Изобретение относится к системам автоматического управления производством агломерата и может быть использовано в металлургической промышленности для повышения качества агломерата.
Важными критериями качества полученного агломерата являются его механические (прочностные) свойства, о которых судят по данным барабанной пробы или по количеству выделенного на грохоте возврата (Глинков Г.М., Маковский A.M. АСУ технологическими процессами в агломерационных и сталеплавильных цехах, Металлургия, 1981, с.52-65).
Для эффективной работы системы авторегулирования процесса агломерации необходимо обеспечить стабилизацию всех основных параметров, которые вызывают изменение скорости спекания шихты.
Высокое качество агломерата при максимальной производительности агломашины может быть достигнуто при завершении процесса спекания точно в конце активной длины аглоленты. Момент окончания процесса спекания определяют по температуре отходящих газов, их химическому составу, газопроницаемости слоя шихты на ленте, разрежению в вакуум-камерах, освещенности в двух-трех последних вакуум-камерах (SU 973643, МКИ С22В 1/16), магнитной проницаемости спекаемого слоя (Федоровский Н.В., Шанидзе Д.И. Агломерация железных руд. Киев, Техника, 1991, с.121-124, SU 1666558, МКИ С22В 1/14).
Описанные выше устройства характеризуются следующими недостатками.
Практическая реализация используемого в них контроля затруднена тем, что отбор проб газа, необходимая при этом его очистка от пыли и влаги, а также газовый анализ являются сравнительно сложными операциями. При определении газопроницаемости слоя шихты на ленте необходимо учитывать, что скорость фильтрации воздуха по ширине спекательных тележек неодинакова.
Существующие системы автоматического управления процессом агломерации осуществляют регулирование процесса спекания, изменяя отдельные управляющие воздействия, являющиеся заданиями локальных систем регулирования.
Известна система оптимизации агломерационного процесса с использованием управляющего вычислительного комплекса (УВК) (М.Г.Лодыгичев, В.М.Чижикова, В.И.Лобанов и др. Сырье для черной металлургии: Справочное издание: в 2-х томах. Т.1. Сырьевая база и производство окускованного сырья, М.: Машиностроение-1, 2001 г., с.711), в которой, наряду с локальными системами регулирования влажности шихты, содержанием в ней топлива, высоты спекаемого слоя, скорости аглоленты, используют управляющие воздействия на каждый из указанных регуляторов. Эти воздействия вырабатываются в результате анализа информации, полученной от датчиков, контролирующих процесс спекания.
На основе полученной информации в системе оптимизации агломерационного процесса вырабатываются управляющие воздействия для регулирования производительности по шихте, подаваемой в процесс, а также корректирующие воздействия на задатчики локальных систем.
Однако при такой комплексной системе управления трудно осуществить решение задачи оптимизации из-за наличия большого запаздывания в каналах измерения. Так, например, если оценить прочность агломерата только по количеству образуемой мелочи 0-5 мм в барабанной пробе, то между моментом завершения процесса спекания и моментом получения результатов испытаний спека, проходит около одного часа времени (отбор усредненной пробы, ее доставка, испытание и оценка результата путем грохочения и взвешивания). За такой промежуток времени состояние процесса спекания под влиянием возмущающих факторов существенно меняется, поэтому полученная рекомендация, например, по количеству топлива в шихте, или другим величинам становится несоответствующей изменившимся условиям процесса.
Таким образом, для ведения процесса агломерации в оптимальном режиме нужно как можно быстрее получить оперативную информацию о степени влияния в данный момент на процесс агломерации различных технологических параметров (содержания оксидов, влажности шихты, степени ее окомкования, расхода шихты на аглоленту, высоте слоя на аглоленте, скорости спекания, производительности агломашины, данным барабанной пробы, количеству возврата и многим другим), т.е. необходимо прогнозировать степень влияния технологических параметров на процесс агломерации.
Известно устройство автоматического управления процессом агломерации (Патент RU 2222614, МКИ С22В 1/16), принятое в качестве прототипа, содержащее агломерационную машину, анализатор гранулометрического состава агломерата, блок запаздывания гранулометрического состава агломерата, датчик расхода возврата, анализатор содержания влаги в концентрате, датчик веса шихты; датчик мощности, расходуемой на окомкование; окомкователь шихты; блок расчета вкладов контролируемых возмущающих воздействий; блок расчета разности прогнозируемых и фактических значений выходных переменных; блок идентификации параметров модели, блок расчета оптимальных управляющих воздействий.
Недостатком этого устройства является то, что оно не обеспечивает осуществление процедуры расчета скорректированных значений расходов компонентов шихты, возврата и аглоспека, а также процедуры расчета суммарного содержания неконтролируемых оксидов в железорудной части шихты. Это приводит к тому, что из-за погрешностей определения значений массовых расходов компонентов шихты и их химического состава не выполняются уравнения материального баланса, являющиеся основой прогнозирования качества агломерата.
Задачей, решаемой изобретением, является повышение точности поддержания заданного металлургического качества агломерата.
Эта задача решается следующим образом.
Известная автоматизированная система управления качеством агломерата, содержащая измерительный комплекс, контролирующий массовые расходы шихты, возврата и аглоспека, блок регуляторов расходов компонентов агломерационной шихты, блок регулируемых приводов питателей, блок расчета оптимальных управляющих воздействий, согласно изобретению снабжена анализатором химического состава компонентов шихты и агломерата, блоком расчета скорректированных значений расходов компонентов шихты, возврата и аглоспека, блоком расчета суммарного содержания неконтролируемых оксидов в железорудной части шихты, блоком сравнения расчетного содержания оксидов в железорудной части шихты с допустимым значением, определяемым в базе знаний химическим составом компонентов железорудной части шихты, блоком расчета скорректированных значений содержания оксидов в железорудной части шихты, блоком расчета параметров полиномов, описывающих изменения содержаний компонентов, блоком прогнозирования качества агломерата при использовании скорректированных значений массовых расходов и содержания оксидов в железорудной части шихты, причем выход измерительного комплекса, контролирующего массовые расходы материальных потоков, соединен с входом блока расчета скорректированных значений расходов компонентов шихты, возврата и аглоспека, выход которого соединен с первым входом блока расчета параметров полиномов, выход анализатора химического состава компонентов шихты и агломерата соединен с входом блока расчета суммарного содержания неконтролируемых оксидов в железорудной части шихты, выход которого соединен с первым входом блока сравнения расчетного содержания оксидов в железорудной части шихты с допустимым значением, а его второй вход соединен с выходом блока базы знаний химического состава компонентов железорудной части шихты, выход блока сравнения расчетного содержания оксидов в железорудной части шихты с допустимым значением соединен с входом блока расчета скорректированных значений содержания оксидов в железорудной части шихты, выход которого соединен со вторым входом блока расчета параметров полиномов, выход блока расчета параметров полинома соединен с входом блока прогноза качества агломерата, выход блока прогноза качества агломерата соединен с входом блока расчета оптимальных управляющих воздействий; выход которого соединен с входом блока регуляторов расходов компонентов агломерационной шихты; выход которого соединен с входом блока регулируемых приводов питателей.
Благодаря введенным блокам и связям обеспечивается прогнозирование качества агломерата с учетом нестабильности химического состава шихты.
На чертеже изображена структурная схема автоматизированной системы управления качеством агломерата.
Автоматизированная система управления качеством агломерата, взаимодействующая с технологическим комплексом 1 производства агломерата, состоит из измерительного комплекса 2, контролирующего массовые расходы материальных потоков (шихты, возврата и аглоспека), блока 3 расчета скорректированных значений расходов материальных потоков, анализатора 4 химического состава и влажности железорудной части шихты (ЖРЧШ), блока 5 расчета суммарного содержания неконтролируемых оксидов ХО в железорудной части шихты, блока 6 базы знаний химического состава компонентов агломерационной шихты, в котором определяется допустимое значение содержания неконтролируемых оксидов ХО в ЖРЧШ, блока 7 сравнения расчетного содержания оксидов ХО в ЖРЧШ с допустимым значением, определяемым химическим составом компонентов железорудной части шихты; блока 8 расчета скорректированных значений содержания оксидов в накопительной емкости ЖРЧШ; блока 9 расчета параметров полиномов, описывающих изменения содержаний компонентов, блока 10 прогнозирования качества агломерата с использованием скорректированных значений массовых расходов и содержания оксидов в ЖРЧШ, блока 11 расчета оптимальных значений управляющих воздействий, блока 12 регуляторов расходов компонентов агломерационной шихты, блока 13 регулируемых приводов питателей.
Выход измерительного комплекса 2 соединен с входом блока 3 расчета скорректированных значений расходов компонентов шихты, возврата и аглоспека, выход которого соединен с первым входом блока 9 расчета параметров полиномов, выход анализатора 4 соединен с входом блока 5 расчета суммарного содержания неконтролируемых оксидов в железорудной части шихты, выход которого соединен с первым входом блока 7 сравнения расчетного содержания оксидов в железорудной части шихты с допустимым значением, а его второй вход соединен с выходом блока 6 базы знаний химического состава компонентов железорудной части шихты, выход блока 7 соединен с входом блока 8 расчета скорректированных значений содержания оксидов в железорудной части шихты, выход которого соединен со вторым входом блока 9 расчета параметров полиномов, выход блока 9 соединен с входом блока 10 прогноза качества агломерата, выход блока 10 соединен с входом блока 11 расчета оптимальных управляющих воздействий; выход которого соединен с входом блока 12 регуляторов расходов компонентов агломерационной шихты; выход которого соединен с входом блока 13 регулируемых приводов питателей.
Технологический комплекс 1 производства агломерата представляет собой агломерационные машины с комплектующим оборудованием.
В качестве блока 2 используются весоизмерительные устройства.
В качестве блока 4 используется анализатор химического состава компонентов шихты, например, поточный анализатор АПУР «ФЕРРОКОНТ» конвейерный вариант.
Установка АПУР «ФЕРРОКОНТ» предназначена для экспрессного, непрерывного количественного контроля концентрации химических элементов в режиме реального времени, непосредственно на ленточных и тарельчатых питателях, конвейерной ленте.
Блоки 3, 5, 6, 7, 8, 9, 10, 11, 12 реализуются с использованием программируемого контроллера, например контроллера GE Fanuc, который производит опрос датчиков и выдает управляющее воздействие на привод, например AV300i.
Система работает следующим образом.
Измеренные в блоке 2 значения массовых расходов шихты, возврата и аглоспека поступают в блок 3. В блоке 3 производится расчет скорректированных значений расходов, обеспечивающих минимальное отклонение измеренных значений от истинных с учетом уравнений материального баланса и погрешностей контроля. Расчет сводится к минимизации суммы невязок, взвешенных по средним квадратичным ошибкам отдельных измерений:

при наличии ограничений в форме уравнений материального баланса
 ,
,
где хi, x* i - измеренное и истинное значение расходов i-го потока соответственно;
η - масштабный коэффициент;
i=1, 2,…, n - число расходов, подлежащих определению;
m - число уравнений материального баланса;
аij - параметры уравнений;
σi- средняя квадратичная погрешность измерения величины расхода конкретным весоизмерителем.
Задача (1) при ограничениях (2) решается методом неопределенных множителей Лагранжа  λ(λ1,,,,2m) путем дифференцирования функции F(x, λ) по векторам x и λ и приравнивания получающихся уравнений нулю.
λ(λ1,,,,2m) путем дифференцирования функции F(x, λ) по векторам x и λ и приравнивания получающихся уравнений нулю.
Функция F(x, λ) имеет вид:

Полученное решение имеет вид:

где En,n - единичная матрица размерности n*n;
С - диагональная матрица размерности m*n с членами:
A - матрица материального баланса размерности m*n с членами и aij.
Измеренный в блоке 4 химический состав компонентов шихты поступает в блок 5. В блоке 5 по сигналам с анализатора 4 химического состава и влажности ЖРЧШ производится расчет суммарного содержания неконтролируемых оксидов ХО в ЖРЧШ по формуле

где αj - содержание оксидов в ЖРЧШ.
В блоке 6 содержится описание закономерностей, определяющих химический состав компонентов железорудной части шихты. Сравнение расчетного содержания оксидов XOp в ЖРЧШ с допустимым значением XOД, определяемым химическим составом компонентов железорудной части шихты, в блоке 7 производится по формуле

Если расчетное значение содержания оксидов XOp, в ЖРЧШ превосходит допустимое значение, то в блоке 8 выполняется расчет скорректированного химического состава железорудной части компонентов шихты и агломерата, обеспечивающий выполнение уравнений материального баланса при минимизации невязок по содержанию металла, оксидов или других j-x компонентов:

при выполнении ограничений на уравнения материального баланса

где i - номер узла технологической схемы;
n - число узлов;
j - номер компонентов;
m - число компонентов;
s - номер продукта узла;
ki2,ki2 - число продуктов на входе и выходе i-го узла;
αsj - содержание в продуктах металла, оксидов или других j-x компонентов;
εijs - погрешности определения содержания в продуктах металла, оксидов или других j-x компонентов для s-го продукта i-го узла технологической схемы.
В блоке 9 по скорректированным значениям массовых расходов и содержаний компонентов производится расчет параметров полиномов, по которым осуществляется прогноз показателей качества агломерата

где r - порядковый номер элемента временного ряда, описывающего изменения j-го компонента;
 - фактическое значение показателя качества агломерата на r-м такте.
- фактическое значение показателя качества агломерата на r-м такте.
В блоке 10 с использованием полиномов, полученных в блоке 9, формируется прогноз изменения j-го компонента в агломерате на (r+d) тактов:

В блоке 11 по прогнозному значению качества агломерата формируются значения оптимальных управляющих воздействий, являющихся заданиями регуляторов расходов компонентов агломерационной шихты в блоке 12. Задания регуляторам путем воздействия на регулируемые привода питателей в блоке 13 изменяют расходы компонентов шихты, т.е. режим работы технологического комплекса.
Таким образом, благодаря введенным блокам и связям, обеспечивается повышение качества управления технологическим комплексом производства агломерата.
Пример. При отсутствии процедуры расчета скорректированных значений расходов компонентов шихты, возврата и аглоспека, а также процедуры расчета суммарного содержания неконтролируемых оксидов в железорудной части шихты дисперсия основности агломерата в условиях агломерационной фабрики Магнитогорского металлургического комбината составляет 0,0016, что определяется погрешностями оценки расходов компонентов шихты, возврата и аглоспека, а также погрешностями оценки химического состава компонентов шихты. Результаты моделирования работы системы согласно изобретению показывают, что благодаря введенным блокам и связям обеспечивается снижение дисперсии основности агломерата до величины 0.0009. Таким образом, относительная дисперсия, характеризующая качество управления, составляет 56% от первоначального значения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ДОЗИРОВАНИЯ ШИХТЫ ДЛЯ ОКУСКОВАНИЯ ЖЕЛЕЗОРУДНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2426802C2 |
| Способ регулирования состава агломерационной шихты | 1988 |
|
SU1585356A1 |
| Способ подготовки шихты к спеканию | 1980 |
|
SU1041591A1 |
| СПОСОБ ПРОИЗВОДСТВА АГЛОМЕРАТА | 2003 |
|
RU2248404C1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА АГЛОМЕРАТА | 2003 |
|
RU2281976C2 |
| Способ производства офлюсованного железорудного агломерата | 2020 |
|
RU2768432C2 |
| СПОСОБ ПОДГОТОВКИ АГЛОМЕРАЦИОННОЙ ШИХТЫ | 1992 |
|
RU2009220C1 |
| СПОСОБ СПЕКАНИЯ АГЛОМЕРАТА С РАЗЛИЧНОЙ ОСНОВНОСТЬЮ ИЗ ЖЕЛЕЗОСОДЕРЖАЩИХ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2002 |
|
RU2221880C2 |
| Способ агломерации железорудных материалов | 1988 |
|
SU1564199A1 |
| СПОСОБ АГЛОМЕРАЦИИ С РЕЦИРКУЛЯЦИЕЙ ОТХОДЯЩИХ ГАЗОВ | 1997 |
|
RU2119539C1 |
Изобретение относится к системам автоматического управления производством агломерата и может быть использовано в металлургической промышленности для повышения качества агломерата. Технический результат - повышение качества агломерата. Автоматизированная система управления качеством агломерата содержит технологический комплекс производства агломерата, измерительный комплекс, контролирующий массовые расходы материальных потоков (шихты, возврата и аглоспека), регуляторы расходов компонентов агломерационной шихты, регулируемые приводы питателей, блок расчета оптимальных управляющих воздействий. Система дополнительно содержит анализатор химического состава компонентов шихты и агломерата, блок расчета скорректированных значений расходов компонентов шихты, возврата и аглоспека, блок расчета суммарного содержания неконтролируемых оксидов в железорудной части шихты, блок сравнения расчетного содержания оксидов в железорудной части шихты с допустимым значением, определяемым в базе знаний химическим составом компонентов железорудной части шихты, блок расчета скорректированных значений содержания оксидов в железорудной части шихты, блок расчета параметров полиномов, описывающих изменения содержаний компонентов, блок прогнозирования качества агломерата с использованием скорректированных значений массовых расходов и содержания оксидов в железорудной части шихты. 1 ил.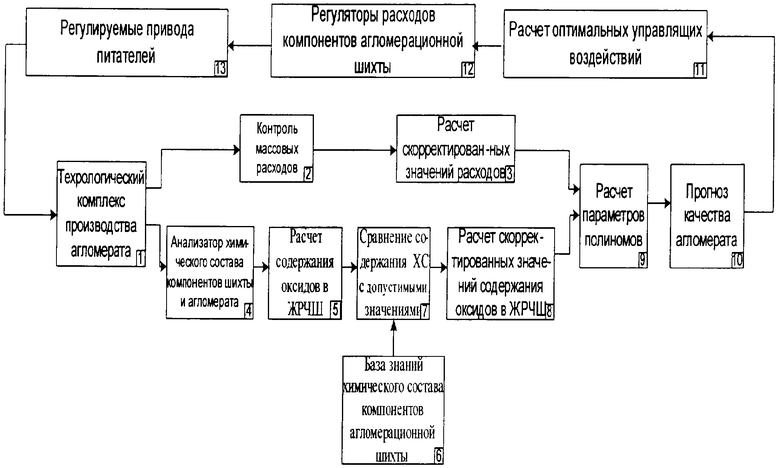
Автоматизированная система управления качеством агломерата, содержащая измерительный комплекс, контролирующий массовые расходы шихты, возврата и аглоспека, блок регуляторов расходов компонентов агломерационной шихты, блок регулируемых приводов питателей, блок расчета оптимальных управляющих воздействий, отличающаяся тем, что она снабжена анализатором химического состава компонентов шихты и агломерата, блоком расчета скорректированных значений расходов компонентов шихты, возврата и аглоспека, блоком расчета суммарного содержания неконтролируемых оксидов в железорудной части шихты, блоком сравнения расчетного содержания оксидов в железорудной части шихты с допустимым значением, определяемым в базе знаний химическим составом компонентов железорудной части шихты, блоком расчета скорректированных значений содержания оксидов в железорудной части шихты, блоком расчета параметров полиномов, описывающих изменения содержаний компонентов, блоком прогнозирования качества агломерата при использовании скорректированных значений массовых расходов и содержания оксидов в железорудной части шихты, причем выход измерительного комплекса, контролирующего массовые расходы материальных потоков соединен с входом блока расчета скорректированных значений расходов компонентов шихты, возврата и аглоспека, выход которого соединен с первым входом блока расчета параметров полиномов, выход анализатора химического состава компонентов шихты и агломерата соединен с входом блока расчета суммарного содержания неконтролируемых оксидов в железорудной части шихты, выход которого соединен с первым входом блока соединен с первым входом блока сравнения расчетного содержания оксидов в железорудной части шихты с допустимым значением, а его второй вход соединен с выходом блока базы знаний химического состава компонентов железорудной части шихты, выход блока сравнения расчетного содержания оксидов в железорудной части шихты с допустимым значением соединен с входом блока расчета скорректированных значений содержания оксидов в железорудной части шихты, выход которого соединен со вторым входом блока расчета параметров полиномов, выход блока расчета параметров полинома соединен с входом блока прогноза качества агломерата, выход блока прогноза качества агломерата соединен с входом блока расчета оптимальных управляющих воздействий, выход которого соединен с входом блока регуляторов расходов компонентов агломерационной шихты, выход которого соединен с входом блока регулируемых приводов питателей.
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ АГЛОМЕРАЦИИ | 2002 |
|
RU2222614C1 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ КАЧЕСТВОМ АГЛОСПЕКА | 1997 |
|
RU2111428C1 |
| JP 56127733 A, 06.10.1981 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

