Область техники, к которой относится изобретение
Настоящее изобретение относится к машинам формирования стеклянных изделий, в частности к устройствам охлаждения кольца горловины в машине формирования стеклянных изделий.
Уровень техники
Машина формирования стеклянных изделий содержит обычно узел поворотного рычага, который совершает периодические колебания или поворачивается примерно на 180° для того, чтобы переместить черновую заготовку из пустой формы в окончательную обдуваемую форму, в которой стеклянное изделие приобретает свою окончательную форму. Каплю стекла подают в обдуваемую сжатым воздухом полость пустой литьевой формы и формируют черновую заготовку, которую переносят с помощью кольца горловины на поворотном рычаге. Поворотный рычаг затем переворачивают, вращая вокруг продольной оси с тем, чтобы черновую заготовку поместить в окончательную литьевую форму. После этого поворотный рычаг возвращают в его исходное положение вблизи пустой формы для выполнения следующего цикла. Для поддержания податливости формы расплавленных стеклянных капель в процессе их преобразования в изделия из стекла, такие как стеклянные емкости, требуется большое количество тепла. Следовательно, устройства, преобразующие стеклянные капли в стеклянные полости, должны быть способны работать при высоких температурах.
Раскрытие изобретения
Устройство подачи охлажденного воздуха на кольцо горловины в машине формирования стеклянных изделий, которая содержит, по меньшей мере, одну пустую стационарную отливочную форму с поршневым цилиндром на оси, по меньшей мере, один рычаг с кольцами горловины, устанавливаемый произвольно вдоль оси пустой отливочной формы, по меньшей мере, одно кольцо горловины, установленное на рычаге и перемещаемое в положение для формовки вдоль оси пустой отливочной формы. Устройство содержит, по меньшей мере, одну полость со сжатым воздухом, расположенную на пустой отливочной форме, при этом в полости со сжатым воздухом имеется внутренняя область, в которую сбоку вдоль оси подается поток охлажденного воздуха, по меньшей мере, одно выпускное отверстие, сделанное вблизи оси, и сменную поршневую пластину, постоянно установленную с перекрытием на, по меньшей мере, части полости со сжатым воздухом и имеющую набор аксиальных отверстий, в которые подается воздух из полости со сжатым воздухом. Устройство далее содержит ряд отверстий в рычаге с кольцами горловины, в которые подается воздух из отверстий в сменной поршневой пластине через зазор между рычагом кольца горловины и сменной поршневой пластиной, когда рычаг с кольцами горловины перекрывает сменную поршневую пластину, и ряд воздушных каналов в упомянутом кольце горловины, в которые поступает воздух из отверстий в рычаге с кольцами горловины.
В одном предпочтительном варианте осуществления настоящего изобретения упомянутая пустая отливочная форма установлена на полой секции корпуса, в которой под давлением находится охлажденный воздух, а устройство далее содержит воздушный канал, проходящий из секции корпуса и сообщающийся с внутренней областью полости со сжатым воздухом. Таким путем охлажденный воздух непосредственно подается из секции корпуса через узел поворотного рычага на средство регулировки кольца горловины.
Другим отличительным признаком настоящего изобретения является способ охлаждения кольца горловины в машине формирования стеклянных изделий, содержащей секцию корпуса с охлаждающим воздухом и соосный поршневой цилиндр. Способ включает этапы по созданию полости со сжатым воздухом, имеющей внутреннюю область, определяющую путь потока, который движется радиально к оси и вдоль выпускного отверстия, созданию воздушного канала вблизи кольца горловины, при этом упомянутый канал расположен вдоль оси выпускного отверстия полости со сжатым воздухом, и подаче охлажденного воздуха из секции корпуса в воздушный канал, благодаря чему охлажденный воздух движется радиально в полость со сжатым воздухом вдоль оси канала, затем вдоль оси из выпускного отверстия в воздушные каналы, обеспечивая охлаждение кольца горловины.
Краткое описание чертежей
Эти и другие цели, особенности, преимущества и отличительные признаки настоящего изобретения будут ясны из нижеследующего подробного описания предпочтительных вариантов осуществления настоящего изобретения и наилучших режимов работы, прилагаемой формулы и прилагаемых чертежей, на которых изображено следующее.
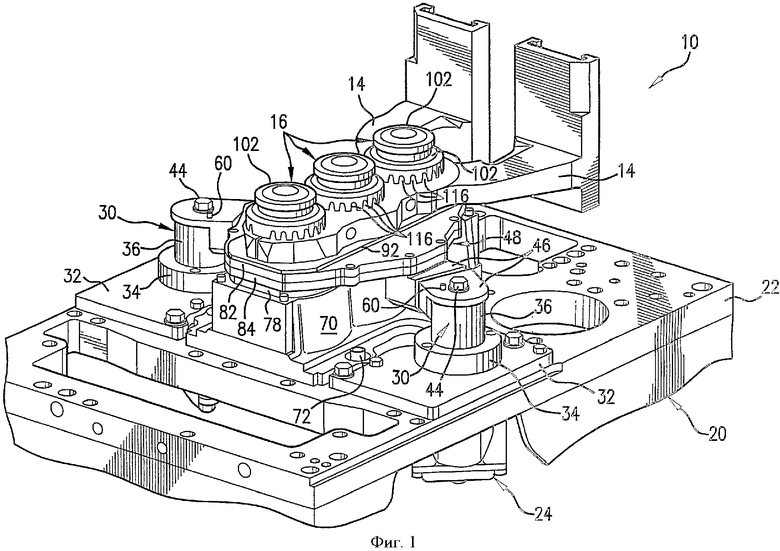
На фиг.1 приведен вид в пространстве части отдельной секции машины формирования стеклянных изделий и поворотного рычага в сборе вместе с кольцом горловины согласно предпочтительному варианту осуществления настоящего изобретения.
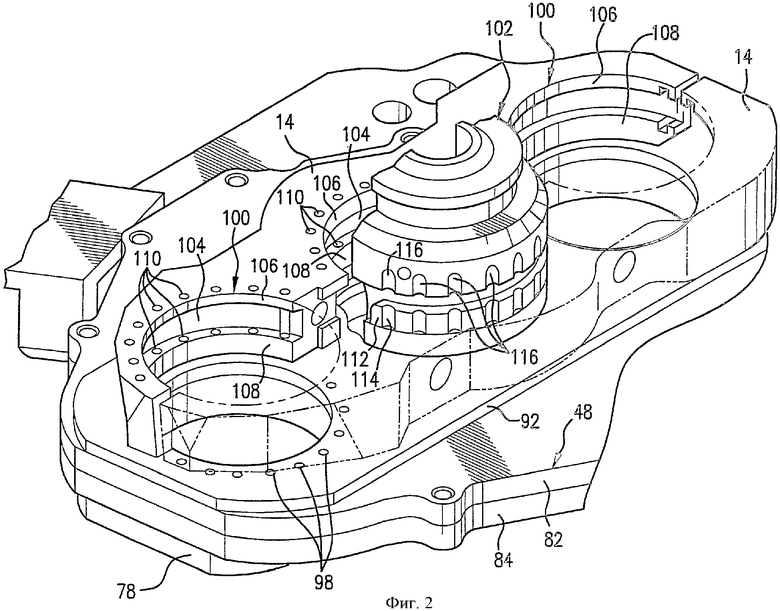
На фиг.2 приведен увеличенный вид в пространстве поворотного рычага в сборе по фиг.1 со снятыми некоторыми деталями кольца горловины.
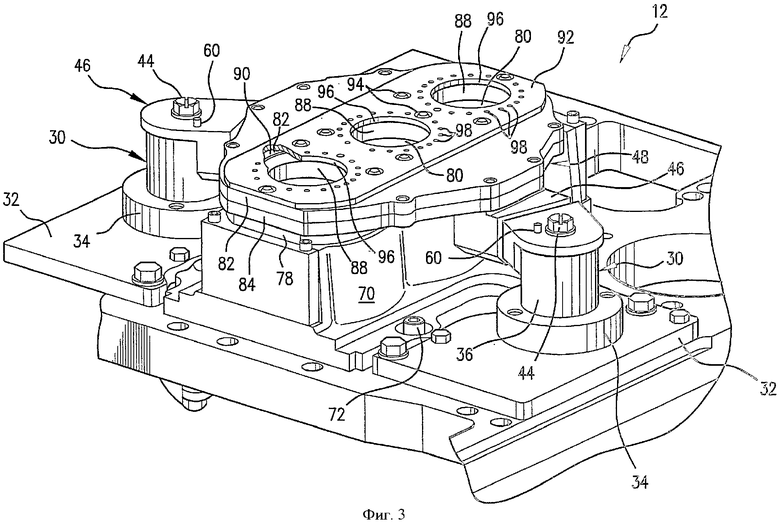
На фиг.3 приведен частичный вид в пространстве узла с частью верхней платы коробки и кольцами горловины на полости со сжатым воздухом.
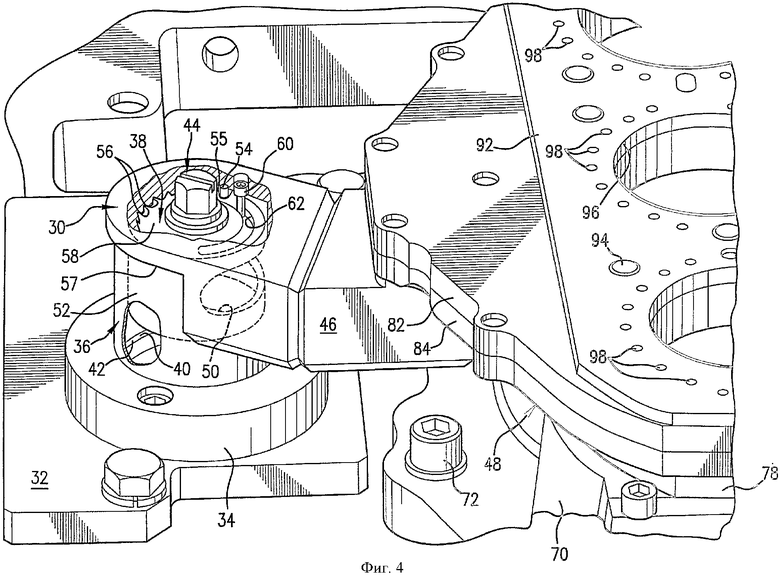
На фиг.4 приведен увеличенный вид в пространстве узла с частью кольца горловины на полости со сжатым воздухом и демпферным клапаном, который частично откинут, чтобы показать детали демпферного клапана.
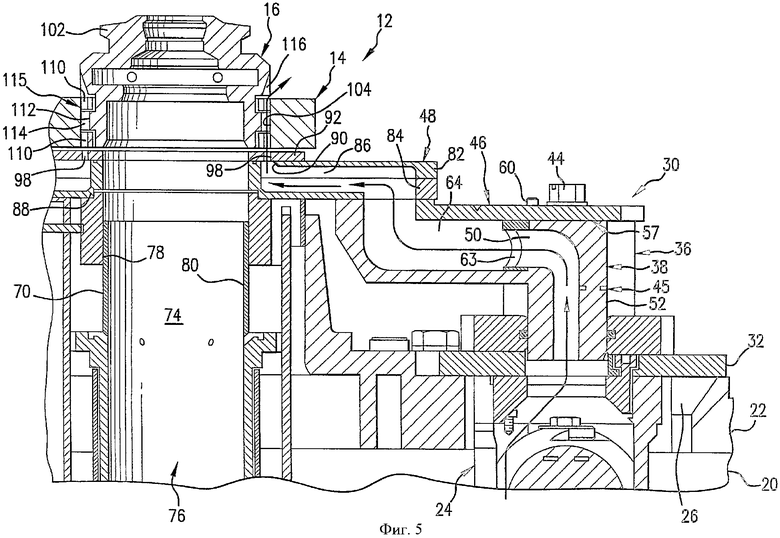
На фиг.5 приведен частичный разрез узла с частью кольца горловины на полости со сжатым воздухом, показывающий путь воздуха через него.
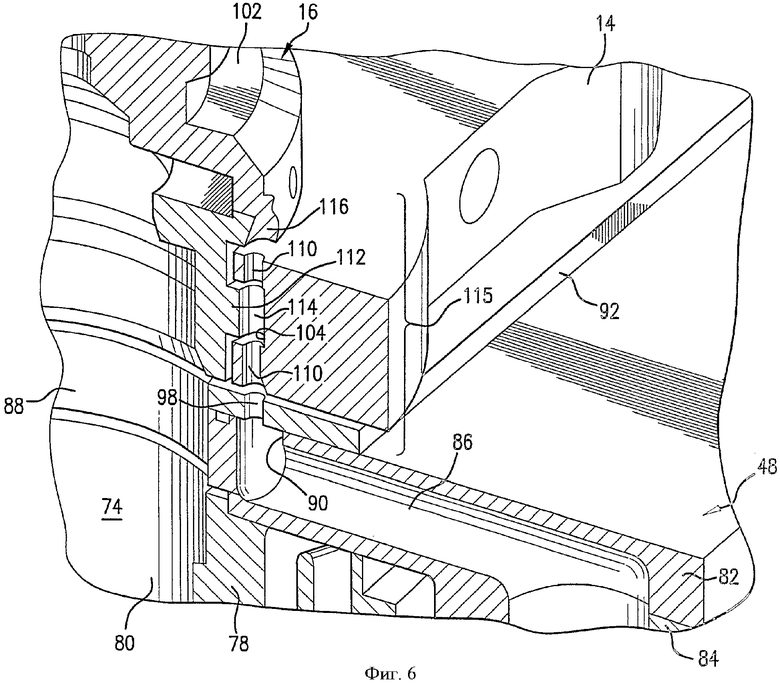
На фиг.6 приведен частичный вид в пространстве части кольца горловины на накопителе со сжатым воздухом.
Осуществление изобретения
На фиг.1 приведена часть отдельной секции машины 10 формирования изделий из стекла, содержащей узел охлаждения кольца горловины 12 в соответствии с одним предпочтительным вариантом осуществления настоящего изобретения. Отдельная секция машины 10 формирования стеклянных изделий содержит пустую форму, в полости которой из подаваемых капель стекла образуются стеклянные черновые заготовки, переносимые кольцами горловины 16 на рычаги 14 кольца горловины. Рычаги 14 кольца горловины выполнены в виде узла поворотного рычага (не показан) и поворачиваются на 180° относительно продольной оси, располагая стеклянные заготовки, переносимые кольцами 16, в полость окончательной обдуваемой формы. В окончательной обдуваемой форме стеклянные заготовки выдувают в изделия из стекла, такие как стеклянные емкости. Изделия из стекла снимают с колец горловины 16 и рычаги 14 возвращаются назад в исходное положение вблизи пустой формы для последующего цикла. Поворотный рычаг такого типа, применяемый как отдельная секция машины, описан в патентном документе США 2005/0005647 А1, взятом в данном описании в качестве прототипа. Конструкции корпуса секций, пустой формы, окончательных форм также могут быть общепринятыми, за исключением деталей, отмеченных в данном описании.
Машина формирования стеклянных изделий содержит корпус секции 20, верхняя плата 22 которого показана на фиг.1. Корпус секции 20 закрыт, и в предпочтительном варианте в него подают охлажденный воздух под давлением около 2-3 атм, в данном варианте осуществления настоящего изобретения без ограничения. Вблизи выпускного отверстия 26 (фиг.5) на верхней плате 22 установлен клапан 24, который управляет потоком проходящего через него охлажденного воздуха. Клапаном 24 можно управлять с помощью удаленного соленоида или пневматического устройства, которые приводят его в закрытое и открытое положения. В закрытом положении клапан 24 перекрывает поток холодного воздуха, идущий из корпуса секции 20 через выпускное отверстие 26, а в открытом положении клапан 24 пропускает поток холодного воздуха из выпускного отверстия 26.
Узел клапана потока холодного воздуха или демпферного клапана 30 расположен по ходу потока из выпускного отверстия 26 и управляет мощностью проходящего через него потока холодного воздуха. Узел демпферного клапана 30 смонтирован на плате основания 32, прикрепленной к верхней плате 22, и содержит цилиндрическое кольцо 34, прикрепленное к плате основания 32, цилиндрический корпус 36, расположенный внутри кольца 34, и корпус клапана 38 (фиг.4 и 5), расположенный внутри корпуса 36. Корпус 36 в предпочтительном варианте скользит в кольце 34 вдоль его оси и в верхней плате 22 корпуса секции. Как показано на фиг.4, на внутренней поверхности кольца 34 в предпочтительном варианте имеется кольцевая канавка 40, в которой между кольцом 34 и корпусом 36 размещают О-образное кольцо или другой уплотнитель 42, обеспечивающий хорошее уплотнение между ними. Корпус 36 прикреплен к боковому захвату или трубке 46, которая в свою очередь присоединена к полости со сжатым воздухом 48 и перемещается вместе с ней, как ниже будет описано более подробно.
Клапан 38 вращается внутри корпуса 36 на общем валу и болте 44 и удерживается в корпусе 36 на оси с помощью установочного кольца 45. В предпочтительном варианте клапан 38 представляет собой полый цилиндр с кольцевым отверстием 50, расположенным вдоль оси в его боковой стенке 52 и определяющим путь охлаждающего воздуха из секции корпуса к кольцам горловины 16. Шарик фиксатора 54 может быть установлен в клапане 38 вместе со сжатой пружиной 55, которая загоняет шарик фиксатора 54 в одно или более отверстий или углублений 56, сделанных на внутренней поверхности 57 трубки в сборе 46, обеспечивая фиксацию клапана 38 в одном из множества положений. Максимальный поворот клапана 38 контролируется винтом 60, расположенным в кольцевой щели 62 на верхней стороне 58 клапана 38, при этом поворот клапана 38 ограничивается из-за сцепления винта 60 с концами щели 62.
Отверстие 50 в клапане 38 располагают соосно с отверстием 63 (фиг.5) в корпусе 36, которое сообщается с каналом 64, образованным на трубке в сборе 46. В предпочтительном варианте клапан 38 может поворачиваться таким образом, что отверстие 50 полностью не совпадает с каналом 64, благодаря чему при необходимости полностью прекращается или, по меньшей мере, существенно ограничивается поток холодного воздуха в канале 64. Клапан 38 можно также вручную поворачивать в различные положения, определяемые фиксирующим устройством, с тем, чтобы изменять или регулировать пропускной канал в отверстии 50, которое соосно с каналом 64, благодаря чему регулируется мощность потока, проходящего через клапан в канал 64.
В предпочтительном варианте трубка 46 выходит наружу из полости со сжатым воздухом 48 и может быть частью полости со сжатым воздухом 48, которая установлена и закреплена на корпусе 70 поршневого цилиндра, установленном на верхней секции платы 22 с помощью винтов 72. Корпус 70 поршневого цилиндра содержит в показанном предпочтительном варианте три цилиндрических полости 74, в которых находятся, по меньшей мере, частично три отдельных поршневых цилиндра 76, в каждый из которых вводят поршень для каждой отдельной секции для сжатия и выдува заготовок машины формирования стеклянных изделий. Ось каждого поршневого цилиндра 76 параллельна оси пустой литьевой формы. Чашка поршневого цилиндра 78 может быть расположена на корпусе поршневого цилиндра 70 и в предпочтительном варианте содержит кольцевую и цилиндрическую юбку 80 для каждого поршневого цилиндра 76, так что чашка 78 является частью поршневых цилиндров 76. Высота корпуса 36 демпферного клапана изменяется с изменением высоты поршневого цилиндра, который поднимает и опускает прикрепленную к нему полость со сжатым воздухом 48. Чтобы воспринимать такие изменения вдоль оси по высоте трубки в сборе 46, корпус демпферного клапана 36 со скольжением вставлен в кольцо 34 с воздушным уплотнением, выполненным с помощью уплотнителя 42 между ними и работающим во всех положениях корпуса демпферного клапана 36.
Другой конец канала 64 трубки в сборе 46 сообщается с полостью со сжатым воздухом 48. В предпочтительном варианте полость со сжатым воздухом 48 содержит пару плит 82, 84, состыкованных вместе и имеющих канал или внутреннюю область со сжатым воздухом 86 между ними, что обеспечивает движение потока воздуха от трубки в сборе 46 в область со сжатым воздухом 86. По меньшей мере, одна из пластин содержит ряд цилиндрических отверстий 88, коаксиальных с полостями 74 для поршней и удерживающих часть поршневых цилиндров 76. Как это лучше показано на фиг.2, в предпочтительном варианте верхняя плита 82 полости со сжатым воздухом 48 содержит ряд дуговидных щелей, которые определяют выпускные отверстия 90 вблизи отверстий 88 и направлены радиально наружу от них, при этом каждое из них сообщается с полостью со сжатым воздухом 86 и обеспечивает движение охлажденного воздуха через нее. Соответственно выпускные отверстия 90 расположены вблизи осей соответствующих им поршневых цилиндров 76.
Поршневая сменная крышка 92 расположена на верхней плите 82 полости со сжатым воздухом 48 и при работе расположена рядом с рычагами 14 кольца горловины, когда рычаги 14 кольца горловины расположены на боковой стороне пустой литьевой формы отдельной секции машины 10 формирования стеклянных изделий. Поршневая сменная крышка 92 может быть постоянно присоединена к полости со сжатым воздухом 48 с помощью ряда болтов 94. Поршневая сменная крышка 92 в предпочтительном варианте содержит ряд отверстий 96, при этом каждое из отверстий 96 расположено соосно с каждой отдельной полостью 74 поршня и частично удерживает цилиндр 76 поршня. Соосно ориентированные отверстия 98 в поршневой сменной крышке 92 располагаются в радиальном направлении наружу от каждого отверстия 96 и по окружности одно от другого, при этом каждое отверстие 98 так ориентировано по отношению к каждому выпускному отверстию 90 в полости со сжатым воздухом 48, чтобы обеспечить движение потока воздуха из полости со сжатым воздухом 48 через отверстия 98 поршневой плиты.
Как лучше видно на фиг.2, рычаги 14 кольца горловины в предпочтительном варианте зеркально отображают друг друга, при этом каждый из них содержит ряд дугообразных углублений 100, которые при закрытом положении рычагов образуют ряд круговых отверстий, которые в предпочтительном варианте расположены соосно по отношению к поршневым цилиндрам 76. На рычагах имеется ряд наборов колец 16 горловины, каждое с набором крепящих средств, состоящих из двух половин 102 кольца горловины. Одна половина 102 кольца горловины расположена на одном из рычагов 14 кольца горловины, так что когда рычаги 14 сомкнуты вместе, кольца 16 горловины перемещаются в закрытое положение, при этом половины 102 каждого набора колец 16 смыкаются вместе. Рычаги 14 колец горловины также имеют возможность перемещаться в сторону один от другого, что дает возможность разделить половины 102 колец горловины 16 и отделить кольца горловины 16 от конечного отлитого стеклянного изделия.
Как лучше видно на фиг.2, каждое кольцо горловины 16 рычага содержит направленный радиально внутрь дугообразный канал 104, в котором находится часть кольца 16, что позволяет облегчить крепление и размещение колец 16 на рычаге 14. Канал 104 снабжен, в частности, верхним и нижним ободками 106, 108 соответственно, в которых сделан ряд соосных отверстий или проходов 110, при этом каждое отверстие 110 выходит в канал 104 и расположено вдоль окружности относительно соседних отверстий 110. Кроме этого, каждое отверстие 110 в предпочтительном варианте соосно со сквозным отверстием 98 в сменной поршневой плите 92, за счет чего в него попадает воздух, проходящий через сменную поршневую плиту 92 и зазор между сменной поршневой плитой 92 и рычагами 14, когда рычаги 14 располагаются над сменной поршневой плитой 92.
Каждая половина 102 каждого набора колец горловины 16 содержит направленный радиально наружу фланец 112, расположенный в углублении 104 рычага 14. Расположенные соосно щели 114 на фланце 112 образуют часть множества воздушных каналов 115, которые направляют поток воздуха между рычагом 14 и кольцами горловины 16. Кольца горловины 16 в предпочтительном варианте также содержат множество щелей 116, или полостей, проходящих над рычагами 14, которые также образуют часть воздушного канала, через который воздух, проходящий через рычаги 14, выходит в атмосферу. Верхние щели 116, или полости, в предпочтительном варианте расположены наклонно или клиновидно по радиусу наружу, так что поток воздуха с помощью колец горловины 16 выводится наружу от конечной заготовки или пустых отливочных форм, предотвращая чрезмерное охлаждение пустых отливочных форм или сосудов. В других вариантах конструкция рычагов 14 или колец горловины 16 может быть общепринятой, включающей центральное отверстие, расположенное на оси с поршневыми цилиндрами, когда крепящее средство кольца находится в положении, в котором формируется и удерживается стеклянное изделие.
Соответственно, как показано на фиг.5 и 6, охлажденный воздух поступает под давлением из секции 20 вверх или вдоль оси через управляющий потоком клапан 24 в демпферный клапан 30, далее вдоль оси внутрь канала 64 узла 46, внутрь поршневых цилиндров, вдоль оси внутрь области со сжатым воздухом 48 и через сменную поршневую плиту 92 внутрь рычагов 14 с кольцами горловины. В рычагах 14 охлажденный воздух проходит вдоль оси через отверстия 110 в рычаги 14 и щели 114, 116 в кольцах горловины 16, обеспечивая их охлаждение в рабочем режиме. Желательно, чтобы путь потока охлаждающего воздуха от секции 20 к рычагам 14 и кольцам горловины 16 был бы отделен от системы охлаждения пустых отливочных форм или других элементов каждой секции машины 10 формирования стеклянных изделий. Соответственно кольца горловины 16 и рычаги 14 могут охлаждаться независимо от охлаждения других элементов каждой секции машины 10 формирования стеклянных изделий.
Хотя выше были раскрыты предпочтительные варианты осуществления настоящего изобретения в целях иллюстрации, специалистам в данной области техники понятно, что возможны различные дополнения, модификации и изменения, не выходящие за предмет настоящего изобретения, описанный в прилагаемой формуле.
Изобретение относится к машинам формирования стеклянных изделий. Технический результат - повышение степени охлаждения кольца горловины. Устройство подачи охлажденного воздуха на кольцо горловины в машине формирования стеклянных изделий, которая содержит, по меньшей мере, одну полость со сжатым воздухом, расположенную на упомянутой пустой отливочной форме и имеющую внутреннюю область, в которую сбоку вдоль оси подается поток охлажденного воздуха. Устройство имеет, по меньшей мере, одно выпускное отверстие, сделанное вблизи оси, сменную поршневую плиту, установленную с перекрытием на, по меньшей мере, части полости со сжатым воздухом и имеющую набор аксиальных отверстий, в которые подается воздух из полости со сжатым воздухом, ряд отверстий в рычаге с кольцами горловины, в которые подается воздух из отверстий в сменной поршневой плите через зазор между рычагом кольца горловины и сменной поршневой плитой, когда рычаг с кольцами горловины перекрывает сменную поршневую плиту, и ряд воздушных каналов в кольце горловины, в которые поступает воздух из отверстий в рычаге с кольцами горловины. 2 н. и 18 з.п. ф-лы, 6 ил.
1. Устройство подачи охлажденного воздуха на кольцо горловины (16) в машине (10) формирования стеклянных изделий, которая содержит, по меньшей мере, одну пустую стационарную отливочную форму с поршневым цилиндром (76) на оси, по меньшей мере, один рычаг (14) с кольцами горловины, устанавливаемый произвольно вдоль оси пустой отливочной формы; по меньшей мере, одно кольцо горловины (16), установленное на рычаге и перемещаемое в формовочное положение упомянутой пустой отливочной формы вдоль упомянутой оси; по меньшей мере, одну полость со сжатым воздухом (48), расположенную на упомянутой пустой отливочной форме, при этом в упомянутой полости со сжатым воздухом имеется внутренняя область (86), в которую сбоку вдоль упомянутой оси подается поток охлажденного воздуха, и, по меньшей мере, одно выпускное отверстие (90), сделанное вблизи упомянутой оси; сменную поршневую плиту (92), постоянно установленную на, по меньшей мере, части упомянутой полости со сжатым воздухом и имеющую набор аксиальных отверстий (98), в которые подается воздух из упомянутой полости со сжатым воздухом; ряд отверстий (110) в упомянутом рычаге с кольцами горловины, в которые подается воздух из упомянутых отверстий в упомянутой сменной поршневой плите через зазор между упомянутым рычагом и упомянутой сменной поршневой плитой, когда упомянутый рычаг перекрывает упомянутую сменную поршневую плиту, и ряд воздушных каналов (115, 116) в упомянутом кольце горловины, в которые поступает воздух из упомянутых отверстий в рычаге с кольцами горловины.
2. Устройство по п.1, в котором упомянутая пустая отливочная форма установлена на полой секции (20) корпуса, в которой под давлением находится охлажденный воздух и которое далее содержит воздушный канал, проходящий из упомянутой секции корпуса и сообщающийся с упомянутой внутренней областью полости со сжатым воздухом.
3. Устройство по п.2, в котором упомянутый воздушный канал содержит управляющий клапан (24), который регулирует подачу охлажденного воздуха в упомянутую полость со сжатым воздухом, когда упомянутый рычаг с кольцами горловины перекрывает упомянутую сменную поршневую плиту.
4. Устройство по п.3, в котором упомянутый воздушный канал содержит демпферный клапан (30), регулирующий в его открытом положении поток воздуха в упомянутую область со сжатым воздухом.
5. Устройство по п.4, в котором упомянутый демпферный клапан окружен цилиндрическим корпусом (36), который с возможностью регулировки и уплотнения установлен на упомянутой секции корпуса.
6. Устройство по п.5, в котором упомянутый корпус (36) перемещается вдоль оси относительно секции корпуса.
7. Устройство по п.4, в котором упомянутый демпферный клапан (30) содержит фиксирующий механизм (54, 55, 56), который позволяет устанавливать его во множестве фиксированных положений, соответствующих множеству величин потока воздуха через демпферный клапан.
8. Устройство по п.4, которое содержит также зажим (46), удерживающий демпферный клапан (30), и канал (64), один конец которого сообщается с демпферным клапаном для получения воздуха, выходящего из демпферного клапана, а другой конец сообщается с полостью со сжатым воздухом, обеспечивая подачу воздуха из демпферного клапана в полость со сжатым воздухом.
9. Устройство по п.8, в котором упомянутый канал (64) в зажиме (46) содержит часть, ориентированную в основном радиально внутрь по направлению к области со сжатым воздухом, и часть, вытянутую вдоль оси по направлению к полости со сжатым воздухом.
10. Устройство по п.1, в котором упомянутые воздушные каналы (115, 116) в упомянутом кольце горловины содержит часть (116), сделанную для того, чтобы направлять воздух радиально наружу от нее.
11. Устройство по п.10, в котором упомянутая часть (116) упомянутых воздушных каналов в упомянутом кольце горловины проходит по оси упомянутого кольца горловины и радиально на конус относительно него.
12. Устройство по п.1, в котором кольцо горловины (16) содержит часть (114), сделанную рычаге с кольцом горловины и часть, выходящую наружу рычага с кольцом горловины, и упомянутый воздушный канал образован, по меньшей мере, частично, каждой из упомянутых частей кольца горловины.
13. Устройство по п.2, которое также содержит демпферный клапан (30), служащий для управления потоком охлажденного воздуха, выходящим из упомянутой секции (20) корпуса упомянутой полости со сжатым воздухом (48).
14. Устройство по п.13, в котором упомянутый демпферный клапан (30) содержит выпускное отверстие и является регулируемым с тем, чтобы изменять сечение выпускного отверстия для потока.
15. Устройство по п.13, в котором демпферный клапан (30) расположен на полости со сжатым воздухом (48) и регулируется в осевом направлении относительно секции (20) корпуса.
16. Способ охлаждения кольца горловины (16) в машине (10) формирования стеклянных изделий, содержащей секцию (20) корпуса с охлаждающим воздухом и поршневой цилиндр (76) с осью, включающий следующие этапы: создание полости со сжатым воздухом (48), имеющей внутреннюю область, определяющую путь потока, который проходит радиалыю к упомянутой оси и аксиально относительно выпускного отверстия; создание воздушного канала (115, 116) вблизи упомянутого кольца горловины, при этом упомянутый канал расположен вдоль оси выпускного отверстия полости со сжатым воздухом, и подачу охлажденного воздуха из упомянутой секции корпуса в упомянутый воздушный канал, благодаря чему охлажденный воздух движется радиально в упомянутую полость со сжатым воздухом вдоль упомянутой оси, затем аксиально из упомянутого выпускного отверстия в упомянутые воздушные каналы, обеспечивая охлаждение кольца горловины.
17. Способ по п.16, в котором кольцо горловины (16) расположено на рычаге (14) с кольцами горловины, а упомянутый воздушный канал (115, 116), по меньшей мере, частично образован в упомянутом рычаге с кольцами горловины, за счет чего упомянутый этап подачи охлажденного воздуха также содержит подачу охлажденного воздуха в, по меньшей мере, часть рычага с кольцами горловины.
18. Способ по п.16, который также включает этап установки демпферного клапана (30) между секцией корпуса и полостью со сжатым воздухом, при этом упомянутый демпферный клапан содержит регулируемое выпускное отверстие, управляющее величиной потока охлажденного воздуха в полость со сжатым воздухом.
19. Способ по п.16, в котором упомянутая полость со сжатым воздухом (48) установлена с возможностью регулировки на упомянутой секции (20) корпуса, и который включает также этап регулировки положения полости со сжатым воздухом относительно секции корпуса.
20. Способ по п.19, который также включает этап обеспечения уплотнения на пути потока между полостью со сжатым воздухом и секцией корпуса, которое поддерживает герметичность на пути потока между секцией корпуса и полостью со сжатым воздухом во всех положениях полости со сжатым воздухом.
| US 5900035 A, 04.05.1999 | |||
| RU 2002119222 A, 27.01.2004 | |||
| Устройство для охлаждения форм стеклоформующих машин | 1988 |
|
SU1546440A1 |
| DE 19838698 A1, 02.03.2000 | |||
| Способ образования отрезной щели | 1980 |
|
SU896957A1 |

