Изобретение относится к области ультразвуковой обработки и может применяться для очистки изделий от технологических и эксплуатационных загрязнений.
Известны способы ультразвуковой очистки изделий, при которых изделия погружают в моющую жидкость и создают в ней ультразвуковое поле стержневым излучателем, излучающая поверхность которого совершает поршневые колебания с амплитудой смещений 15-30 мкм [1]. К недостаткам таких способов относится сравнительно малая по протяженности, до 15-20 мм в направлении излучения, зона интенсивной кавитационной эрозии, обеспечивающая очистку поверхности изделий.
Наиболее близким аналогом, принятым в качестве прототипа, является способ ультразвуковой очистки изделий, согласно которому для увеличения протяженности зоны коллапсовой ультразвуковой очистки в область обработки вводят затопленную струю моющей жидкости со скоростью, превышающей скорость создаваемых излучателем крупномасштабных акустикогидродинамических течений и совпадающей с ними по направлению [2].
Недостатком этого способа является регулярное снижение эффективности очистки с увеличением расстояния от излучателя до обрабатываемого изделия (до 30 мм).
Технической задачей, на решение которой направлено заявляемое изобретение, является создание в моющей жидкости дополнительной зоны эрозионного воздействия в той области крупномасштабного акустического течения, в которой из-за снижения амплитуды звукового давления с расстоянием не происходит захлопывания кавитационных пузырьков, т.е. не осуществляется эрозионное разрушение загрязнений.
Решение поставленной технической задачи достигается тем, что в способе ультразвуковой очистки изделий, заключающемся в том, что на изделие, помещенное в рабочую емкость с моющей жидкостью, воздействуют ультразвуковыми колебаниями от основного высокоамплитудного источника излучения с амплитудой колебательных смещений 15-50 мкм и частотой 20-30 кГц, создавая направленный на изделие поток жидкости с кавитационными свойствами, одновременно на изделие направляют поток дополнительной энергии, согласно изобретению в качестве дополнительной энергии используют энергию ультразвукового низкоамплитудного излучения, создающего совместно с излучением основного источника общую, удаленную от него зону устойчивого кавитационного воздействия на изделие за счет взаимодействия двух потоков акустического излучения, при этом общую зону устойчивого кавитационного воздействия формируют протяженностью L=(4…5)l от зоны акустического воздействия основного источника излучения, где l - протяженность зоны активного акустического воздействия основного источника акустических колебаний.
На решение поставленной технической задачи направлено также то, что в качестве дополнительной энергии, направляемой на изделие, используют энергию переизлучения ультразвуковых колебаний, возбуждаемых основным источником излучения, отраженных от конструктивных элементов рабочей емкости.
Решение поставленной технической задачи становится возможным благодаря применению в дополнение к основному высокоамплитудному источнику акустического излучения потока дополнительной энергии от другого источника акустического излучения, но с более низкой интенсивностью. Такой подход позволяет организовать в рабочей жидкости еще одну зону, более удаленную от основного источника акустического излучения и более удобную для работы с очищаемыми изделиями, расстояние которой от основного источника определяется в 5…6 раз большим, чем зона воздействия в случае работы только основного одиночного источника. В результате в дополнительной зоне создаются условия схлопывания пузырьков паровоздушной смеси, теряющих на таком расстоянии свою первоначальную энергию, т.е. условия кавитационного процесса очистки поверхности изделий.
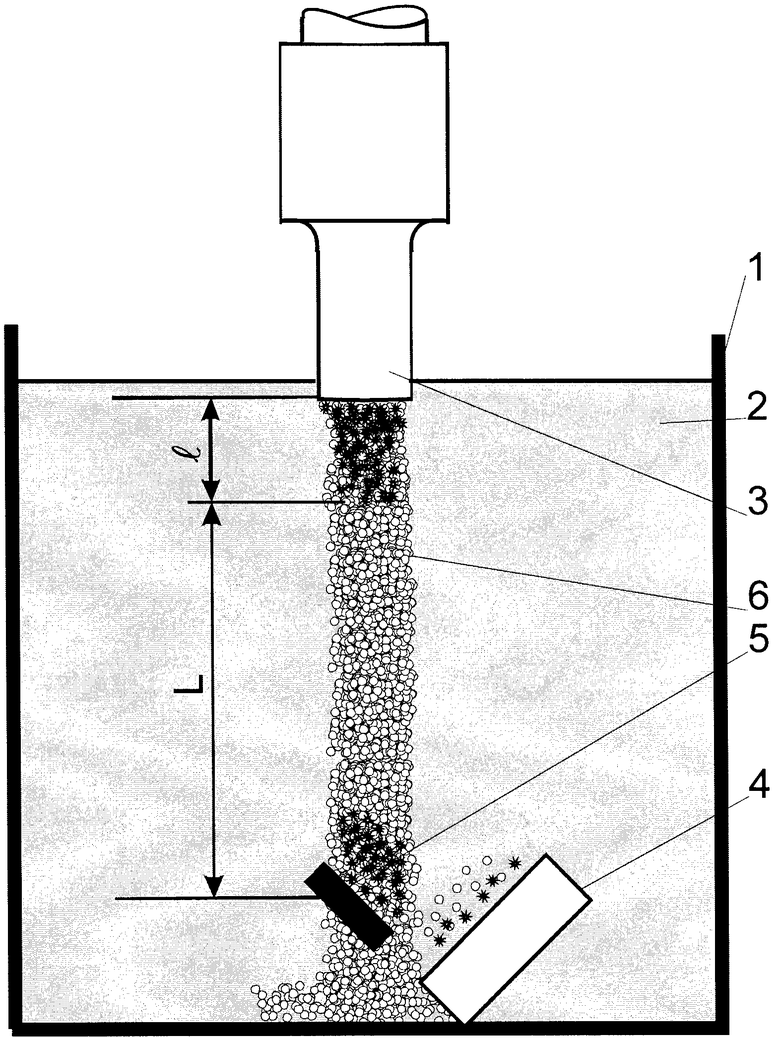
Способ поясняется чертежом, на котором схематически представлено устройство для ультразвуковой очистки изделий. В состав устройства входят рабочая емкость 1, заполняемая моющей жидкостью 2, основной высокоамплитудный источник 3 излучения в виде поршневого ультразвукового излучателя, а также источник 4 излучения дополнительной энергии. В емкости 1 размещено изделие 5, требующее очистки. Источник 4 излучения дополнительной энергии представляет собой ультразвуковой низкоамплитудный излучатель. Под воздействием излучения основного источника 3 в рабочей емкости 1 возникает акустико-гидродинамический поток 6.
На чертеже используются следующие обозначения: l - протяженность зоны акустического воздействия основного источника излучения, L - протяженность зоны акустического воздействия основного и дополнительного источников акустических колебаний.
Предлагаемый способ ультразвуковой очистки изделий реализуется следующим образом.
На изделие 5, помещенное в рабочую емкость 1 с моющей жидкостью 2, воздействуют ультразвуковыми колебаниями с амплитудой колебательных смещений 15-50 мкм на частотах 20-30 кГц. Для этого используют основной высокоамплитудный источник 3 излучения в виде поршневого ультразвукового излучателя, устанавливаемого в емкости 1 и создающего направленный на изделие 5 поток 6 жидкости с кавитационными свойствами. При этом излучающая поверхность (не обозначена) источника 3 излучения создает акустическое поле, интенсивность которого убывает вдоль нормали к ней, и слабо расходящееся мощное акустикогидродинамическое течение 6, переносящее со скоростью 1 м/с и более значительное количество кавитационных пузырьков.
В ближайшей к основному высокоамплитудному источнику 3 излучения зоне протяженностью l=15-18 мм наблюдается активное схлопывание пузырьков, а далее пузырьки распространяются в потоке не схлопываясь, так как снижение амплитуды звукового давления приводит к невыполнению условий кавитационного коллапса.
Одновременно на изделие 5 направляют поток дополнительной энергии. Согласно изобретению в качестве дополнительной энергии используют энергию ультразвукового низкоамплитудного источника 4 излучения. Последний создает совместно с основным источником 3 общую, удаленную от него зону устойчивого кавитационного воздействия на изделие 5, накладывая свое акустическое поле на сформированный основным источником 3 излучения поток 6 кавитационных пузырьков. Таким образом, при взаимодействии двух потоков акустического излучения создаются условия, необходимые для осуществления процесса кавитации. При этом общую зону устойчивого кавитационного воздействия формируют протяженностью L=(4…5)l от зоны акустического воздействия основного источника излучения, где l - протяженность зоны активного акустического воздействия основного источника 3 акустических колебаний.
Установлено, что даже при интенсивности потока дополнительной энергии от источника 4 низкоамплитудного акустического излучения в 5-10 раз меньшей интенсивности от основного высокоамплитудного источника 3 излучения, в выбранной таким образом общей зоне их совместного воздействия может быть создана дополнительная область коллективного коллапсирования пузырьков и, соответственно, дополнительная и чрезвычайно удобная для практических технологических воздействий зона кавитационной эрозии, внутри которой размещают очищаемое изделие 5.
В частном случае выполнения способа в качестве энергии, дополнительно направленной на изделие 5, используют переизлучение ультразвуковых колебаний, возбуждаемых основным источником 3 излучения, отраженных от конструктивных элементов рабочей емкости 1. В таком варианте выполнения способа появляется возможность обходиться без какого-либо дополнительного источника 4 акустического излучения, используя обоснованно сконструированные отражатели сигнала основного высокоамплитудного источника 3 излучения.
Изобретение направлено на создание в моющей жидкости дополнительной зоны эрозионного воздействия в той области крупномасштабного акустического течения, в которой из-за снижения амплитуды звукового давления с расстоянием не происходит захлопывания кавитационных пузырьков, т.е. не осуществляется эрозионное разрушение загрязнений.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Панов А.П. Ультразвуковая высокоамплитудная очистка поверхности. В кн. Воздействие мощного ультразвука на межфазную поверхность металлов. М.; Наука, 1986, с.217.
2. А.с. СССР №1574285, М. кл.2 В08b 3/12, опубл. БИ №24, 30.06.1990 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ИЗДЕЛИЙ | 2019 |
|
RU2729519C1 |
| Устройство для ультразвуковой очистки изделий | 2017 |
|
RU2680030C1 |
| Способ ультразвуковой обработки и установка для его осуществления | 2016 |
|
RU2625465C1 |
| Способ ультразвуковой очистки изделий | 1988 |
|
SU1574285A1 |
| СПОСОБ ПЛАЗМЕННО-АКУСТИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2018 |
|
RU2675612C1 |
| Установка для ультразвуковой очистки горелочных устройств индивидуальных камер сгорания с предварительным смешением топлива | 2023 |
|
RU2822645C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375127C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375126C1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ОЧИСТКИ АВТОМОБИЛЬНЫХ ИНЖЕКТОРОВ | 2003 |
|
RU2243039C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ В ЖИДКОЙ СРЕДЕ | 2014 |
|
RU2550684C1 |
Изобретение относится к области ультразвуковой обработки и может применяться для очистки изделий от технологических и эксплуатационных загрязнений. Способ состоит в том, что на изделие, помещенное в рабочую емкость с моющей жидкостью, воздействуют ультразвуковыми колебаниями от основного высокоамплитудного источника излучения с амплитудной колебательных смещений 15-50 мкм и частотой 20-30 кГц, создавая направленный на изделие поток жидкости с кавитационными свойствами, одновременно на изделие направляют поток дополнительной энергии. При этом используют энергию ультразвукового низкоамплитудного излучения, создающего совместно с излучением основного источника общую, удаленную от него зону устойчивого кавитационного воздействия на изделие за счет взаимодействия двух потоков акустического излучения. Общую зону формируют протяженностью L=(4-5)l от зоны акустического воздействия основного источника, где l - протяженность зоны активного акустического воздействия основного источника акустических колебаний. Изобретение обеспечивает создание в моющей жидкости дополнительной зоны эрозионного воздействия в той области крупномасштабного акустического течения, в которой из-за снижения амплитуды звукового давления с расстоянием не происходит захлопывания кавитационных пузырьков, т.е. не осуществляется эрозионное разрушение загрязнений. 1 ил.
Способ ультразвуковой очистки изделий, заключающийся в том, что на изделие, помещенное в рабочую емкость с моющей жидкостью, воздействуют ультразвуковыми колебаниями от основного высокоамплитудного источника излучения с амплитудой колебательных смещений 15-50 мкм и частотой 20-30 кГц, создавая направленный на изделие поток жидкости с кавитационными свойствами, одновременно на изделие направляют поток дополнительной энергии, отличающийся тем, что в качестве дополнительной энергии используют энергию ультразвукового низкоамплитудного излучения, создающего совместно с излучением основного источника общую, удаленную от него зону устойчивого кавитационного воздействия на изделие за счет взаимодействия двух потоков акустического излучения, при этом общую зону устойчивого кавитационного воздействия формируют протяженностью L=(4-5)l от зоны акустического воздействия основного источника излучения, где l - протяженность зоны активного акустического воздействия основного источника акустических колебаний.
| Способ ультразвуковой очистки изделий | 1988 |
|
SU1574285A1 |
| Способ ультразвуковой очистки изделий | 1976 |
|
SU636049A1 |
| US 6019852 A, 01.02.2000. | |||

