Изобретение касается способа и прокатной установки для изготовления проволоки, прутков или бесшовных труб на установке для прокатки нагретых металлических материалов, содержащей предусмотренные в направлении прокатки выбираемый при необходимости прошивной прокатный стан, многоклетьевой раскатный стан в качестве главной вытяжной секции, волочильный стан, чистовой прокатный стан и проволочный стан, а также присоединенные перед, между или после устройства, такие как нагревательная печь и печь для подогрева, рольганги, устройства резки и холодильник.
Чтобы обеспечить улучшенную степень использования прокатной установки и использовать для изготовления труб ту же прокатную установку, что и для изготовления проволоки, прутков или тому подобной прокатной продукции, в документе DE 19935647 А1 предложено, что прокатка проволоки, прутков или тому подобного, а также прокатка бесшовных труб осуществляется на одной и той же прокатной установке в две линии прокатки, причем одна секция установки используется как при прокатке труб (бесшовных труб), так и при прокатке сплошных изделий (проволоки, прутков или тому подобного). Хотя количество необходимых в общей сложности агрегатов может уменьшаться, поскольку, например, в прокатной установке могут универсально использоваться имеющиеся печи, устройства резки, холодильник и участки рольгангов, все-таки после нагревающей прокат до температуры прокатки печи и расположенного после нее устройства поперечного транспортирования требуются расположенные рядом друг с другом линия прокатки проволоки или прутков и линия прокатки труб, то есть параллельные рядом друг с другом две отдельные линии прокатки. В этом случае их только позже снова объединяют в направлении материального потока или соответственно в направлении прокатки в общую линию прокатки.
Поэтому в основе изобретения лежит задача разработки способа прокатки и прокатной установки названного выше типа, которые обеспечат оптимизированный способ производства с дополнительно уменьшенными конструктивными затратами.
Эта задача решается способом в соответствии с изобретением благодаря тому, что на главной вытяжной секции применяется 3-валковый непрерывный прокатный стан, который используется как для прокатки труб, так и для прокатки сплошных изделий при изготовлении прутков, проволоки или тому подобного, для чего при прокатке сплошных изделий используемая при прокатке труб длинная оправка отводится в нерабочее положение, и валки, калиброванные для трубной прокатки, заменяются подготовленными для сортовой прокатки валками, калиброванными для большого обжатия по диаметру. Под понятием "непрерывный прокатный стан", иногда также говорят "непрерывный трубопрокатный стан", специалист понимает состоящий из нескольких последовательно расположенных прокатных клетей прокатный стан с внутренней длинной оправкой, как, например, известно из немецкого журнала "Berg- und Huttenmdnnische Monatshefte 130 (1985)" Heft 7, Seiten 205 bis 211.
В то время как в известной прокатной установке линия прокатки сплошных изделий расположена отдельно от линии прокатки труб, в соответствии с изобретением может использоваться одна единственная линия для обеих целей, за счет чего значительно сокращаются не только капитальные затраты, но и производственные затраты и затраты на обслуживание. В основе изобретения лежит использование 3-валковой технологии, поскольку было обнаружено, что несмотря на противоречивые требования - при прокатке труб для предотвращения возникновения обусловленных способом изготовления дефектов внешний диаметр, как правило, изменяется незначительно, а высокое удлинение возникает за счет центрального отверстия, в то время как при прокатке сплошных изделий должно обеспечиваться большое уменьшение диаметра, чтобы обеспечить необходимое удлинение - универсальная прокатка является возможной. Это также возможно потому, что по сравнению с традиционным прошивным косовалковым станом с 2-валковыми клетями в центральной зоне материала не возникает растягивающих напряжений, а также сжимающих напряжений, что значительно уменьшает опасность возникновения внутренних дефектов. Характер напряжений в прокате при прокатке в косовалковом стане с 2 или 3 валками подробно описывается в "Herstellung von Rohren", Verlag Stahleisen 1975, стр. 28-31.
При переходе с одного вида прокатки на другой в соответствии с изобретением для прокатки труб и прокатки сплошных изделий предусматриваются различные валки, у которых за счет соответственно различной калибровки различается поперечное сечение, но внешняя форма которых постоянна, так что замена может быть осуществлена простым образом. При этом конкретное количество 3-валковых устройств или соответственно клетей на главной вытяжной секции зависит от желаемой степени удлинения, причем обжатие за проход или соответственно распределение обжатия по проходам при сортовом прокате отличается от таковых при прокатке труб. Осуществляемые для этого в зависимости от загружаемой или соответственно пустотелой заготовки и соответствующих свойств материала мероприятия являются известными.
Предпочтительный вариант осуществления соответствующего изобретению способа заключается в том, что для предшествующего главной вытяжной секции прошивного стана также используют косовалковый стан с тремя валками, прошивные валки которого при прокатке сплошных изделий при отведенном стержне оправки заменяются на предварительно подготовленные валки сортового проката, калиброванные для уменьшения диаметра. В таком случае используемый в соответствии с изобретением в прошивном стане косовалковый стан с тремя валками при отведенном для прокатки сплошных изделий стержне оправки позволяет изготавливать сортовой прокат различных диаметров за счет предварительного уменьшения, то есть достигаемого уменьшения поперечного сечения, которое пропорционально осуществляемому на всех прокатных станах общему уменьшению. Тем самым прошивной косовалковый прокатный стан реализует универсальное назначение.
Прокатная установка для осуществления способа согласно изобретению имеет на главной вытяжной секции сформированный для осуществления сортовой прокатки или трубной прокатки многоклетьевой 3-валковый непрерывный прокатный стан и устройство для отвода стержня оправки. Непрерывный прокатный стан или соответственно главная вытяжная секция включает расположенные на раме клеть или соответственно комплект валков одного или другого типа, который состоит соответственно из трех валков. Для замены рядом с непрерывным прокатным станом могут быть подготовлены соответствующие клети, которые после удаления прежних клетей из рамы помещаются в рабочее положение. Альтернативно возможна кассетная конструкция или также замена только валков у остающихся на раме корпусов клетей. Стержень оправки при переоснащении 3-валкового непрерывного прокатного стана для прокатки сплошных изделий в более простом случае может перемещаться в нерабочее положение при помощи держателя стержня оправки. Это также имеет место для стержня прошивной оправки предшествующего главной вытяжной секции, в случае трубной прокатки, косовалкового стана, выполненного согласно одному варианту осуществления изобретения также в виде универсально используемого косовалкового прокатного стана с тремя валками.
Предпочтительный вариант осуществления изобретения заключается в том, что с 3-валковым непрерывным прокатным станом главной вытяжной секции согласован регулятор числа оборотов. Этим можно в предпочтительной манере реализовать различную скорость прокатки для труб и для прутков.
Если, предпочтительно, расположенный после главной вытяжной секции волочильный стан имеет два дистанцированных друг от друга узла клетей с предусмотренными между ними имеющими возможность выдвижения концевыми ножницами, то при прокате сплошных изделий плохие концы можно простым образом отрезать перед дальнейшей прокаткой. При этом при прокате труб от использования ножниц можно отказаться.
Предпочтительно к волочильному стану примыкает печь для подогрева. Оттуда термообработанный сортовой прокат или, например, легированная или нелегированная стальная труба попадает на чистовой прокатный стан. Он может включать в себя калибровочный прокатный стан, редукционный прокатный стан или редукционно-растяжной прокатный стан или комбинацию из этих агрегатов.
Если сортовой прокат должен раскатываться до проволоки, то в соответствии с изобретением после холодильника расположен ведущий к проволочному блоку рольганг.
Другие детали изобретения следуют из чертежа конструкции, который в очень схематичном виде представляет на виде сверху соответствующую изобретению прокатную установку.
Представленная на чертеже универсальная прокатная установка обрабатывает на одной линии поданный исходный материал (исходную заготовку) или в бесшовные трубы, или в прутки, в проволоку или в тому подобный сплошной прокат, то есть, в отличие от графического представления, нижняя часть фигуры линейно примыкает к части установки, изображенной в верхней половине чертежа, что указано посредством волнистой линии.
На чертеже показана печь 1 с засыпным устройством 2 для прокатываемого исходного материала или соответственно заготовок, например, полученных методом непрерывного литья. В печи заготовки нагреваются до температуры прокатки. В этом варианте осуществления нагретая исходная заготовка подается из печи на прошивной косовалковый прокатный стан, выполненный в виде косовалкового прокатного стана 3 с тремя валками, в котором заготовка направляется в загрузочный желоб и посредством прокатки на снабженной оправкой стержне превращается в полую заготовку в качестве предварительного этапа к последующей прокатке в бесшовную трубу. Такой косовалковый прокатный стан 3 в трехвалковом исполнении для изготовления труб известен. Если должны прокатываться не трубы, а прутки или проволока, то в косовалковом прокатном стане 3 с тремя валками при удерживаемом или соответственно отводимом от линии прокатки стержне оправки имеет место уменьшение сечения сплошной заготовки и уплотнение структуры.
Из косовалкового прокатного стана 3 с тремя валками осуществляют загрузку полых заготовок или сплошных заготовок на следующее прокатное устройство. Оно содержит главную вытяжную секцию 4, которая сформирована здесь в виде 6-клетьевого 3-валкового непрерывного прокатного стана 5. Однако возможно также другое количество клетей. За ней следует волочильный стан 6, который имеет два расположенных на расстоянии друг от друга блока 6а, 6b клетей. Как между многоклетьевым 3-валковым непрерывным прокатным станом и волочильным станом, так и между обоими узлами 6а, 6b клетей волочильного стана 6 предусмотрены имеющие возможность выдвижения концевые ножницы 8, 9.
При изготовлении труб полая заготовка вытягивается в 6-клетьевом 3-валковом непрерывном прокатном стане 5, а после удаления стержня оправки, что обеспечивается подающим и отводящим держателем стержня оправки, уже в качестве трубной заготовки прокатывается в обоих блоках 6а, 6b клетей волочильного стана 6, в то время как при прокатке сплошных изделий уже 6-клетьевой 3-валковый непрерывный прокатный стан 5, также как и волочильный стан 6, уменьшает сечение сортового проката посредством уменьшения диаметра. До того как уменьшенная трубная заготовка или уменьшенный сортовой прокат подвергнутся окончательной прокатке в редукционно-калибровочном или соответственно в редукционно-вытяжном прокатном стане 10 до трубы или соответственно прутка, прокат в печи 11 для подогрева доводится до необходимой температуры.
Расположенная на выходе из редукционно-калибровочного или соответственно редукционно-растяжного прокатного стана 10 пила 12 для отрезки концов разрезает готовую трубу или соответственно подвергнутый окончательной прокатке сортовой прокат на желаемой длине. После этого изделие с окончательной длиной проходит в холодильник 13. Если же сортовой прокат должен прокатываться в проволоку, то он подается через удлиненный охлаждающий рольганг 14 в проволочный блок 15.
Таким образом, описанная универсальная прокатная установка позволяет прокатку на одной линии как бесшовных труб, так и прутков и проволоки. Кроме того, перед прокаткой сплошных изделий на 6-клетьевом 3-валковом прокатном стане 5 калиброванные для прокатки труб валки заменяются на калиброванные для прокатки сплошных изделий валки, а стержень оправки отводится в нерабочее положение, например, отводом держателя стержня оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ, НАРУЖНЫЙ ДИАМЕТР КОТОРЫХ НЕ ПРЕВЫШАЕТ 170 ММ | 1990 |
|
RU2036031C1 |
| СПОСОБ И ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2401708C2 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| ОБЪЕДИНЕННЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2636792C2 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ, ПРЕССОВАНИЯ И ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ И ЛИГАТУРНЫХ ПРУТКОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2018 |
|
RU2689460C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ КОСОЙ ПРОКАТКИ ТРУБ | 1971 |
|
SU304000A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| СПОСОБ ПРОДОЛЬНОЙ НЕПРЕРЫВНОЙ ПРОКАТКИ БЕСШОВНЫХ ТРУБ | 1992 |
|
RU2097155C1 |
Изобретение относится к области прокатного производства. Задача изобретения - оптимизация технологии и сокращение производственных площадей. Способ включает выбираемые по необходимости операции прошивки, прокатки, волочения, вспомогательные операции. В соответствии с изобретением на главной вытяжной секции осуществляют прокатку в 3-валковом непрерывном прокатном стане, который используют как для прошивной прокатки при изготовлении труб, так и для прокатки сплошных изделий при изготовлении прутков, проволоки или подобных продуктов. При прокатке сплошных изделий применяемый для прошивной прокатки стержень оправки отводят в нерабочее положение и подготовленными для сортового проката валками, калиброванными для обычно большего, чем при прокатке труб, уменьшения диаметра, заменяют валки, калиброванные для прокатки труб. Прокатная установка содержит расположенные в направлении прокатки выбираемые по необходимости прошивной прокатный стан, многоклетьевой удлинительный стан в качестве главной вытяжной секции, волочильный стан, чистовой прокатный стан и проволочный стан, а также нагревательную печь, подогревающую печь, рольганги и холодильник. Главная вытягивающая секция включает многоклетьевой 3-валковый непрерывный прокатный стан и устройство для отвода стержня оправки. Изобретение обеспечивает возможность совмещения технологии прокатки разных изделий без расширения производственных площадей. 2 н. и 7 з.п. ф-лы, 1 ил.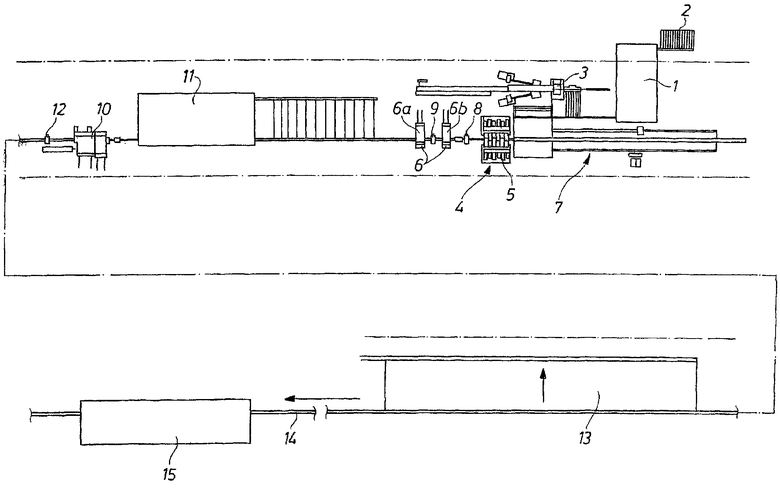
| DE 19935647 A, 08.02.2001 | |||
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2085310C1 |
| US 4592222 A, 03.06.1986 | |||
| СПОСОБ ПРОИЗВОДСТВА ВОДКИ ОСОБОЙ | 2000 |
|
RU2181377C1 |

