Изобретение относится к области машиностроения и роботостроения и может применяться для выполнения сборочных операций на роботизированной линии в коллаборации с человеком [H05K 13/00, H05K 13/04, H05K 13/06, B25J 5/06, B25J 9/00, B25J 13/00].
Из уровня техники известно УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ [JPH 0249498 (А), опубл.: 19.02.1990], который подает компоненты, блок пайки, который отрезает выводы устанавливаемых компонентов до заданной длины и формирует их в заданную форму с горизонтальными наконечниками, манипулятор, который захватывает и поднимается вверх и вниз, и нагревательный элемент, который расположен рядом с этим манипулятором, который перемещается вверх и вниз и нагревается до заданной температуры путем подачи питания и выполненные с возможностью вращения как единый механизм вокруг вертикальной оси через приводной механизм, паяльная головка, снабженная механизмом привода для линейного перемещения, направляемого горизонтальной балкой, и паяльная головка, расположенная ниже горизонтальной балки в пределах диапазона горизонтального перемещения паяльной головки и установленная с конвейера переноса посредством переноса, устройство для установки электронных компонентов с выводами, содержащее: XY-стол, который удерживает размещенную печатную плату горизонтально и выполняет операцию подъема и горизонтального перемещения в направлениях XY.
Недостатком аналога является малая гибкость работы, обусловленная ограниченным перечнем операций, выполняемых устройствами и малое количество степеней свободы манипуляторов. Также известна ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МИКРОСБОРОК [SU 1598241 (А1), опубл.: 07.10.1990], содержащая соединенные с блоком управления и снабженные транспортирующими механизмами модуль установки компонентов на платы, модуль разделения плат, модуль присоединения ленты групповых выводов к платам с механизмом отрезания ленты, модуль пайки выводов и узлы загрузки с накопителями плат, отличающаяся тем, что, с целью повышения производительности, она снабжена соединенными с блоком управления узлом нанесения маркировочной метки на бракованные платы, установленным перед модулем установки компонентов на платы, датчиками считывания маркировочной метки, установленными на входе модуля установки компонентов на платы и на выходе модуля разделения плат, и механизмом изменения длины отрезаемой ленты групповых выводов, установленным на входе модуля присоединения ленты групповых выводов к платам, а транспортирующий механизм модуля пайки выводов снабжен механизмом изменения ширины захвата плат, соединенным с блоком управления.
Недостатком аналога является низкая интеллектуальность, обусловленная низкой автономностью и ограниченностью исполнительных механизмов и низкой адаптивностью линии к изменению выполняемых операций.
Наиболее близким по технической сущности является АВТОМАТИЧЕСКАЯ УСТАНОВКА ПАЙКИ КОМПОНЕНТОВ НА ТРЕХМЕРНЫХ ПЕЧАТНЫХ ПЛАТАХ SMT [DE 4434383 (А1), опубл.: 1996-03-21], в которой компоненты вставляются в печатную плату и припаиваются, отличающаяся тем, что печатная плата удерживается с помощью промышленного робота и транспортируется на разные станции обработки, обработка на разных станциях обработки для компоненты или группы компонентов выполняется одна за другой, и монтажная плата остается горизонтальной относительно положения обработки и сборки соответствующего компонента. Основной технической проблемой прототипа является низкая интеллектуальность, обусловленная низкой автономностью и ограниченностью исполнительных механизмов и низкой адаптивностью установки к изменению выполняемых операций. Кроме того, указанный прототип не предполагает непосредственной совместной работы с человеком.
Задачей изобретения является устранение недостатков прототипа.
Технический результат изобретения заключается в повышении интеллектуальности технической системы при выполнении сборочно-производственных технологических операций.
Указанный технический результат достигается за счет того, что коллаборативная сборочно-производственная линия, содержащая промышленный робот и станции обработки, отличающаяся тем, что состоит из соединенных между собой сквозным транспортирующим механизмом и единым блоком управления модульных ячеек, каждая из модульных ячеек содержит, как минимум, один промышленный робот, выполненный в виде манипулятора со средствами захвата, станцию обработки, средства технического зрения, манипулятор выполнен в виде механической руки со степенями свободы, обеспечивающими перемещение средств захвата в направлениях XYZ к транспортирующему механизму, станции обработки и рабочему месту оператора, рабочее место оператора оборудовано модулем отображения информации и блоком управления модульной ячейкой.
В частности, транспортирующий механизм выполнен в виде ленточного конвейера.
В частности, транспортирующий механизм разбит на сегменты по длине соответствующей модульной ячейки.
В частности, манипулятор выполнен, как минимум, с пятью степенями свободы. В частности, средства захвата выполнены механическими. В частности, средства захвата выполнены вакуумными. В частности, средства захвата выполнены магнитными.
В частности, средства технического зрения выполнены в виде цифровых видеокамер.
В частности, средства технического зрения выполнены в виде сенсорных датчиков.
В частности, станция обработки выполнена с возможностью выполнения операций сборки.
В частности, станция обработки выполнена с возможностью выполнения операций упаковки.
В частности, станция обработки выполнена с возможностью выполнения операций сортировки.
В частности, станция обработки выполнена с возможностью выполнения операций контроля
качества.
В частности, модуль отображения информации выполнен с возможностью доведения информации оператору о проводимой сборочной операции.
В частности, к блоку управления подключен интерфейсный модуль с возможностью отладки и управления работой линии.
Краткое описание чертежей.
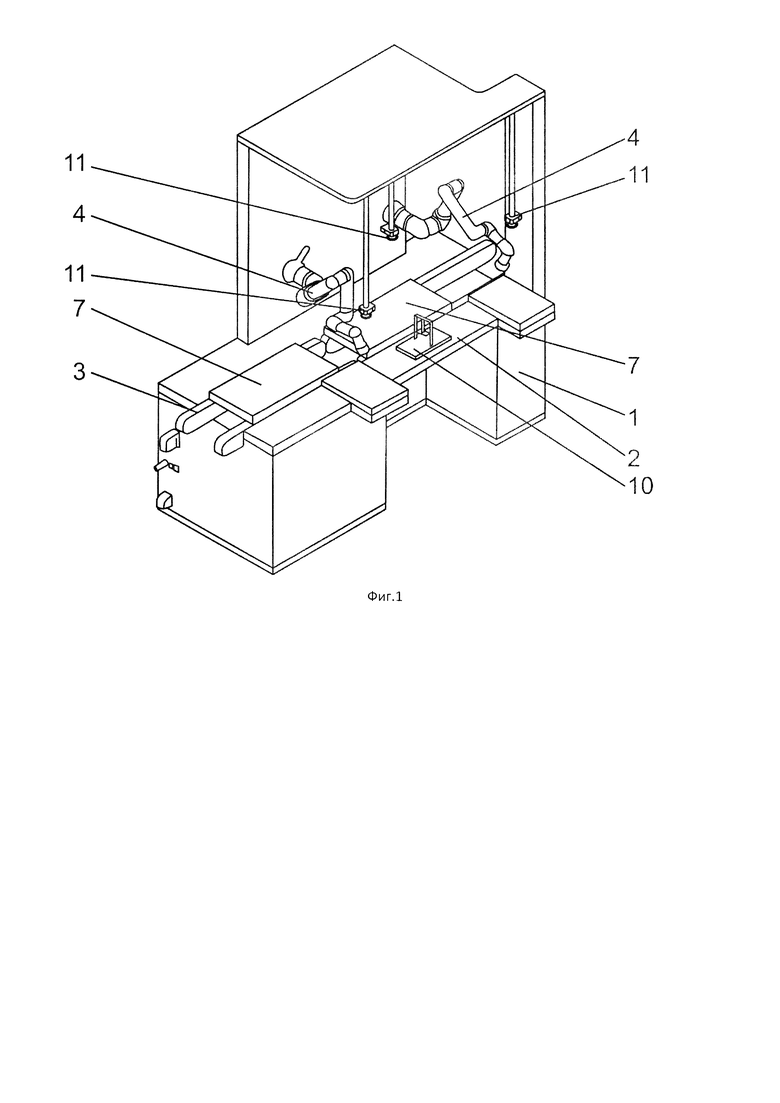
На фиг. 1 показан общий вид коллаборативной модульной ячейки.
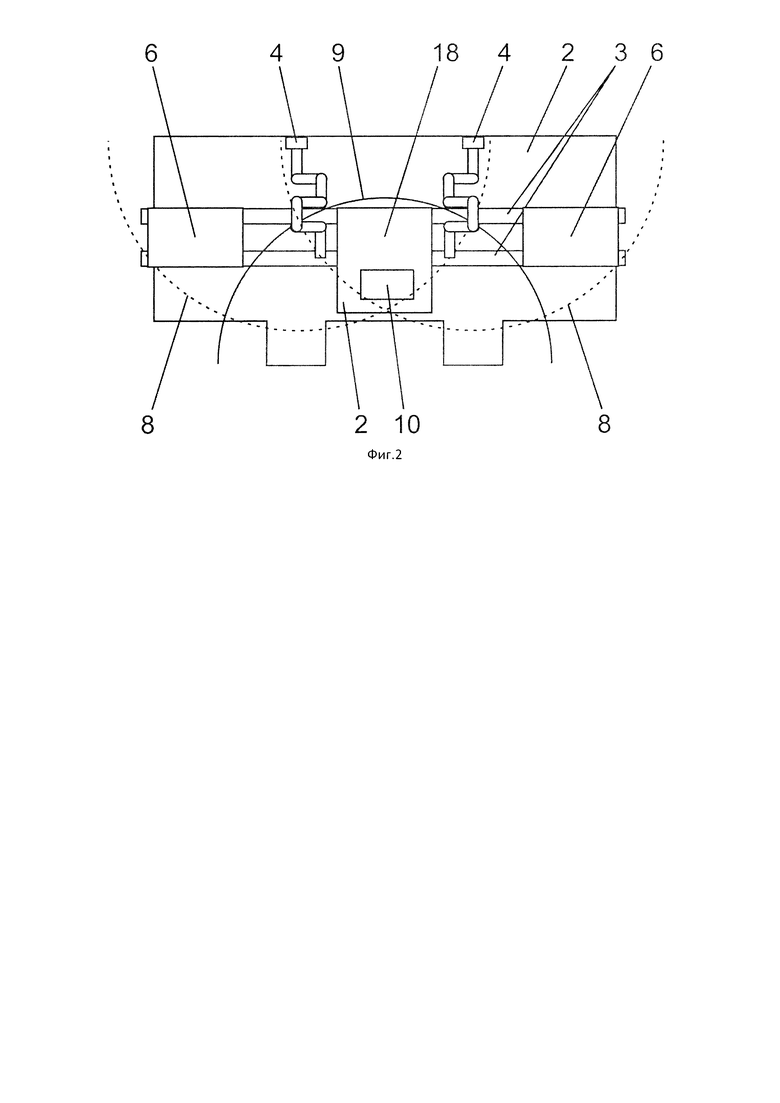
На фиг. 2 схематично показано зональное распределение рабочей поверхности коллаборативной модульной ячейки.
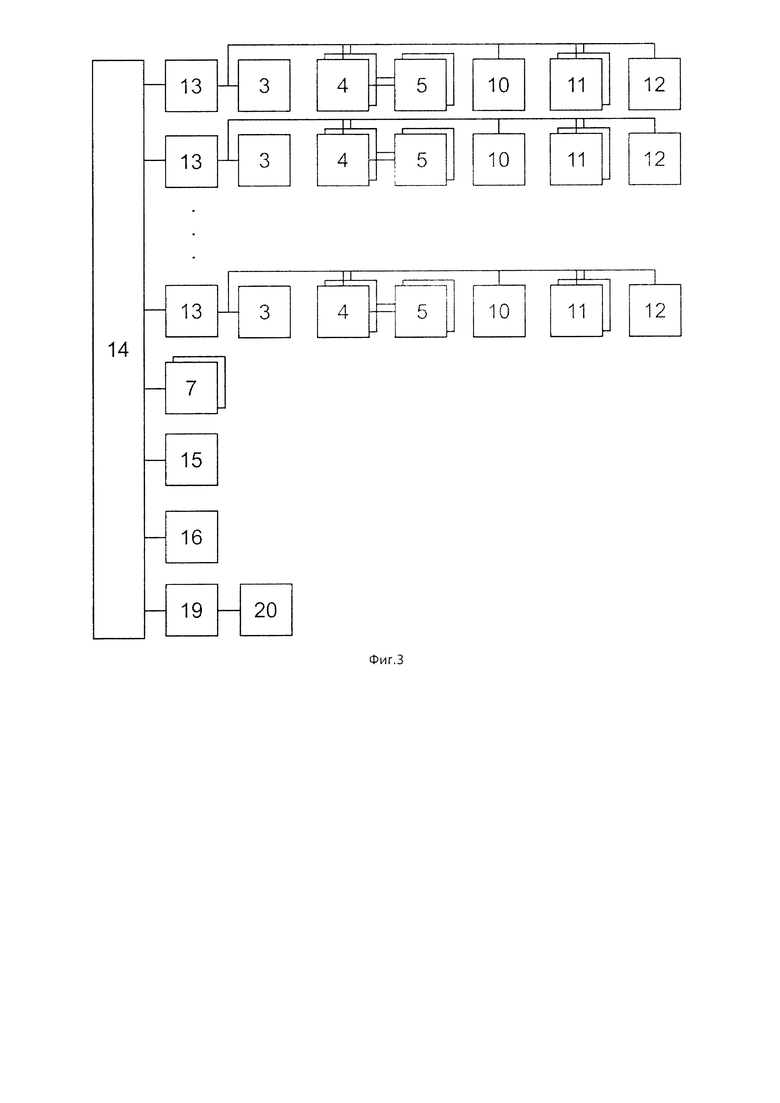
На фиг. 3 схематично показана коллаборативная сборочно-производственная линия.
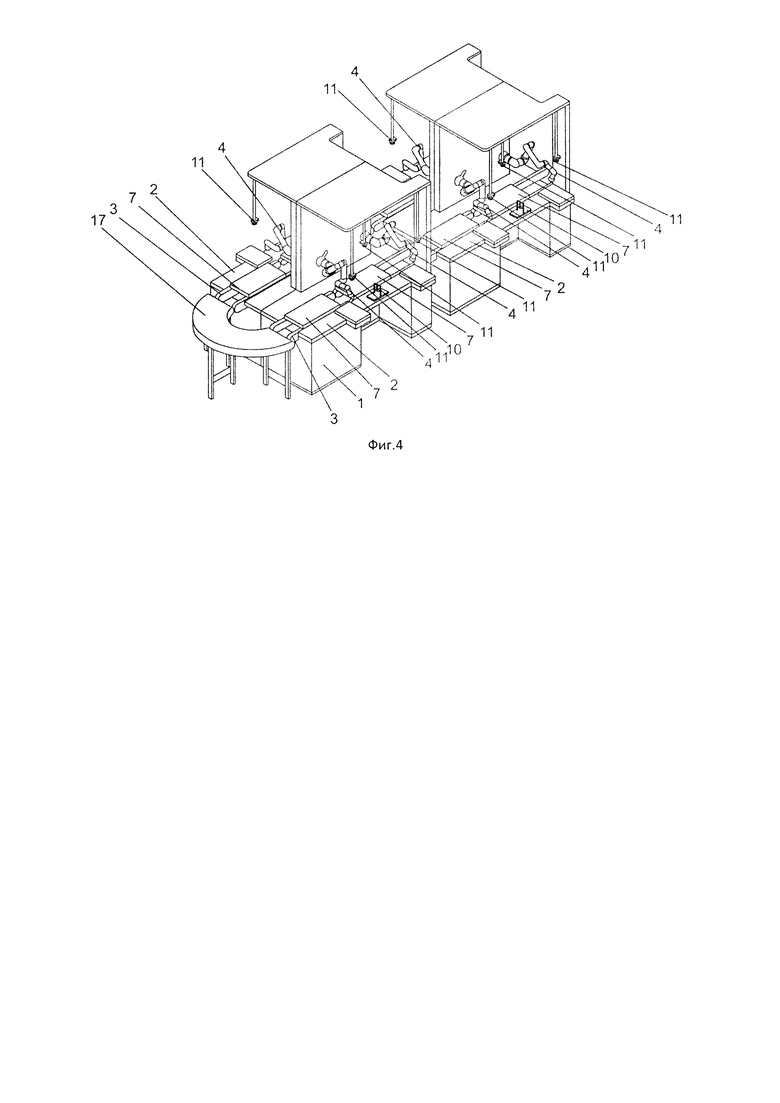
На фиг. 4 показан общий вид коллаборативной сборочно-производственной линии.
На фигурах обозначено: 1 - рамы, 2 - рабочие поверхности, 3 - транспортные конвейера, 4 - манипуляторы, 5 - захваты, 6 - зоны загрузки/выгрузки, 7 - челноки, 8 - зоны охвата манипуляторов, 9 - зона охвата оператора, 10 - станции обработки, 11 - средства технического зрения, 12 - модули отображения, 13 - блоки управления, 14 - центральный блок управления, 15 - интерфейсный модуль, 16 - блок хранения данных, 17 - конвейерная платформа, 18 - зона сборки, 19 - модуль связи, 20 - модуль загрузки/выгрузки.
Осуществление изобретения.
Коллаборативный робот (кобот) - это автоматическое устройство, которое может работать совместно с человеком для создания или производства различных продуктов [http://peshkin.mech.northwestern.edu/cobot/,опубл.:26.12.2019].
Промышленный робот - предназначенный для выполнения двигательных и управляющих функций в производственном процессе манипуляционный робот, т.е. автоматическое устройство, состоящее из манипулятора и перепрограммируемого устройства управления, которое формирует управляющие воздействия, задающие требуемые движения исполнительных органов манипулятора. Применяется для перемещения предметов производства и выполнения различных технологических операций.
Интеллектуальностью искусственной системы понимается наличие у нее двух свойств - автономности и адаптивности. Высокая степень автономности работы искусственной системы позволяет ей самостоятельно принимать решения в рамках своей функциональности и заложенной экспертизы. Возможность адаптации к изменяющимся условиям внешней среды при эксплуатации или изменяющимся условиям самой эксплуатации позволяет искусственной системе обучаться и продолжать функционировать. Чем выше степень автономности и адаптивности искусственной системы, тем выше ее интеллектуальность. С другой стороны, под интеллектуализацией понимается процесс повышения степени интеллектуальности технической системы. Исходя из того, что интеллектуальность является составной характеристикой из двух более простых свойств, интеллектуализация представляет собой траекторию развития системы в рамках своего жизненного цикла от низкого уровня к высокому по двухмерному пространству состояний [Душкин Р.В. - Интеллектуализация управления техническими системами в рамках функционального подхода // Программные системы и вычислительные методы. - 2019. - №2. - С. 43-57. DOI: 10.7256/2454-0714.2019.2.29192 URL: https://nbpublish.com/library read article.php?id=29192, опубл.: 18.07.2019].
Коллаборативная сборочно-производственная линия представляет собой конструктор в виде соединенных в единую линию коллаборативных модульных ячеек для формирования гибких линий сборки изделий различного назначения на базе коллаборативных роботов. Каждая из коллаборативных модульных ячеек содержит раму 1 (см. Фиг. 1). На раме 1 горизонтально смонтирована рабочая поверхность 2. Вдоль рабочей поверхности 2 последовательно друг за другом смонтировано, как минимум, пара транспортных конвейеров 3, выполненные, например, ленточными.
Над рабочей поверхностью 2 смонтирован, как минимум, один манипулятор 4, выполненный в виде механической руки из шарнирно соединенных между собой элементов. Шарнирные соединения элементов механической руки в одном из вариантов реализации снабжены сервоприводами (на фигурах не показаны) с возможностью автоматического управления. В другом варианте реализации шарнирные соединения элементов механической руки снабжены механическими усилителями мощности (на фигурах не показаны) с возможностью ручного управления малой по величине прилагаемой внешней силой. Манипулятор 4 выполнен, как минимум, с пятью степенями свободы.
На конце манипулятора 4 на подвижной головке (на фигурах не показана) смонтирован захват 5, выполненный механическим или вакуумным.
Рабочая поверхность 2 содержит зоны загрузки/выгрузки 6 (см. Фиг. 2), зоны охвата манипуляторов 8, зону охвата оператора 9 и зону сборки 18.
В зоне охвата манипулятора 8 и зоне охвата оператора 9 смонтирована станция сборки 10, выполненная с возможностью выполнения операций сборки, или упаковки, или сортировки, или контроля качества деталей, при этом для выполнения операций сборки станция сборки 8 содержит инструмент сборки, например паяльную станцию, средства подачи и закручивания винтов, сварочный аппарат и т.д.
Над рабочей поверхностью 2 над зонами загрузки/выгрузки 6 и/или зоной сборки 18 и/или транспортным конвейером 3 смонтированы средства технического зрения 11, выполненные, например, в виде сенсорных датчиков или цифровых камер.
Над рабочей поверхностью 2 смонтирован модуль отображения 12 с возможностью визуализации информации о проводимой сборочной операции.
Манипулятор 4, привод транспортного конвейера 3, станция сборки 10, средства технического зрения 11 и модуль отображения 12 подключены к блоку управления 13 (см. Фиг. 3). Коллаборативные модульные ячейки смонтированы последовательно в линию, блоки управления 13 которых подключены к центральному блоку управления 14.
К центральному блоку управления 14 подключен интерфейсный модуль 15, выполненный с возможностью отладки и управления работой элементов коллаборативной сборочно-производственной линия. К центральному блоку управления 14 подключен блок хранения данных 16, выполненный с возможностью сбора и хранения данных о работе коллаборативной сборочно-производственной линии.
При размещении коллаборативных модульных ячеек в несколько рядов транспортные конвейеры 3 сообщающихся рядов соединены между собой конвейерной платформой 17 (см. Фиг. 4) привод которой соединен с центральным блоком управления 14.
Коллаборативную сборочно-производственную линию используют следующим образом. Заготовки собираемых изделий укладывают в челнок 7 и загружают на транспортный конвейнер 3 первой из коллаборативных модульных ячеек, при этом для каждого из видов заготовок предусматривают отдельный челнок 7. С блока управления 13 указанной коллаборативной ячейки подают сигнал на центральный блок управления 14 о готовности к приему заготовок и нахождении челнока 7 с заготовками в ожидании загрузки, при этом упомянутый сигнал может подавать оператор вручную. Центральный блок управления 14 запускает транспортные конвейера 3 которыми транспортируют челнок 7 с заготовками в зону сборки 18.
В зависимости от вида сборочных операций и их сложности предполагают выполнение ручной, полуавтоматической и автоматической вариантов сборок.
При ручной сборке челнок 7 с заготовками транспортными конвейерами 3 подают в зону сборки 18 и останавливают транспортные конвейера 3. Оператор изучает информацию по выполнению сборочной операции, отображаемой на модуле отображения 12 и в процессе работы пользуется для контроля правильности выполнения сборочных операций. Далее оператор в зоне охвата оператора 9 производит необходимые операции с заготовками с использованием станции сборки 10 забирая заготовки из челнока 7 и помещая их обратно после выполнения сборочной операции. В варианте реализации манипулятора 4 с ручным управлением для заготовок с большими массогабаритными показателями перемещение упомянутых заготовок оператором осуществляют с помощью манипуляторов 4.
По окончании обработки всех заготовок оператор подает сигнал на блок управления 13 коллаборативной модульной ячейки об окончании сборочных операций. Блок управления 13 запускает транспортные конвейера 3 которыми перемещают челнок 7 в зону загрузки/выгрузки 6. По окончании перемещения челнока 7 в зону загрузки/выгрузки 6 с блока управления 13 подают сигнал на центральный блок управления 14 об окончании сборочных операций и перемещении челнока 7 для ожидания выгрузки.
Центральный блок 14 по получению с блоков управления 13 сигнала о нахождении челнока 7 в ожидании выгрузки находится в готовности получения сигнала с блока управления 13 следующей коллаборативной модульной ячейки о готовности к приему заготовок и после получения такового перемещает с помощью транспортных конвейеров 3 челнок 7 на следующую коллаборативную модульную ячейку. Повторяют цикл сборки.
При полуавтоматической сборке челнок 7 с заготовками транспортными конвейерами 3 подают в зону сборки 18 и останавливают транспортные конвейера 3.
С помощью средств технического зрения 11 распознают положение устанавливаемых заготовок и поочередно захватывают их захватом 5 манипулятора 4, при этом для выполнении сложных операций или при использовании для выполнения сборочной операции двух заготовок используют второй манипулятор 4.
После захвата заготовки манипулятором 4 переносят и помещают ее на станцию сборки 10. После помещения заготовки на станцию сборки 10 освобождают захват 5 манипулятора 4 или продолжают удерживать заготовку манипулятором 4 и оператор выполняет сборочные операции вручную. По окончании выполнения операции средствами технического зрения 11 распознают об окончании сборочной операции и манипулятором 4 помещают заготовку в челнок 7. По окончании обработки всех заготовок оператор подает сигнал на блок управления 13 коллаборативной модульной ячейки об окончании сборочных операций. Блок управления 13 запускает транспортные конвейера 3 которыми перемещают челнок 7 в зону загрузки/выгрузки 6. По окончании перемещения челнока 7 в зону загрузки/выгрузки 6 блок управления 13 подает сигнал на центральный блок управления 14 об окончании сборочных операций и перемещении челнока 7 для ожидания выгрузки.
Центральный блок 14 по получению с блоков управления 13 сигнала о нахождении челнока 7 в ожидании выгрузки находится в готовности получения сигнала с блока управления 13 следующей коллаборативной модульной ячейки о готовности к приему заготовок и после получения такового перемещает с помощью транспортных конвейеров 3 челнок 7 на следующую коллаборативную модульную ячейку. Повторяют цикл сборки.
При автоматической сборке челнок 7 с заготовками транспортными конвейерами 3 подают в зону сборки 18 и останавливают транспортные конвейера 3. С помощью средств технического зрения 11 распознают положение устанавливаемых заготовок и поочередно захватывают их захватом 5 манипулятора 4, при этом для выполнении сложных операций или при использовании для выполнения сборочной операции двух заготовок используют второй манипулятор 4. Манипулятором 4 переносят и помещают заготовку на станцию сборки 10, освобождают захват 5 манипулятора 4 или продолжая удерживать заготовку манипулятором 4 выполняют сборочную операцию с помощью станции сборки 10.
В процессе выполнения сборочных операций оператор контролирует работу манипулятора 4 и станции сборки 10.
По окончании обработки всех заготовок средства технического зрения 11 подают сигнал на блок управления 13 коллаборативной модульной ячейки об окончании сборочных операций. Блок управления 13 запускает транспортные конвейера 3 которыми перемещают челнок 7 в зону загрузки/выгрузки б. По окончании перемещения челнока 7 в зону загрузки/выгрузки 6 блок управления 13 подает сигнал на центральный блок управления 14 об окончании сборочных операций и перемещении челнока 7 для ожидания выгрузки.
Центральный блок 14 по получению с блоков управления 13 сигнала о нахождении челнока 7 в ожидании выгрузки находится в готовности получения сигнала с блока управления 13 следующей коллаборативной модульной ячейки о готовности к приему заготовок и после получения такового перемещает с помощью транспортных конвейеров 3 челнок 7 на следующую коллаборативную модульную ячейку. Повторяют цикл сборки.
В случае возникновения аварийной ситуации на какой-либо коллаборативной модульной ячейке оператор с блока управления 13 отключает упомянутую ячейку и подает сигнал об аварии на центральный блок управления 14.
Для загрузки заготовок на первую из коллаборативных модульных ячеек и выгрузки готовых деталей с последней из коллаборативных модульных ячеек к центральному блоку управления 14 через модуль связи 19 подключен, как минимум, один модуль загрузки/выгрузки 20, выполненный, например, в виде мобильной платформы.
Технический результат изобретения - повышение интеллектуальности технической системы при выполнении сборочно-производственных технологических операций достигается за счет универсальной компоновки в гибкую, быстро адаптируемую под любые объем и сборочные операции сборочно-производственную линию из коллаборативных модульных ячеек, соединенных сквозным, разбитым на сегменты с возможностью изменения количества ячеек, транспортным конвейером 3 и управляемых объединенными в центральный блок управления 14 блоками управления 13 манипуляторами 4, снабженными захватами 5, станциями обработки 10, средствами технического зрения 11 каждой из упомянутых ячеек. При этом, вовлечение в производственный процесс оператора с целью участия в выполнении отдельных операций и непосредственного контроля за ходом технологического процесса позволяет повысить адаптивность сборочно-производственной линии к процессу производства без внесения существенных конструктивных изменений.
Технический результат подтверждается изготовленными согласно описанию изобретения и внедренными с 2014 года коллаборативными сборочно-производственными линиями на базе универсальных коллаборативных модульных ячеек за счет их быстрого развертывания под текущие задачи с возможностью оперативной трансформации под новую продукцию и/или объемы производства. Кроме того, использование указанных линий позволило увеличить производительность труда, повысить экономию производства за счет более гибкого управления персоналом и универсального оборудования и обеспечило возможность совместной работы роботизированной линии и человека в безопасной среде.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОНОМНАЯ СБОРОЧНАЯ МОДУЛЬНАЯ ЯЧЕЙКА | 2021 |
|
RU2755994C1 |
| СПОСОБ И АППАРАТУРА ДЛЯ СБОРКИ КОМПЛЕКСНОГО ИЗДЕЛИЯ В ПАРАЛЛЕЛЬНОЙ СИСТЕМЕ ПОДГОТОВКИ ПРОДУКЦИИ | 2008 |
|
RU2422258C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| КОЛЛАБОРАТИВНЫЙ РОБОТИЗИРОВАННЫЙ УЧАСТОК ПЕРЕСЧЕТА ДЕНЕЖНОЙ НАЛИЧНОСТИ | 2018 |
|
RU2697316C1 |
| РОБОТИЗИРОВАННАЯ МОДУЛЬНАЯ ТЕЛЕЖКА | 2023 |
|
RU2800784C1 |
| СИСТЕМА И СПОСОБ СБОРКИ И СОБИРАНИЯ НЕЗАПОЛНЕННЫХ ПАКЕТОВ С ВЫЛИВНЫМИ НОСИКАМИ | 2013 |
|
RU2628915C2 |
| КАМЕРА ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2813445C1 |
| МНОГОЯРУСНАЯ АВТОМАТИЗИРОВАННАЯ АВТОСТОЯНКА МОДУЛЬНОГО ТИПА | 2008 |
|
RU2376430C1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| СИСТЕМА ДЛЯ ИНКУБАЦИИ И ФОРМИРОВАНИЯ ЦИФРОВЫХ ИЗОБРАЖЕНИЙ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811721C1 |
Изобретение относится к области машиностроения и роботостроения и может применяться для выполнения сборочных операций на роботизированной линии в коллаборации с человеком. Коллаборативная сборочно-производственная линия состоит из соединенных между собой сквозным транспортирующим механизмом и единым блоком управления модульных ячеек. Каждая из модульных ячеек содержит как минимум один промышленный робот, выполненный в виде манипулятора со средствами захвата, станцию обработки, средства технического зрения. Манипулятор выполнен в виде механической руки со степенями свободы, обеспечивающими перемещение средств захвата в направлениях XYZ к транспортирующему механизму, станции обработки и рабочему месту оператора. Рабочее место оператора оборудовано модулем отображения информации и блоком управления модульной ячейкой. Изобретения направлено на повышение интеллектуальности технической системы при выполнении сборочно-производственных технологических операций. 14 з.п. ф-лы, 4 ил.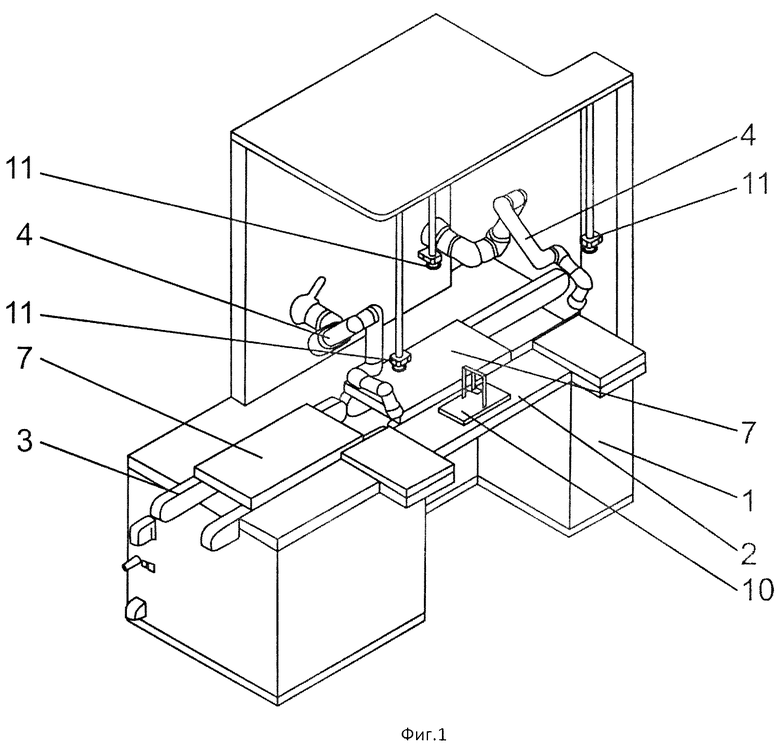
1. Коллаборативная сборочно-производственная линия, содержащая промышленные роботы и станции обработки, отличающаяся тем, что состоит из соединенных между собой сквозным транспортирующим механизмом и единым блоком управления модульных ячеек, каждая из модульных ячеек содержит как минимум один промышленный робот, выполненный в виде манипулятора со средствами захвата, станцию обработки, средства технического зрения, манипулятор выполнен в виде механической руки со степенями свободы, обеспечивающими перемещение средств захвата в направлениях XYZ к транспортирующему механизму, станции обработки и рабочему месту оператора, рабочее место оператора оборудовано модулем отображения информации и блоком управления модульной ячейкой.
2. Линия по п. 1, отличающаяся тем, что транспортирующий механизм выполнен в виде ленточного конвейера.
3. Линия по п. 1, отличающаяся тем, что транспортирующий механизм разбит на сегменты по длине соответствующей модульной ячейки.
4. Линия по п. 1, отличающаяся тем, что манипулятор выполнен как минимум с пятью степенями свободы.
5. Линия по п. 1, отличающаяся тем, что средства захвата выполнены механическими.
6. Линия по п. 1, отличающаяся тем, что средства захвата выполнены вакуумными.
7. Линия по п. 1, отличающаяся тем, что средства захвата выполнены магнитными.
8. Линия по п. 1, отличающаяся тем, что средства технического зрения выполнены в виде цифровых видеокамер.
9. Линия по п. 1, отличающаяся тем, что средства технического зрения выполнены в виде сенсорных датчиков.
10. Линия по п. 1, отличающаяся тем, что станция обработки выполнена с возможностью выполнения операций сборки.
11. Линия по п. 1, отличающаяся тем, что станция обработки выполнена с возможностью выполнения операций упаковки.
12. Линия по п. 1, отличающаяся тем, что станция обработки выполнена с возможностью выполнения операций сортировки.
13. Линия по п. 1, отличающаяся тем, что станция обработки выполнена с возможностью выполнения операций контроля качества.
14. Линия по п. 1, отличающаяся тем, что модуль отображения информации выполнен с возможностью доведения информации оператору о проводимой сборочной операции.
15. Линия по п. 1, отличающаяся тем, что к блоку управления подключен интерфейсный модуль с возможностью отладки и управления работой линии.
| Станок для аппретирования, сушки и резки ткани, например, на капталы | 1948 |
|
SU75769A1 |
| СИГАРЕТНАЯ ПАЧКА | 2011 |
|
RU2571659C2 |
| DE 4434383 C2, 07.12.2000 | |||
| US 20200122327 A1, 23.04.2020. | |||

