Изобретение относится к области ультразвуковой обработки и может применяться для очистки изделий от технологических и эксплуатационных загрязнений.
Известны способы ультразвуковой очистки изделий, при которых изделия погружают в моющую жидкость и создают в ней ультразвуковое поле стержневым излучателем, излучающая поверхность которого совершает поршневые колебания с амплитудой смещений 15…30 мкм. К недостаткам таких способов относится сравнительно малая по протяженности, до 15…20 мм в направлении излучения, зона интенсивной кавитационной эрозии, обеспечивающая очистку поверхности изделий. Существует способ ультразвуковой очистки изделий, согласно которому для увеличения протяженности зоны коллапсовой ультразвуковой очистки в область обработки вводят затопленную струю моющей жидкости со скоростью, превышающей скорость создаваемых излучателем крупномасштабных акустикогидродинамических течений и совпадающей с ними по направлению (см. а.с. СССР №1574285, В08В 3/12, опубл. 1990 г.). Недостатком этого способа является регулярное снижение эффективности очистки с увеличением расстояния от излучателя до обрабатываемого изделия (до 30 мм).
Наиболее близким аналогом, принятым в качестве прототипа, является способ ультразвуковой очистки изделий, согласно которому для создания в моющей жидкости дополнительной зоны эрозионного воздействия в той области крупномасштабного акустического течения, в которой из-за снижения амплитуды звукового давления с расстоянием не происходит захлопывания кавитационных пузырьков, т.е. не осуществляется эрозионное разрушение загрязнений, в качестве дополнительной энергии используют энергию ультразвукового низкоамплитудного излучения, создающего совместно с излучением основного источника общую, удаленную от него зону устойчивого кавитационного воздействия на изделие за счет взаимодействия двух потоков акустического излучения (см. патент РФ №2378058, В08В 3/12, опубл. 2010 г.).
Недостатками этого способа являются возможность увеличения зоны устойчивого кавитационного воздействия, направленной только вдоль крупномасштабного акустического течения, создаваемого источником колебаний, и необходимость использования второго ультразвукового низкоамплитудного излучателя.
Технической задачей, на решение которой направлено заявляемое изобретение, является создание общей расширенной зоны эрозионного воздействия на изделие, обеспечивающей более устойчивый процесс кавитации в моющей жидкости.
Решение поставленной технической задачи достигается тем, что на изделие, помещенное в рабочую емкость с моющей жидкостью, воздействуют ультразвуковыми колебаниями от высокоамплитудного источника излучения с амплитудой колебательных смещений 15…50 мкм и частотой 20…30 кГц, создавая направленный на изделие поток жидкости с кавитационными свойствами, одновременно на изделие направляют поток дополнительной энергии, согласно изобретению в качестве дополнительной энергии используют воздействие, создаваемое гидродинамическим потоком приводимой в движение моющей жидкости, образующим совместно с излучением источника ультразвуковых колебаний общую зону устойчивого кавитационного воздействия на изделие.
На решение поставленной технической задачи направлено и то, что воздействие от гидродинамического потока осуществляют за счет организации вращательного движения моющей жидкости вокруг общей вертикальной оси с потоком жидкости, создаваемым излучением источника ультразвуковых колебаний.
Решение поставленной технической задачи достигается тем, что в результате в зоне совместного воздействия ультразвука и гидродинамического давления создаются условия схлопывания пузырьков паровоздушной смеси, не имеющих достаточной первоначальной энергии, т.е. условия кавитационного процесса очистки изделий. При этом процесс происходит в общей расширенной зоне по сравнению с прототипом.
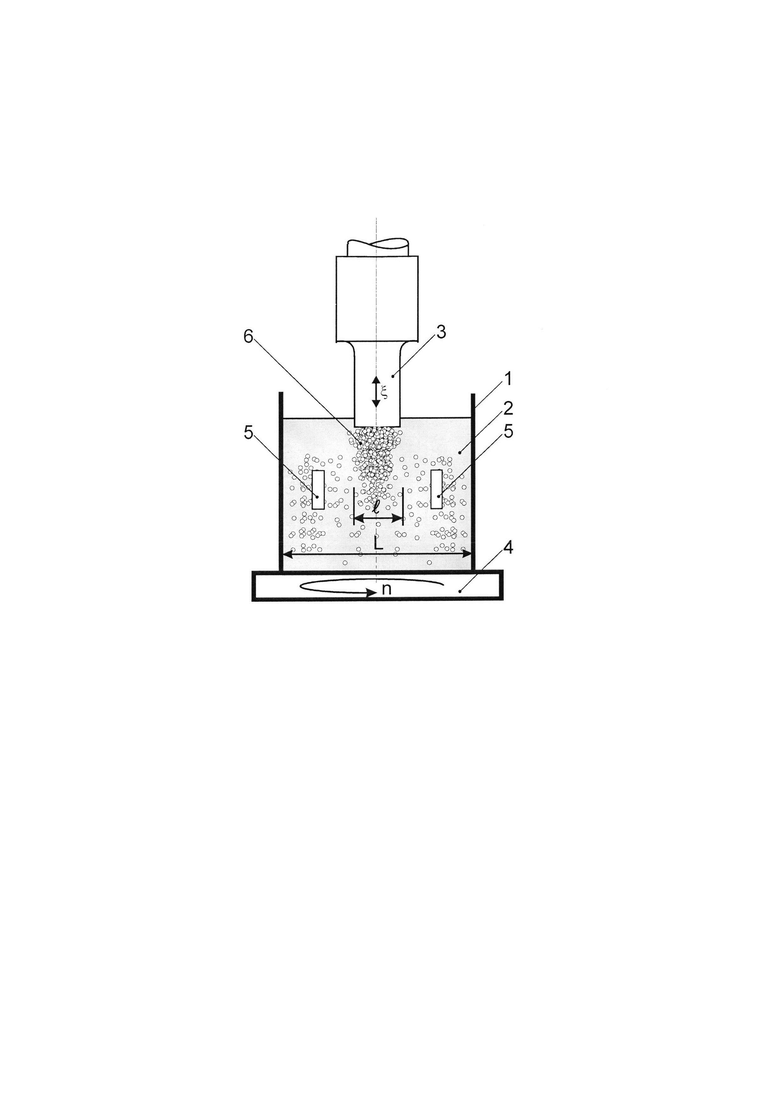
Способ поясняется чертежом, на котором схематически представлено устройство для ультразвуковой очистки изделий.
На чертеже используются следующие обозначения:  - ширина зоны акустического воздействия источника излучения, L - ширина зоны совместного воздействия источника акустических колебаний и давления, создаваемого гидродинамическим потоком жидкости, n - частота вращения подставки, ξ - амплитуда колебательных смещений излучателя.
- ширина зоны акустического воздействия источника излучения, L - ширина зоны совместного воздействия источника акустических колебаний и давления, создаваемого гидродинамическим потоком жидкости, n - частота вращения подставки, ξ - амплитуда колебательных смещений излучателя.
Способ ультразвуковой очистки изделий заключается в том, что изделие помещают в рабочую емкость, заполненную моющей жидкостью, а затем на него осуществляют воздействие ультразвуковыми колебаниями, используя высокоамплитудный источник излучения. Амплитуду колебательных смещений ξ назначают в пределах 15…50 мкм с частотой колебаний в пределах 20…30 кГц, создавая в результате направленный на изделие поток моющей жидкости, воздействующий на загрязнение. Одновременно на изделие направляют поток дополнительной энергии за счет воздействия, создаваемого гидродинамическим потоком моющей жидкости, приводимой в движение. При этом оба источника энергии образуют общую расширенную зону устойчивого кавитационного воздействия на изделие. Дополнительное воздействие может, например, осуществляться за счет организации вращательного движения моющей жидкости вокруг общей вертикальной оси с потоком жидкости, создаваемым излучателем ультразвуковых колебаний.
Устройство состоит из рабочей емкости 1, заполняемой моющей жидкостью 2, источника 3 излучения в виде поршневого ультразвукового излучателя, а также вращающейся подставки 4. В емкости 1 размещаются изделия 5, требующие очистки, с использованием потока 6 моющей жидкости.
Предлагаемый способ ультразвуковой очистки изделий реализуется следующим образом.
На изделие 5, помещенное в рабочую емкость 1 с моющей жидкостью 2, воздействуют ультразвуковыми колебаниями с амплитудой колебательных смещений 15…50 мкм на частотах 20…30 кГц от источника 3 излучения в виде поршневого ультразвукового излучателя, устанавливаемого в емкости 1 и создающего направленный на изделие 5 поток 6 жидкости с кавитационными свойствами шириной . Вращение подставки 4 с емкостью 1, моющей жидкостью 2 и изделиями 5 формирует под действием центробежной силы гидродинамический поток приводимой в движение моющей жидкости 2, образующий совместно с излучением источника 3 ультразвуковых колебаний общую расширенную зону устойчивого кавитационного воздействия на изделие. Ширина L зоны совместного воздействия источника акустических колебаний и давления, создаваемого гидродинамическим потоком жидкости зависит от частоты n вращения подставки и может достигать размера до 3 . Так методом эрозионных тестов установлено, что при частоте вращения подставки с жидкостью с частотой n=0,5 с-1 при совместном воздействии гидродинамического потока приводимой в движение моющей жидкости и излучения источника ультразвуковых колебаний общая зона устойчивого кавитационного воздействия на изделие увеличивается с 40 мм до 120 мм.
Таким образом, в моющей жидкости создается общая расширенная зона эрозионного воздействия на изделие, обеспечивающая более устойчивый процесс кавитации в моющей жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ИЗДЕЛИЙ | 2008 |
|
RU2378058C1 |
| Устройство для ультразвуковой очистки изделий | 2017 |
|
RU2680030C1 |
| Способ ультразвуковой обработки и установка для его осуществления | 2016 |
|
RU2625465C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ОТ ТЕХНОЛОГИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ ЗАГРЯЗНЕНИЙ | 2008 |
|
RU2375127C1 |
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2417848C1 |
| Установка для ультразвуковой очистки горелочных устройств индивидуальных камер сгорания с предварительным смешением топлива | 2023 |
|
RU2822645C1 |
| Способ ультразвуковой очистки изделий | 1988 |
|
SU1574285A1 |
| СПОСОБ ПЛАЗМЕННО-АКУСТИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2018 |
|
RU2675612C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ КАВИТАЦИИ В ОБЪЕМЕ ЖИДКОЙ СРЕДЫ | 2001 |
|
RU2204762C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ КАВИТАЦИОННОЙ ОБРАБОТКИ ЖИДКИХ СРЕД И РАСПОЛОЖЕННЫХ В СРЕДЕ ОБЪЕКТОВ | 2011 |
|
RU2455086C1 |
Изобретение относится к области ультразвуковой обработки и может применяться для очистки изделий от технологических и эксплуатационных загрязнений. Способ заключается в том, что на изделие 5, помещенное в рабочую емкость 1 с моющей жидкостью 2, воздействуют ультразвуковыми колебаниями с амплитудой колебательных смещений 15…50 мкм на частотах 20…30 кГц. Для этого используют источник 3 излучения в виде поршневого ультразвукового излучателя, устанавливаемого в емкости 1 и создающего направленный на изделие 5 поток 6 жидкости с кавитационными свойствами шириной l. Вращение подставки 4 с емкостью 1, жидкостью 2 и изделиями 5 формирует под действием центробежной силы гидродинамический поток приводимой в движение моющей жидкости 2, образующий совместно с излучением источника 3 ультразвуковых колебаний общую расширенную зону устойчивого кавитационного воздействия на изделие. Ширина L зоны совместного воздействия источника акустических колебаний и давления, создаваемого гидродинамическим потоком жидкости, зависит от частоты вращения подставки и может достигать размера до 3l. Технический результат: создание в моющей жидкости общей расширенной зоны эрозионного воздействия на изделие, обеспечивающей более устойчивый процесс кавитации в моющей жидкости. 1 ил.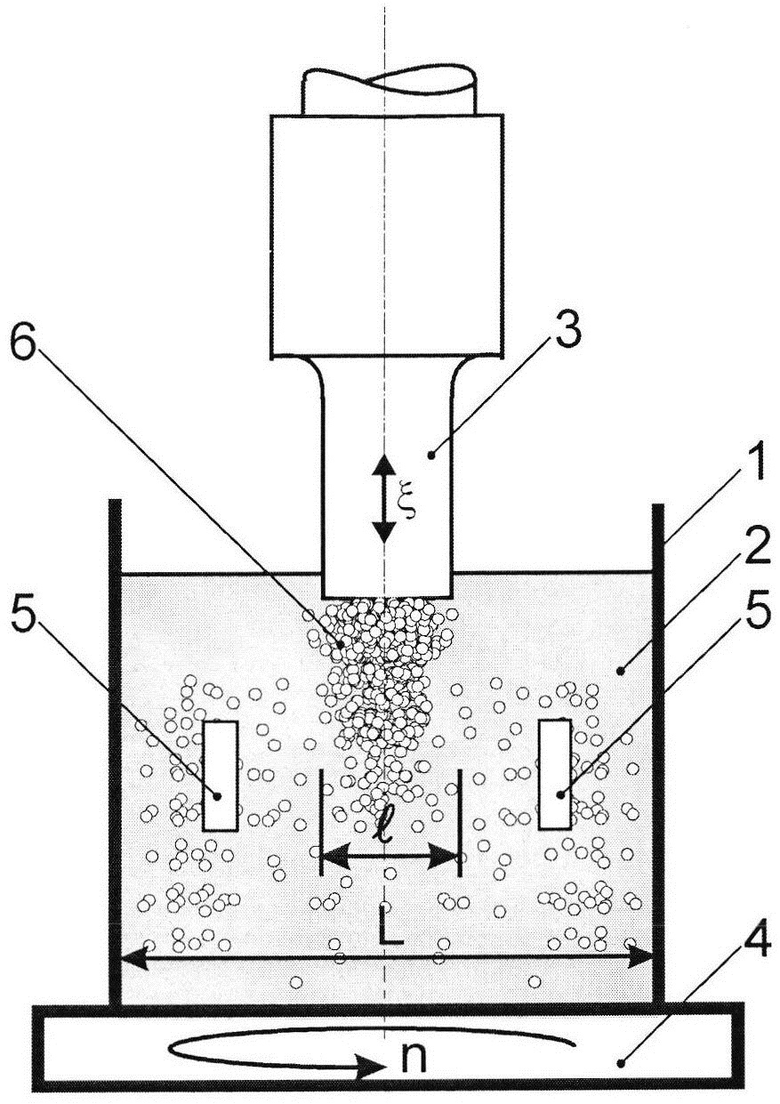
Способ ультразвуковой очистки изделий, заключающийся в том, что на изделие, помещенное в рабочую емкость с моющей жидкостью, воздействуют ультразвуковыми колебаниями от высокоамплитудного источника излучения с амплитудой колебательных смещений 15-50 мкм и частотой 20-30 кГц, создавая направленный на изделие поток жидкости с кавитационными свойствами, одновременно на изделие воздействуют гидродинамическим потоком приводимой в движение моющей жидкости, образующим совместно с излучением источника ультразвуковых колебаний общую зону устойчивого кавитационного воздействия на изделие, отличающийся тем, что воздействие от гидродинамического потока осуществляют за счет организации вращательного движения подставки с емкостью, приводящего к вращению моющей жидкости вокруг общей вертикальной оси с потоком жидкости, создаваемым излучением источника ультразвуковых колебаний.
| Устройство для ультразвуковой очистки изделий | 2017 |
|
RU2680030C1 |
| Способ ультразвуковой очистки изделий | 1988 |
|
SU1574285A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ИЗДЕЛИЙ | 2008 |
|
RU2378058C1 |
| US 5203362 A, 20.04.1993 | |||
| WO 2018146836 A1, 16.08.2018. | |||

