Изобретение относится к черной металлургии, в частности к изысканию новых технологических способов термической обработки электротехнической стали.
Известен способ электролазерного нанесения дорожек на листы из электротехнических сталей с целью снижения удельных магнитных потерь.
Недостаток известного способа заключается в малой производительности и низкой надежности.
Известен способ обработки листовой электротехнической стали непрерывным лазерным излучением, наиболее близкий по технической сущности и достигаемому эффекту к заявляемому способу (прототип).
Недостатком известного способа является ухудшение магнитной индукции В100 наряду с достигаемым положительным эффектом уменьшения удельных потерь. Причина ухудшения магнитной индукции В100 связана со структурными изменениями в тонком поверхностном слое стали под воздействием непрерывного лазерного излучения, вследствие нагрева поверхностного слоя металла по всей длине и ширине дорожки непрерывного лазерного воздействия.
Целью изобретения является улучшение магнитных свойств снижение магнитных потерь при уменьшении отрицательного влияния лазерного излучения на магнитную индукцию В100.
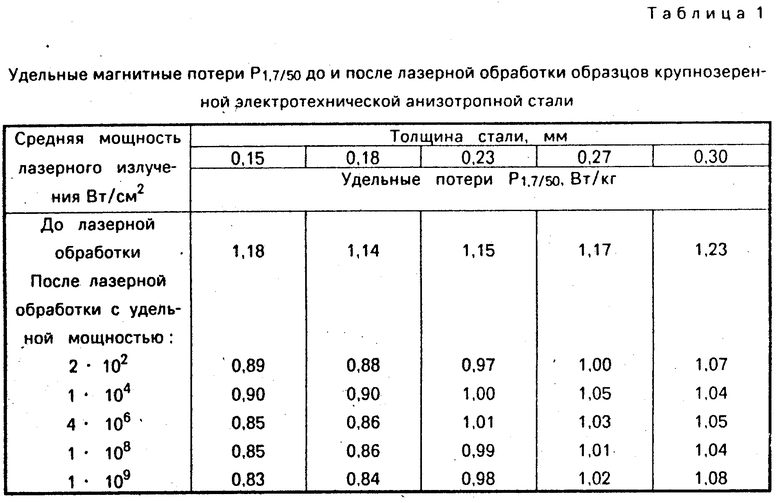
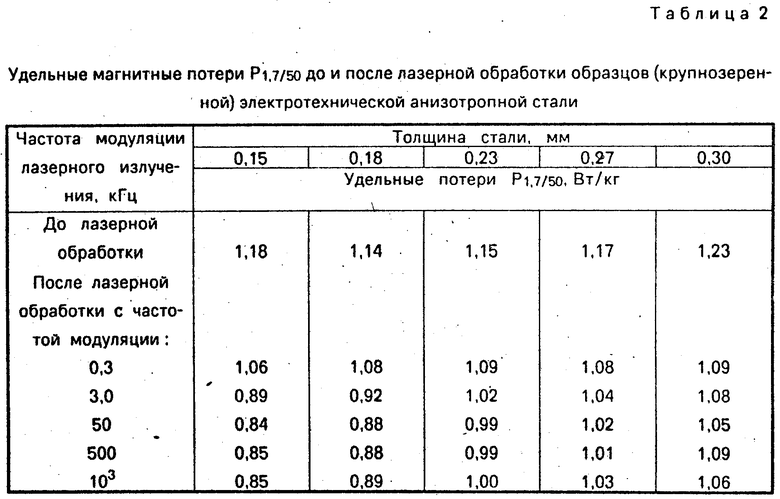
Цель достигается обработкой поверхности электротехнической стали лазерным излучением в режиме модулированной добротности с частотой модуляции 0,3 кГц...1,0 мГц и средней плотностью мощности 2 ˙102...109 Вт/см2. Применение такого типа излучения позволяет перейти от непрерывного к импульсному воздействию лазерного излучения на поверхностные слои стали. Применение режима модулированной добротности позволяет создавать крутые фронты нарастания интенсивности излучения, что, сокращая промежуток времени воздействия лазерного излучения в заявляемом изобретении, обеспечивает высокую локальность лазерной обработки поверхностного слоя стали, т.е. малую протяженность зоны термического влияния лазерного излучения в режиме модулированной добротности. В этом случае уменьшается негативное влияние лазерного излучения на изменение магнитной индукции В100. Кроме того, экспериментально доказано, что в результате применения лазерной обработки в режиме модулированной добротности заданный эффект дробления основных 180-градусных доменных областей достигают при меньшей средней мощности излучения лазера по сравнению с лазером непрерывного действия. Для лазерной обработки в режиме модулированной добротности могут быть применены лазеры с изменением мощности их излучения в широком диапазоне от 0,01 до 10 кВт, что позволяет в зависимости от мощности лазерного излучения изменять скорость лазерной обработки в режиме модулированной добротности в широких пределах 0,01-10,0 м/с. После лазерной обработки в этих случаях на поверхности стали остаются дорожки из точек. Обработку лучом лазера можно проводить под любым углом к поверхности обрабатываемой стали, но предпочтительно под углом 90о. Ширину (расстояние) между дорожками задают в каждом конкретном случае.
Лазерную обработку в режиме модулированной добротности проводили в лабораторных условиях на полосовых образцах крупнозеренной электротехнической анизотропной стали толщиной 0,30-0,15 мм производства НЛМК. Размер полосовых образцов 305х30 мм. Результаты измерения удельных потерь Р1,7/50 стали в зависимости от режимов лазерной обработки приведены в табл. 1 и 2.
Из анализа экспериментальных данных, приведенных в табл. 1 и 2 следует, что опробованные диапазоны изменения удельной мощности (табл. 1) и частоты модуляции (табл. 2) лазерного излучения обеспечили улучшение магнитных свойств, т.е. уменьшения удельных потерь Р1,7/50 стали в результате лазерной обработки ее в режиме модулированного внедрения. Граничные пределы (нижний и верхний) по средней мощности (табл. 1) и частоте модуляции (табл. 2) опробованных режимов лазерной обработки обеспечивают улучшение магнитных свойств крупнозеренной электротехнической анизотропной стали толщиной 0,30-0,15 мм, поэтому могут быть внесены в ограничительную часть формулы изобретения.
Применение в отечественном трансформаторостроении крупнозеренной электротехнической анизотропной стали толщиной 0,30-0,15 мм, обработанной лазерным излучением в режиме модулированной добротности, позволит снизить потери холостого хода (потери Х.Х) в трансформаторах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1990 |
|
RU2024622C1 |
| СТАЛЬ КРЕМНИСТАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ И СПОСОБ ЕЕ ОБРАБОТКИ | 1996 |
|
RU2096516C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1993 |
|
RU2048544C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2405841C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРАНСФОРМАТОРНОЙ СТАЛИ | 1991 |
|
RU2017837C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2068448C1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО ОТЖИГА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ТОЛЩИНОЙ 0,15 - 0,30 ММ | 1990 |
|
RU1762555C |
| Способ производства анизотропной электротехнической стали | 1991 |
|
SU1793975A3 |
| Способ производства анизотропной электротехнической стали с термостабильными лазерными барьерами | 2021 |
|
RU2767370C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ И ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ АНИЗОТРОПНАЯ СТАЛЬ | 2013 |
|
RU2514559C1 |
Использование: для термической обработки электротехнической стали. Сущность изобретения: для улучшения магнитных свойств крупнозернистой электротехнической анизотропной стали толщиной 0,30 - 0,15 мм поверхность обрабатывают лазерным излучением в режиме модулированной добротности с частотой 3,0 кГц - 1,0 МГц и средней плотностью мощности воздействия 2·102-109 Вт/см2 , при этом следы воздействия лазерного излучения представляют собой дорожки из пятен диаметром 0,01 - 1,00 мм. 2 табл.
СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КРУПНОЗЕРНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ТОЛЩИНОЙ 0,15 - 0,30 ММ, включающий обработку путем воздействия сфокусированным лазерным излучением на поверхность, отличающийся тем, что, с целью улучшения магнитных свойств, воздействие лазерного излучения осуществляют в режиме модулированной добротности с частотой повторения импульсов 3,0 кГц - 1,0 МГц и средней плотностью мощности 2 · 102 - 102 Вт/см2, при этом следы воздействия лазерного излучения предаставляют собой дорожки из пятен диаметром 0,01 - 1,00 мм.
| Патент США N 4552596, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

