Изобретение относится к области машиностроения и может быть использовано, в частности, в металлообработке, приборостроении, станкостроении и инструментальной промышленности для повышения эксплуатационных характеристик изделий, изготовленных из инструментальных, конструкционных сталей и т.д., работающих на предельных механических нагрузках, при изготовлении машин и инструмента.
Низкое качество режущего, штампового инструмента, деталей является существенной проблемой, связанной с металлообработкой.
Одним из путей решения данной проблемы является термическая обработка стальных деталей, которую проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо наоборот, сделать металл более мягким, легче поддающимся механической обработке.
В зависимости от температур нагрева и способа последующего охлаждения различают следующие виды термической обработки: закалка, отпуск и отжиг. Закалка придает стальной детали большую твердость и износоустойчивость. Для этого деталь нагревают до определенной температуры, выдерживают некоторое время, чтобы весь объем материала прогрелся, а затем быстро охлаждают. Отпуск закаленных деталей уменьшает их хрупкость, повышает вязкость и снимает внутренние напряжения. Термообработку (закалку и отпуск) деталей простой формы (валики, оси, зубила, кернеры) часто делают за один раз. Нагретую до высокой температуры деталь опускают на некоторое время в охлаждающую жидкость, затем вынимают. Отпуск происходит за счет тепла, сохранившегося внутри детали.
Кроме указанного, существуют другие методы и соответствующее оборудование для обработки металлов с целью их упрочения и увеличения износостойкости. Это, например, химико-термическое, лазерное и плазменное упрочение, воздействие ультразвука и магнитного поля.
Принципиально новой технологией увеличения эксплуатационных свойств режущего инструмента и деталей является технология и оборудование термоакустической обработки, главное отличие которого от уже имеющихся методов заключается в том, что упрочение в результате термоакустической вибрационной обработки происходит по всей глубине металла, а значит, обработанный инструмент подлежит повторному использованию (заточке), сохраняя все заданные свойства и принося, таким образом, дополнительный экономический эффект. Кроме того, технология и оборудование являются простыми, экологически чистыми и безопасными.
При термоакустической обработке происходят структурные превращения в металлах, изменение их физико-химических свойств, упрочение металлов и сплавов без изменения формы и размеров деталей, а также сокращение времени, необходимого для достижения заданного упрочения, уменьшение расходуемой энергии.
Термоакустическую обработку инструментальной стали проводят при проведении ее отпуска. В акустическом поле ускоряется развитие структурных и фазовых превращений, сокращается длительность цикла обработки инструмента. За счет этого повышается твердость, прочность, износостойкость, ударная вязкость материала инструмента. При этом акустическое воздействие регулируют в широком диапазоне частот и мощности звука.
Известно устройство для обработки деталей, содержащее рабочую резонансную камеру, установленную на одной из ее стенок в верхней части дополнительную камеру, выполненную с возможностью подключения ее полости к источнику сжатого воздуха и соединенную с полостью рабочей камеры посредством щелевого сопла, на уровне щелевого сопла установлена пластина для создания в рабочей камере акустических колебаний, установленная с возможностью возвратно-поступательного перемещения относительно щелевого сопла для регулировки частоты ее колебаний (RU 31580 U1, 20.08.2003).
Недостатком данного устройства является недостаточно эффективное увеличение эксплуатационных свойств обработанных деталей, низкая производительность, обусловленные тем, что на обрабатываемые детали воздействует сжатый воздух, поступающий в камеру обработки, и колебания стенок рабочей камеры ограничены установленной между ними вплотную к ним пластиной, создающей в рабочей камере акустические колебания.
Техническим результатом предложенного изобретения является повышение износостойкости обрабатываемых деталей и инструментов, повышение производительности.
Этот технический результат достигается за счет того, что устройство для обработки деталей, содержащее рабочую резонансную камеру, установленную на одной из ее стенок в верхней части дополнительную камеру, выполненную с возможностью подключения ее полости к источнику сжатого воздуха и соединенную с полостью рабочей камеры посредством щелевого сопла, на уровне щелевого сопла установлена пластина для создания в рабочей камере акустических колебаний, установленная с возможностью возвратно-поступательного перемещения относительно щелевого сопла для регулировки частоты ее колебаний, содержит установленную на стенке рабочей камеры в верхней части вторую дополнительную камеру, выполненную с возможностью подключения ее полости к источнику сжатого воздуха и соединенную с полостью рабочей камеры посредством дополнительного щелевого сопла, и дополнительную пластину для создания в рабочей камере акустических колебаний, установленную на уровне дополнительного щелевого сопла с возможностью возвратно-поступательного перемещения относительно этого сопла для регулировки частоты ее колебаний, полость рабочей камеры разделена перегородками на три отсека - центральный и два крайних - таким образом, что полость каждой из дополнительных камер сообщена с полостью одного из крайних отсеков, каждая из пластин - основная и дополнительная - установлены вдоль одной из своих сторон на стенке рабочей камеры, а вдоль параллельной стороны - на перегородке соответствующего крайнего отсека, образованного стенкой рабочей
камеры и стенкой-перегородкой.
Кроме того, центральный отсек снабжен крышкой.
Кроме того, центральный отсек выполнен с возможностью подключения его к источнику сжатого воздуха для охлаждения обрабатываемых деталей.
Кроме того, в нижней части, по меньшей мере, одной из стенок центрального отсека выполнены отверстия для принудительного охлаждения обрабатываемых деталей сжатым воздухом.
Кроме того, торцы пластин со стороны щелевых сопел выполнены заостренными.
Кроме того, заострение выполнено в виде скоса.
Кроме того, что каждая их пластин снабжена стопором.
Кроме того, стопор выполнен в виде закрутки
Изобретение иллюстрируется чертежами.
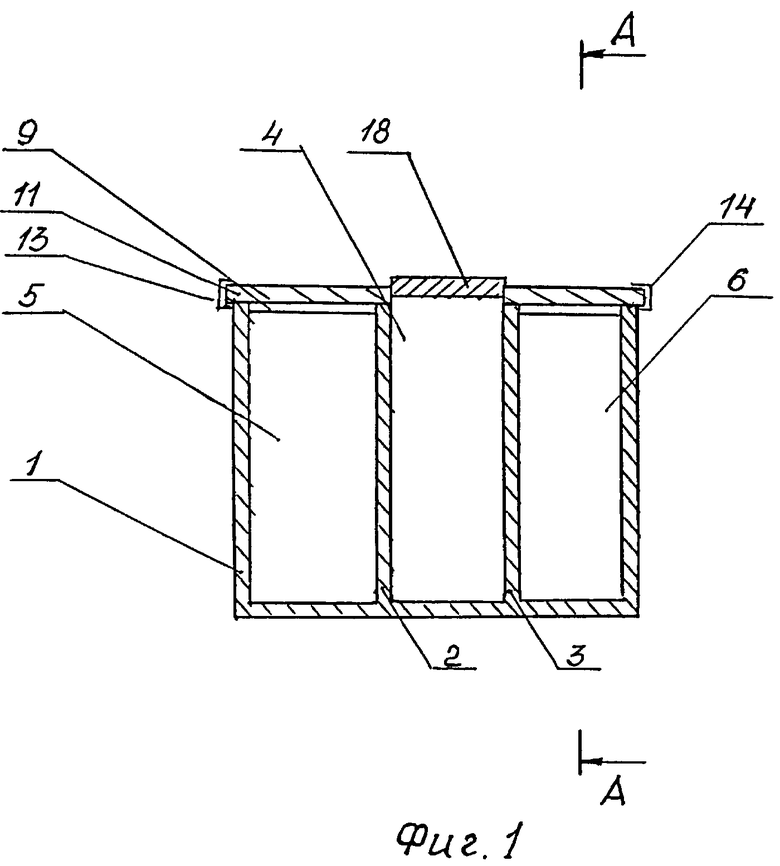
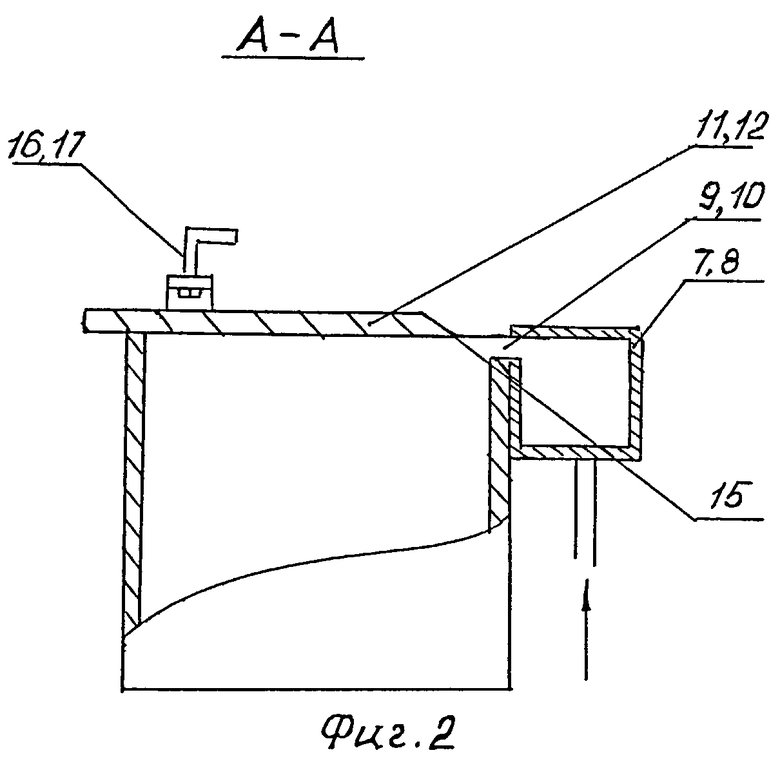
На фиг.1 изображено устройство для обработки деталей, общий вид; на фиг.2 - то же, сечение А-А по фиг.1.
Устройство для обработки деталей содержит рабочую резонансную камеру 1, полость которой разделена перегородками 2 и 3 на три отсека - центральный отсек 4 и два крайних отсека 5 и 6.
На одной из стенок рабочей камеры 1 в верхней ее части установлены две дополнительные камеры 7 и 8, выполненные с возможностью подключения их полостей к источнику сжатого воздуха (одному и тому же или различным, на чертежах не показано).
Дополнительные камеры 7 и 8 сообщены с полостью рабочей камеры посредством щелевых сопел 9 и 10 (соответственно основного и дополнительного) таким образом, что полость каждой из дополнительных камер 7 и 8 сообщена с полостью одного из крайних отсеков 5 и 6 соответственно.
Для создания в рабочей камере акустических колебаний устройство снабжено пластинами 11 и 12, установленными вдоль одной из своих сторон на стенке рабочей камеры, а вдоль параллельной стороны - на стенке-прегородке 2 или 3 соответствующего крайнего отсека 5 или 6, образованного стенкой рабочей камеры и стенкой-перегородкой
Каждая из пластин 11 или 12 при этом расположена на уровне соответствующего щелевого сопла 9 или 10 соответствующей дополнительной камеры 7 или 8 и установлена с возможностью возвратно-поступательного перемещения относительно соответствующего щелевого сопла 9 или 10, что достигается за счет направляющих 13 и 14, смонтированных на стенках рабочей камеры 1. Каждая из пластин 11 или 12 имеет скос 15 на кромке, расположенной на уровне соответствующего щелевого сопла 9 или 10 в его направлении. Фиксация пластин осуществляется стопорами 16 и 17. Центральный отсек имеет крышку 18.
Перемещением пластин 11 и 12 относительно щелевых сопел 9 и 10 обеспечивается регулировка частоты колебаний пластин.
Сверху центрального отсека 4 установлена крышка 17. Центральный отсек 4 выполнен с возможностью подключения его к источнику сжатого воздуха.
Устройство работает следующим образом.
Обрабатываемые детали - пластины твердого сплава - помещают в кассеты ВК8, нагревают до 100°С в печи. По окончании обработки кассеты с пластинами помещают в центральный отсек 4 установки таким образом, чтобы они не касались стенок-перегородок 2 и 3. Центральный отсек 4 накрываем сверху крышкой 18.
Пластины 11 и 12 выставляют на одном уровне относительно соответствующих щелевых сопел 9 и 10. Для этого может быть предусмотрена единая перемычка, соединяющая пластины 11 и 12 (на чертежах не показано), или каждая из пластин 11 и 12 устанавливается на необходимом уровне независимо одна от другой и фиксируется стопорами 16 и 17.
Затем включают подачу сжатого воздуха в дополнительные камеры 7 и 8. Сжатый воздух, расширяясь в дополнительных камерах 7 и 8, вдувается через щелевые сопла 9 и 10, создавая при взаимодействии с пластинами 11 и 12 в камерах 7 и 8 акустические колебания требуемой частоты.
В течение всего времени обработки можно менять частоту акустических колебаний за счет регулировки положения пластин 11 и 12 относительно соответствующих щелевых сопел 9 и 10. Частота акустических колебаний составила от 100 до 350 Гц.
Перегородки 2 и 3 центрального отсека 4 воспринимают акустические колебания, генерируемые в крайних отсеках 5 и 6. Кроме того, эти стенки совершают горизонтальные колебания с большой амплитудой (происходит увеличение мощности вибрации на стенки камеры с обрабатываемыми деталями), поскольку пластины 11 и 12 накрывают крайние камеры сверху и не ограничивают колебания стенок-перегородок.
Детали, находящиеся в центральном отсеке 4 не подвержены воздействию сжатого воздуха и медленнее остывают.
Продолжительность обработки деталей составила 10 минут.
По окончании обработки в центральный отсек 4 подают сжатый воздух для быстрого охлаждения деталей.
В результате обработки износостойкость обработанных деталей увеличилась не менее чем в 2,5 раза. Время обработки сократилось в 2 раза
Изобретение позволит повысить износостойкость обрабатываемых деталей и инструментов, повысить производительность обработки за счет того, что в центральной камере, стенки которой принимают на себя колебания, генерируемые в крайних камерах, не происходит быстрого охлаждения деталей и происходит увеличение мощности вибрации на стенки.
В центральном отсеке можно производить обработку деталей, которые боятся быстрого охлаждения (стекло, полимеры, алмаз).
Кроме того, крайние отсеки также могут быть использованы для проведения процесса обработки деталей и инструментов с увеличением их износостойкости. При этом увеличивается общая производительность установки.
Изобретение относится к области машиностроения и может быть использовано в металлообработке, приборостроении, станкостроении и инструментальной промышленности. Устройство для обработки деталей содержит рабочую резонансную камеру, установленную на одной из ее стенок в верхней части, дополнительную камеру, выполненную с возможностью подключения ее полости к источнику сжатого воздуха и соединенную с полостью рабочей камеры посредством щелевого сопла. На уровне щелевого сопла установлена пластина с возможностью возвратно-поступательного перемещения относительно щелевого сопла для регулирования частоты ее колебаний. На стенке рабочей камеры в верхней части установлена вторая дополнительная камера, выполненная с возможностью подключения ее полости к источнику сжатого воздуха и соединенная с полостью резонансной камеры посредством дополнительного щелевого сопла, на уровне которого установлена дополнительная пластина для создания в камере акустических колебаний с возможностью возвратно-поступательного перемещения относительно этого сопла для регулирования частоты ее колебаний. Полость рабочей камеры разделена перегородками на центральный и два крайних отсека, а полость каждой из дополнительных камер сообщена с полостью одного из крайних отсеков. Пластины установлены вдоль одной из своих сторон на стенке рабочей камеры, а вдоль параллельной стороны - на перегородке соответствующего крайнего отсека, образованного стенкой рабочей камеры и стенкой-перегородкой. Изобретение обеспечивает повышение эксплуатационных характеристик обрабатываемых деталей и инструментов, износостойкости и производительности процесса обработки. 7 з.п. ф-лы, 2 ил.
1. Устройство для обработки деталей, содержащее рабочую резонансную камеру, установленную на одной из ее стенок в верхней части, дополнительную камеру, выполненную с возможностью подключения ее полости к источнику сжатого воздуха и соединенную с полостью рабочей камеры посредством щелевого сопла, и пластину, установленную в рабочей камере на уровне щелевого сопла для создания акустических колебаний, причем пластина выполнена с возможностью возвратно-поступательного перемещения относительно щелевого сопла для регулирования частоты ее колебаний, отличающееся тем, что оно содержит вторую дополнительную камеру, установленную на стенке рабочей камеры в верхней части, выполненную с возможностью подключения ее полости к источнику сжатого воздуха и соединенную с полостью резонансной камеры посредством дополнительного щелевого сопла, и дополнительную пластину для создания в рабочей камере акустических колебаний, установленную на уровне дополнительного щелевого сопла с возможностью возвратно-поступательного перемещения относительно этого сопла для регулирования частоты ее колебаний, при этом полость рабочей камеры разделена перегородками на три отсека - центральный и два крайних отсека - таким образом, что полость каждой из дополнительных камер сообщена с полостью одного из крайних отсеков, каждая из пластин - основная и дополнительная - установлены вдоль одной из своих сторон на стенке рабочей камеры, а вдоль параллельной стороны - на перегородке соответствующего крайнего отсека, образованного стенкой рабочей камеры и стенкой-перегородкой.
2. Устройство по п.1, отличающееся тем, что центральный отсек снабжен крышкой.
3. Устройство по п.1, отличающееся тем, что центральный отсек выполнен с возможностью подключения его к источнику сжатого воздуха для охлаждения обрабатываемых деталей.
4. Устройство по п.3, отличающееся тем, что в нижней части, по меньшей мере, одной из стенок центрального отсека выполнены отверстия для принудительного охлаждения обрабатываемых деталей сжатым воздухом.
5. Устройство по п.1, отличающееся тем, что торцы пластин со стороны щелевых сопел выполнены заостренными.
6. Устройство по п.5, отличающееся тем, что заострение выполнено в виде скоса.
7. Устройство по п.1, отличающееся тем, что пластина снабжена стопором.
8. Устройство по п.7, отличающееся тем, что стопор выполнен в виде закрутки.
| Приспособление для перевозки больных и раненых | 1932 |
|
SU31580A1 |
| СПОСОБ ВИБРООБРАБОТКИ КОНСТРУКЦИИ ДЛЯ ИЗМЕНЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО И СТРУКТУРНОГО СОСТОЯНИЯ ЕЕ МАТЕРИАЛА | 1989 |
|
RU2037387C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОСТАБИЛИЗАЦИИ | 2002 |
|
RU2244755C2 |
| GB 1259556 А, 05.01.1972. | |||

