Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении строганого шпона.
Известен способ изготовления строганого шпона путем формирования на кряже двух параллельных пластей из расчета получения полноформатных листов шпона с последующим срезанием по одной из пластей в поперечно-продольном или продольно-поперечном направлении листов шпона (Михеев И.И. Производство лущеного и строганого шпона. / И.И.Михеев, В.А.Воронов, В.И.Любченко. - М.: Высшая школа, 1970. - 246 с., с.189-192, рис.102).
Недостатком этого способа строгания шпона являются большие энергетические затраты в процессе производства.
Наиболее близким является способ обработки древесины, предусматривающий срезание стружки ножом, установленным на вращающемся диске (Гороховский К.Ф. Машины и оборудование лесосечных и лесоскладских работ / К.Ф.Гороховский, Н.В.Лившиц. - М.: Экология, 1991. - 528 с, с.318-319, рис.17.15., е).
Недостатком данного способа является невозможность обработки нескольких групп заготовок.
Целью изобретения является расширение технологических возможностей и повышение эффективности получения строганого шпона.
Указанная цель достигается тем, что группы заготовок устанавливаются и фиксируются в пределах площади окружности, которую описывает режущий орган в процессе вращательного движения.
Предлагаемый способ позволяет производить строгание шпона с нескольких групп заготовок в зависимости от их размеров.
В патентной и научно-технической литературе подобного способа строгания шпона нами не обнаружено.
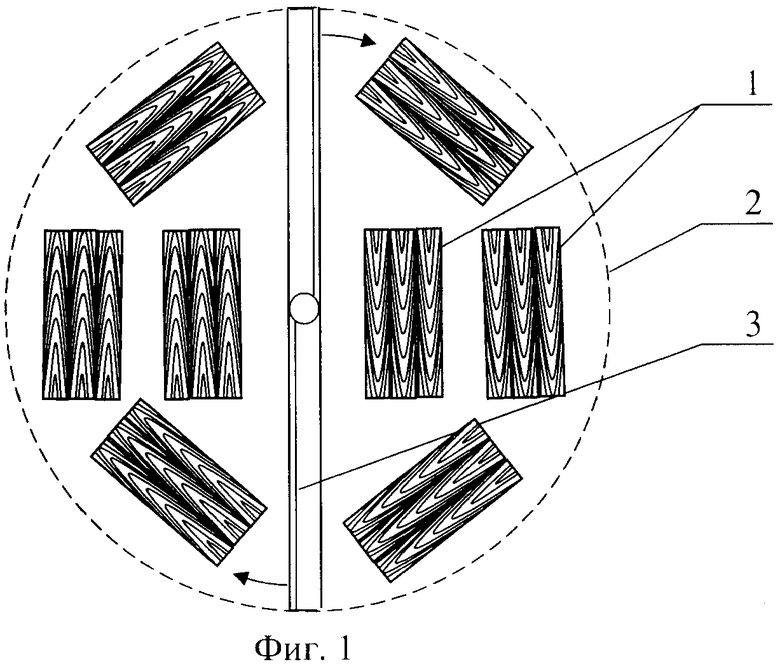
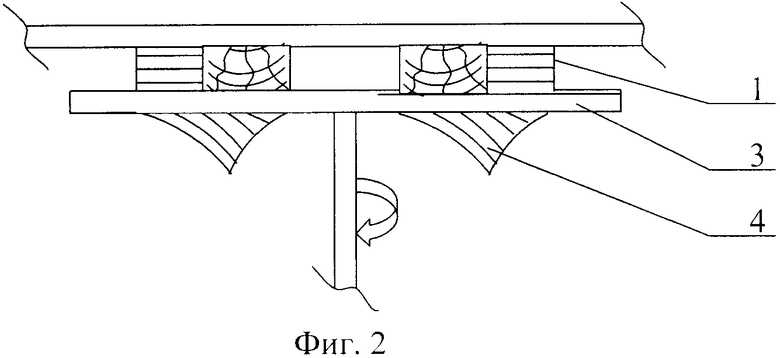
На фиг.1 изображены траектория движения режущего органа и расположение групп заготовок, а на фиг.2 - вид сбоку.
Предлагаемый способ позволяет фиксировать группы заготовок 1 в пределах окружности 2, описываемой режущим органом 3, который совершает вращательное движение и срезает с заготовок листы шпона 4.
Согласно предложенному способу строгание шпона осуществляется следующим образом.
Несколько заготовок одного типоразмера объединяют в группу 1, устанавливают и фиксируют в пределах окружности 2, описываемой режущим органом 3. Режущий орган 3 совершает вращательное движение на полоборота и срезает с заготовок листы шпона 4. После чего происходит опускание групп заготовок 1 или подъем режущего органа 3 на величину толщины срезаемого шпона. Цикл повторяется до тех пор, пока не будут обработаны установленные заготовки.
Использование данного способа позволит повысить экономическую и технологическую эффективности получения строганого шпона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для производства строганого шпона | 2019 |
|
RU2728464C1 |
| ШПОНОСТРОГАЛЬНЫЙ СТАНОК | 2011 |
|
RU2484952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОГАНОГО ШПОНА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2090358C1 |
| СПОСОБ РАСКАЛЫВАНИЯ КОРОТКОМЕРНЫХ ЛЕСОМАТЕРИАЛОВ ВРАЩАТЕЛЬНЫМ ДВИЖЕНИЕМ РАСКАЛЫВАЮЩЕГО ОРГАНА | 2011 |
|
RU2484953C1 |
| Устройство для строгания древесины | 1990 |
|
SU1792367A3 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1998 |
|
RU2174462C2 |
| УНИВЕРСАЛЬНЫЙ ПРИВОД ДЕРЕВООБРАБАТЫВАЮЩИХ УСТРОЙСТВ | 2005 |
|
RU2278022C1 |
| Устройство транспортирования строганого шпона в роликовой сушилке | 1988 |
|
SU1685707A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОГАНОГО ШПОНА ИЗ КОРОТКОМЕРНЫХ ОТХОДОВ ВАНЧЕСОВ | 2016 |
|
RU2624285C1 |
| СТАНОК ДЕРЕВООБРАБАТЫВАЮЩИЙ КРУГЛОПИЛЬНО-СТРОГАЛЬНЫЙ МНОГОПИЛЬНЫЙ | 1998 |
|
RU2147279C1 |
Изобретение относится к деревообрабатывающей промышленности и касается способа изготовления строганого шпона. Группы заготовок устанавливают и фиксируют в пределах площади окружности, которую описывает режущий орган в процессе вращательного движения. Изобретение повышает технологическую эффективность получения строганого шпона. 2 ил.
Способ изготовления строганого шпона, предусматривающий срезание листов шпона режущим органом, отличающийся тем, что объединенные в группу заготовки одного типоразмера устанавливают и фиксируют в пределах окружности, которую описывает режущий орган, посредством вращательного движения на полоборота, срезают с заготовок листы шпона, после чего опускают группы заготовок или поднимают режущий орган на величину толщины срезаемого шпона, при этом цикл повторяют до тех пор, пока не будут обработаны установленные заготовки.
| ФАНЕРОСТРОГАЛЬНЫЙ СТАНОК | 0 |
|
SU189138A1 |
| СТАНОК ДЛЯ СРЕЗАНИЯ ЛИСТОВ ДРЕВЕСИНЫ С БРЕВНА | 2002 |
|
RU2283219C2 |
| УСТРОЙСТВО для КРЕПЛЕНИЯ ЗАГОТОВОК НА ГОРИЗОНТАЛЬНОМ ФАНЕРОСТРОГАЛЬНОМ СТАНКЕ | 0 |
|
SU197143A1 |
| Устройство для резки движущегося длинномерного материала | 1979 |
|
SU1065194A1 |
| УСТРОЙСТВО ДЛЯ РЕЗАНИЯ ДРЕВЕСИНЫ | 1992 |
|
RU2041799C1 |
| US 7395843 B1, 08.07.2008 | |||
| JP 2008142978 A, 26.06.2008. | |||

