Изобретение относится к области насосостроения и может быть использовано при создании центробежных насосов, предназначенных для добычи нефти и других жидкостей с высоким содержанием абразивных частиц..
Известны деталь ступени погружного центробежного насоса и способ ее изготовления, причем деталь выполняют из литой чугунной заготовки и подвергают упрочняющей обработке (см. патент RU №2116515, кл. F04D 1/06, 27.07.1998).
У данной детали с использованием описанного способа ее изготовления достигается повышение ее износостойкости. Однако упрочняющая обработка, заключающаяся в закалке заготовки из перлитного или перлитно-ферритного чугуна, модифицированного редкоземельными металлами, на мартенситную структуру с последующим низким отпуском, не обеспечивает комплексного повышения надежности и долговечности ступени насоса.
Наиболее близкими к изобретению являются деталь ступени центробежного насоса и способ ее изготовления, при этом деталь ступени погружного центробежного насоса выполнена из литой чугунной заготовки, материал заготовки содержит от 1,1 до 3,0% углерода и не менее 70% аустенита, а способ изготовления детали ступени погружного центробежного насоса заключается в том, что из чугуна, содержащего от 1,1 до 3% углерода, отливают заготовку детали с обеспечением содержания аустенита в охлажденной заготовке не менее 70%, по крайней мере, одну поверхность заготовки подвергают последовательно механической обработке и пластической деформации, причем пластическую деформацию осуществляют путем однократного перемещения по указанной поверхности инструмента, воздействующего на участки поверхности с ультразвуковой частотой, в направлении, приближенно, нормальном к соответствующему участку поверхности (см. патент RU №2213886, кл. F04D 7/04, 10.10.2003).
Однако изготовление детали центробежного насоса путем отливки из чугуна в ряде случаев не позволяет использовать эти детали в насосах, испытывающих знакопеременные и ударные нагрузки, что сужает область использования данных деталей.
Задача, на решение которой направлено изобретение, состоит в создании деталей ступени центробежного насоса, в частности рабочего колеса и направляющего аппарата, предназначенной для использования в агрессивной среде и в условиях как высокого абразивного износа, так и при значительных знакопеременных нагрузках.
Технический результат заключается в том, что достигается повышение износостойкости и твердости отлитых из легированной стали деталей центробежного насоса.
Указанная задача решается, а технический результат достигается в части устройства как объекта изобретения за счет того, что деталь ступени центробежного насоса выполнена путем ее отливки в предварительно изготовленную форму, при этом деталь изготавливают из лигированной хромистой стали, причем в расплав стали перед разливкой расплава в формы для заднего диска и лопаток рабочих колес центробежного насоса, а также направляющего аппарата добавлена в качестве модифицирующих элементов бескремнистая комплексная лигатура на основе редкоземельных элементов и никеля в количестве от 0,03 до 0,05% от массы расплава.
Указанная задача решается, а технический результат достигается в части способа как объекта изобретения за счет того, что способ изготовления детали ступени центробежного насоса заключается в том, что расплав металла заливают в предварительно изготовленную форму, при этом в форму заливают расплав легированной хромистой стали, причем перед разливкой расплава в формы в него добавляют в качестве модифицирующих элементов бескремнистую комплексную лигатуру на основе редкоземельных элементов и никеля в количестве от 0,03 до 0,05% от массы расплава, а после заливки расплава в формы производят охлаждение отливок, а затем для выравнивания дендритной структуры полученные отливки подвергают отжигу путем загрузки в печь при температуре 750°С, нагревают отливки до температуры 950°С, выдерживают при температуре 950°С±10°С в течение от 2 до 2,5 часов и охлаждают вместе с печью до температуры 550°С, после чего охлаждают отливки на воздухе до температуры окружающей среды, а затем проводят закалку полученных отливок путем загрузки в печь при температуре 800°С, нагреве отливки до температуры 1050°С±10°С, выдержке в печи при указанной температуре в течение от 2,2 до 2,3 часов, охлаждении на воздухе до температуры 100°С в течение от 2,5 до 3,0 часов и отпуске при температуре 580°С±10°С в течение 3-х часов с последующим охлаждением отливки на воздухе до температуры окружающей среды.
На чертеже в качестве примера детали центробежного насоса изображено рабочее колесо ступени центробежного насоса закрытого типа.
Деталь ступени центробежного насоса, в данном случае рабочее колесо центробежного насоса, состоит из лопаток 1, покрывного диска 2, заднего диска 3 и ступицы 4.
Деталь изготавливают следующим образом
Осуществляют плавку, например в плавильных электродуговых или индукционных электропечах, легированной хромистой стали. Отливку деталей получают путем заливки жидкой стали в литейные формы. После извлечения из форм отливки детали ее подвергают очистке и обрубке обычно применяемыми для этого способами, при этом расплавляют легированную хромистую сталь, например сталь 20X13Л, причем в расплав стали перед разливкой расплава в форму, например в форму рабочих колес центробежных насосов, добавляют в качестве модифицирующих элементов бескремнистую комплексную лигатуру на основе редкоземельных элементов и никеля (редкоземельные элементы ≥20%; Al≥20%; Ti≥5%; Са≥1%; Ni - остальное) в количестве от 0,03 до 0,05% от массы расплава. После этого заливают расплав в формы и производят охлаждение отливок деталей. Затем полученные отливки для выравнивания дендритной структуры подвергают отжигу путем загрузки в печь при температуре 750°С, нагревают отливки до температуры 950°С, выдерживают при температуре 950°С±10°С в течение от 2 до 2,5 часов и охлаждают вместе с печью до температуры 550°С, после чего охлаждают отливки на воздухе до температуры окружающей среды, а затем проводят закалку полученных отливок путем загрузки в печь при температуре 800°С, нагреве отливки до температуры 1050°С±10°С, выдержке в печи при указанной температуре в течение от 2,2 до 2,3 часов, охлаждении на воздухе до температуры 100°С в течение от 2,5 до 3,0 часов и отпуске при температуре 580°С±10°С в течение 3-х часов с последующим охлаждением отливки на воздухе до температуры окружающей среды.
Указанные технические средства и технологические приемы обеспечивают получение качественных отливок деталей с заявленными свойствами.
Для определения влияния модифицирования на свойства легированной хромистой стали, в данном случае стали 20X13Л, были залиты два блока образцов (блок образцов для проведения испытания механических свойств в соответствии ГОСТ 377-88) с одной плавки №1469, химический состав представлен в таблице 1.
первый блок образцов заливался расплавом стали, подвергнутым модифицированию бескремнистой комплексной лигатурой. Лигатура вводилась в ковш перед разливкой в количестве 0,03-0,05% (приблизительно 120 грамм) от массы расплава в ковше;
второй блок образцов заливался расплавом стали той же плавки без введения модификатора.
При сравнении микроструктуры на образце без модифицирования (микролегирования) выявляется более крупнозернистая структура с карбидами по границам зерна.
Твердость в литом состоянии составляет:
образец модифицированный dотп 2,75 (НВ 495), образец немодифицированный dотп 2,9 (НВ 444) повышение износостойкости и твердости отлитых из легированной стали деталей.
Для выравнивания дендритной структуры, получаемой отливками при первичной кристаллизации, и улучшения обрабатываемости при механической обработке отливки рабочих колес и исследуемые образцы подвергаются отжигу по режиму: загрузка в печь при температуре 750°С, нагрев до 950°С и выдержка при 950°С±10° в течение 2+0,5 часа, охлаждение вместе с печью до 550°С, дальнейшее охлаждение на воздухе. Для предотвращения образования холодных трещин, к которым склонна сталь 20X13Л, охлаждение отливок и образцов производится с температуры 950 до 550°С вместе с печью.
Механические свойства, полученные на образцах, прошедших отжиг, представлены в таблице 2.
При замедленном охлаждении при отжиге происходит выделение карбидов по границам зерен, которое приводит к снижению коррозионной стойкости отливок.
Для обеспечения требований по износостойкости и коррозионностойкости отливки рабочих колес подвергаются термической обработке по следующему режиму: загрузка в печь на закалку при температуре 800°С, нагрев до 1050°С±10° и выдержка при 1050°С±10° в течение 2 час 15 мин. Охлаждение на воздухе до температуры 100°С (2,5-3 часа), отпуск при температуре 580°С±10° в течение 3-х часов с охлаждением на воздухе.
Из сравнения образцов видно, что микроструктура модифицированного (микролегированного) образца более мелкозернистая с менее выраженным остаточным аустенитом и значительно меньшим выделением карбидов по границам зерен.
Механические свойства, полученные на образцах, прошедших модифицирование в процессе плавки стали и полный цикл вышеуказанной термообработки, представлены в таблице 3, в которой также представлены механические свойства стали 20X1ЗЛ после термообработки по ГОСТ 977-88.
Анализ полученных результатов показывает следующее:
1) получены более высокие прочностные характеристик стали 20X13Л (по сравнению с ГОСТ 977-88) в результате проведения операции модифицирования расплава и упрочняющей термической обработки;
2) получена благоприятная мелкозернистая микроструктура с меньшим выделением карбидов по границам зерен.
Настоящее изобретение может быть использовано в машиностроении при изготовлении деталей центробежных насосов методом отливки из легированной хромистой стали, в частности деталей центробежных насосов, работающих при повышенных нагрузках и подвергающихся абразивному износу и знакопеременным нагрузкам, например рабочих колес центробежных насосов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ИЗ СТАЛИ | 2008 |
|
RU2373022C1 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2450888C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ И АУСТЕНИТНО-ФЕРРИТНОЙ МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2009 |
|
RU2415949C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2605016C2 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1988 |
|
SU1666546A1 |
| Жаростойкая сталь | 1981 |
|
SU971909A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПОЛОВИНЧАТОГО ЧУГУНА С АУСТЕНИТНО-БЕЙНИТНОЙ СТРУКТУРОЙ | 2003 |
|
RU2250268C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЕВОГО ЧУГУНА | 2015 |
|
RU2590772C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| Литейная сталь | 1981 |
|
SU973662A1 |
Изобретение относится к области насосостроения и может быть использовано при создании центробежных насосов, предназначенных для добычи нефти и других жидкостей с высоким содержанием абразивных частиц. Деталь ступени центробежного насоса выполнена путем ее отливки в предварительно изготовленную форму. Деталь изготавливают из лигированной хромистой стали, причем в расплав стали перед разливкой расплава в формы для заднего диска и лопаток рабочих колес центробежного насоса, а также направляющего аппарата добавлена в качестве модифицирующих элементов бескремнистая комплексная лигатура на основе редкоземельных элементов и никеля в количестве от 0,03 до 0,05% от массы расплава. В результате достигается повышение износостойкости и твердости отлитых из легированной стали деталей. 2 н.п. ф-лы, 1 ил., 3 табл.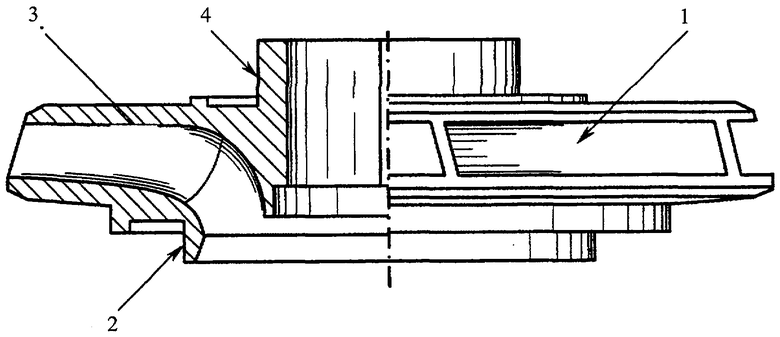
1. Деталь ступени центробежного насоса, выполненная путем ее отливки в предварительно изготовленную форму, отличающаяся тем, что деталь изготавливают из легированной хромистой стали, причем в расплав стали перед разливкой расплава в формы для заднего диска и лопаток рабочих колес центробежного насоса, а также направляющего аппарата добавлена в качестве модифицирующих элементов бескремнистая комплексная лигатура на основе редкоземельных элементов и никеля в количестве от 0,03 до 0,05% от массы расплава.
2. Способ изготовления детали ступени центробежного насоса, заключающийся в том, что расплав металла заливают в предварительно изготовленную форму, отличающийся тем, что в форму заливают расплав легированной хромистой стали, причем перед разливкой расплава в формы в него добавляют в качестве модифицирующих элементов бескремнистую комплексную лигатуру на основе редкоземельных элементов и никеля в количестве от 0,03 до 0,05% от массы расплава, а после заливки расплава в формы производят охлаждение отливок, а затем для выравнивания дендритной структуры полученные отливки подвергают отжигу путем загрузки в печь при температуре 750°С, нагревают отливки до температуры 950°С, выдерживают при температуре 950°С±10°С в течение от 2 до 2,5 ч и охлаждают вместе с печью до температуры 550°С, после чего охлаждают отливки на воздухе до температуры окружающей среды, а затем проводят закалку полученных отливок путем загрузки в печь при температуре 800°С, нагреве отливки до температуры 1050°С±10°С, выдержке в печи при указанной температуре в течение от 2,2 до 2,3 ч, охлаждении на воздухе до температуры 100°С в течение от 2,5 до 3,0 ч и отпуске при температуре 580°С±10°С в течение 3 ч с последующим охлаждением отливки на воздухе до температуры окружающей среды.
| ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2213886C2 |
| МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 1996 |
|
RU2116515C1 |
| Газогенератор высокого давления со взвешенным слоем топлива | 1947 |
|
SU72228A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ИЗНОСОСТОЙКОЙ СТАЛИ | 1996 |
|
RU2105821C1 |
| ЛИГАТУРА (ВАРИАНТЫ) | 2001 |
|
RU2191213C1 |
| JP 59145400 A, 20.08.1984 | |||
| US 4121924 A, 24.10.1978. | |||

