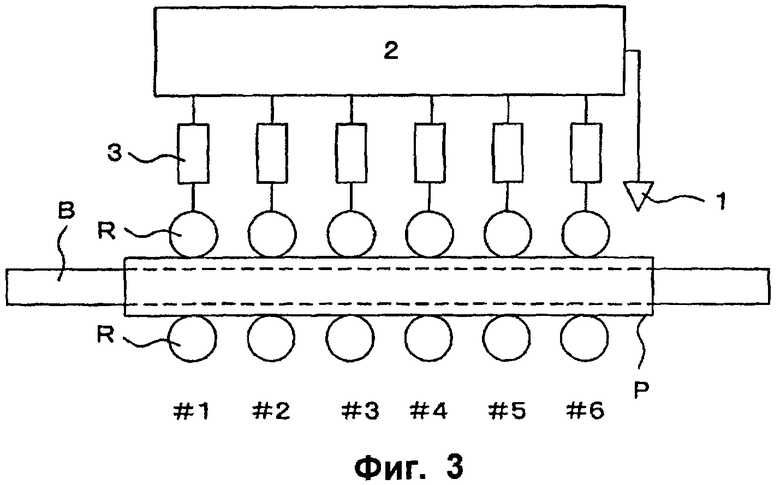
Фиг.3 схематически показывает общую конструкцию устройства стана для прокатки бесшовных труб на оправке, для которого применяется способ регулирования в соответствии с третьим осуществлением изобретения.
Перечень ссылочных обозначений
1 - ультразвуковой толщиномер
2 - контроллер
3 - механизм прокатки
В - стержень оправки
Р - полая заготовка
R - калиброванный валок
BR - держатель стержня
Вариант осуществления изобретения
Ниже приведен вариант осуществления способа регулирования удлинительной прокатки в соответствии с настоящим изобретением, который поясняется подробно со ссылкой на прилагаемые чертежи.
Осуществление 1
Фиг.1 схематически показывает общую конструкцию стана для прокатки бесшовных труб на оправке (непрерывный стан горячей прокатки труб на удерживаемой оправке), для которого применяется способ регулирования в соответствии с первым осуществлением изобретения.
Согласно фиг.1 способ регулирования согласно этому осуществлению использует ультразвуковой толщиномер 1, установленный между заданными клетями стана (между клетью №1 и клетью №2 в примере согласно фиг.1).
Ультразвуковой толщиномер, используемый в этом осуществлении, является лазерно-ультразвуковым толщиномером. Лазерно-ультразвуковой толщиномер 1 имеет импульсный лазер для передачи ультразвуковых волн от поверхности внутрь полой заготовки Р; и генерирующий в непрерывном режиме лазер и интерферометр для приема ультразвуковых волн, которые отражаются от внутренней поверхности полой заготовки Р. Луч высокой интенсивности излучается импульсным лазером. Луч импульсного лазера попадает на поверхность полой заготовки Р и вызывает термоусадку полой заготовки Р, при которой генерируются ультразвуковые волны. Генерируемые ультразвуковые волны распространяются внутри полой заготовки Р и отражаются от внутренней поверхности полой заготовки Р, и они снова возвращаются к поверхности полой заготовки Р. Генерирующий в непрерывном режиме лазер и интерферометр расположены таким образом, что лазерный луч от генерирующего в непрерывном режиме лазера всегда облучает поверхность полой заготовки Р; и отражаемый свет от поверхности полой заготовки Р падает на интерферометр. Когда ультразвуковые волны возвращаются к поверхности полой заготовки Р, то ее поверхность смещается. В результате этого фаза отражаемого света, падающего на интерферометр, изменяется и состояние интерференции изменяется. Толщина стенки полой заготовки Р измеряется временем с момента излучения луча импульсного лазера до обнаружения изменения состояния интерференции.
Ультразвуковой толщиномер 1 расположен таким образом, что может измерять толщину стенки полой заготовки Р в нижней части ручья в клети непосредственно перед положением установки ультразвукового толщиномера 1 (клеть №1 в примере согласно фиг.1). То есть он расположен с возможностью измерения толщины стенки в той части полой заготовки Р, которая находится у нижней части ручья калиброванных валков R в клети №1. Направления излучения от двух лазеров заданы таким образом, что лазерный луч от импульсного лазера и луч от генерирующего в непрерывном режиме лазера - оба - облучают часть полой заготовки Р у нижней части ручья калиброванного валка R в клети №1.
Значение толщины стенки полой заготовки Р в нижней части ручья, измеренное ультразвуковым толщиномером 1, вводят в контроллер 2. Контроллер 2 оценивает наружный диаметр стержня В оправки на основании заданного значения зазора между валками клети №1, которая является непосредственно предшествующей клетью, и измеренной толщины стенки полой заготовки Р в нижней части ручья.
Информацию о положении держателя ВР стержня, который удерживает задний конец стержня В оправки, также вводят в контроллер 2. На основании введенной в него информации о положении держателя ВР стержня контроллер 2 определяет ту часть в продольном направлении стержня В оправки, на которой был вычислен наружный диаметр (та часть в продольном направлении стержня В оправки, которая использовалась в клети №1). А именно, расстояние между задним концом стержня В оправки и клетью №1, которая является непосредственно предшествующей клетью, то есть местоположение в продольном направлении стержня оправки, использующего задний конец стержня В оправки в качестве точки отсчета, определяют из информации о положении держателя ВР стержня.
Путем повторения упомянутой операции контроллер 2 вычисляет и запоминает распределение внешнего диаметра стержня В оправки в продольном направлении.
Затем, исходя из информации о положении держателя BR стержня, контроллер 2 определяет местоположение в продольном направлении стержня В оправки, который контактирует с полой заготовкой Р в клети или в клетях, следующих после клети №1, которая является непосредственно предшествующей клетью. Затем, исходя из распределения в продольном направлении наружного диаметра стержня В оправки, которое было вычислено и запомнено, как упомянуто выше, контроллер 2 вычисляет наружный диаметр для каждого местоположения стержня В оправки в продольном направлении, который контактирует с полой заготовкой Р в последующих клетях (клеть №2-клеть №6), которые следуют за клетью №1, являющейся непосредственно предшествующей клетью. На основании вычисленного наружного диаметра стержня В оправки контроллер 2 выполняет вычисления, чтобы задать соответствующие зазоры между валками в последующих клетях (клеть №2-клеть №6), и он осуществляет управление механизмами 3 прокатки для последующих клетей (клеть №2-клеть №6), чтобы получить значения этих зазоров между валками. Механизмы 3 прокатки представляют собой цилиндры или тому подобного, и они регулируют положения прокатки у калиброванных валков R в соответствии с заданными зазорами между валками.
Как упомянуто выше, способ регулирования прокатки для стана для прокатки бесшовных труб на оправке согласно этому осуществлению использует ультразвуковой толщиномер 1, установленный между клетями, и согласно этому способу вычисляют наружный диаметр стержня В оправки на основании измеренного значения толщины (толщина стенки нижней части ручья); и задают зазоры между валками для последующих клетей (клеть №2-клеть №6), расположенных после положения установки ультразвукового толщиномера 1 соответственно.
Поэтому в противоположность обычному способу использования гамма-толщиномера, даже если данный стержень В оправки впервые используется при удлинительной прокатке (то есть даже если полая заготовка Р является первой полой заготовкой, которая будет обработана этим стержнем В оправки), то наружный диаметр стержня В оправки можно вычислить с высокой точностью при прокатке полой заготовки Р, и поэтому удлинительную прокатку на стане для прокатки бесшовных труб на оправке можно выполнять с очень точной толщиной стенки, начиная с первой полой заготовки Р.
Осуществление 2
Фиг.2 схематически показывает общее выполнение устройства для стана для прокатки бесшовных труб на оправке, использующего способ регулирования согласно осуществлению 2.
Как показано на фиг.2, аналогично излагаемому выше Осуществлению 1 способ регулирования согласно этому осуществлению использует ультразвуковой толщиномер 1, установленный между заданными клетями стана для прокатки бесшовных труб (между клетью №1 и клетью №2 в Примере согласно фиг.2).
Способ регулирования согласно Осуществлению 2 отличается от Осуществления 1 тем, что он не ограничивается его применением для непрерывного стана горячей прокатки труб на удерживаемой оправке. Он также отличается от Осуществления 1 тем, что ультразвуковой толщиномер 1 согласно этому осуществлению расположен с возможностью измерения толщины стенки фланцевой части полой заготовки Р в клети непосредственно перед положением установки ультразвукового толщиномера (клеть №1 в Примере согласно фиг.2).
То есть используемый в этом осуществлении ультразвуковой толщиномер 1 расположен с возможностью измерения части полой заготовки Р напротив фланцевой части калиброванных валков R в клети №1. Используемый в этом Осуществлении ультразвуковой толщиномер 1 также является лазерно-ультразвуковым толщиномером. Направление каждого лазера задают таким образом, что излучаемый импульсным лазером свет и излучаемый генерирующим в непрерывном режиме лазером свет - оба - облучают ту часть полой заготовки Р, которая находится напротив фланцев калиброванных валков R в клети №1.
Толщина стенки фланцевой части полой заготовки Р, измеренная ультразвуковым толщиномером 1, вводится в контроллер 2. На основании измеренной толщины фланцевой части полой заготовки Р контроллер 2 вычисляет и задает соответствующий зазор между валками для клети (клеть №2 в этом Осуществлении) непосредственно после положения установки ультразвукового толщиномера 1 и регулирует механизм 3 прокатки для клети №2, чтобы обеспечить этот зазор между валками. Механизм 3 прокатки регулирует положение прокатки калиброванных валков R в соответствии с заданным зазором между валками. Толщину стенки фланцевой части, то есть толщину нижней части ручья на входной стороне клети №2, легко изменять, и нагрузку прокатки в клети №2 изменяют в соответствии с изменением толщины стенки нижней части ручья на входной стороне; и при этом пружинистость прокатки (коэффициент нагрузки прокатки/жесткости стана) изменяется. Соответственно, механизм 3 прокатки предпочтительно заранее регулирует положение прокатки калиброванных валков R сообразно заданному раствору валков перед тем, как полая заготовка Р дойдет до клети №2; и при этом этот механизм может сделать постоянной толщину стенки полой заготовки Р после прокатки в клети №2. Если степень обжатия толщины стенки в клети №2 изменяется, то скорости прокатки на входной и выходной сторонах клети №2 изменяются и натяжение между клетями изменяется. Но при помощи измерений толщины стенки на входной стороне клети №2 ультразвуковым толщиномером 1 согласно этому Осуществлению изменения степени обжатия толщины стенки можно прогнозировать, и изменения натяжения можно устранять за счет изменения скорости вращения калиброванных валков R, чтобы устранить изменение натяжения между клетями.
Как упомянуто выше, в способе регулирования удлинительной прокатки согласно этому Осуществлению толщину стенки фланцевой части (эта толщина соответствует толщине стенки нижней части ручья от точки в клети непосредственно после положения установки ультразвукового толщиномера 1) измеряют ультразвуковым толщиномером 1 и по значению этой толщины стенки фланцевой части соответствующий зазор между валками задают в клети (клеть №2 в этом осуществлении) непосредственно после положения установки ультразвукового толщиномера 1. Соответственно, в противоположность обычному способу регулирования при помощи гамма-толщиномера, согласно которому необходимо было прогнозировать толщину стенки фланцевой части и при использовании которого существовала вероятность дефектной прокатки и ухудшения размерной точности из-за погрешностей прогнозирования, в предлагаемом способе эти проблемы можно уверенно устранить. Помимо этого, путем прогнозирования степени обжатия толщины стенки в клети непосредственно после положения установки ультразвукового толщиномера 1 можно устранить изменения силы натяжения между клетями.
Осуществление 3
Фиг.3 схематически показывает общую конструкцию устройства стана для прокатки бесшовных труб на оправке, применяющего способ регулирования согласно третьему осуществлению.
Согласно фиг.3: в противоположность описываемым выше Осуществлениям 1 и 2 способ регулирования в соответствии с этим Осуществлением предусматривает установку ультразвукового толщиномера 1 в непосредственной близости к выходной стороне стана для прокатки бесшовных труб на оправке. Оно также отличается от Осуществлений 1 и 2 тем, что множество ультразвуковых толщиномеров 1 расположено в направлении по окружности полой заготовки Р; либо ультразвуковой толщиномер 1 выполнен с возможностью сканирования в направлении по окружности полой заготовки Р для измерения распределения толщины стенки в направлении по окружности полой заготовки Р. В остальном конструкция этого устройства аналогична осуществлению 2, и поэтому ее пояснение не приводится.
Ультразвуковой толщиномер 1 согласно этому Осуществлению измеряет распределение толщины стенки в направлении по окружности полой заготовки Р с момента, когда передний конец полой заготовки Р пройдет положение установки ультразвукового толщиномера 1. Распределение толщины стенки в направлении по окружности полой заготовки, измеренное ультразвуковым толщиномером 1, вводят в контроллер 2.
Контроллер 2 вычисляет составляющие и направление противоположных отклонений по толщине Фурье-анализом измеренного распределения толщины стенки в направлении по окружности полой заготовки Р. Контроллер 2 на основании вычисленных составляющих и направления противоположных отклонений по толщине корректирует установку положения прокатки у калиброванных валков R данной клети во время прокатки этой полой заготовки Р или во время прокатки следующей полой заготовки Р. То есть он корректирует положение прокатки у калиброванных валков R данной клети, для которой направление толстостенных частей является направлением прокатки, в результате чего толстостенные части составляющих противоположных отклонений по толщине становятся тоньше; и корректирует положение прокатки у калиброванных валков R данной клети, для которых направление тонкостенных частей является направлением прокатки, в результате чего тонкостенные части составляющих противоположных отклонений по толщине становятся толще.
Контроллер 2 регулирует механизм 3 прокатки данной клети, чтобы получить заданное положение прокатки после корректировки. Механизм 3 прокатки регулирует положение прокатки калиброванных валков R в соответствии с положением прокатки после корректировки.
Как упомянуто выше, в способе регулирования удлинительной прокатки согласно этому Осуществлению ультразвуковой толщиномер 1 устанавливают в непосредственной близости к выходной стороне стана для прокатки бесшовных труб, распределение толщины стенки по окружности измеряют от переднего конца полой заготовки Р и установки положения прокатки у калиброванных валков R в данной клети корректируют во время прокатки этой полой заготовки Р или во время прокатки следующей полой заготовки Р.
Соответственно, при корректировании установки положения прокатки во время прокатки полой заготовки Р, для которой было измерено распределение толщины в направлении по окружности: в противоположность обычному способу регулирования с использованием гамма-толщиномера положение прокатки калиброванных валков можно корректировать даже для первой полой заготовки Р, в которой возникают противоположные отклонения по толщине стенки; и точность толщины стенки можно повысить по сравнению с первой полой заготовкой Р.
Помимо этого, точность толщины стенки полой заготовки Р можно повысить для стана для прокатки бесшовных труб, в котором оправка не отводится, путем измерения противоположных отклонений по толщине стенки и путем корректировки положения прокатки у калиброванных валков R.
Осуществление 4
Конструкция устройства стана для прокатки бесшовных труб, применяющего способ регулирования удлинительной прокатки согласно этому Осуществлению, та же, что и для стана, поясняемого со ссылкой на фиг.2; и поэтому это Осуществление далее поясняется со ссылкой на фиг.2.
В способе регулирования удлинительной прокатки согласно этому Осуществлению - аналогично осуществлению 2 - ультразвуковой толщиномер 1 установлен между заданными клетями стана (между клетью №1 и клетью №2 в Примере, показываемом на фиг.2). Но отличие от осуществления 2 состоит в том, что ультразвуковой толщиномер 1 согласно этому Осуществлению расположен с возможностью измерения толщины стенки нижней части ручья полой заготовки Р в клети непосредственно перед положением установки ультразвукового толщиномера 1 (клеть №1 в Примере согласно фиг.2) так же, как и в Осуществлении 1.
Значение толщины нижней части ручья полой заготовки Р, измеренное ультразвуковым толщиномером 1, вводят в контроллер 2. На основании заданного значения зазора между валками непосредственно предшествующей клети (клети №1) и измеренного значения толщины стенки нижней части ручья полой заготовки Р контроллер 2 вычисляет погрешность заданного значения положения прокатки калиброванных валков непосредственно предшествующей клети (клети №1).
При вычислении погрешности заданного значения положения прокатки контроллер 2 использует заданное значение наружного диаметра стержня В оправки. Поэтому, если погрешность есть между заданным значением наружного диаметра стержня В оправки и фактическим наружным диаметром, то погрешность значения наружного диаметра стержня В оправки включают в вычисленную погрешность заданного значения положения прокатки. Для точного определения истинной погрешности заданного значения положения прокатки (погрешность заданного значения положения прокатки, исключая погрешность значения наружного диаметра стержня В оправки) используют погрешность заданного значения положения прокатки, вычисленную для множества полых заготовок Р, и влияние погрешности значения наружного диаметра стержня В оправки, которая может быть произвольным значением, можно эффективно исключить методикой сглаживания - экспоненциальным сглаживанием или методом скользящих средних для каждой полой заготовки Р.
Соответственно, контроллер 2 выполняет соответствующее сглаживание погрешностей заданного значения вычисленного положения прокатки, и в результате устраняется погрешность значения наружного диаметра стержня В оправки, которую может содержать погрешность заданного значения положения прокатки. Исходя из погрешности измерения положения прокатки после сглаживания, корректируют положение прокатки у калиброванных валков R непосредственно предшествующей клети (клеть №1). Контроллер 2 регулирует механизм 3 прокатки непосредственно предшествующей клети (клети №1), чтобы получить скорректированное положение прокатки. Механизм 3 прокатки регулирует положение прокатки у калиброванных валков R в соответствии со скорректированным положением прокатки.
Как упомянуто выше, в способе регулирования удлинительной прокатки согласно этому осуществлению измеряют толщину стенки полой заготовки Р у нижней части ручья в клети непосредственно перед положением установки ультразвукового толщиномера 1, установленного между клетями стана для прокатки бесшовных труб на оправке, и корректируют положение прокатки калиброванных валков R в этой клети. Соответственно, в противоположность обычному способу регулирования прокатки, использующему гамма-толщиномер, можно повысить точность установки на ноль положения прокатки в произвольном стане, соответствующей положению установки ультразвукового толщиномера 1.
Изобретение особо целесообразно для применения способа регулирования удлинительной прокатки согласно этому Осуществлению в трехвалковом стане для прокатки бесшовных труб на оправке, на котором затруднена установка на ноль положения прокатки путем введения в контакт друг с другом фланцевых частей калиброванных валков.
Изобретение относится к обработке металлов давлением, в частности к производству труб. Способ включает измерение толщины стенки полой заготовки Р у нижней части ручья в клети №1 посредством ультразвукового толщиномера 1, установленного между ней и клетью №2. Наружный диаметр стержня В оправки вычисляют на основании заданного значения зазора между валками в клети №1 и толщины стенки нижней части полой заготовки Р. Местоположение в продольном направлении стержня В оправки, для которой был вычислен наружный диаметр, определяют на основании информации о положении держателя BR стержня. Распределение в продольном направлении наружного диаметра стержня оправки вычисляют повторением упомянутых выше этапов. Местоположение в продольном направлении стержня оправки, который контактирует с полой заготовкой в последующей клети, определяют на основании информации о положении держателя стержня. Раствор валков в последующей клети задают на основании наружного диаметра заданного местоположения в продольном направлении стержня оправки. Изобретение обеспечивает изготовление полой трубной заготовки с высокой точностью размеров. 5 н. и 4 з.п. ф-лы, 3 ил.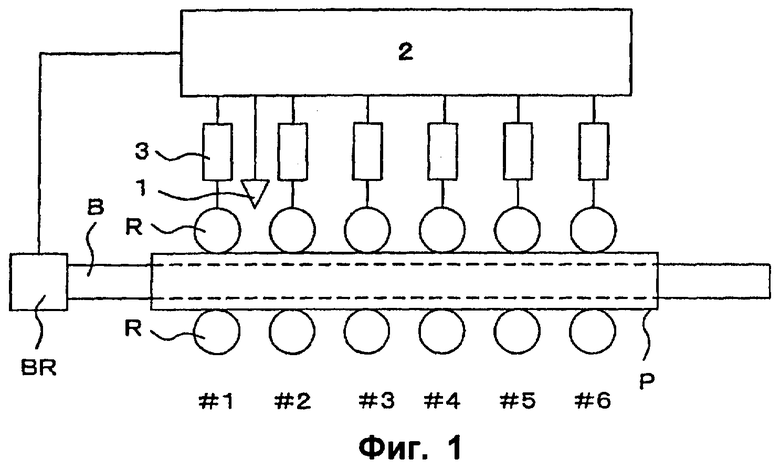
1. Способ регулирования удлинительной прокатки, отличающийся тем, что измеряют толщину стенки полой заготовки, которая является материалом, прокатываемым в прокатном стане в состоянии, в котором стержень оправки вставлен внутрь нее, при помощи лазерно-ультразвукового толщиномера между прокатными клетями стана для прокатки бесшовных труб на оправке или на выходной стороне чистовой клети, и регулируют упомянутый стан на основании измеренного значения.
2. Способ регулирования удлинительной прокатки, отличающийся тем, что включает в себя этапы, согласно которым выполняют первый этап, на котором ультразвуковым толщиномером измеряют толщину стенки полой заготовки у нижней части ручья в клети непосредственно перед положением установки ультразвукового толщиномера, установленного между заданными клетями стана для прокатки бесшовных труб на оправке, второй этап, на котором вычисляют наружный диаметр стержня оправки на основании заданного значения зазора между валками в упомянутой клети и толщины стенки полой заготовки у нижней части ручья, измеренной на первом этапе, третий этап, на котором определяют местоположение в продольном направлении стержня оправки, для которого наружный диаметр был вычислен на втором этапе с учетом данных о положении держателя стержня, четвертый этап, на котором вычисляют распределение в продольном направлении наружного диаметра стержня оправки путем повторения этапов с первого по третий, пятый этап, на котором определяют местоположение в продольном направлении стержня оправки, который контактирует с полой заготовкой в последующей клети по отношению к клети, расположенной непосредственно перед положением установки ультразвукового толщиномера, на основании данных о положении держателя стержня, шестой этап, на котором вычисляют наружный диаметр в положении в продольном направлении стержня оправки, которое было определено на пятом этапе, на основании распределения наружного диаметра стержня оправки в продольном направлении полой заготовки, вычисленного на четвертом этапе, и седьмой этап, на котором задают зазор между валками в последующей клети на основании наружного диаметра стержня оправки в положении в продольном направлении, вычисленного на шестом этапе.
3. Способ по п.2, отличающийся тем, что ультразвуковой толщиномер является лазерно-ультразвуковым толщиномером.
4. Способ регулирования удлинительной прокатки, отличающийся тем, что включает в себя первый этап, на котором измеряют толщину стенки во фланцевой части полой заготовки в клети ультразвуковым толщиномером непосредственно перед положением установки ультразвукового толщиномера, установленного между заданными клетями стана для прокатки бесшовных труб на оправке, второй этап, на котором задают зазор между валками в клети непосредственно после положения установки ультразвукового толщиномера на основании толщины стенки во фланцевой части полой заготовки, измеренной на первом этапе.
5. Способ по п.4, отличающийся тем, что ультразвуковой толщиномер является лазерно-ультразвуковым толщиномером.
6. Способ регулирования удлинительной прокатки, отличающийся тем, что включает в себя этапы, на которых на первом этапе ультразвуковым толщиномером измеряют распределение толщины стенки в направлении по окружности полой заготовки с момента, когда передний конец полой заготовки пройдет положение установки ультразвукового толщиномера, установленного на выходной стороне стана для прокатки бесшовных труб на оправке, на втором этапе вычисляют составляющие и направление противоположных отклонений по толщине на основании распределения толщины стенки в направлении по окружности полой заготовки, измеренного на первом этапе, и на третьем этапе корректируют положение при прокатке калиброванных валков заданной клети во время прокатки этой полой заготовки или во время прокатки следующей полой заготовки после этой полой заготовки, на основании составляющих и направления противоположных отклонений по толщине стенки, вычисленных на втором этапе.
7. Способ по п.6, отличающийся тем, что ультразвуковой толщиномер является лазерно-ультразвуковым толщиномером.
8. Способ регулирования удлинительной прокатки, отличающийся тем, что включает в себя первый этап, на котором ультразвуковым толщиномером измеряют толщину стенки полой заготовки у нижней части ручья в клети непосредственно перед положением установки ультразвукового толщиномера, установленного между заданными клетями стана для прокатки бесшовных труб на оправке, второй этап, на котором вычисляют погрешность заданного значения положения при прокатке калиброванных валков в непосредственно предшествующей клети на основании заданного значения зазора между валками в непосредственно предшествующей клети и толщины стенки полой заготовки у нижней части ручья, измеренной на первом этапе, и третий этап, на котором корректируют положение при прокатке калиброванных валков в непосредственно предшествующей клети на основании погрешности измерения положения прокатки, полученной сглаживанием погрешности заданного значения положения прокатки, вычисленной на втором этапе.
9. Способ по п.8, отличающийся тем, что ультразвуковой толщиномер является лазерно-ультразвуковым толщиномером.
| JP 60177907 A, 11.09.1985 | |||
| Способ автоматического регулирования толщины полосы на прокатном стане и устройство для его осуществления | 1977 |
|
SU710706A1 |
| JP 57068205 A, 26.04.1982. | |||

