Изобретение относится к контактной сварке и может быть использовано на непрерывно-заготовочных станах.
Целью изобретения является упрощение конструкции и снижение металлоемкости технологического оборудования .
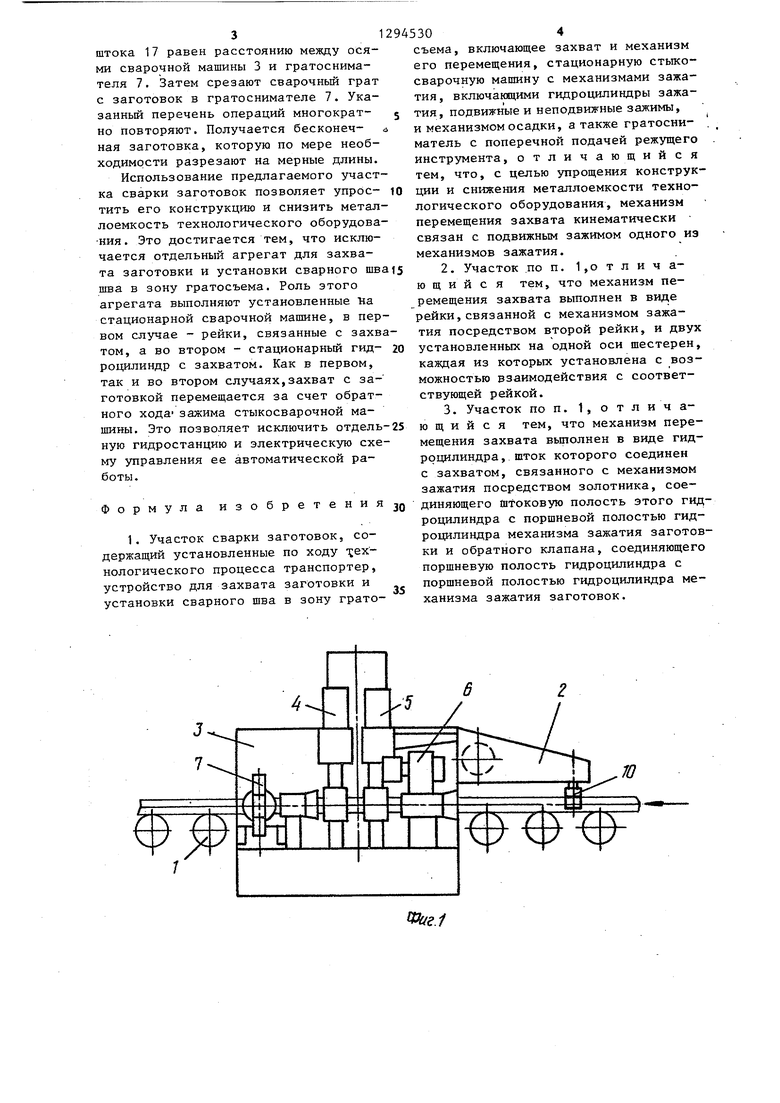
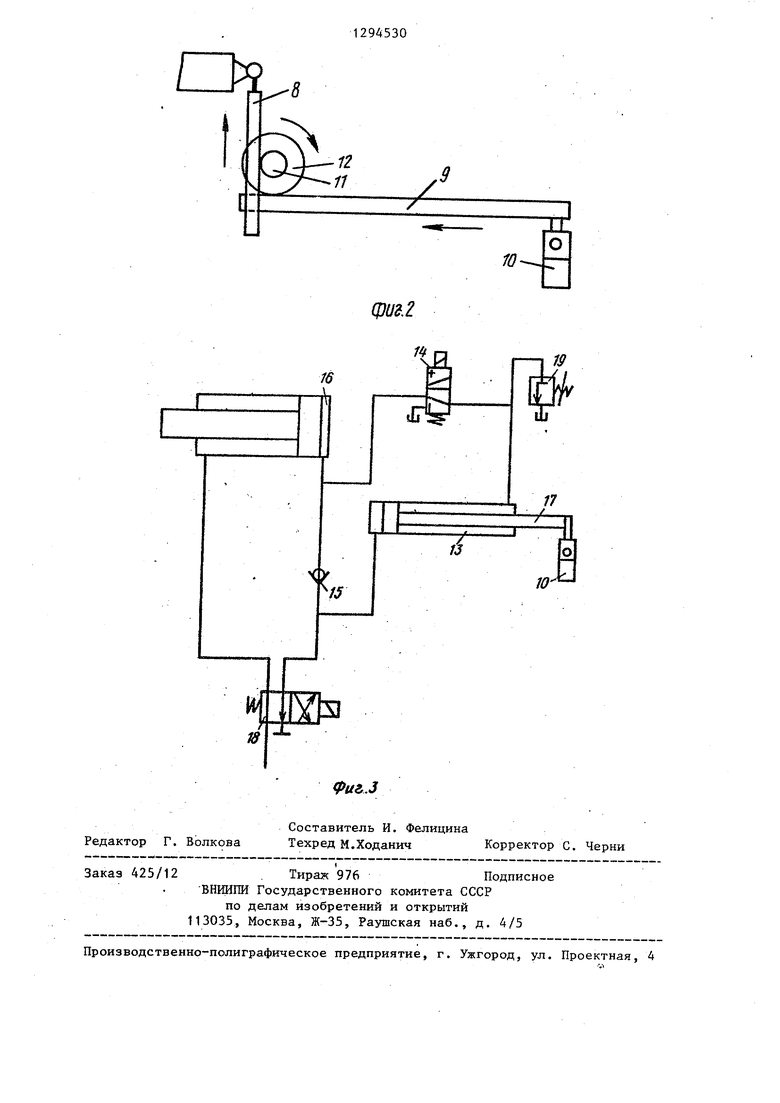
На фиг.1 показана схема участка сварки заготовок; на фиг.2 - механизм перемещения захвата; на фиг.З - схема соединения стационарного гидроцилиндра с гидроцилиндром механизма зажатия заготовок и захватом.
Участок сварки заготовок содержит установленный по ходу технологического процесса транспортер 1, устройство 2 для захвата заготовки и установки сварного шва в зону грато- съема,стационарную стыкосварочную машину 3 С- гидравлическими механиз мами 4 и 5 зажатия и осадки 6 заготовок и гратосниматель 7,
Устройство 2 для захвата заготовки и установки сварного шва в зону гратссъема может быть выполнено в виде двух реек 8 и 9, одна из которых 8 соединена с подвижным зажимом механизма 5 зажатия, а другая - с захватом 10. Рейки 8 и 9 связаны между собой шестернями 11 и 12, установленными на одной оси. Отношение числа зубьев шестерни 11 к числу зубьев шестерни 12 равно отношению длины хода подвижного зажима механизма зажатия к расстоянию между осями гратоснимателя 7 и стационарной сварочной машины 3.
Устройство 2 для захвата заготовки и установки сварного шва в зону гратосъема может быть выполнено в виде стационарного гидроцилиндра 13 штоковая полость которого через золотник 14, а поршневая - через обратный клапан 15 соединены с поршневой полостью гидроцилийдра 16 механизма зажатия, а шток 17 - с захватом 10. Гидравлическая система стационарной стыкосварочной машины 3 содержит также гидрораспределитель 18 механизма зажатия и предохранительный клапан 19.
Участок сварки заготовок работает следующим образом.
Заготовки по транспортеру 1 пода- tor в стыкосварочную машину 3. После установки на оси стыкосварочной машины 3 заднего конца предьщзпцей и переднего конца последующей загото
вок, их зажимают механизмами 4 и 5 зажатия. При этом рейка устройства 2, перемещаясь, приводит во врашение шестерню 11 и 12, а последняя перемещает рейку 9, устанавливая ее в исходное положение. После этого производят сварку заготовок. Зажав заготовку захватом 10 и разводя зажимы 4 и 5 стыкосварочной машины 3, производят перемещение сварного шва из плоскости оси сварки в плоскость оси гратоснимателя 7 обратным ходом элементов устройства 2. Затем срезают сварочный грат с заготовок в гратоснимателе 7. Указанный перечень операций многократно повторяют. Получается бесконечная заготовка, которую по мере необходимости, разрезают на мерные длины.
Работа участка сварки заготовок по схеме, приведенной на фиг.З, осуществляется следукяцим образом.
Заготовки по транспортеру 1 подают в стыкосварочную машину 3. После установки на оси стыкосварочной машины 3 заднего конца предьздущей и переднего конца последующей заготовок, их зажимают механизмами 4 и 5 зажатия. При этом гидрораспределитель 18 занимает левое положение. Масло из напорной магистрали стыкосварочной машины 3 через обратный клапан 15 попадает в поршневую полость гидроци- линдра 16, осуществляя зажатие заготовок. Одновременно с гидрораспределителем 18 автоматически включается золотник 14, который соединяет што- ковую полость стационарного гидроцилиндра 13 со сливом. Масло, поступая
в поршневую полость, перемещает
шток 17 вместе с захватом 10 в исходное положение. После этого производят сварку заготовок. После окончания сварки производят автоматическое
переключение золотника 14 и гидрораспределителя 18. При этом напорная магистраль стыкосварочной машины 3 соединяется со штоковой полостью гид- роцилиндра 16, а его поршневая полость соединяется со штоковой полостью стационарного гидроцилиндра 13.. Перелив масла из одной полости в другую во время подъема зажимного устройства 5 позволяет переместить
шток 17 вместе с захватом 10 в обратное положение, и тем самым произвести перемещение сварного шва из плоскости оси Сварки в плоскость оси гратоснимателя, так как рабочий ход
штока 17 равен расстоянию между осями сварочной машины 3 и гратоснима- теля 7. Затем срезают сварочный грат с заготовок в гратоснимателе 7. Указанный перечень операций многократ- но повторяют. Получается бесконеч- ная заготовка, которую по мере необходимости разрезают на мерные длины.
Использование предлагаемого участка сварки заготовок позволяет ynpdc- тить его конструкцию и снизить металлоемкость технологического оборудова- ния. Это достигается тем, что исключается отдельный агрегат для захвата заготовки и установки сварного цша шва в зону гратосъема. Роль этого агрегата выполняют установленные На стационарной сварочной машине, в первом случае - рейки, связанные с захватом, а во втором - стационарный гид- роцилиндр с захватом. Как в первом, так и во втором случаях,захват с за- готовкой перемещается за счет обратного хода- зажима стыкосварочной машины. Это позволяет исключить отдельную гидростанцию и электрическую схему управления ее автоматической работы.
Формула изобретения
1. Участок сварки заготовок, со- держаш;ий установленные по ходу нологического процесса транспортер, устройство для захвата заготовки и установки сварного шва в зону гратосъема, включающее захват и механизм его перемещения, стационарную стыко- сварочную машину с механизмами зажатия, включающими гидроцилиндры зажатия, подвижные и неподвижные зажимы, и механизмом осадки, а также гратосни- матель с поперечной подачей режущего инструмента, отличающийся тем, что, с целью упрощения конструкции и снижения металлоемкости технологического оборудования, механизм перемещения захвата кинематически связан с подвижным зажимом одного из механизмов зажатия.
2.Участок по п. 1,о т л и ч а- ю щ и и с я тем, что механизм перемещения захвата выполнен в виде рейки,связанной с механизмом зажатия посредством второй рейки, и двух установленных на одной оси щестерен, каждая из которых установлена с возможностью взаимодействия с соответствующей рейкой.
3.Участок по п. 1, о т л и ч а- ю щ и и с я тем, что механизм перемещения захвата вьтолнен в виде гид- ррцилиндра, шток которого соединен
с захватом, связанного с механизмом зажатия посредством золотника, соединяющего штоковую полость этого гидроцилиндра с поршневой полостью гидроцилиндра механизма зажатия заготовки и обратного клапана, соединяющего поршневую полость гидроцилиндра с поршневой полостью гидроцилиндра механизма зажатия заготовок.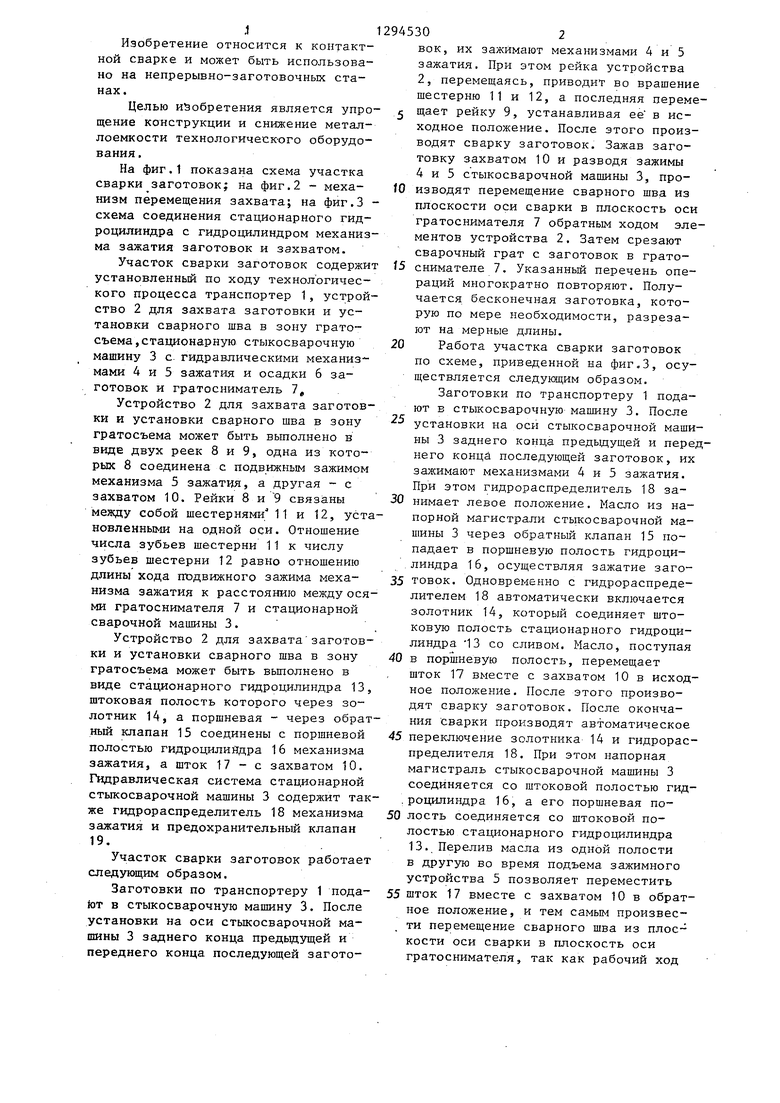
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Пневмогидравлический привод машины для сварки трением | 1986 |
|
SU1333510A1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| Суппорт | 1985 |
|
SU1324802A1 |
Изобретение относится к контактной сварке и может быть использовано на непрерьшно-заготовочных станах. Целью изобретения является упрощение конструкции и снижение металлоемкости технологического оборудования. Участок сварки заготовок содержит ус- тановленньй по ходу технологического процесса транспортер, захват заго- товки с механизмом (М) его перемещения, стационарную, стыкосварочную машину с гидроцилиндрами (Г) зажатия, подвижными и неподвижными зажимами, с М осадки. Участок содержит грато- сниматель с поперечной подачей режущего инструмента. М перемещения захвата связан с подвижным зажимом одного из М зажатия и может быть выполнен в виде двух реек, одна из которых связана с зажимом, а другая - с захватом, и двух установленных на одной оси шестерен, каждая из которых взаимодействует с соответствующей рейкой. М перемещения захвата может быть выполнен в виде Г, шток которого соединен с захватом. Связь зажима с Г осуществляется посредством золотника, соединяющего штоковую полость последнего с поршневой полостью Г зажатия, и обратного клапана, соединяющего поршневую полость Г с поршневой полостью Г зажатия. 2 з.п. ф-лы, 3 ил. 8 (Л ю со 4ib сд со
16
XX
/
1
IS
33
Редактор Г. Волкова
Фиг,.3
Составитель И. Фелицина
Техред М.Ходанич Корректор С. Черни
Заказ 425/12 . Тираж 976Подписное
ВННИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг,2
ij 19
IT
1 , /
17
Ю
| Кабанов И.С., Чередничок В.Г | |||
| Сварка в металлургической промьшшен- ности ФРГ | |||
| - Автоматическая сварка, 1963, № 4, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Состав для диффузионного насыщения алюминия и его сплавов | 1980 |
|
SU945242A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
