Изобретение относится к области радиоэлектроники, а именно к технологии ручного монтажа и пайки печатных плат и может быть использовано в технологическом процессе ручной установки поверхностно-монтируемых компонентов на печатные платы с помощью вакуумного пинцета, соединенного с вакуумным насосом, в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства.
Поверхности печатных плат перед установкой на них поверхностно-монтируемых компонентов предварительно покрывают в зонах пайки этих компонентов слоем флюса или паяльной пасты, которые нужны для проведения операции пайки печатных плат, выполняемой после установки на них компонентов. Для установки указанных компонентов на печатные платы в условиях мелкосерийного производства и в других случаях, приравненных к нему, могут использоваться различные конструкции вакуумных пинцетов. От конструкции и типа вакуумного пинцета, используемого для установки поверхностно-монтируемых компонентов на печатные платы, зависит способ проведения операции установки указанных компонентов на печатные платы, производительность труда оператора и себестоимость операции установки компонентов на печатные платы.
Известен способ установки поверхностно-монтируемых компонентов на печатные платы с помощью автономного вакуумного пинцета, различные модели которого изготавливают разные отечественные и зарубежные производители (см., например, проспект Тайваньской фирмы Pro'sKit "INNOVATION QUALITY SERVICE", Тайвань, 2005, том 18 (для электронного инструмента), с.133, вакуумные пинцеты моделей 1РК-122 и MS-121; а также каталог фирмы ПЛАТАН. Электроника для всех. Москва, «Платан», 2005 г. с.64). Такие пинцеты позволяют перемещать поверхностно-монтируемые компоненты весом до 50 грамм. Захват поверхностно монтируемых компонентов осуществляют всасывающей головкой пинцета, которая может быть снабжена присоской в случае установки компонентов больших размеров, за счет разряжения, которое образуется внутри баллончика пинцета, имеющего упругие стенки, после его сдавливания при нажатии оператором наружной кнопки, расположенной на боковой поверхности пинцета (вакуумный пинцет модели 1РК-122), или боковых упругих стенок пинцета, когда упругие стенки баллончика являются корпусом вакуумного пинцета (вакуумный пинцет модели MS-121) и последующего освобождения этой кнопки. В результате чего упругие стенки баллончика вакуумного пинцета, стараясь вернуться в исходное положение, создают разрежение внутри полости баллончика вакуумного пинцета, сообщенной каналом со всасывающей головкой пинцета.
Установку поверхностно-монтируемых компонентов на печатные платы с использованием автономного вакуумного пинцета, например модели 1РК-122, осуществляют следующим образом. Оператор, удерживая пинцет в руке, надавливает на кнопку пинцета и подводит его всасывающую головку вплотную к верхней поверхности требуемого поверхностно-монтируемого компонента. Затем отпускает кнопку, в результате чего за счет образовавшегося в вакуумном пинцете разряжения всасывающая головка, снабженная вакуумной присоской, удерживает этот компонент. Затем оператор переносит захваченный вакуумным пинцетом компонент в место его установки на печатной плате и при последующем нажатии кнопки, вытесняя воздух из вакуумного пинцета, освобождает компонент от удержания его вакуумным пинцетом, после чего оператор отпускает кнопку вакуумного пинцета. Аналогичным образом оператор осуществляет захват и установку на печатную плату каждого последующего поверхностно-монтируемого компонента.
Подобным образом можно устанавливать поверхностно-монтируемые компоненты с помощью пинцета модели MS-121.
Недостатком такого способа установки поверхностно-монтируемых компонентов на печатные платы является его низкая производительность, так как для установки каждого отдельного поверхностно-монтируемого компонента на печатную плату оператор должен, удерживая вакуумный пинцет, дважды нажимать и отпускать кнопку вакуумного пинцета модели 1РК -122 или сдавливать и отпускать упругие боковые стенки вакуумного пинцета модели MS-121, что увеличивает время, необходимое для установки компонентов на печатные платы, требует от оператора большой сосредоточенности в работе и приводит к быстрой его утомляемости во время установки поверхностно-монтируемых компонентов.
Также известен способ для установки поверхностно-монтируемых компонентов на печатные платы с помощью манипулятора для ручной установки поверхностно-монтируемых компонентов, который содержит закрепленный на установочной головке подвижной руки манипулятора вакуумный пинцет, соединенный пневмолинией с вакуумным насосом, и ручку для перемещения руки манипулятора, которая установлена на подвижной каретке (см. Operating Instructions Manipulator LM 900. FRITSCH GmbH. November 1996). Манипулятор содержит встроенную систему автоматического включения и выключения вакуума при захвате и установке поверхностно-монтируемых компонентов. Использование манипулятора обеспечивает отключение и включение вакуума на вакуумном пинцете, соответственно во время касания компонентом печатной платы и при возвращении установочной головки в верхнее положение.
Во время работы включают вакуумный насос, который создает разряжение в канале всасывающей головки вакуумного пинцета. Для захвата компонента вакуумный пинцет с помощью ручки на установочной головке подводят к компоненту. Благодаря постоянному наличию вакуума в вакуумном пинцете всасывающая головка вакуумного пинцета захватывает компонент. Это может происходить даже без касания пинцетом компонента за счет величины вакуума, который создает вакуумный насос на вакуумном пинцете. После захвата компонента вакуумным пинцетом руку манипулятора отводят в позицию установки компонента на печатной плате. В месте установки компонента головку манипулятора опускают до тех пор, пока компонент не коснется печатной платы. Во время касания компонента печатной платы срабатывает механизм манипулятора, который выключает вакуум, благодаря чему компонент отделяется от вакуумного пинцета. При возвращении головки манипулятора в верхнюю позицию автоматически срабатывает механизм манипулятора, и вакуум включается снова. В отличие от ранее описанных аналогов данный способ установки поверхностно-монтируемых компонентов на печатные платы является более производительным, так как не требует от оператора выполнения дополнительных действий, связанных с управлением подачей и отключением вакуума от вакуумного насоса на вакуумный пинцет. Вместо оператора это действие автоматически выполняет встроенная в манипулятор сложная электромеханическая система автоматического включения и выключения вакуума. Применение известного способа для установки разных видов поверхностно-монтируемых компонентов повышает производительность труда оператора, однако в связи с необходимостью использования для его проведения дорогостоящего манипулятора, содержащего встроенную систему автоматического включения и выключения вакуума при захвате и установке поверхностно-монтируемых компонентов в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства значительно увеличивает себестоимость проведения операции установки поверхностно-монтируемых компонентов на печатные платы, что в целом увеличивает себестоимость изготовления печатных плат, и, кроме того, в связи с ограниченным диапазоном перемещений манипулятора ограничивается максимальный размер печатных плат, на которые можно производить установку поверхностно монтируемых компонентов с помощью известного способа.
Также известно использование для установки разных видов поверхностно-монтируемых компонентов на печатные платы вакуумного пинцета, соединенного пневмолинией с вакуумным насосом, который создает разряжение в канале всасывающей головки вакуумного пинцета. Управление подобным вакуумным пинцетом достигается, как правило, с помощью педального устройства, посредством которого оператор может соединять вакуумный пинцет с вакуумным насосом или разъединять его от вакуумного насоса (см., например ручной дозатор с вакуумным пинцетом PF-8500, описанный в каталоге «Поверхностный монтаж. Технологическое оборудование. ЗАО Предприятие ОСТЕК. 2005; каталожный лист 11).
В отличие от предыдущего способа данный способ не требует применения дорогостоящего манипулятора, что особо важно в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства. А максимальный размер печатных плат, на которые оператор может устанавливать поверхностно-монтируемые компоненты, определяется лишь возможными перемещениями руки оператора и не ограничен, как в предыдущем аналоге, техническими возможностями манипулятора.
По большинству общих признаков и решаемых задач этот известный способ выбран в качестве наиболее близкого аналога заявляемого изобретения.
Общими признаками известного способа для установки поверхностно-монтируемых компонентов на печатные платы и заявляемого способа является следующая совокупность признаков «Способ установки разных видов поверхностно-монтируемых компонентов на одну печатную плату с помощью вакуумного пинцета, соединенного пневмолинией с вакуумным насосом, при проведении которого поверхностно-монтируемые компоненты устанавливают на печатную плату в места их установки, которые содержат предварительно покрытые слоем флюса или паяльной пасты зоны пайки этих компонентов на печатной плате, а на всасывающей головке вакуумного пинцета создают вакуум, достаточный для надежного захвата и удержания вакуумным пинцетом поверхностно-монтируемого компонента, при этом захваченные с помощью вакуумного пинцета отдельные поверхностно-монтируемые компоненты по одному переносят и устанавливают на печатную плату в места их установки, после чего их сразу отделяют от вакуумного пинцета».
Недостатком известного способа является необходимость постоянного управления подачей вакуума от вакуумного насоса на пинцет с помощью педального управляющего устройства или иного подобного ему устройства, требующего двукратного включения и выключения такого устройства во время захвата вакуумным пинцетом и отделения от него каждого отдельного поверхностно-монтируемого компонента при установке последнего на печатную плату. Это требует от оператора выполнения дополнительных движений и большей сосредоточенности, и, следовательно, приводит к быстрой утомляемости оператора, что связанно с необходимостью включения и выключения вакуума на вакуумном пинцете посредством педального устройства, что также замедляет процесс установки поверхностно-монтируемых компонентов на печатные платы и, тем самым, снижает производительность труда оператора.
Поскольку одна печатная плата в большинстве случаев содержит большое количество разных видов поверхностно-монтируемых компонентов, отличающихся размерами и массой, и общее количество этих компонентов на одной печатной плате может доходить до нескольких сотен штук, процесс установки поверхностно-монтируемых компонентов на печатные платы является одним из наиболее трудоемких технологических процессов в изготовлении печатных плат. Поэтому сокращение общего времени установки всех поверхностно-монтируемых компонентов занимает одно из важнейших мест при изготовлении печатных плат в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства, когда печатные платы изготавливаются поштучно или малыми партиями, а установка поверхностно-монтируемых компонентов на печатные платы осуществляется оператором вручную, ввиду невозможности применения специальных устройств, применяемых в серийном и крупносерийном производстве для изготовления стандартных плат. Поэтому одной из актуальных задач при изготовлении печатных плат в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства является сокращение общего времени технологического процесса установки всех поверхностно-монтируемых компонентов на печатные платы при обеспечении минимальной стоимости этого технологического процесса, а поскольку в этих условиях процесс установки поверхностно-монтируемых компонентов на печатные платы производиться оператором с помощью ручного вакуумного пинцета, то при этом также очень важно свести к минимуму напряженность труда оператора путем уменьшения количества движений, совершаемых оператором при установке поверхностно-монтируемых компонентов на печатные платы.
Кроме того, при изготовлении печатных плат больших нестандартных габаритов нельзя применить известные виды устройств типа вышеописанного манипулятора, поскольку он имеет весьма ограниченный диапазон перемещения закрепленного на нем вакуумного пинцета (вакуумного захвата).
Исходя из вышеизложенного, задачей данного изобретения является создание способа установки разных видов поверхностно-монтируемых компонентов на одну печатную плату с помощью ручного вакуумного пинцета, постоянно сообщенного с вакуумным насосом, позволяющего осуществлять установку разных видов поверхностно-монтируемых компонентов на печатные платы, в том числе любой нестандартной длины, без использования каких-либо устройств для включения и отключения вакуума, и позволяющего сократить общее время проведения технологического процесса установки всех компонентов на печатную плату, что позволяет упростить процесс установки разных видов поверхностно-монтируемых компонентов на печатные платы, повысить производительность труда оператора при установке поверхностно-монтируемых компонентов на печатные платы разной длины и снизить себестоимость проведения технологического процесса установки поверхностно-монтируемых компонентов на печатные платы как стандартной, так и нестандартной длины в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства.
Поставленная задача достигается с помощью способа установки разных видов поверхностно-монтируемых компонентов на одну печатную плату с помощью вакуумного пинцета, соединенного пневмолинией с вакуумным насосом, при проведении которого поверхностно-монтируемые компоненты устанавливают на печатную плату в места их установки, которые содержат предварительно покрытые слоем ненагретого флюса или слоем паяльной пасты зоны пайки этих компонентов на печатной плате, а на всасывающей головке вакуумного пинцета создают вакуум, достаточный для надежного захвата и удержания вакуумным пинцетом поверхностно-монтируемого компонента, при этом захваченные с помощью вакуумного пинцета отдельные поверхностно-монтируемые компоненты по одному переносят и устанавливают на печатную плату в места их установки, после чего их сразу отделяют от вакуумного пинцета, который отличается тем, что установку разных видов поверхностно-монтируемых компонентов на печатную плату осуществляют последовательно с помощью ручного вакуумного пинцета, при этом установку на печатную плату поверхностно-монтируемых компонентов каждого последующего вида осуществляют после завершения установки на ней всех поверхностно-монтируемых компонентов предшествующего вида и перед началом установки на печатную плату компонентов каждого конкретного вида на вакуумном пинцете устанавливают величину вакуума, которая обеспечивает на всасывающей головке вакуумного пинцета силу всасывания, которая достаточна для надежного захвата и удержания вакуумным пинцетом поверхностно-монтируемого компонента этого конкретного вида, но меньше, чем сила адгезионного сцепления поверхностно-монтируемого компонента этого конкретного вида с ненагретым флюсом или паяльной пастой, которой покрыты на печатной плате зоны пайки этого конкретного вида компонентов, после чего с помощью вакуумного пинцета при установленной на нем величине вакуума без его отключения на соответствующие места пайки на печатной плате, покрытые ненагретым флюсом или паяльной пастой, поштучно последовательно устанавливают все поверхностно-монтируемые компоненты этого конкретного вида, причем каждый раз перед началом установки на печатную плату следующего вида поверхностно-монтируемых компонентов на вакуумном пинцете устанавливают новую, соответствующую для данного вида компонентов величину вакуума.
Использование вышеупомянутой совокупности существенных признаков позволяет устанавливать поверхностно-монтируемые компоненты на печатные платы без использования какого-любого механизма, который выключает и включает вакуум на вакуумном пинцете, либо без выключения и включения вакуума на пинцете каким-либо другим образом, что позволяет уменьшить себестоимость операций установки поверхностно-монтируемых компонентов на печатные платы, а также упрощает труд оператора и дает возможность оператору устанавливать поверхностно-монтируемые компоненты на печатные платы разной нестандартной длины.
Использование предложенного способа в отличие от других, ранее описанных аналогов, позволяет увеличить производительность труда оператора за счет сокращения количества движений оператора при установке поверхностно-монтируемых компонентов на печатные платы, так как его проведение не требует многократного отключения и включения вакуума на вакуумном пинцете, а также уменьшить себестоимость проведения технологического процесса установки поверхностно-монтируемых компонентов на печатные платы в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства.
Так как заявленное изобретение характеризуется новой, ранее не известной из уровня техники совокупностью признаков, можно сделать вывод, что оно является новым.
Поскольку из существующего уровня техники не выявлены решения, совпадающие с отличительными признаками заявляемого изобретения, а также не выявлена известность влияния отличительных признаков на суммарный технический результат, который достигается при осуществлении заявляемого изобретения, а именно «сокращение общего времени проведения технологического процесса установки разного вида поверхностно-монтируемых компонентов на печатные платы любой длины при одновременном упрощении способа установки этих компонентов на печатные платы и снижении себестоимости технологического процесса установки поверхностно-монтируемых компонентов на печатные платы в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства» можно сделать вывод, что оно имеет изобретательский уровень.
При установке на печатную плату с помощью вакуумного пинцета разных видов поверхностно-монтируемых компонентов, установку на печатные платы поверхностно-монтируемых компонентов одного вида осуществляют при одинаковой величине вакуума на вакуумном пинцете, а перед установкой на печатные платы другого вида поверхностно-монтируемых компонентов на вакуумном пинцете устанавливают соответственно большую или меньшую величину вакуума, создающую на всасывающей головке вакуумного пинцета силу всасывания, которая обеспечивает надежный захват и удержание вакуумным пинцетом поверхностно-монтируемого компонента этого вида, но которая меньше, чем величина суммарной силы адгезионного сцепления последнего с флюсом или паяльной пастой, которой покрыты на печатной плате зоны пайки этого компонента.
Использование указанной совокупности дополнительных существенных признаков позволяет использовать предложенный способ для установки на печатные платы поверхностно-монтируемых компонентов, которые могут отличаются друг от друга массой и/или суммарной площадью опорной поверхности участков этих компонентов, которыми они контактируют в зонах пайки со слоем флюса или паяльной пасты, который предварительно наносится на поверхность зон пайки на печатной плате перед выполнением операции установки поверхностно-монтируемых компонентов на эту печатную плату. Этими участками поверхностно-монтируемых компонентов являются их выводы, которые в последующем должны быть припаяны в зонах пайки к печатной плате.
Требуемую величину вакуума на всасывающей головке вакуумного пинцета устанавливают с помощью регулируемого дросселя, установленного в пневмолинии, который соединяет вакуумный пинцет с вакуумным насосом.
Такое выполнение предложенного способа позволяет достаточно легко и быстро, без применения сложных, дорогостоящих устройств переналаживать вакуумный пинцет для установки поверхностно-монтируемых компонентов другого вида.
В качестве регулируемого дросселя для установки требуемой величины вакуума на вакуумном пинцете могут использовать регулируемый дроссель с ручным управлением.
Указанный режим проведения заявляемого способа является наиболее простым и не требует для осуществления способа сложных дорогостоящих устройств.
Заявляемый способ более детально описан ниже со ссылкой на чертежи, где:
на фиг.1 изображено устройство для установки поверхностно-монтируемых компонентов на печатные платы;
на фиг.2 изображены силы, которые действует на поверхностно-монтируемый компонент, установленный на печатную плату, в момент его отделения от вакуумного пинцета.
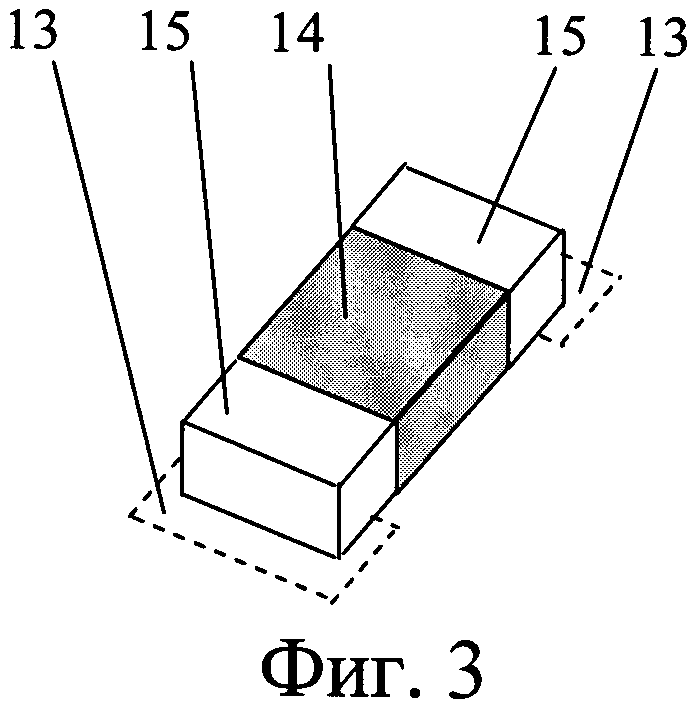
На фиг.3 - фиг.6 изображены в увеличенном масштабе различные виды поверхностно-монтируемых компонентов и их участки, которыми они контактируют со слоем флюса или паяльной пасты, предварительно нанесенного на поверхность зон пайки на печатных платах.
Устройство (см. фиг.1) содержит опору 1 для размещения печатных плат 2, которая установлена на поверхности стола оператора, прямолинейную направляющую 3, на которой установлены с возможностью принудительного перемещения над опорой 1 передвижные каретки 4 и 5. Каретка 4 имеет сверху мягкое упругое покрытие и служит опорой для руки оператора, которая во время работы держит вакуумный пинцет 6. Каретка 5 служит опорой для магазина 7 с набором поверхностно-монтируемых компонентов 8. Вакуумный пинцет 6 содержит всасывающую головку 9 и посредством пневмолинии 10, образованной гибким шлангом, соединен с вакуумным насосом 11. В пневмолинии 10 установлен регулируемый дроссель 12 с ручным управлением, в качестве которого может быть использован, например, регулируемый зажим, охвавывающий гибкий упругий шланг пневмолинии. Для осуществления предложенного способа используют печатные платы 2, поверхность которых в зонах пайки компонентов 8 предварительно покрыта слоем 13 флюса или паяльной пасты (см. фиг.2).
На фиг.3÷фиг.6 изображены в увеличенном масштабе различные виды поверхностно-монтируемых компонентов, которые показаны в положениях, когда их конструктивные части, служащие электрическими выводами, соприкасаются с поверхностями зон пайки на печатной плате, на которые нанесен слой 13 флюса. На фиг.3 изображен поверхностно-монтируемый компонент 14, который имеет два электрических вывода 15, образованных металлизированной поверхностью этого компонента. Выводы 15 своей нижней поверхностью контактируют со слоем 13 флюса или паяльной пасты, нанесенного в зонах пайки этого компонента на печатной плате.
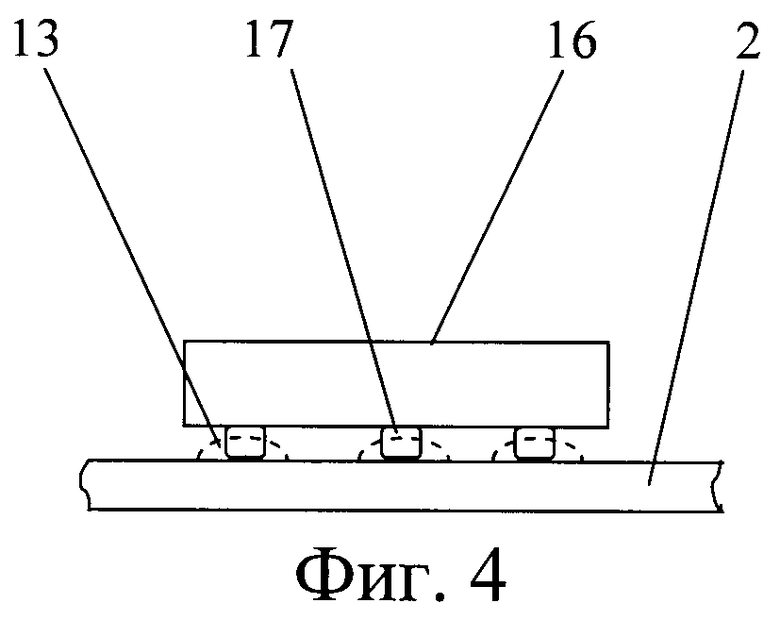
На фиг.4 изображен поверхностно-монтируемый компонент 16, который имеет электрические выводы, расположенные на его нижней поверхности и не выступают за пределы его боковых сторон. Электрических выводы компонента 16 выполнены в виде шариков припоя 17, которые при размещении компонента на печатной плате 2 соприкасаются со слоем 13 флюса или паяльной пасты, нанесенного в зонах пайки этого компонента на печатной плате.
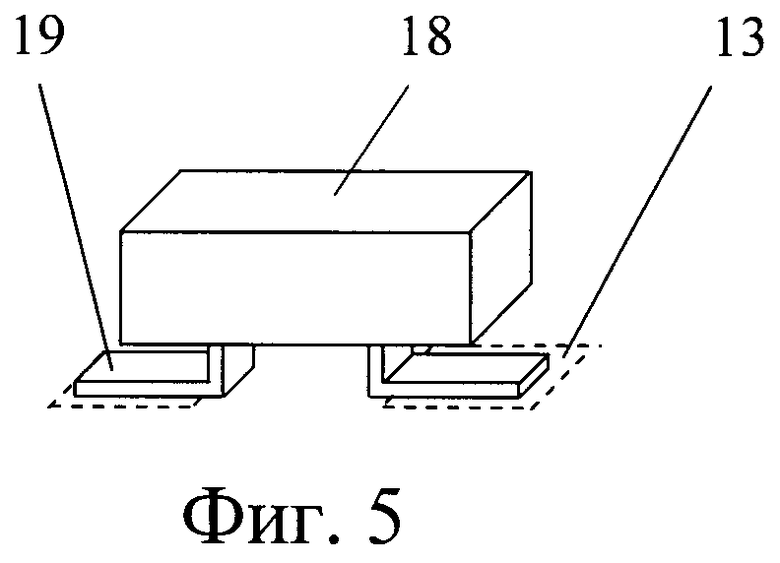
На фиг.5 изображен поверхностно-монтируемый компонент 18, имеющий два электрических вывода 19, которые частично выступают за пределы его боковых сторон. После размещении компонента 18 на печатной плате выводы 19 соприкасаются со слоем 13 флюса или паяльной пасты, нанесенного в зонах пайки этого компонента на печатной плате.
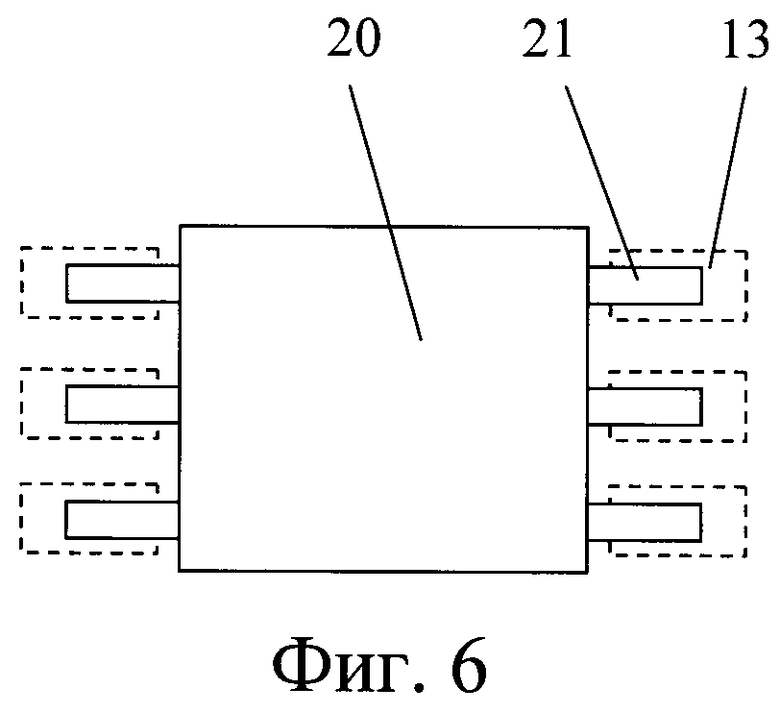
На фиг.6 изображен поверхностно-монтируемый компонент 20, имеющий шесть электрических выводов 21, которые полностью выступают за пределы его боковых сторон. После размещении компонента 20 на печатной плате его выводы 13 соприкасаются со слоем 13 флюса или паяльной пасты, нанесенного в зонах пайки этого компонента на печатной плате.
Установку поверхностно-монтируемых компонентов на печатные платы 2 с помощью заявляемого способа осуществляют следующим образом.
Перед началом работы на опору 1 устанавливают печатные платы 2, поверхность которых в зонах пайки компонентов 8 предварительно покрыта, например, трафаретным методом, слоем 13 флюса или паяльной пасты (см. фиг.2), а на каретку 5 сверху устанавливают магазин 7 с набором поверхностно-монтируемых компонентов 8. Включают вакуумный насос 11, который постоянно создает вакуум в вакуумном пинцете 6 и на его всасывающей головке 9.
Сначала оператор с помощью регулируемого дросселя 12 устанавливает на вакуумном пинцете 6 величину вакуума, который создает на всасывающей головке 9 вакуумного пинцета силу всасывания F1, которая достаточна для надежного захвата из магазина 7 и удержания вакуумным пинцетом соответствующего вида поверхностно-монтируемого компонента 8, но которая меньше, чем суммарная сила F2 адгезионного сцепления компонента 8 со слоем флюса или паяльной пасты 13, которым покрыты поверхности зон пайки этого компонента на печатной плате 2, на которую он должен быть установлен. Во время работы оператор опирается локтем руки, которая держит вакуумный пинцет, на поверхность каретки 4.
Для захвата из магазина 7 компонента 8 оператор подносит всасывающую головку 9 вакуумного пинцета 6 к верхней поверхности этого компонента, в результате чего всасывающая головка 9 захватывает компонент 8 и оператор с помощью вакуумного пинцета переносит его в соответствующее место для его установки на печатной плате 2, которое частично перекрывает зоны пайки этого компонента, поверхность которых на печатной плате содержит слой 13 флюса или паяльной пасты. После касания компонента 8 поверхности печатной платы 2 в месте его установки отдельные участки его поверхности, служащие его электрическими выводами, прилегают к соответствующим зонам пайки на печатной плате и касаются слоя флюса или паяльной пасты 13, которым покрыты эти зоны (см. фиг.2). В следствие чего флюс или паяльная паста, находящаяся в зонах пайки, смачивает соответствующие выводы установленного на поверхность печатной платы компонента 8, в результате чего на компонент в зоне каждого его вывода со стороны слоя 13 флюса или паяльной пасты начинают действовать силы адгезионного сцепления f1, f2 … fn (где n - число участков пайки компонента), которые удерживают компонент 8 на поверхности печатной платы 2 с суммарной силой F2. Так как сила F2 по величине больше, чем сила всасывания F1, с которой головка 9 вакуумного пинцета 6 удерживает этот компонент 8, то в момент, когда оператор после установки компонента на печатную плату 2 поднимает вакуумный пинцет 6, последний отделяется от компонента 8, удерживаемого силой адгезионного сцепления F2, в результате действия на компонент результирующей силы F3, направленной к поверхности печатной платы (см. фиг.2). Величина результирующей силы F3 равняется разнице двух сил F2 и F1. Аналогичным образом на печатную плату устанавливают каждый последующий компонент 8.
Установку на печатные платы одного вида поверхностно-монтируемых компонентов 8 осуществляют при одной и той же величине вакуума на вакуумном пинцете 6. К установке компонентов каждого следующего вида приступают после установки всех компонентов предыдущего вида. Таким образом в процессе проведения операции установки поверхностно-монтируемых компонентов на печатные платы оператор осуществляет регулировку величины вакуума с помощью регулируемого дросселя такое количество раз, которое не превышает количества видов поверхностно-монтируемых элементов, устанавливаемых на конкретные печатные платы 2. Поскольку отдельные группы некоторых видов поверхностно-монтируемых компонентов при их установке на печатные платы согласно предложенному способу могут требовать одну и ту же величину вакуума для всех видов компонентов одной группы, то количество регулировок вакуума, которое должен выполнять оператор с помощью регулирумого дросселя во время выполнения операции установки поверхностно-монтируемых компонентов на печатные платы, может быть значительно сокращено в случае последовательной установки разных видов компонентов, входящих в одну такую группу, при одной и той же величине вакуума.
Перед установкой на печатные платы 2 другого вида поверхностно-монтируемых компонентов, например одного из тех, что изображены на фиг.3÷фиг.6, или какого-либо иного подобного вида, на вакуумном пинцете 6 с помощью регулируемого дросселя 12 устанавливают соответствующую большую или меньшую величину вакуума, которая обеспечивает надежный захват и удержание всасывающей головкой 9 вакуумного пинцета поверхностно-монтируемого компонента 8 данного вида с силой всасывания, которая достаточна для надежного захвата и удержания вакуумным пинцетом поверхностно-монтируемого компонента, но которая меньше, чем суммарная сила адгезионного сцепления последнего со слоем 13 флюса или паяльной пасты, которой покрыты места пайки этого компонента на печатной плате 2.
Требуемая величина вакуума для каждого конкретного вида поверхностно-монтируемого компонента может задаваться установкой управляемого органа регулируемого дросселя в заранее определенное положение для данного вида компонентов с учетом адгезионных свойств применяемого флюса или паяльной пасты.
Заявитель использовал данный способ установки поверхностно-монтируемых компонентов при монтаже и пайке разных видов и размеров печатных плат. Применение заявляемого способа позволило увеличить производительность монтажа и пайки печатных плат без применения дорогостоящего оборудования, которое требуется для проведения известного способа, выбранного в качестве наиболее близкого аналога. Имеющаяся у заявителя практика применения заявляемого способа показала, что данный способ может быть успешно применен для установки поверхностно-монтируемых компонентов на печатные платы больших габаритных размеров с обеспечением производительности установки компонентов не ниже производительности по известному способу. В целом же применение заявляемого способа позволяет снизить себестоимость монтажа и пайки печатных плат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| СПОСОБ ПОВЕРХНОСТНОГО МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2018 |
|
RU2698306C2 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2021 |
|
RU2781436C1 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| Способ монтажа микросборок в корпус модуля | 2016 |
|
RU2661337C2 |
| СПОСОБ СБОРКИ ЭЛЕКТРОННЫХ МОДУЛЕЙ | 2023 |
|
RU2820146C1 |
| СПОСОБ СОВМЕСТНОГО МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ И ПЕЧАТНЫХ ПЛАТ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2019 |
|
RU2729606C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| КОЛЛАБОРАТИВНАЯ СБОРОЧНО-ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2020 |
|
RU2771901C2 |

Изобретение может быть использовано в технологическом процессе ручной установки поверхностно-монтируемых компонентов (ПМК) на печатные платы в условиях экспериментального, опытного и мелкосерийного многономенклатурного производства. ПМК 8 устанавливают на печатные платы 2, поверхности которых в зонах пайки предварительно покрыты слоем 13 флюса или паяльной пасты. На всасывающей головке 9 вакуумного пинцета 6 создают вакуум, обеспечивающий силу всасывания F1, достаточную для надежного захвата и удержания ПМК 8, но меньшую, чем суммарная сила адгезионного сцепления F2 последнего со слоем 13 флюса или паяльной пасты. Захваченные с помощью вакуумного пинцета 6 отдельные ПМК 8 переносят на печатную плату 2 в место их установки, после чего их отделяют от вакуумного пинцета без отключения от вакуума. Отделение каждого ПМК 8 от вакуумного пинцета 6 на месте его установки происходит за счет усилия F3, равного разнице между силой адгезионного сцепления F2 и силой всасывания F1. Установку компонентов разного вида осуществляют последовательно. Каждый раз перед началом установки ПМК следующего вида на пинцете устанавливают соответствующую величину вакуума. Способ обеспечивает сокращение времени монтажа за счет установки разных видов ПМК без использования дополнительных устройств для включения и отключения вакуума. 2 з.п. ф-лы, 6 ил.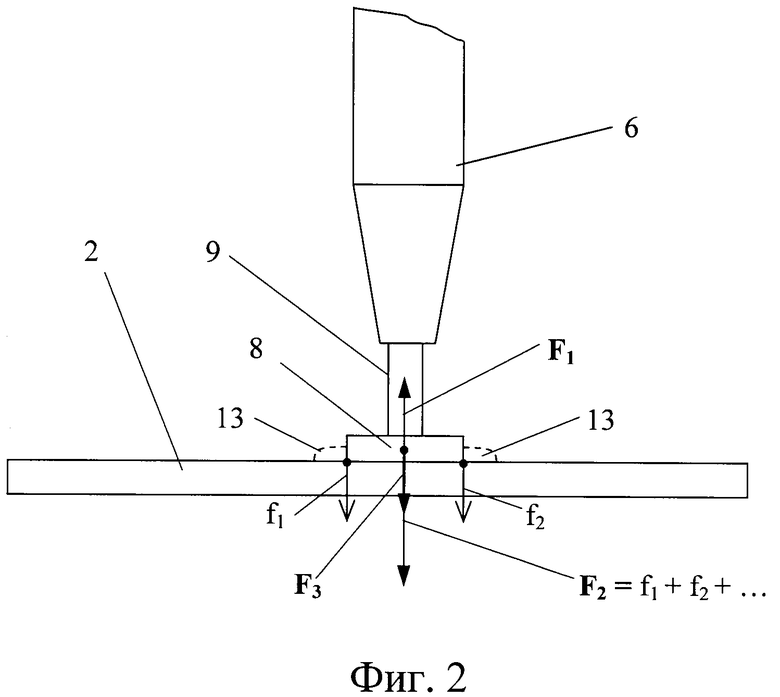
1. Способ установки поверхностно-монтируемых компонентов разных видов на одну печатную плату с помощью ручного вакуумного пинцета, соединенного пневмолинией с вакуумным насосом, при котором поверхностно-монтируемые компоненты устанавливают на печатную плату в места их установки, которые содержат предварительно покрытые слоем флюса или слоем паяльной пасты зоны пайки этих компонентов на печатной плате, а на всасывающей головке вакуумного пинцета создают вакуум, достаточный для надежного захвата и удержания вакуумным пинцетом поверхностно-монтируемого компонента, при этом захваченные с помощью вакуумного пинцета отдельные поверхностно-монтируемые компоненты по одному переносят и устанавливают на печатную плату в места их установки, после чего их сразу отделяют от вакуумного пинцета, отличающийся тем, что установку поверхностно-монтируемых компонентов разных видов на печатную плату осуществляют последовательно, при этом установку на печатную плату поверхностно-монтируемых компонентов каждого последующего вида осуществляют после завершения установки на ней всех поверхностно-монтируемых компонентов предшествующего вида, а перед началом установки на печатную плату компонентов каждого конкретного вида на вакуумном пинцете устанавливают величину вакуума, которая обеспечивает на всасывающей головке вакуумного пинцета силу всасывания, достаточную для надежного захвата и удержания вакуумным пинцетом поверхностно-монтируемого компонента этого конкретного вида, но меньшую, чем сила адгезионного сцепления поверхностно-монтируемого компонента этого конкретного вида с флюсом или паяльной пастой, которой покрыты на печатной плате зоны пайки этого конкретного вида компонентов, после чего с помощью вакуумного пинцета при установленной на нем величине вакуума без его отключения на соответствующие места пайки на печатной плате поштучно последовательно устанавливают все поверхностно-монтируемые компоненты этого конкретного вида.
2. Способ по п.1, отличающийся тем, что требуемую величину вакуума на всасывающей головке вакуумного пинцета устанавливают с помощью регулируемого дросселя, размещенного в пневмолинии, которая соединяет вакуумный пинцет с вакуумным насосом.
3. Способ по п.2, отличающийся тем, что в качестве регулируемого дросселя для установки требуемой величины вакуума на вакуумном пинцете используют регулируемый дроссель с ручным управлением.
| Прибор для умножения и деления многозначных чисел на однозначные | 1923 |
|
SU900A1 |
| Инструкция по эксплуатации | |||
| bi FRITSCH GmbH | |||
| Перевод | |||
| Предприятие ОСТЕК, 2000 | |||
| Способ монтажа кристалла на кристаллодержателе | 1976 |
|
SU566693A1 |
| Револьверный стол к прессу | 1929 |
|
SU23719A1 |
| JP 9298230 А, 18.11.1997. | |||

