Область техники, к которой относится изобретение
Данное изобретение относится к способу изготовления бесшовной стальной трубы или трубки (называемой в последующем просто трубой), содержащей, по меньшей мере, 5% Cr (в данном описании, если не указано иное, «%» означает «мас.%»). В частности, данное изобретение относится к способу изготовления бесшовной стальной трубы, который эффективно предотвращает трудности извлечения оправки после удлинительной прокатки прокатываемого материала, который состоит из высоколегированной стали, содержащей, по меньшей мере, 5% Cr.
Уровень техники
При изготовлении бесшовной стальной трубы с применением прошивного стана Маннесмана с оправкой, сначала вводят исходный материал в виде круглой заготовки или квадратной заготовки в карусельную печь и нагревают в ней до 1200-1260°С. Затем исходный материал подвергают прошивке с помощью прошивного стана с образованием полой черновой трубы. Затем вводят оправку в отверстие полой черновой трубы, пока она не будет выступать из отверстия, и трубу подвергают удлинительной прокатке с использованием стана с оправкой, обычно включающего 5-8 клетей, с захватом наружной поверхности полой черновой трубы калиброванными валками, за счет чего уменьшается толщина стенки черновой трубы до заданной величины. После извлечения прошивочного стержня с оправкой из черновой трубы, имеющей уменьшенную толщину стенки, черновую трубу подвергают прокатке для придания заданного наружного диаметра с использованием редукционного стана для изготовления бесшовных стальных труб.
Станы для прокатки бесшовных труб на оправке разделяются на станы с плавающей оправкой, которые не ограничивают перемещения стержня оправки в осевом направлении, и станы горячей прокатки труб на удерживаемой оправке, в которых скорость перемещения (сдерживаемая скорость) стержня оправки в осевом направлении удерживается постоянной посредством удерживания заднего конца стержня оправки держателем, установленным на входной стороне стана для прокатки бесшовных труб на оправке. При использовании стана с плавающей оправкой, скорость перемещения стержня оправки неизбежно изменяется, что приводит к изменению размеров получаемой черновой трубы. Поэтому в последние годы широко используются станы горячей прокатки труб на удерживаемой оправке для удлинительной прокатки.
В патентном документе 1 раскрыто решение, в котором удлинительная прокатка выполняется с использованием стана горячей прокатки труб на удерживаемой оправке, в котором скорость перемещения стержня оправки устанавливают на величине, равной, по меньшей мере, 0,25 скорости прокатки на входе каждой прокатной клети и максимально 1,5 скорости прокатки на ее выходе, за счет чего улучшается качество внутренней поверхности прокатываемого материала.
Патентный документ 1: JP H08-294711 A1.
Сущность изобретения
Авторами данного изобретения было установлено, что если полую черновую трубу из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, подвергают удлинительной прокатке с использованием стана с удерживаемой оправкой на основе изобретения, раскрытого в патентном документе 1, возникают затруднения при извлечении стержня оправки из прокатываемого материала после завершения удлинительной прокатки (в данном описании это явление называется трудностью извлечения стержня оправки).
Трудности извлечения стержня оправки вызывают значительное уменьшение производительности удлинительной прокатки с использованием стана с удерживаемой оправкой. Поэтому это является важной технической проблемой, которую необходимо решить для массового производства бесшовных стальных труб из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, в промышленном масштабе.
Данное изобретение предлагает способ изготовления бесшовной стальной трубы, который характеризуется тем, что бесшовную стальную трубу из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, изготавливают с помощью процесса, в котором подвергают прокатываемый материал удлинительной прокатке с использованием непрерывного стана горячей прокатки труб на удерживаемой оправке, имеющего постоянную скорость перемещения стержня оправки в осевом направлении, так что скорость Vb стержня оправки, скорость Vi прокатываемого материала на входной стороне стана с удерживаемой оправкой и скорость Ve прокатываемого материала на выходном конце стана с удерживаемой оправкой отвечают соотношению:
0,15≤Vb/{(Vi+Ve)/2}≤0,70.
В способе изготовления бесшовной стальной трубы, согласно данному изобретению, указанное выше соотношение предпочтительно выполняется посредством управления, по меньшей мере, скоростью Vb стержня оправки или скоростью Vi прокатываемого материала на входной стороне стана с удерживаемой оправкой или скоростью Ve прокатываемого материала на выходном конце стана с удерживаемой оправкой.
Согласно данному изобретению трудности извлечения стержня оправки после удлинительной прокатки прокатываемого материала, выполненного из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, эффективно предотвращаются, и значительно удлиняется срок службы стержня оправки. Таким образом, согласно данному изобретению, можно надежно изготавливать бесшовные стальные трубы из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, в промышленном масштабе.
Краткое описание чертежей
На чертежах изображено:
фиг.1(а)-1(d) - изменение во времени состояния стержня оправки и прокатываемого материала в стане с удерживаемой оправкой, имеющем пять клетей;
фиг.2 - график, показывающий соотношение между степенью перекрытия К и частотой появления трудностей прокатки {(число появлений трудностей прокатки/число прокатываемых элементов) х 100} или шероховатостью Ra поверхности стержня оправки после использования его для прокатки 50 элементов при изготовлении бесшовной стальной трубы посредством выполнения удлинительной прокатки прокатываемого материала, выполненного из стали с 13% Cr, при изменении степени перекрытия К в диапазоне от 0,1 до 0,8.
Перечень позиций:
1 Стан с удерживаемой оправкой
2 Стержень оправки
2а Задний конец
3 Прокатываемый материал
Описание предпочтительного варианта осуществления изобретения
Ниже приводится подробное описание предпочтительного варианта осуществления способа изготовления бесшовной стальной трубы, согласно данному изобретению, со ссылками на прилагаемые чертежи.
В этом варианте выполнения сначала вводят исходный материал в виде круглой заготовки или квадратной заготовки, выполненной из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, в карусельную печь и нагревают в ней до 1200-1260°С. Затем заготовку извлекают из нагревательной печи и подвергают прошивке на прошивном стане с образованием полой черновой трубы.
Образование полой черновой трубы можно выполнять обычным образом. Для специалистов в данной области техники такой способ известен, так что подробное описание этой стадии не приводится.
Затем в отверстие полой черновой трубы вводят стержень оправки, пока он не будет проходить за отверстие, и толщину стенки полой черновой трубы уменьшают до заданной величины посредством удлинительной прокатки полой черновой трубы с использованием стана с удерживаемой оправкой, обычно содержащего 5-8 клетей (в данном варианте выполнения 5 клетей), с захватом наружной поверхности полой черновой трубы калибровочными валками в каждой клети.
Держатель стержня оправки (не изображен) для удерживания заднего конца стержня оправки установлен на входной стороне стана с удерживанием оправки для удлинительной прокатки. Во время удлинительной прокатки задний конец стержня оправки удерживается этим держателем. В результате, скорость Vb перемещения стержня оправки в осевом направлении удерживается постоянной во время удлинительной прокатки.
В данном варианте выполнения удлинительную прокатку прокатываемого материала выполняют так, что скорость Vb перемещения стержня оправки, скорость Vi прокатываемого материала на входной стороне стана с удерживаемой оправкой и скорость Ve прокатываемого материала на выходном конце стана с удерживаемой оправкой во время удлинительной прокатки отвечают соотношению:
0,15≤Vb/{(Vi+Ve)/2}≤0,70.
Причина выполнения удлинительной прокатки с выполнением этого соотношение поясняется ниже.
Авторами данного изобретения было установлено, что если ограничиваемая скорость Vb перемещения стержня оправки, скорость Vi прокатываемого материала на входной стороне стана с удерживаемой оправкой и скорость Ve прокатываемого материала на выходном конце стана с удерживаемой оправкой отвечают определенным условиям во время удлинительной прокатки, то длину зоны прокатываемого материала после завершения удлинительной прокатки (прокатываемый материал на этом этапе называется в данном описании также «оболочкой») можно устанавливать с подходящим размером, за счет чего обеспечивается возможность эффективного предотвращения трудностей извлечения стержня оправки и минимизация уменьшения срока службы стержня оправки.
А именно, в зоне перекрытия прокатываемого материала происходит большее уменьшение температуры за счет отвода тепла через находящийся в контакте стержень оправки. В результате, зона перекрытия испытывает тепловое сокращение, так что ее наружный диаметр уменьшается. Это приводит к трудностям извлечения стержня оправки.
Ниже приводится описание процесса вычисления отношения длины зоны перекрытия к длине оболочки (называемое в данном описании «степенью перекрытия»).
На фиг.1(а)-1(d) показаны положения во времени стержня 2 оправки и прокатываемого материала 3 в стане 1 с удерживаемой оправкой, который содержит пять клетей (1-5). Для упрощения фиг.1 и простоты пояснения держатель стержня, который предусмотрен для удерживания заднего конца 2а стержня 2 оправки, не изображен на фиг.1.
Как показано на фиг.1(а), прокатываемый материал 3 перед удлинительной прокаткой с использованием стана 1 с удерживаемой оправкой (прокатываемый в этой стадии материал также называется «черновой трубой») имеет длину Si. Как показано на фиг.1(d), прокатываемый материал 3 после удлинительной прокатки с использованием стана 1 с удерживаемой оправкой (оболочка) имеет длину Se. На фиг.1(а)-1(d) степень удлинения, достигаемая с помощью стана с удерживаемой оправкой, составляет EL (EL=Si/Se), скорость прокатываемого материала 3 на входной стороне стана 1 с удерживаемой оправкой (скорость черновой трубы) равна Vi, скорость прокатываемого материала 3 на выходной стороне стана 1 с удерживаемой оправкой (скорость оболочки) равна Ve (Ve=Vi × EL), и скорость движения стержня 2 оправки равна Vb.
Средняя скорость прокатки на стане 1 с удерживаемой оправкой в течение времени от показанного на фиг.1(с) состояния, в котором передний конец прокатываемого материала 3 как раз захватывается калибровочными валками пятой клети 5, до показанного на фиг.1(d) состояния, в котором задний конец прокатываемого материала 3 прошел через калибровочные валки пятой клети 5, составляет (Vi+Ve)/2. Дополнительно к этому, длительность времени прокатки из показанного на фиг.1(с) состояния в показанное на фиг.(1d) состояние составляет Se/{(Vi+Ve)/2}.
В соответствии с этим длина ΔL, на которую перемещается вперед стержень 2 оправки во время удлинительной прокатки из показанного на фиг.1(с) состояния в показанное на фиг.(1d) состояния, составляет ΔL=Vb × Se/{(Vi+Ve)/2}.
На фиг.1(с), если длина, на которую стержень 2 оправки выступает за передний конец прокатываемого материала 3 (длина выступания), равна L5, то длина L зоны перекрытия на фиг.1(d) равна L=L5+ΔL. Если длина L5 выступания эмпирически принимается L5≈0, то L≈ΔL=Vb × Se/{(Vi+Ve)/2}. Следовательно, степень K перекрытия выражается следующей формулой 2:

Авторами было установлено, что если степень К перекрытия, заданная приближенной формулой K=Vb/{(Vi+Ve)/2}, становится большой, то температура в зоне перекрытия уменьшается на ранней стадии, и поэтому могут более просто возникать трудности с извлечением стержня 2 оправки, в то время как, если степень К перекрытия становится небольшой, то не происходит раннего уменьшения температуры зоны перекрытия, и предотвращаются трудности извлечения стержня 2 оправки.
Однако если степень К перекрытия очень мала, то стержень 2 оправки проявляет тенденцию к износу, росту шероховатости поверхности или даже растрескиванию или истиранию оболочки 3, и срок службы стержня 2 оправки сокращается.
А именно, если степень К перекрытия слишком мала, то удлинительная прокатка происходит в узкой зоне стержня 2 оправки, и количество работы на единицу длины (или единицу площади) стержня 2 оправки увеличивается. Поэтому происходит износ, появление шероховатости или т.п. стержня 2 оправки.
Как указывалось выше, степень К перекрытия обратно пропорциональна средней скорости прокатки в стане 1 с удерживаемой оправкой. Поэтому, если степень К перекрытия становится слишком малой за счет большой разницы между средней скоростью прокатки и скоростью перемещения стержня 2 оправки, то трение между стержнем 2 оправки и прокатываемым материалом 3 становится большим. В результате легко возникает износ, появляется шероховатость и аналогичные проблемы в стержне 2 оправки.
Таким образом, относительно степени К перекрытия имеется предпочтительная верхняя граница для обеспечения простого извлечения стержня 2 оправки и предпочтительная нижняя граница для исключения сокращения срока службы стержня 2 оправки.
На фиг.2 показан график зависимости между степенью К перекрытия и степенью появления трудностей прокатки (=(число появлений трудностей извлечения стержня оправки/число прокатываемых элементов) × 100) или шероховатостью Ra поверхности стержня оправки после прокатки 50 элементов с использованием одного и того же стержня оправки. В данном описании «трудности прокатки» означают трудности с извлечением стержня оправки из прокатываемого материала.
Как показано на фиг.2, если степень К перекрытия становится больше 0,70, то ухудшается простота извлечения стержня оправки. С другой стороны, если степень К перекрытия становится меньше 0,15, то увеличивается шероховатость поверхности стержня оправки после удлинительной прокатки, и уменьшается срок службы стержня оправки.
Как показано на фиг.2, когда степень К перекрытия имеет максимальное значение 0,7, то трудности извлечения стержня 2 оправки, возникающие после удлинительной прокатки прокатываемого материала 3, выполненного из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, могут быть эффективно уменьшены, и когда степень К перекрытия равна, по меньшей мере, 0,15, то можно подавлять уменьшение срока службы стержня 2 оправки.
С этой точки зрения верхняя граница степени К перекрытия предпочтительно равна 0,60, более предпочтительно 0,50. Нижняя граница степени К перекрытия предпочтительно составляет 0,2 и более предпочтительно 0,3.
Степень К перекрытия можно приводить в диапазон от минимально 0,15 до максимально 0,70 посредством управления величиной, по меньшей мере, скорости Vb перемещения стержня 2 оправки, который удерживается на своем заднем конце держателем стана 1 с удерживаемой оправкой, или скорости Vi прокатываемого материала 3 на входной стороне стана 1 с удерживаемой оправкой или скорости Ve прокатываемого материала 3 на выходном конце стана 1 с удерживаемой оправкой. Наиболее простым путем управления степенью К перекрытия для его нахождения в диапазоне от минимально 0,15 до максимально 0,70 является сохранение постоянными величин скорости Vi прокатываемого материала 3, коэффициента удлинения и скорости Ve прокатываемого материала 3 и подходящего изменения скорости Vb перемещения стержня 2 оправки, как указано в приведенных ниже примерах 1 и 2.
В данном варианте выполнения изобретения стержень 2 оправки извлекается из прокатываемого материала 3, который имеет уменьшенную толщину стенки за счет выполняемой таким образом удлинительной прокатки. Согласно данному варианту выполнения, поскольку удлинительная прокатка выполняется при степени К перекрытия в диапазоне от минимально 0,15 до максимально 0,70 посредством управления величиной, по меньшей мере, скорости Vb перемещения стержня 2 оправки или скорости Vi прокатываемого материала 3 или скорости Ve прокатываемого материала 3, трудности извлечения стержня 2 оправки, возникающие после удлинительной прокатки прокатываемого материала 3, можно эффективно исключать, и можно исключать возникновение повреждения стержня оправки, обеспечивая тем самым продолжительный срок службы стержня оправки.
В этом варианте выполнения прокатываемый материал 3, из которого извлекается стержень 2 оправки без возникновения трудностей извлечения, затем подвергается прокатке до заданного наружного диаметра с использованием редукционного стана. Таким образом, согласно данному варианту выполнения, можно надежно изготавливать в промышленных масштабах бесшовные стальные трубы из высоколегированной стали, содержащей, по меньшей мере, 5% Cr.
Пример 1
Ниже приводится более подробное пояснение изобретения с помощью примеров.
Черновую трубу с размерами 350 мм в наружном диаметре, толщиной стенки 27,55 мм и 9849 мм в длину и имеющую состав стали, содержащей 13% Cr и 6% Ni, подвергали удлинительной прокатке с использованием стана с удерживаемой оправкой для получения оболочки, имеющей наружный диаметр 295 мм, толщину стенки 12,55 мм и длину 24685 мм.
В таблице 1 указаны скорость Vi (в мм/с) черновой трубы на входной стороне стана 1 с удерживаемой оправкой для удлинительной прокатки, степень EL (EL=Se/Si) удлинения в стане с удерживаемой оправкой, скорость Ve (Ve=Vi × EL, в мм/с) оболочки на выходной стороне стана с удерживаемой оправкой и скорость Vb (в мм/с) перемещения стержня оправки вместе со степенью перекрытия K=Vb/{(Vi+Ve)/2}, простота извлечения стержня оправки и состояние повреждения стержня оправки.
В этом примере скорость Vi (в мм/с) черновой трубы, степень EL удлинения и скорость Ve (в мм/с) были установлены постоянными для каждого варианта в таблице 1, и изменяли скорость Vb перемещения стержня оправки в диапазоне 500-2600 мм/с. Проходы, имеющие степень К перекрытия от минимально 0,15 до максимально 0,70, были примерами данного изобретения, а вне этого диапазона - сравнительными примерами.
Простота извлечения в таблице 1 указана как О, когда частота появления трудностей прокатки была от минимально 0,1% до максимально 1,0%, и указана как Х, когда частота появления трудностей прокатки превышала 1%.
Повреждение стержня оправки в таблице 1 указано как О, когда шероховатость Ra стержня оправки после удлинительной прокатки 50 элементов с использованием одного и того же стержня оправки была меньше 3 мкм, указана как Δ, когда она была от минимально 3 мкм до максимально 7 мкм, и указана как Х, когда она превышала 7 мкм.
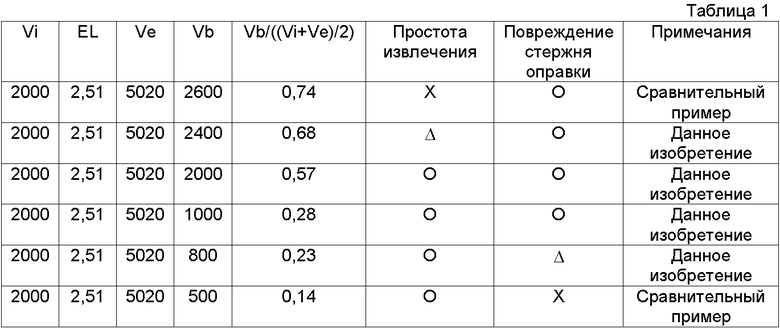
Как следует из таблицы 1, если степень К перекрытия находится в диапазоне от минимально 0,15 до максимально 0,70, то получают хорошие результаты относительно как простоты извлечения, так и повреждения стержня оправки, в то время как при степени К перекрытия вне этого диапазона, результаты были неудовлетворительными относительно или простоты извлечения или повреждения стержня оправки.
Пример 2
Черновую трубу с размерами 337 мм в наружном диаметре, толщиной стенки 41,03 мм и 5473 мм в длину и имеющую состав стали, содержащей 18% Cr и 8% Ni, подвергали удлинительной прокатке с использованием стана с удерживаемой оправкой для получения оболочки, имеющей наружный диаметр 295 мм, толщину стенки 31,03 мм и длину 8115 мм.
В таблице 2 указаны те же параметры, что и в приведенной выше таблице 1. В этом примере скорость Vi (в мм/с) черновой трубы, степень EL удлинения и скорость Ve (в мм/с) были установлены постоянными для каждого варианта в таблице 2, но в отличие от примера 1 скорость Vb перемещения стержня оправки изменяли в диапазоне 250-1400 мм/с. Проходы, имеющие степень К перекрытия от минимально 0,15 до максимально 0,70, были примерами данного изобретения, а вне этого диапазона - сравнительными примерами.
Так же, как в примере 1, результаты сведены в таблицу 2.
Как следует из таблицы 2, если степень К перекрытия находится в диапазоне от минимально 0,15 до максимально 0,70, то получают хорошие результаты относительно как простоты извлечения, так и повреждения стержня оправки, в то время как при степени К перекрытия вне этого диапазона, результаты были неудовлетворительными относительно или простоты извлечения или повреждения стержня оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства бесшовных труб из нержавеющей стали мартенситного класса типа 13Cr | 2020 |
|
RU2751069C1 |
| Способ непрерывной прокатки труб | 2019 |
|
RU2713531C1 |
| Бесшовная горячекатаная стальная труба и способ её изготовления | 2024 |
|
RU2841568C1 |
| СПОСОБ УДЛИНИТЕЛЬНОЙ ПРОКАТКИ С ИСПОЛЬЗОВАНИЕМ СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ | 2006 |
|
RU2357815C1 |
| СПОСОБ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ, ПРУТКОВ ИЛИ БЕСШОВНЫХ ТРУБ | 2003 |
|
RU2274503C2 |
| ПРОШИВНАЯ И ПРОКАТНАЯ ОПРАВКА, СПОСОБ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ЭТОЙ ПРОШИВНОЙ И ПРОКАТНОЙ ОПРАВКИ | 2008 |
|
RU2446024C2 |
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2584100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ ПРОКАТКИ С ПРОШИВКОЙ | 2013 |
|
RU2588937C2 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ УДЛИНИТЕЛЬНОЙ ПРОКАТКИ | 2006 |
|
RU2373007C2 |
Бесшовную стальную трубу изготавливают из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, посредством удлинительной прокатки с использованием непрерывного стана горячей прокатки труб на удерживаемой оправке. Скорость перемещения стержня оправки в осевом направлении сохраняют постоянной, в то время как скорость (Vb) стержня оправки, скорость (Vi) прокатываемого материала на входной стороне стана с удерживаемой оправкой и скорость (Ve) прокатываемого материала на выходном конце стана с удерживаемой оправкой обеспечивают в соответствии с соотношением: 0,15≤Vb/{(Vi+Ve)/2}≤0,70 за счет управления скоростью (Vb) перемещения стержня оправки. Изобретение позволяет предотвратить трудность извлечения стержня оправки из прокатанной трубы после удлинительной прокатки. 1 з.п. ф-лы, 2 табл., 2 ил.
1. Способ изготовления бесшовной стальной трубы, отличающийся тем, что бесшовную стальную трубу изготавливают из высоколегированной стали, содержащей, по меньшей мере, 5% Cr, посредством удлинительной прокатки в непрерывном стане горячей прокатки труб на удерживаемой оправке, имеющем постоянную скорость перемещения стержня оправки в осевом направлении, при этом скорость (Vb) стержня оправки, скорость (Vi) прокатываемого материала на входной стороне стана с удерживаемой оправкой и скорость (Ve) прокатываемого материала на выходном конце стана с удерживаемой оправкой обеспечивают в соответствии с соотношением:
 .
.
2. Способ по п.1, отличающийся тем, что указанное соотношение (1) устанавливают посредством управления величиной, по меньшей мере, скорости Vb перемещения стержня оправки или скорости Vi прокатываемого материала на входной стороне стана с удерживаемой оправкой или скорости Ve прокатываемого материала на выходной стороне стана с удерживаемой оправкой.
| JP 8294711 А, 12.11.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010637C1 |
| Способ продольной прокатки труб | 1990 |
|
SU1801635A1 |

