Область техники, к которой относится изобретение
Настоящее изобретение относится к листу текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике, используемому в качестве мягкого магнитного материала в качестве сердечника трансформатора, электротехнического оборудования и т.д.
Уровень техники
Лист текстурированной электротехнической стали представляет собой стальной лист, обычно содержащий до 7% Si и имеющий вторичную рекристаллизованную текстуру вторично рекристаллизованных зерен, выстроенных в ориентации {110}<001> (ориентации Госса). Магнитные свойства листа текстурированной электротехнической стали в сильной степени зависят от выравнивания {110}<001> вторично рекристаллизованных зерен. По этой причине до настоящего времени проводится множество научно-исследовательских и опытно-конструкторских работ в области способов производства с целью улучшения выравнивания вторично рекристаллизованных зерен (см., например, патент США №3287183 и японскую патентную публикацию (В2) №62-45285).
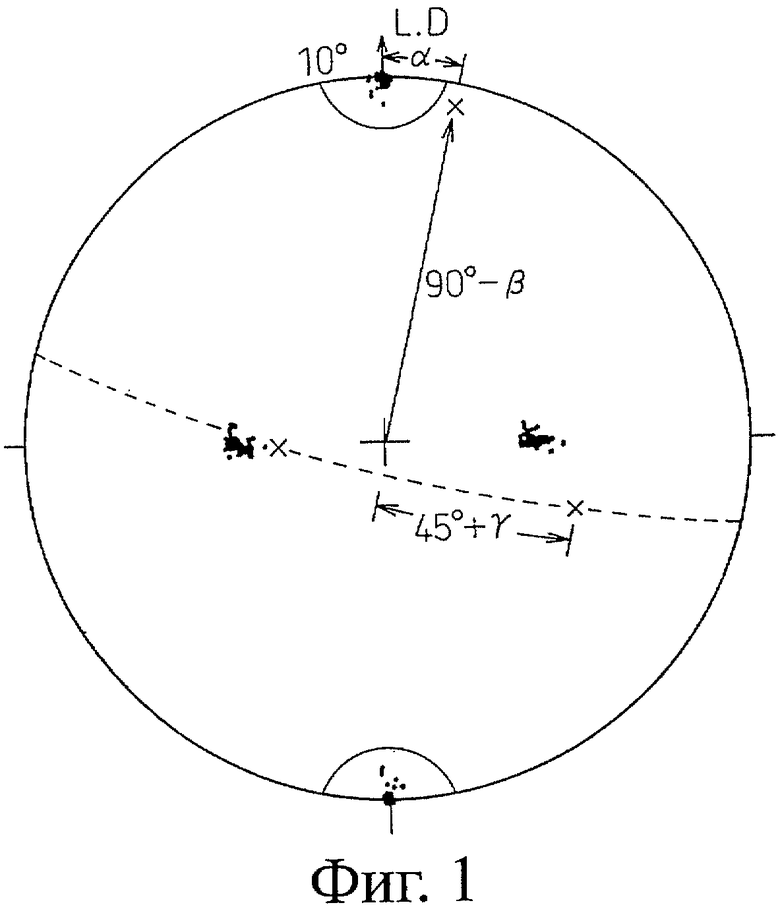
Однако, как указывается в «IEEE Transactions on Magnetics» MAG-14 (1978), pp.350-352, было обнаружено, что, если ориентационное выравнивание становится слишком высоким, характеристики потерь в сердечнике, напротив, ухудшаются. По этой причине для дополнительного повышения ориентационного выравнивания и изучения взаимозависимости с характеристиками потерь в сердечнике используют, например, угол отклонения (α) вокруг направления нормали (ND) к поверхности прокатки от идеальной ориентации {110}<001>, угол отклонения (β) вокруг поперечного направления (TD) и угол отклонения (γ) вокруг направления прокатки (RD).
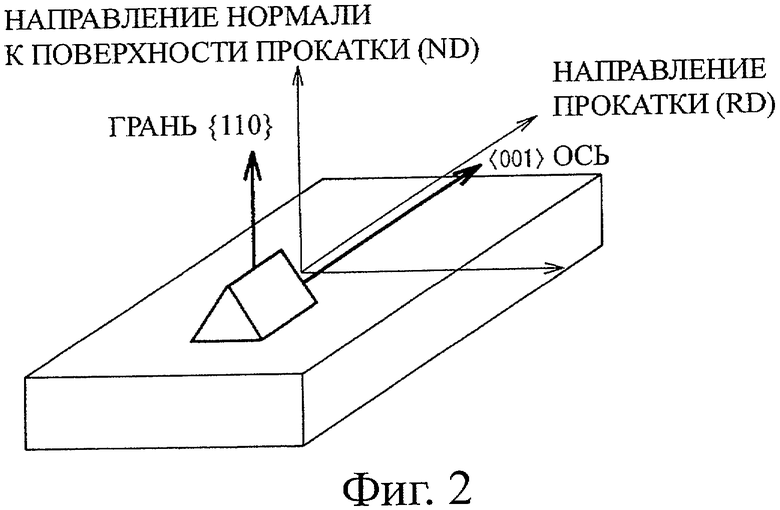
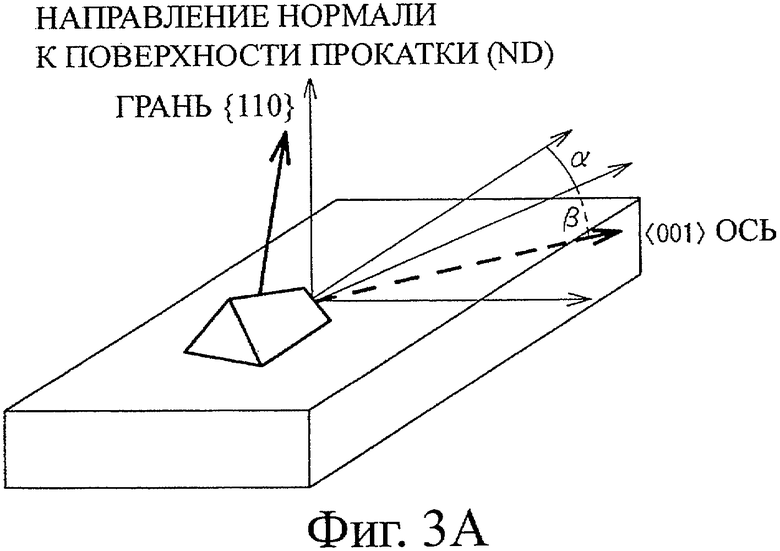
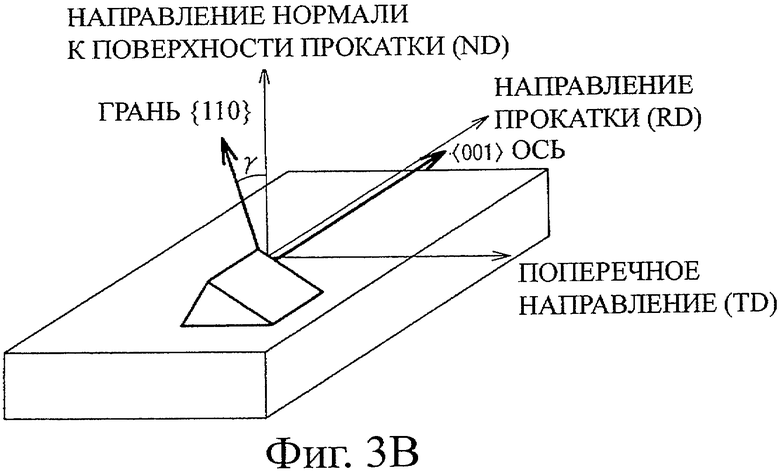
На фиг.1 настоящей заявки даны определения углов отклонения на полюсной фигуре {110} (см. «IEEE Transactions on Magnetics» MAG-14 (1978), стр.252-257). В свою очередь, на фиг.2 схематически показаны зерна с идеальной ориентацией {110}<001>. Кроме того, на фиг.3(а) схематически показана ориентация вторичной рекристаллизации и углы отклонения (α и β), в то время как на фиг.3(b) схематически показана ориентация вторичной рекристаллизации и угол отклонения (γ).
Далее, в упомянутых выше исследованиях в качестве мер для улучшения характеристик потерь в сердечнике предложены несколько листов текстурированной электротехнической стали, обладающих выравниванием вторично рекристаллизованных зерен на основе указанных выше показателей углов отклонения.
Например, в японской патентной публикации (В2) №57-9418 раскрыт лист текстурированной электротехнической стали с улучшенными магнитными свойствами, обладающий кристаллической структурой, состоящей из плоскостей {h, k, o} с осями <001> индивидуальных кристаллических зерен, соответствующих направлению прокатки стального листа и рассредоточенным индексам плоскостей кристаллов, параллельных поверхности стального листа и поворачивающимся вокруг направления прокатки.
Однако оси <001> кристаллических зерен изделий настоящей заявки, как показано на фиг.3(а), также рассредоточены вокруг ND и/или TD, из-за чего трудно заставить оси <001> индивидуальных кристаллических зерен соответствовать направлению прокатки стального листа.
Далее, в японской патентной публикации (А) №59-177349 и «IEEE Transactions on Magnetics» MAG-14 (1978), стр.252-257 раскрыт лист текстурированной электротехнической стали с низкими потерями в сердечнике, состоящий из кристаллической структуры с осями <001> вторично рекристаллизованных зерен, наклоненных к плоскости прокатки на 4° или менее, преимущественно приблизительно на 2°.
Однако, хотя лист текстурированной электротехнической стали имеет оси <001> индивидуальных кристаллических зерен, наклоненных вокруг поперечного направления (TD), угол отклонения (α) вокруг направления нормали (ND) к поверхности прокатки и угол отклонения (γ) вокруг направления прокатки (RD) не указаны.
Таким образом, были получены несколько открытий, касающихся взаимозависимости между углами отклонения от идеальной ориентации {110}<001> и характеристиками потерь в сердечнике для простой системы типа той, которая описана в японской патентной публикации (А) №59-177349, но взаимозависимость между реальным распределением ориентации относительно {110}<001> и характеристиками потерь в сердечнике вообще не затрагивалась.
Раскрытие изобретения
Целью настоящего изобретения, обусловленной существующей ситуацией, в которой требуется улучшение листа текстурированной электротехнической стали в отношении характеристик потерь в сердечнике, является выяснение состояния взаимозависимости между состоянием рассредоточения вокруг ориентации {110}<001> реальной вторичной рекристаллизованной текстуры и характеристиками потерь в сердечнике с целью создания листа текстурированной электротехнической стали с характеристиками потерь в сердечнике, улучшенными по сравнению с обычным пределом.
Авторы изобретения фундаментально исследовали причины, по которым существуют пределы улучшения характеристик потерь в сердечнике путем лишь одной подстройки ориентации {110}<001> вторичной рекристаллизованной текстуры близко к идеальной ориентации {110}<001> (см. «IEEE Transactions on Magnetics» MAG-14 (1978), стр.350-352 и японскую патентную публикацию (А) №59-177349). В результате этого авторы изобретения выяснили, что для того, чтобы улучшить характеристики потерь в сердечнике по сравнению с существующим уровнем техники,
(i) степень отклонения текстуры вторичной рекристаллизации от идеальной ориентации {110}<001> следует оценивать не только по углу отклонения α вокруг направления нормали (ND) к поверхности прокатки и по углу отклонения β вокруг поперечного направления (TD), но также и по углу отклонения γ вокруг направления прокатки (RD) и, наряду с этим,
(ii) угол отклонения γ следует подстраивать к по крайней мере некоторому заданному углу, определяемому по углам отклонения α и β.
Настоящее изобретение было выполнено на основе названных выше открытий и суть его состоит в следующем:
(1) Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике, содержащий от 0,8 до 7 мас.% Si и имеющий вторичную рекристаллизованную текстуру с ориентацией {110}<001> в качестве главной ориентации, и при этом указанный лист текстурированной электротехнической стали отличается тем, что средние углы отклонения α, β и γ от идеальной ориентации {110}<001> вторичной рекристаллизованной текстуры удовлетворяют следующей формуле (1):

где
α: средний угол отклонения от идеальной ориентации {110}<001> вокруг направления нормали (ND) к поверхности прокатки вторичной рекристаллизованной текстуры,
β: средний угол отклонения от идеальной ориентации {110}<001> вокруг поперечного направления (TD) вторичной рекристаллизованной текстуры,
γ: средний угол отклонения от идеальной ориентации {110}<001> вокруг направления прокатки (RD) вторичной рекристаллизованной текстуры.
(2) Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике, содержащий от 0,8 до 7 мас.% Si и имеющий вторичную рекристаллизованную текстуру с ориентацией {110}<001> в качестве главной ориентации, и при этом указанный лист текстурированной электротехнической стали отличается тем, что средние углы отклонения α, β и γ от идеальной ориентацией {110}<001> вторичной рекристаллизованной текстуры удовлетворяют следующим формулам (1) и (2):


где
α: средний угол отклонения от идеальной ориентации {110}<001> вокруг направления нормали (ND) к поверхности прокатки вторичной рекристаллизованной текстуры,
β: средний угол отклонения от идеальной ориентации {110}<001> вокруг поперечного направления (TD) вторичной рекристаллизованной текстуры,
γ: средний угол отклонения от идеальной ориентации {110}<001> вокруг направления прокатки (RD) вторичной рекристаллизованной текстуры.
(3) Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике, содержащий от 0,8 до 7 мас.% Si и имеющий вторичную рекристаллизованную текстуру с ориентацией {110}<001> в качестве главной ориентации, и при этом указанный лист текстурированной электротехнической стали отличается тем, что средние углы отклонения α, β и γ от идеальной ориентацией {110}<001> вторичной рекристаллизованной текстуры удовлетворяют следующим формулам (1) и (3):


где
α: средний угол отклонения от идеальной ориентации {110}<001> вокруг направления нормали (ND) к поверхности прокатки вторичной рекристаллизованной текстуры,
β: средний угол отклонения от идеальной ориентации {110}<001> вокруг поперечного направления (TD) вторичной рекристаллизованной текстуры,
γ: средний угол отклонения от идеальной ориентации {110}<001> вокруг направления прокатки (RD) вторичной рекристаллизованной текстуры.
(4) Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике, как сформулировано в одном из (1)-(3), отличающийся тем, что площадь зерен кристаллов, удовлетворяющих формуле (1), равна 40% или более.
(5) Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике, как сформулировано в одном из (1)-(4), отличающийся тем, что указанный лист текстурированной электротехнической стали наряду с Si: от 0,8 до 7% содержит по меньшей мере один из Mn: 1% или меньше, Cr: 0,3% или меньше, Cu: 0,4% или меньше, Р: 0,5% или меньше, Ni: 1% или меньше, Мо: 0,1% или меньше, Sn: 0,3% или меньше и Sb: 0,3% или меньше.
Согласно настоящему изобретению существует возможность создания листа текстурированной электротехнической стали с характеристиками потерь в сердечнике, улучшенными по сравнению с обычным пределом.
Краткое описание чертежей
Фиг.1 - вид, показывающий определение углов отклонения α, β и γ от идеальной ориентации {110}<001> в методе оценки выравнивания вторичной рекристаллизованной текстуры.
Фиг.2 - вид, схематически показывающий ориентацию {110}<001>.
Фиг.3 - вид, схематически демонстрирующий метод оценки выравнивания вторичной рекристаллизованной текстуры (углов отклонения α, β и γ от ориентации {110}<001>). (а) показывает углы отклонения α и β, а (b) показывает угол отклонения γ.
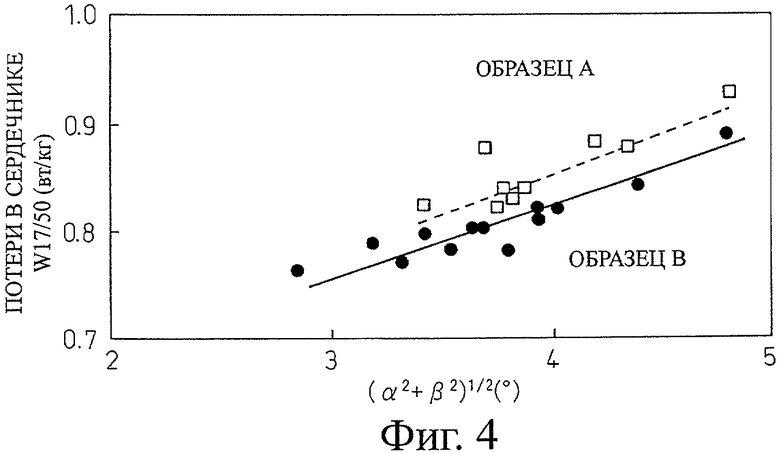
Фиг.4 - вид, показывающий взаимозависимость между потерями в сердечнике W17/50 (Вт/кг) и (α2+β2)1/2 (°).
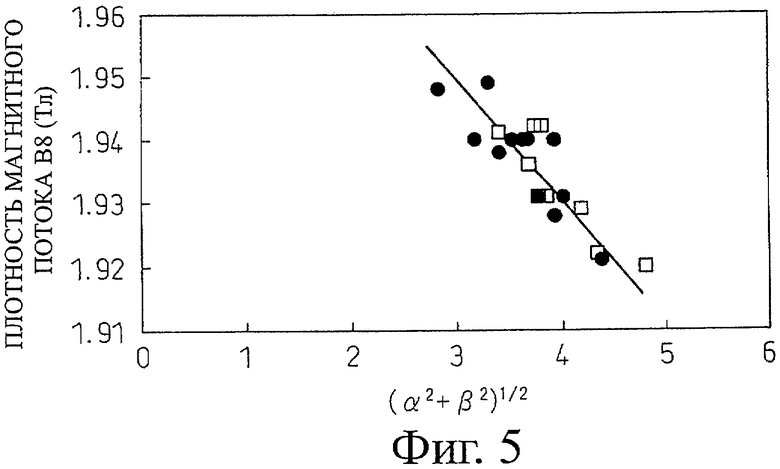
Фиг.5 - вид, показывающий взаимозависимость между плотностью магнитного потока В87 (Тл) и (α2+β2)1/2 (°).
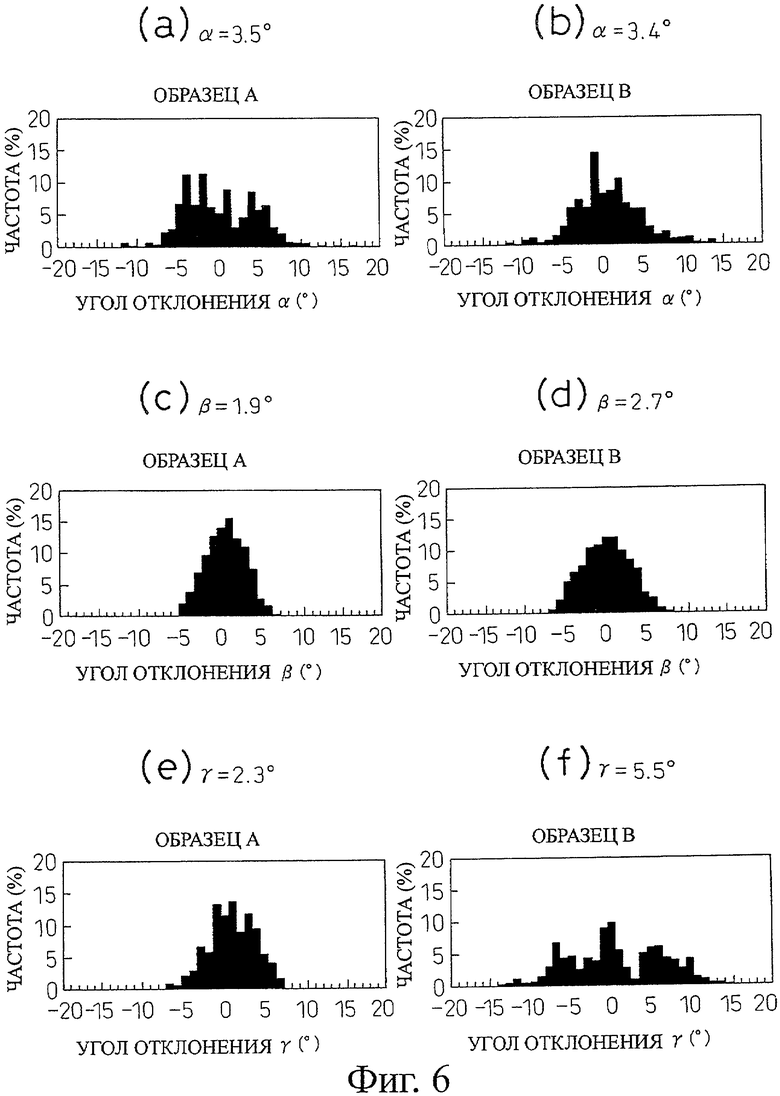
Фиг.6 - вид, показывающий пропорцию вторично рекристаллизованных зерен в зависимости от углов отклонения α, β и γ от идеальной ориентации {110}<001> вторичной рекристаллизованной текстуры, (а), (с) и (е) показывают распределения углов отклонения α, β и γ в листе текстурированной электротехнической стали, изготовленном с помощью способа производства на основе патента США №3287183. (b), (d) и (f) показывают распределения углов отклонения α, β и γ в листе текстурированной электротехнической стали, изготовленном с помощью способа производства на основе японской патентной публикации (А) №2002-60842.
Фиг.7 - вид, схематически показывающий три оси легкого намагничивания в листе текстурированной электротехнической стали.
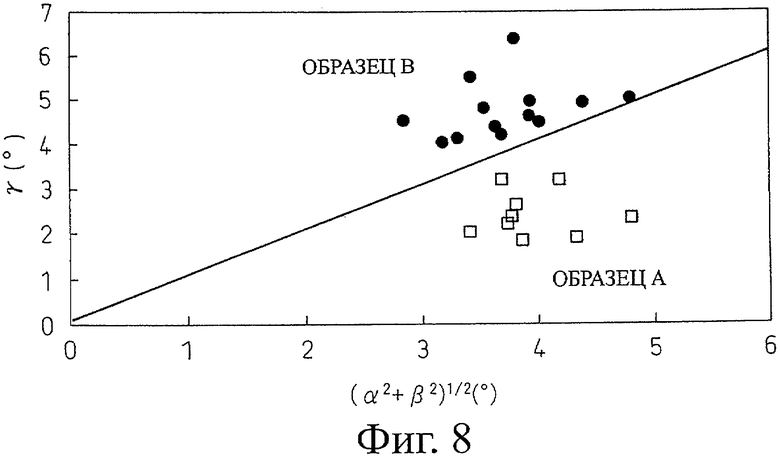
Фиг.8 - вид, схематически демонстрирующий взаимозависимость между γ (°) и (α2+β2)1/2 (°) в листе текстурированной электротехнической стали, изготовленном с помощью способа производства на основе патента США №3287183, и листе текстурированной электротехнической стали, изготовленном с помощью способа производства на основе японской патентной публикации (А) №2002-60842.
Осуществление изобретения
Далее настоящее изобретение описывается в деталях на основе чертежей. Как следует из фиг.3(а), в прошлом выравнивание вторичной рекристаллизованной текстуры {110}<001> в основном оценивали по углам отклонения между осями легкого намагничивания, т.е. осями <001> кристалла, и направлением прокатки стального листа (углом отклонения α и углом отклонения β). Однако, как указывалось выше, с помощью одного лишь этого традиционного средства оценки, строго говоря, невозможно оценить реальные характеристики потерь в сердечнике для изделия.
Ориентация {110}<001>, как это показано на фиг.3(b), в действительности поворачивается вокруг направления прокатки (RD). В дополнение к углам отклонения α и β плоскость {110} наклонена к идеальной плоскости {110} на угол отклонения γ.
Авторы изобретения, как указано выше, пришли к мысли, что для того, чтобы еще более снизить потери в сердечнике, выравнивание вторичной рекристаллизованной текстуры в ориентации {110}<001> следует оценивать совместно с углами отклонения между осью легкого намагничивания, т.е. осью кристалла {110}, и направлением прокатки стального листа (углом отклонения α и углом отклонения β), путем дополнительного включения «угла отклонения γ» и фундаментально изучить взаимозависимость между магнитными свойствами и выравниванием в ориентации {110}<001> (углом отклонения α, углом отклонения β и углом отклонения γ).
Для такого рода исследования необходимо изготовить и оценить разными способами стальные листы с измененным выравниванием ориентации (угла отклонения α, угла отклонения β и угла отклонения γ).
Авторы изобретения, как показано в «Proceedings of 12th International Conference on Textures of Materials" (1998), стр.981-990, обнаружили, что путем регулирования текстуры после первичной рекристаллизации можно регулировать не только выравнивание осей легкого намагничивания {110} в направлении прокатки, но и угла отклонения (α) вокруг направления нормали (ND) к поверхности прокатки, угла отклонения (β) вокруг поперечного направления (TD) и угла отклонения (γ) вокруг направления прокатки (RD).
Таким образом, с применением этого метода регулирования текстуры после первичной рекристаллизации были изготовлены изделия, имеющие разные распределения ориентации вторичной рекристаллизации (угла отклонения α, угла отклонения β и угла отклонения γ), которые были исследованы на предмет взаимозависимости между ориентацией кристаллов и характеристиками потерь в сердечнике.
Лист текстурированной электротехнической стали толщиной 0,23 мм (образец А), изготовленный с применением способа производства, описанного в патенте США №3287183, был нарезан на испытательные образцы размером 60×300 мм, на которых измеряли потери в сердечнике и плотность магнитного потока. После этого на каждом испытательном образце измеряли с интервалами 5 мм ориентацию кристаллических зерен по 171 точкам и рассчитывали средние углы отклонения α, β и γ.
Далее, лист текстурированной электротехнической стали толщиной 0,23 мм (образец В), изготовленный с применением способа производства, описанного в японской патентной публикации (А) №2002-60842, был нарезан на аналогичные испытательные образцы и подвергнут аналогичным измерениям.
На фиг.4 показана взаимозависимость между потерями в сердечнике W17/50 (Вт/кг) и (α2+β2)1/2 (°), а на фиг.5 показана взаимозависимость между плотностью магнитного потока В87 (Тл) и (α2+β2)1/2 (°). При измерении плотности магнитного потока В87 (Тл), с целью получения более строгой взаимозависимости для вторичной рекристаллизованной текстуры стального листа, перед измерением удаляли с поверхности изделия немагнитные материалы (стеклянную пленку и покрытие). Отметим, что на фигуре белые квадратики показывают магнитные свойства образца А, а черные кружки показывают магнитные свойства образца В.
В настоящем изобретении в качестве одного из показателей для оценки выравнивания вторичной рекристаллизованной текстуры {110}<001> используется показатель отклонения (α2+β2)1/2 (°). Этот показатель выражает угол отклонения между осью легкого намагничивания, т.е. осью кристалла {110}, и направлением прокатки стального листа. В качестве показателя для оценки выравнивания вторичной рекристаллизованной текстуры {110}<001> в настоящем изобретении используется не только угол отклонения α и угол отклонения β, но также и названный выше показатель отклонения осей.
Как следует из фиг.4, потери в сердечнике W17/50 улучшаются в линейной зависимости от уменьшения (α2+β2)1/2 (°). Кроме того, как следует из фиг.5, плотность магнитного потока B8 также улучшается в линейной зависимости от уменьшения
(α2+β2)1/2 (°).
Как правило, если углы отклонения α и β становятся меньше, а выравнивание вторичной рекристаллизованной текстуры {110}<001> улучшается, потери в сердечнике снижаются и плотность магнитного потока увеличивается, но особенность, которую следует отметить на фиг.4 и фиг.5, состоит в том, что (α2+β2)1/2 (°) и характеристики потерь в сердечнике и плотность магнитного потока представляют линейную корреляционную зависимость.
Это показывает пригодность и значимость в случае оценивания выравнивания вторичной рекристаллизованной текстуры {110}<001> с использованием углов отклонения α и β не только использования углов отклонения α и β, но и использования предложенного авторами изобретения показателя (α2/β2)1/2 (°).
Этот пункт является одним из открытий (открытия Y), полученных изобретателями, и представляет собой открытие, лежащее в основе настоящего изобретения.
На основе этого открытия Y авторы изобретения интенсивно исследовали взаимозависимость между выравниванием вторичной рекристаллизованной текстуры {110}<001>, включая угол отклонения γ (°), и магнитными свойствами.
Приведенные здесь фиг.6(а), (с) и (е) демонстрируют распределения углов отклонения α, β и γ в образце А (белые квадраты на фиг.4 и 5), а фиг.6(b), (d) и (f) демонстрируют распределения углов отклонения α, β и γ в образце В (черные кружки на фиг.4 и 5).
Из фиг.6 следует, что в образце В, обладающем более высокими характеристиками потерь в сердечнике, угол отклонения γ имеет разброс. Это означает, что для обеспечения хороших характеристики потерь в сердечнике
(i) углы отклонения α и β должны быть предпочтительно как можно меньше и
(ii) угол отклонения γ должен предпочтительно иметь определенный разброс.
Предполагается, что причина того, что для обеспечения хороших характеристики потерь в сердечнике угол отклонения γ предпочтительно имеет определенный разброс, является следующей.
Как следует из фиг.7, лист текстурированной электротехнической стали имеет три оси легкого намагничивания <001>. Одна из осей легкого намагничивания [001] параллельна направлению прокатки, в то время как две другие оси легкого намагничивания [100] и [010] являются направлениями, образующими углы 45° с внутренней поверхностью в поперечном направлении стального листа.
Как правило, с точки зрения минимизирования общей энергии, из трех названных осей легкого намагничивания ось легкого намагничивания [001], параллельная направлению прокатки, является легко возбуждаемой. В результате этого образуются полосообразные 180-градусные домены.
Чтобы снизить потери в сердечнике, необходимо уменьшить ширину 180°-доменов. Эффективным способом уменьшения ширины 180°-доменов является возбуждение из трех названных выше осей легкого намагничивания оси легкого намагничивания в направлении, образующем угол 45° с внутренней поверхностью в поперечном направлении стального листа (что будет объяснено позже), в результате чего в 180°-доменах образуются замыкающие домены. Предполагается, что замыкающие домены перегруппировываются в 180°-домены за счет растягивающего эффекта стеклянной пленки или покрытия, имеющихся на поверхности стального листа, и в конечном итоге способствуют измельчению 180°-доменов.
Когда угол отклонения γ приобретает определенный разброс, потери в сердечнике снижаются, так как, если угол отклонения γ является большим, скорее произойдет изменение энергетического баланса трех указанных выше осей легкого намагничивания, чем, в случае увеличения угла, произойдет возбуждение оси [001], параллельной оси прокатки - одной из двух осей <001>, находящихся в направлении, образующем угол 45° с внутренней поверхностью в поперечном направлении, в результате чего 180°-домены измельчаются.
Далее, показатель отклонения осей (α2+β2)1/2 является показателем, определяющим характеристику возбуждения оси легкого намагничивания, параллельную оси прокатки, в то время как угол отклонения γ является показателем, определяющим характеристику возбуждения двух осей <001>, имеющихся в направлении, образующем угол 45° с внутренней поверхностью в поперечном направлении. Следовательно, то, какая из трех осей легкого намагничивания возбуждается, определяется корреляционной взаимозависимостью указанных двух показателей. Критическое значение угла отклонения γ, необходимое для образования замыкающих доменов, не является неким абсолютным значением, но можно считать, что его можно определить с помощью корреляционной зависимости с использованием (α2+β2)1/2.
Авторы изобретения изучили взаимозависимость между γ (°) и показатель отклонения осей (α2+β2)1/2 (°) с целью подтверждения высказанной идеи и оценить критическое значение угла отклонения γ.
На фиг.8 показана взаимозависимость между углом отклонения γ (°) и показатель отклонения осей (α2+β2)1/2 (°). Следует принять во внимание, что на фиг.8 массив белых квадратов и (образец А) и массив черных кружков (образец В) разделены выражением (α2+β2)1/2.
Иными словами, образец В (массив черных кружков) лучше образца А в отношении характеристик потерь в сердечнике (см. фиг.4), откуда следует, что выравнивание вторичной рекристаллизованной текстуры {110}<001> листа текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике должно удовлетворять уравнению
(α2+β2)1/2≥γ.
Этот результат дает подтверждение высказанному выше соображению о том, что «скорее чем произойдет возбуждение параллельной оси прокатки оси [001] - одной из двух осей <001>, присутствующих в направлении, образующем угол 45° с внутренней поверхностью в поперечном направлении, вследствие чего образуются завершающие домены благодаря корреляционной взаимозависимости этих доменов, по причине чего критическое значение утла отклонения γ, необходимое для образования замыкающих доменов, не является неким абсолютным значением, но его можно определить с помощью корреляционной зависимости с использованием (α2+β2)1/2.».
Суммируя полученные выше результаты, можно утверждать, что для обеспечения хороших характеристик потерь в сердечнике углы отклонения α и β должны быть предпочтительно как можно меньшими, а угол отклонения γ должен быть равным по меньшей мере величине (α2+β2)1/2 (°), определяемой по углам отклонения α и β.
Этот пункт и представляет собой открытие (открытие Z), полученное авторами изобретения на основании открытия Y, и, вместе с открытием Y, составляет основу настоящего изобретения.
Таким образом, настоящее изобретение предлагает лист текстурированной электротехнической стали, имеющий вторичную рекристаллизованную структуру с ориентацией {110}<001> в качестве главной ориентации, отличающийся тем, что средние углы отклонения α, β и γ от идеальной ориентации {110}<001> вторичной рекристаллизованной текстуры удовлетворяют следующей формуле (1):
Чтобы обеспечить хорошие характеристики потерь в сердечнике, средний угол отклонения γ должен быть больше (α2+β2)1/2. При этом доля площади зерен кристаллов со средними углами отклонения γ, превышающими (α2+β2)1/2, составляет преимущественно 40% или более.
Далее, характеристики потерь в сердечнике более предпочтительны при меньших углах отклонения α и β. Согласно фиг.4, чтобы обеспечить значение потерь в сердечнике W 17/5 0 равным 0,85 вт/кг или меньше, показатель отклонения осей
(α2+β2)1/2 должен преимущественно удовлетворять приведенной ниже формуле (2):

Далее, чтобы обеспечить значение потерь в сердечнике W17/50 равным 0,80 Вт/кг или меньше, показатель отклонения осей (α2+β2)1/2 должен преимущественно удовлетворять приведенной ниже формуле (3):

Лист текстурированной электротехнической стали, как правило, содержит (в мас.%) Si: от 0,8 до 7%, по причине чего лист текстурированной электротехнической стали настоящего изобретения также содержит (в мас.%) Si: от 0,8 до 7%, но может также наряду с Si содержать по меньшей мере один элемент из Mn: 1% или менее, Cr: 0,3% или менее, Cu: 0,4% или менее, Р: 0,5% или менее, N: 1% или менее, Мо: 0,1 или менее, Sn: 0,3% или менее и Sb: 0,3% или менее. Заметим, что далее % означает мас.%.
Mn является элементом, который эффективен для повышения удельного сопротивления и снижения потерь в сердечнике. Кроме того, Mn является эффективным элементом для предотвращения растрескивания при горячей прокатке в производственном процессе, но если количество добавленного Mn превышает 1%, плотность магнитного потока изделия в конце концов падает, по причине чего устанавливают верхний предел, равный 1%.
Cr также является элементом, который эффективен для повышения удельного сопротивления и снижения потерь в сердечнике. Кроме того, Cr является элементом, улучшающим поверхностный оксидный слой после декарбюризационного отжига и добавляется в количествах до 0,3%.
Cu также является элементом, который эффективен для повышения удельного сопротивления и снижения потерь в сердечнике, но, если количество добавки превышает 0,4%, эффект снижения потерь в сердечнике в конце концов насыщается и в производственном процессе Cu становится причиной поверхностных изъянов типа «оголенных пятен» на стадии горячей прокатки, вследствие чего устанавливают верхний предел, равный 0,4%.
Р также является элементом, который эффективен для повышения удельного сопротивления и снижения потерь в сердечнике, но, если количество добавки превысит 0,5%, возникнет проблема с прокатываемостью стального листа, вследствие чего устанавливают верхний предел, равный 0,5%.
Ni также является элементом, который эффективен для повышения удельного сопротивления и снижения потерь в сердечнике. Кроме того, Ni является элементом, эффективным для регулирования структуры металла горячекатаного листа с целью улучшения магнитных свойств, но, если количество добавки превышает 1%, вторичная рекристаллизация становится неустойчивой, вследствие чего устанавливают верхний предел, равный 1%.
Мо также является элементом, который эффективен для повышения удельного сопротивления и снижения потерь в сердечнике. Но, если количество добавки превысит 0,1%, возникнет проблема с прокатываемостью стального листа, вследствие чего устанавливают верхний предел, равный 0,1%.
Sn и Sb являются элементами, которые эффективны для стабилизации вторичной рекристаллизации и развития ориентации {110}<001>, но при превышении 0,3% они оказывают вредный эффект на образование стеклянной пленки, вследствие чего устанавливают верхний предел, равный 0,3%.
Что касается С, N, S, Ti и Al, их иногда добавляют на стадии сталеварения для регуляции текстуры и регулирования ингибитора с целью устойчивого проведения вторичной рекристаллизации, но при этом они также являются элементами, ухудшающими характеристики потерь в сердечнике для конечных изделий, и, следовательно, их нужно понижать после декарбюризационного отжига и при заключительном отжиге и т.д. По этой причине содержание этих элементов выбирают не более 0,005% и преимущественно не более 0,003%.
Кроме того, лист текстурированной электротехнической стали настоящего изобретения может содержать отличные от указанных выше элементы и/или неизбежные примесные элементы в количествах, не ухудшающих магнитные свойства.
В качестве способа производства листа текстурированной электротехнической стали настоящего изобретения в основном может использоваться способ производства на основе японской патентной публикации (А) №2002-60842 и т.д. Чтобы заставить углы отклонения α, β и γ надежно удовлетворять приведенной выше формуле (1), в первичной рекристаллизованной текстуре следует повысить долю зерен с ориентацией {411} среди зерен с ориентацией {411} и зерен с ориентацией {111}, усиливая рост ориентированных по Госсу вторично рекристаллизованных зерен. В качестве метода повышения доли зерен с ориентацией {411} эффективен метод регулирования скорости нагрева на стадии декарбюризационного отжига, описанный в японской патентной публикации (А) №2002-60842.
ПРИМЕРЫ
Далее описаны примеры настоящего изобретения, но условия примеров являются примерами условий, использованных для подтверждения работоспособности и выгодности эффектов настоящего изобретения. Настоящее изобретение не ограничивается этими примерами условий. В настоящем изобретении могут быть использованы различные условия, не выходящие за рамки настоящего изобретения и достигающие цели настоящего изобретения.
(Пример 1)
Используемый в качестве образца (А) сляб, содержащий (в мас.%) Si: 3,2%, С: 0,08%, кислоторастворимый Al: 0,024%, N: 0,007%, Mn: 0,08% и S: 0,025%, нагревают при температуре 1350°С, подвергают горячей прокатке до толщины 2,3 мм, затем холодной прокатке до толщины 1,8 мм, после чего отжигают и затем подвергают холодной прокатке до толщины 0,23 мм.
Затем лист нагревают до 850°С, подвергают декарбюризационному отжигу, наносят отжиговый сепаратор, состоящий в основном из MgO, и подвергают заключительному отжигу.
Используемый в качестве образца (В) сляб, содержащий (в мас.%) Si: 3,3%, С: 0,06%, кислоторастворимый Al: 0,027%, N: 0,007%, Mn: 0,1% и S: 0,07%, нагревают при температуре 1150°С, подвергают горячей прокатке до толщины 2,3 мм и отжигают, после чего подвергают холодной прокатке до толщины 0,23 мм.
Затем лист нагревают до 850°С, подвергают декарбюризационному отжигу и после этого отжигают в содержащей аммиак атмосфере, повышая N в стальном листе до 0,02%, после чего наносят отжиговый сепаратор, состоящий в основном из MgO, и подвергают заключительному отжигу.
С, N, S и Al после заключительного отжига понижают до 0,003% или ниже. Затем на лист наносят покрытие с целью придания листу изоляционных свойств и прочности на растяжение.
Результаты измерения выравнивания ориентации вторичной рекристаллизации и магнитных свойств изделия показаны в таблице 1. При оценке плотности магнитного потока B8 для уточнения зависимости от ориентации вторичной рекристаллизации стального листа перед измерением удаляют с поверхности изделия немагнитные материалы (стеклянную пленку и покрытие).
Процентные содержания площадей зерен кристаллов, удовлетворяющих формуле
(α2+β2)1/2≤γ, для образца (А) и образца (В) составили соответственно 18 и 47%.
(Пример 2)
Используемый в качестве образца сляб, содержащий (в мас.%) Si: 3,3%, С: 0,06%, кислоторастворимый Al: 0,028% и N: 0,008%, нагревают при температуре 1150°С, подвергают горячей прокатке до толщины 2,3 мм, отжигают и затем подвергают холодной прокатке до толщины 0,23 мм.
Затем лист нагревают со скоростью (А) 5°С/сек, (В) 100°С/сек или (С) 200°С/сек до 830°С, подвергают декарбюризационному отжигу и после этого отжигают в содержащей аммиак атмосфере, повышая N в стальном листе до 0,02%, после чего наносят отжиговый сепаратор, состоящий в основном из MgO, и подвергают заключительному отжигу.
С, N и Al после заключительного отжига понижают до 0,003% или ниже. Затем на лист наносят покрытие с целью придания листу изоляционных свойств и прочности на растяжение.
Результаты измерения выстраивания ориентации вторичной рекристаллизации и магнитных свойств изделия показаны в таблице 2. При оценке плотности магнитного потока B8 для уточнения зависимости от ориентации вторичной рекристаллизации стального листа перед измерением удаляют с поверхности изделия немагнитные материалы (стеклянную пленку и покрытие).
(Пример 3)
Используемый в качестве образца сляб, содержащий (в мас.%) Si: 3,3%, С: 0,055%, кислоторастворимый Al: 0,027% и N: 0,008%, нагревают при температуре 1150°С, подвергают горячей прокатке до толщины 2,3 мм, отжигают и затем подвергают холодной прокатке до толщины 0,23 мм.
Затем лист нагревают со скоростью 40°С/сек до (А) 790°С, (В) 820°С или (С) 850°С, подвергают декарбюризационному отжигу и после этого отжигают в содержащей аммиак атмосфере, повышая N в стальном листе до 0,02%, после чего наносят отжиговый сепаратор, состоящий в основном из MgO, и подвергают заключительному отжигу.
С, N и Al после заключительного отжига понижают до 0,003% или ниже. Затем на лист наносят покрытие с целью придания листу изоляционных свойств и прочности на растяжение.
Результаты измерения выстраивания ориентации вторичной рекристаллизации и магнитных свойств изделия показаны в таблице 3. При оценке плотности магнитного потока В8 для уточнения зависимости от ориентации вторичной рекристаллизации стального листа перед измерением удаляют с поверхности изделия немагнитные материалы (стеклянную пленку и покрытие).
Процентные содержания площадей зерен кристаллов, удовлетворяющих формуле
(α2+β2)1/2≤γ, для образца (А), образца (В) и образца (С) составили соответственно 24, 38 и 49%.

Как указывалось выше, согласно настоящему изобретению путем регулирования распределения ориентации вторичной рекристаллизации можно получать лист текстурированной электротехнической стали, имеющей характеристики потерь в сердечнике выше традиционного предела. Соответственным образом, настоящее изобретение обладает высокой применимостью в областях промышленности, производящих электротехническое оборудование с использованием в качестве материалов листа текстурированной электротехнической стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2706990C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ | 2011 |
|
RU2531213C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2805510C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2020 |
|
RU2802217C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ ПРЕВОСХОДНЫЕ МАГНИТНЫЕ СВОЙСТВА | 2019 |
|
RU2763924C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2764010C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2825327C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2608914C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2019 |
|
RU2764622C1 |
Изобретение относится к области металлургии, в частности производству листа текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике. Для повышения магнитных характеристик получают лист из стали, содержащей от 0,8 до 7 мас.% Si и имеющей вторичную рекристаллизованную текстуру с ориентациtq {110}<001> в качестве главной ориентации, при этом средние углы отклонения α, β и γ от идеальной ориентацией {110}<001> вторичной рекристаллизованной текстуры удовлетворяют формуле (α2+β2)1/2≤γ, где α - средний угол отклонения от идеальной ориентации {110}<001> вокруг направления нормали (ND) к поверхности прокатки вторичной рекристаллизованной текстуры, β - средний угол отклонения от идеальной ориентации {110}<001> вокруг поперечного направления (TD) вторичной рекристаллизованной текстуры и γ-средний угол отклонения от идеальной ориентации {110}<001> вокруг направления прокатки (RD) вторичной рекристаллизованной текстуры. 3 н. и 6 з.п. ф-лы, 3 табл., 8 ил.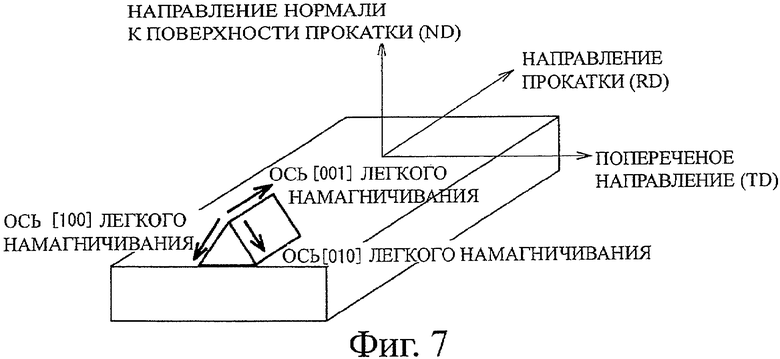
1. Лист текстурированной электротехнической стали с улучшенными
характеристиками потерь в сердечнике, содержащий от 0,8 до 7 мас.% Si и имеющий вторичную рекристаллизованную текстуру с ориентации {110}<001> в качестве главной ориентации, отличающийся тем, что средние углы отклонения α, β и γ от идеальной ориентации {110}<001> вторичной рекристаллизованной текстуры удовлетворяют следующей формуле (I):

где α - средний угол отклонения от идеальной ориентации {110}<001> вокруг направления нормали (ND) к поверхности прокатки вторичной рекристаллизованной текстуры,
β - средний угол отклонения от идеальной ориентации {110}<001> вокруг поперечного направления (TD) вторичной рекристаллизованной текстуры,
γ - средний угол отклонения от идеальной ориентации {110}<001> вокруг направления прокатки (RD) вторичной рекристаллизованной текстуры.
2. Лист по п.1, отличающийся тем, что площадь зерен кристаллов, удовлетворяющих формуле (1), равна 40% или более.
3. Лист по любому из пп.1 и 2, отличающийся тем, что лист текстурированной электротехнической стали содержит, мас.%: от 0,8 до 7 Si, по меньшей мере один элемент из группы: 1 или меньше Mn, 0,3 или меньше Cr, 0,4 или меньше Cu, 0,5 или меньше Р, 1 или меньше Ni, 0,1 или меньше Мо, 0,3 или меньше Sn и 0,3 или меньше Sb.
4. Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике, содержащий от 0,8 до 7 мас.% Si и имеющий вторичную рекристаллизованную текстуру с ориентации {110}<001> в качестве главной ориентации, отличающийся тем, что средние углы отклонения α, β и γ от идеальной ориентации {110}<001> вторичной рекристаллизованной текстуры удовлетворяют следующим формулам:


где α - средний угол отклонения от идеальной ориентации {110}<001> вокруг направления нормали (ND) к поверхности прокатки вторичной рекристаллизованной текстуры,
β - средний угол отклонения от идеальной ориентации {110}<001>вокруг поперечного направления (TD) вторичной рекристаллизованной текстуры,
γ - средний угол отклонения от идеальной ориентации {110}<001> вокруг направления прокатки (RD) вторичной рекристаллизованной текстуры.
5. Лист по п.4, отличающийся тем, что площадь зерен кристаллов, удовлетворяющих формуле (1), равна 40% или более.
6. Лист по любому из пп.4 и 5, отличающийся тем, что лист текстурированной электротехнической стали содержит, мас.%: от 0,8 до 7 Si, по меньшей мере один элемент из группы: 1 или меньше Мn, 0,3 или меньше Cr, 0,4 или меньше Сu, 0,5 или меньше Р, 1 или меньше Ni, 0,1 или меньше Мо, 0,3 или меньше Sn и 0,3 или меньше Sb.
7. Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике, содержащий от 0,8 до 7 мас.% Si и имеющий вторичную рекристаллизованную текстуру с ориентации {110}<001> в качестве главной ориентации, отличающийся тем, что средние углы отклонения α, β и γ от идеальной ориентации {110}<001> вторичной рекристаллизованной текстуры удовлетворяют следующим формулам:


где α - средний угол отклонения от идеальной ориентации {110}<001> вокруг направления нормали (ND) к поверхности прокатки вторичной рекристаллизованной текстуры,
β - средний угол отклонения от идеальной ориентации {110}<001> вокруг поперечного направления (TD) вторичной рекристаллизованной текстуры,
γ - средний угол отклонения от идеальной ориентации {110}<001> вокруг направления прокатки (RD) вторичной рекристаллизованной текстуры.
8. Лист по п.7, отличающийся тем, что площадь зерен кристаллов, удовлетворяющих формуле (1), равна 40% или более.
9. Лист по любому из пп.7 и 8, отличающийся тем, что лист текстурированной электротехнической стали содержит, мас.%: от 0,8 до 7 Si, по меньшей мере один элемент из группы: 1 или меньше Mn, 0,3 или меньше Cr, 0,4 или меньше Cu, 0,5 или меньше Р, 1 или меньше Ni, 0,1 или меньше Мо, 0,3 или меньше Sn и 0,3 или меньше Sb.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2024629C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КРУПНОЗЕРНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ТОЛЩИНОЙ 0,15 - 0,30 ММ | 1992 |
|
RU2016094C1 |
| Формирователь импульсов электродинамического анализатора | 1986 |
|
SU1367140A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

