1
Из,обрете1 ие относится к контролю технологических процессов цветной металлургии, а именно к контролю температуры электролита в алюминиевых электролизерах.
Известен способ контроля температуры электрилита, включающий возбуждение электромагнитного поля внутри электролизера, прием и измерение параметров электродвижущей силы вне электролизера, возникающей под влиянием электромагнитного поля LI.
Heдocтaткo f известного способа является значительное запаздывание в получении информации и невысокая точность контроля .
Цель изобретения - уменьшение времени запаздывания и повьппение точности контроля.
Поставленная цель достигается тем, что одновременно измеряют амплитуды сигналов электромагнитного поля и электродвижущей силы и угол
фазового сдвига между этими сигналами, по полученным данным вычисляют электромагнитный параметр jb при гармоническом возб ждении по формуле
,
3 Llr(tj
(t)
где и,
напряжение, возникающее под влиянием.электродвнж тцс-й силы;
u.(t)
напряжение возбуждения;
10 к коэффициент связи, пропорциональный углу фазового сдвига ,
устанавливают зависимость между ,5 электромагнитным параметром Ьэ и температурой электролита по полученной зависимости определяют температуру электролита, при этом частоту сигналов возбуждения выбирают из условия соблюдения не20равенства
-I5L л if . -J
cr
Иф -dV
ст
f., - частота сигналов возб окдения электромагнитного поля;
Рс
- соответственно
И
tr
ст
электропроводности и магнитные проницаемое-; и: материалов футеровки и сталыюго кожуха; Оф ,с.р сортветственио толщина материала
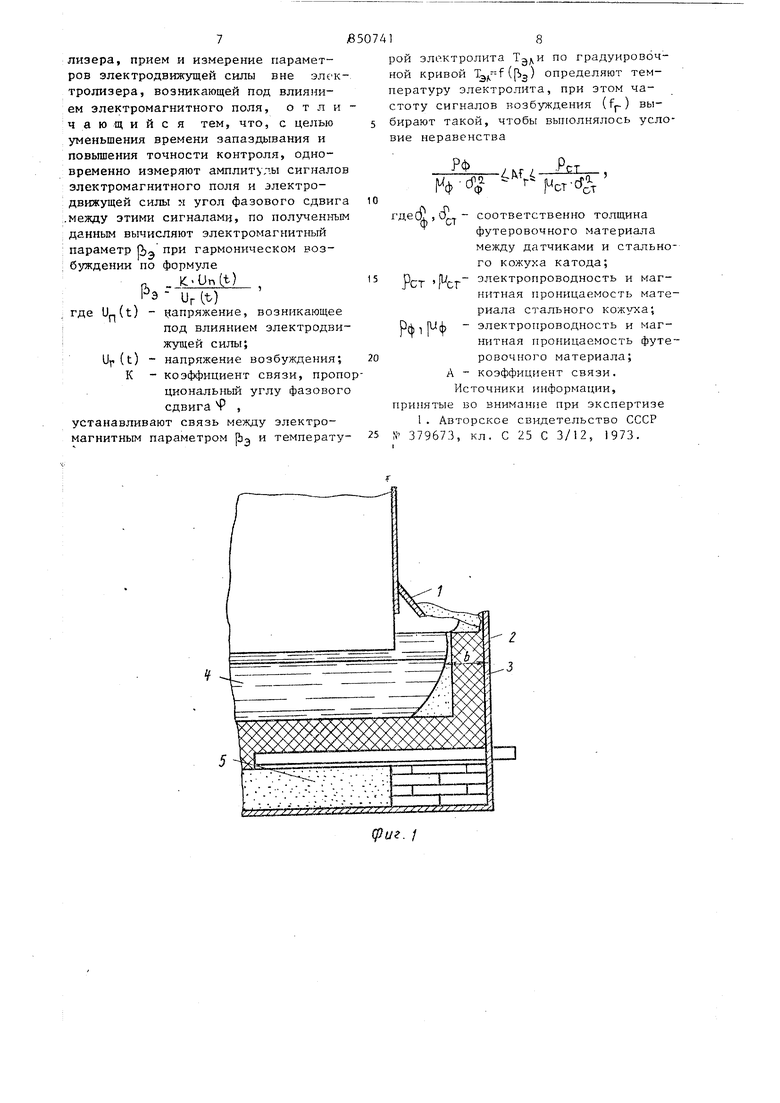
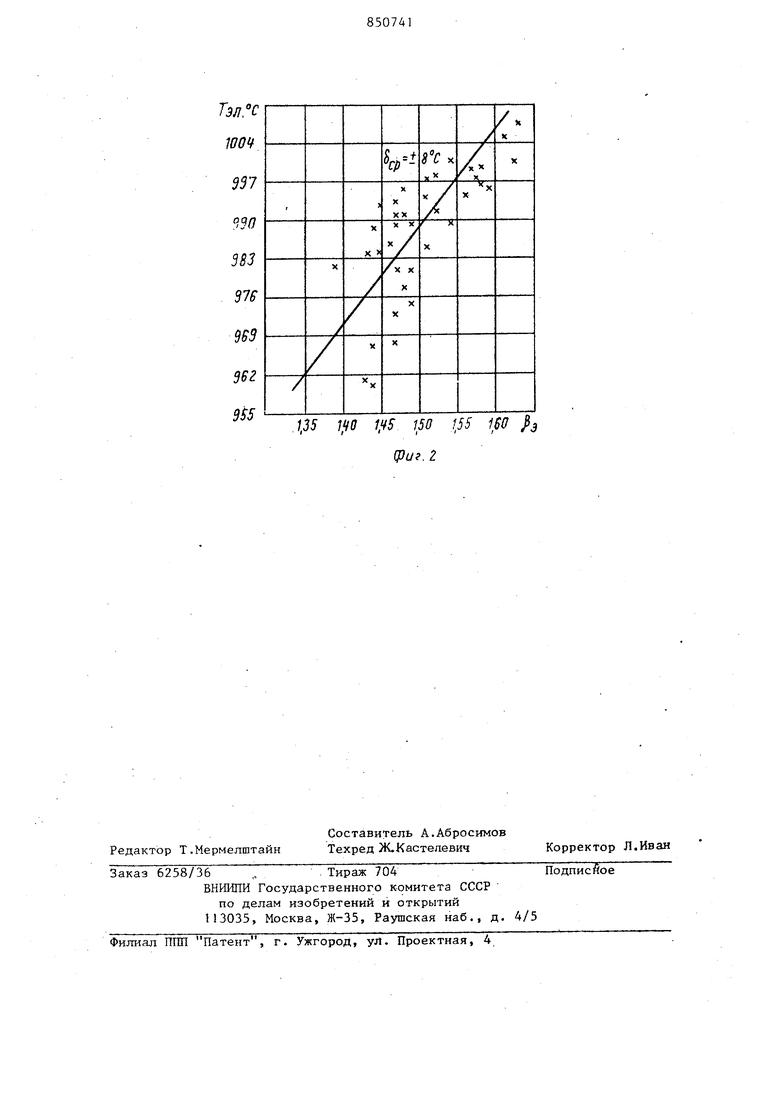
футеровки и стального кожуха катода А - коэффиниент связи На фиг. 1 Приведена схема реализации предлагаемог-о способа контроля на фиг. 2 - градуировочный график завис1-1мости температуры электроли та Т, (с) от величины электпомаг° г,
нитного параметра р,
Схема содержит стенку 1 газосбор кого колокола, приемный датчик 2, стальную стенку 3 кожуха катода, расплав 4 алюминия и генераторный датчик 5. и1ирина ш,ели между кожухоь катода и газосборным кохгоколом равна Ь. .
Способ осуществляется следующим образом.
Измеряют амплр1туду электродвижущей силы U|.(t) при импульсном возбуждении и определяют электром:агнитный параметр по формуле
П Ьп
U(.t)dt/I| I3(;b)dt t,
где t -t, временная задерхжа сигнала ,
При гармон -гчном возбуждени - электромагнитный параметр определяют по формуле
U(t)/Ur(t),
где Up(t) - напряжение возб ткдения; К - коэффициент связи., пропорциопальньн углу фазового сдвига Q между сигналами ЭДС и возбуждения .
На генераторный.датчик 5 подается синусоидальное или импульсное напряжение в завис -гмости от схемного решения приемного устройства.
Рассмотрим способ при питании генераторногй датчика синусоидальным током частотой f 30-600 Гц.
от генераторного .п.атчика j к приемному 2 происходит через эквивалентную электромагнитную и,ел1 в, образованную линзой раснлавленного алюминия и кожухом 3 электролизера. Снимаемый сигнал с приемного датчика, усиливается избирательным узкополосньЕ усилителем. Усиленный и опорный сигнал подаются па фазометр. Опорным сигналом служит напряжение 13озбуждения reiiepaTOpHoro датчика,
Одновременно измеряются напряжения на генераторном и приемном датчрпчах, фазовый меящу их сигналами и по измеренным параметрам сигнала онределяется электромагнитный параметр й,
Предззарител 1ко до natiana рабочего цикла измерений строится градуировочная характерист 1ка зависимости параметра ji от температуры элетролит а .
Снятие градумровочиой характеристики осугцествляется следующим образом .
Прин.удител-ыю, путем изменения греющего напряжения на электролизере изменяют температуру электролита Т от 950 до IIOO-C.H одновременьо Р змвняют ее с помощью термопар и э.чектромзгнитпый napat-гетр |J) о, с интервалом в 5-10 мин. По получе1П ь-м данным строят зависимость Ug г( т.е. градуировочн ло ха.рактеристику электролизера. В дальнейшем контроль температуры электролита ведется путем сравнения тек- |Пдего значния параметра jbqc градуировочпой характе ристикой.
В процессе работы в период интен с и в -{о г о изменения о б ъ е м а н а с т ы л я , т.е. в пусковой и осенне-весепний периоды, возникает необходимость в коррекции градуировочных характеристик. Поскольку основная цель контроля - своевременно заметить с тклонение температуры от заданной технологией величины, то такая коррекция Бозмола а по одиночным замерам температурь эталонной термопарой. Время когггроля температуры одного электролизера электромагнигныгметодом не более 2 с.
Последовательность операций, осуществляющих способ-, следующая. 5 На генераторный датчик 5 подается ток возбуждения частотой 30-600 Г Амплитуда ЭДС, снимаемой с приемного датчика 2, может быть определе на из выражения W „-Ь Г/Ti/.d-KNcPl t-2uJ p 3el(2-T- -:b -)fj r4+( j. сЯ т;-.;и фаза Ocarctg (Z-.r.где иОр 2Ttfp ; f частота возбужде ния генераторног датчика, магнитная проницаемость воздуха сила тока в гене торном датчике, расстояние от це тра щели до приемного датчика; действительное значение ширины щели; 503 глубина проникно вения электромаг нитного поля в стенку кожуха пр , глубина проникно вения электромаг нитного поля при текущем значении температуры КОЖУХ а; b--b,b.,).pJ(.4T-2o)i (тос),. удельное сопротивление стенок кожуха при температурный коэффици ент сопротивления стали ; магнитная проницаемость стали при , температурный коэффициент магнитной прО1 ицаемости стали; текущее значение магнит ной проницаемости и эле тропроводности стали, Т - текущее значение температуры стенки кожуха и расплава алюминия, время. Изменения температуры электролита 4 обуславливают аналохичные угзменения температуры расплава алюминия и граничащих с электролитом узлов стального кожуха. Это ггрежде всего относится к газосборному колоколу и верхней кромке катодного кожуха, поскольку газы под колоколом имеют температуру л/550 С, а выходящие из-под корки глинозема-vQOO C . Колебания температуры названных элементов электролизера вызывают пропорциональные изменения элeктpoпpoвoднocт стенок кожуха, а следовательно, и глубины проникновения в них электромагн1ц;ного ноля d , что эквивалентно изменени.ю ширины щели Ь. В результате ЭДС в приемном витке зависит от температуры электролита, точнее от температуры расплава алюминия и стг-; нок кожуха, примыкающих к электрод ту. Следовательно, измеряя электро магнитный параметр Р),. или IbL . т.е. фазу и относительн- по величину амплитуды сигнала в приемном датчике или амплитуду и скорость спада (при импульсном методе), можно судить о температуре электролита. На промышле}1ньгх электролизерах проведены испытания предлагаемого способа по замерам электромагнитного параметра Ь с одновременньЕМ контролем температуры электролита при помощи хромель-алюминиевых термопар, установленных в электролит в зоне газовых горелок. По данным замеров строят график (фиг. 2). Линия регрессии найдена по методу наименьших квадратов. Среднеквадратичная ошибка определения температуры электролита по электромагнитному параметру составляет З-З-С. Предлагаемый способ позволяет осуествлять непрерывный дистанционный онтроль температуры электролита и ем самым вести процесс электролиза ри оптимальной температ фе. Формула изобретения Способ контроля температуры элекролита, включающий возб тдение элекромагнитного поля внутри электролизера, прием и измерение параметров электродвижущей силы вне электролизера, возникающей под влиянием электромагнитного поля, о т л и чающийся тем, что, с целью уменьшения времени запаздывания и повьппения точности контроля, одновременно измеряют амплитуды сигналов электромагнитного поля и электродвижущей силы я угол фазового сдвига .между этими сигналами, по полученным данным вычисляют электромагнитный параметр Pj при гармоническом возбуждении по формуле гх ) Рэ где Up(t) {Напряжение возникающее под влиянием электродви жущей (t) - напряжение возбуждения; К - коэффициент связи, проп циональньш углу фазовог сдвига Ф , устанавливают связь между электромагнитным параметром Ь и температу 18 рой электролита ТддИ по градуировочной кривой (3) определяют температуру электролита, при этом частоту сигналов возбуждения (fp) выбирают такой, чтобы выполнялось условие неравенства cT-cf, гдеО , О. - соответственно толщина футеровочного материала между датчиками и стального кожуха катода; Рст Рсгэлектропроводность и магнитная проницаемость материала стального электропроводность и магнитная проницаемость футеровочного материала; коэффициент связи. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 379673, кл. С 25 С 3/12, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ МАССЫ РАСПЛАВЛЕННОГО АЛЮМИНИЯ В ЭЛЕКТРОЛИЗЕРЕ | 2007 |
|
RU2375501C2 |
| Способ и устройство для электромагнитной дефектоскопии-толщинометрии ферромагнитных металлических труб в многоколонных скважинах | 2022 |
|
RU2783988C1 |
| Способ контроля состояния межполюсного промежутка электролизера | 1977 |
|
SU717156A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОЙ ДЕФЕКТОСКОПИИ В МНОГОКОЛОННЫХ СКВАЖИНАХ | 2007 |
|
RU2364719C1 |
| ИМПУЛЬСНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СПОСОБ | 1973 |
|
SU379673A1 |
| Способ контроля технологических параметров электролизера | 1981 |
|
SU985157A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КАЖУЩЕГОСЯ ЭЛЕКТРИЧЕСКОГО СОПРОТИВЛЕНИЯ ПОРОД В УСЛОВИЯХ ОБСАЖЕННЫХ СКВАЖИН | 2012 |
|
RU2526520C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ УДАЛЕНИЯ ДВОЙНОЙ ИНДИКАЦИИ ДЕФЕКТОВ ПРИ КОНТРОЛЕ ТРУБ ПО ДАЛЬНЕМУ ПОЛЮ ВИХРЕВЫХ ТОКОВ | 2010 |
|
RU2523603C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ НЕФЕРРОМАГНИТНОГО ЭЛЕКТРОПРОВОДЯЩЕГО ПОКРЫТИЯ СТАЛИ | 2013 |
|
RU2532858C2 |
| ЭЛЕКТРОМАГНИТНЫЙ ДЕФЕКТОСКОП СКВАЖИННЫЙ | 2004 |
|
RU2290632C2 |
(Pu.2.
