Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированному листу электротехнической стали, подходящему для применения в качестве материала железного сердечника или тому подобного для трансформатора и электрического оборудования.
Уровень техники
Лист электротехнической стали представляет собой мягкий магнитный материал, который широко применяется в качестве железного сердечника или тому подобного для трансформатора или двигателя. Среди них, текстурированный лист электротехнической стали обладает отличными магнитными характеристиками, поскольку в ориентации его кристаллов сильно преобладает ориентация {110}<001>, названная ориентацией Госса, и, главным образом, лист применяется в качестве железного сердечника или тому подобного в крупногабаритных трансформаторах. С целью снижения потерь холостого хода (энергетические потери) в трансформаторе, необходимо, чтобы железный сердечник имел малые потери в сердечнике. Известно, что в листе текстурированной электротехнической стали увеличение содержания Si, уменьшение толщины листа, улучшение ориентации кристаллов, воздействие напряжения на стальной лист, полирование поверхности стального листа, рафинирование вторично рекристаллизованной текстуры и тому подобное являются эффективными приемами для снижения потерь в сердечнике.
В качестве метода рафинирования вторично рекристаллизованной текстуры среди указанных методов предложен способ, в котором первично рекристаллизованная текстура улучшается путем быстрого нагрева в течение обезуглероживающего отжига или путем проведения термической обработки для быстрого нагревания непосредственно до обезуглероживающего отжига. Например, в Патентном документе 1 раскрыта технология, в которой холоднокатаный стальной лист, прокатанный до конечной толщины, быстро нагревается до температуры не ниже чем 700°C со скоростью не меньше чем 100°C/с, в неокислительной атмосфере с отношением PH2O/PH2 не больше чем 0,2, чтобы получить лист текстурированной электротехнической стали с малыми потерями в сердечнике. Кроме того, в Патентном документе 2 раскрыта технология, в которой лист текстурированной электротехнической стали с малыми потерями в сердечнике получается путем быстрого нагрева листа до 800-950°C, со скоростью нагрева не меньше чем 100°C/с в атмосфере, имеющей концентрацию кислорода не больше чем 500 м.д., выдерживание при температуре 775-840°C, которая ниже температуры быстрого нагрева, и последующего выдерживания при температуре 815-875°C. Кроме того, в Патентном документе 3 раскрыта технология, в которой лист электротехнической стали, имеющий отличные характеристики покрытия и магнитные характеристики, получается путем нагревания температурной зоны не ниже, чем до 600°C и не ниже, чем до 800°C со скоростью нагрева не меньше чем 95°C/с, при соответствующем контроле атмосферы указанной температурной зоны. Кроме того, в Патентном документе 4 описана технология, в которой лист текстурированной электротехнической стали с малыми потерями в сердечнике получается путем ограничения содержания N в горячекатаном листе до не больше, чем 25 м.д. в виде A1N и нагревания листа до не ниже, чем 700°C со скоростью нагрева не меньше, чем 80°C/с в течение обезуглероживающего отжига.
В указанных технологиях улучшения первичной рекристаллизованной текстуры путем быстрого нагревания однозначно определяется температура быстрого нагрева от комнатной температуры до не ниже, чем 700°C, а также скорость подъема температуры.
Указанные технические идеи предполагают улучшение первичной рекристаллизованной текстуры путем повышения температуры, близкой к температуре рекристаллизации в течение короткого периода, чтобы подавить развитие γ-волокна ({111}//необнаруженной (ND) ориентации), которое предпочтительно образуется при обычной скорости нагревания, и чтобы способствовать образованию текстуры {110}<001> в качестве вторично рекристаллизованных ядер. Кроме того, известно, что кристаллическая текстура рафинируется после вторичной рекристаллизации (ориентированная текстура Госса), чтобы улучшилась характеристика потерь в сердечнике за счет применения этой технологии.
Документы уровня техники
Патентные документы
Патентный документ 1: JP-A-H07-062436.
Патентный документ 2: JP-A-H10-298653.
Патентный документ 3: JP-A-2003-027194.
Патентный документ 4: JP-А-Н10-130729.
Краткое изложение изобретения
Проблема, которая решается с помощью изобретения. Хотя характеристика потерь в сердечнике из листов текстурированной электротехнической стали значительно улучшается за счет использования традиционных приемов, в настоящее время необходимо дополнительно снижать потери в сердечнике, чтобы соответствовать требованиям энергосбережения. Однако для дополнительного снижения потерь в сердечнике с помощью традиционных приемов требуется дальнейшее увеличение скорости нагревания, по сравнению с известной технологией. С этой целью необходимо использовать более крупное индукционное нагревательное устройство или электрическое нагревательное устройство с увеличением потребляемого тока, что приводит к росту затрат на оборудование и на производство. Кроме того, чрезмерное увеличение скорости нагревания вызывает следующие проблемы: расширяется диапазон изменения температуры в стальном листе, и ухудшается форма стального листа, а также характеристика заправки листа в производственной линии, и увеличиваются отклонения магнитных свойств полученного листа от заданных. Поэтому для листов текстурированной электротехнической стали, полученных традиционными способами, существуют ограничения для дополнительного улучшения магнитных свойств.
Изобретение выполнено с учетом указанных выше проблем, присущих традиционным способам, и может обеспечить лист текстурированной электротехнической стали, в котором может рафинироваться вторично рекристаллизованная текстура без избыточного увеличения скорости нагревания в первичном рекристаллизационном отжиге, и который превосходит традиционный материал по характеристике потерь в сердечнике.
Решение проблемы
Авторы изобретения провели различные исследования с целью решения проблемы. В результате было установлено, что малые потери в сердечнике могут быть достигнуты без потребности в чрезмерно быстром нагреве стальных листов, где распределение угла дезориентации между ориентацией кристаллов с вторично рекристаллизованной текстурой и ориентацией Госса в полученном листе имеет несколько пиков - два или больше, и размер зерен вторично рекристаллизованной текстуры составляет не больше чем 15 мм, и это послужило для создания изобретения.
Таким образом, изобретение представляет собой лист текстурированной электротехнической стали, отличающийся тем, что содержит Si: 2-5 мас. %, и имеет несколько пиков в распределении угла дезориентации между ориентацией кристаллов вторично рекристаллизованной текстуры и ориентацией Госса, причем размер зерен вторично рекристаллизованной текстуры составляет не больше чем 15 мм.
В листе текстурированной электротехнической стали согласно изобретению угол дезориентации во втором небольшом пике среди множества пиков составляет не меньше чем 5°.
Кроме того, лист текстурированной электротехнической стали согласно изобретению содержит С: меньше чем 0,005 мас. % и Mn: 0,005-1,0 мас. % в дополнение к Si.
Кроме того, лист текстурированной электротехнической стали согласно изобретению содержит один или больше элементов, выбранных из Ni: 0,010-1,50 мас. %, Cr: 0,01-0,50 мас. %, Cu: 0,01-0,50 мас. %, P: 0,005-0,50 мас. %, Sn: 0,005-0,50 мас. %, Sb: 0,005-0,50 мас. %, Bi: 0,005-0,50 мас. % и Mo: 0,005-0,100 мас. %, в дополнение к указанным выше компонентам.
Эффект изобретения
Изобретение может обеспечить листы текстурированной электротехнической стали с пониженными потерями в сердечнике по сравнению с традиционным материалом, без осуществления чрезмерно быстро нагрева, что представляет собой значительное достижение в промышленности.
Краткое описание чертежей
Фиг. 1 представляет собой вид, иллюстрирующий режим нагревания при первичном рекристаллизационном отжиге.
На фиг. 2 приведен график, показывающий влияние скорости нагревания при первичном рекристаллизационном отжиге и наличия или отсутствия выдержки температуры в ходе нагрева на плотность магнитного потока B8.
На фиг. 3 приведен график, показывающий влияние скорости нагревания при первичном рекристаллизационном отжиге и наличия или отсутствия выдержки температуры в ходе нагрева на потери в сердечнике W17/50.
На фиг. 4 приведен график, показывающий влияние скорости нагревания при первичном рекристаллизационном отжиге и наличия или отсутствия выдержки температуры в ходе нагрева на размер зерен вторично рекристаллизованной текстуры.
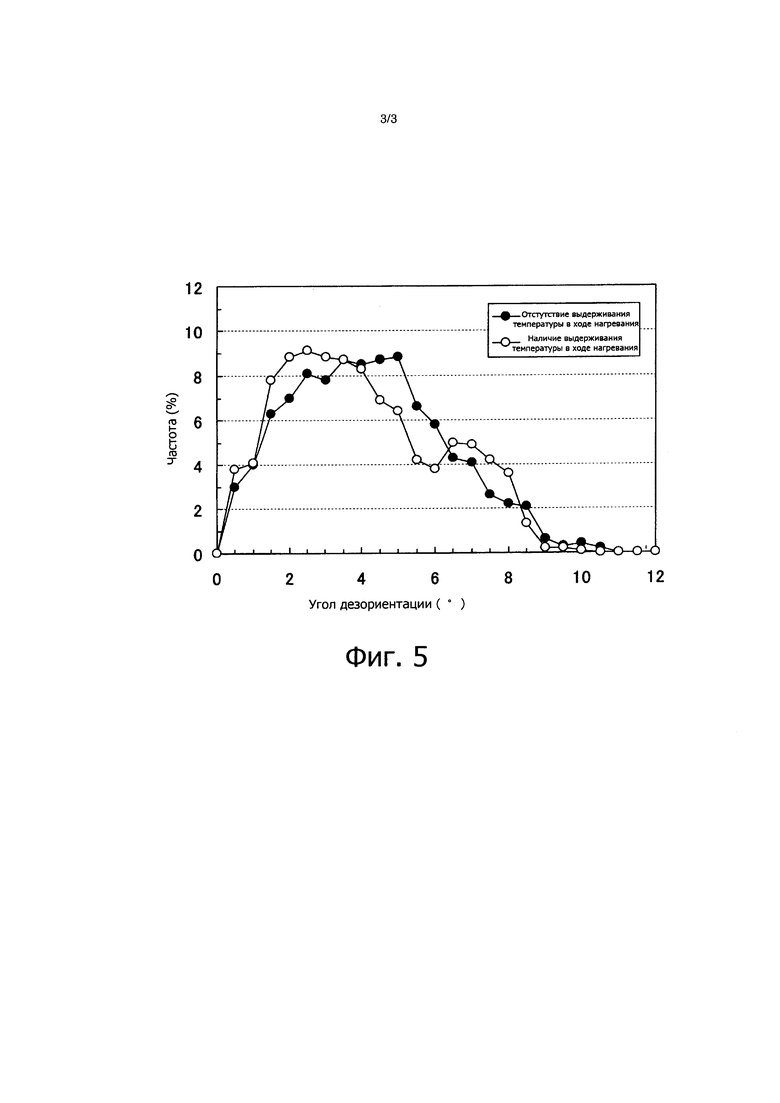
На фиг. 5 приведен график, показывающий влияние наличия или отсутствия выдержки температуры в ходе нагрева при первичном рекристаллизационном отжиге на плотность магнитного потока.
Варианты осуществления изобретения
Сначала будет описан эксперимент, ведущий к успеху изобретения.
Стальную плоскую заготовку, содержащую C: 0,055 мас. %, Si: 3.25 мас. %, Mn: 0,09 мас. %, Al: 0,021 мас. %, N: 0,0082 мас. % и Se: 0,015 мас. %, произведенную непрерывной разливкой, повторно нагревают до температуры равной 1410°C, подвергают горячей прокатке, чтобы получить горячекатаный лист толщиной 2,2 мм, подвергают отжигу в зоне горячих состояний при 1000°C в течение 60 секунд, холодной прокатке до промежуточной толщины 1,8 мм, подвергают промежуточному отжигу при 1120°C в течение 60 секунд и затем теплой прокатке при температуре 200°C, чтобы получить холоднокатаный лист, имеющий толщину 0,27 мм.
Затем холоднокатаный лист подвергают первичному рекристаллизационному отжигу в комбинации с обезуглероживающим отжигом при 840°C в течение 80 секунд во влажной атмосфере состава 50 об. % H2- 50 об. % N2, имеющей точку росы 60°C. В указанном случае нагревание от 200°C до 700°C в двух режимах, то есть со скоростью нагрева 20°C/с и 120°C/с и, кроме того, при двух условиях, то есть осуществление стадии температурной выдержки в течение 4 секунд или ее отсутствие при температуре 450°C в ходе нагревания, как показано на фиг. 1, при постоянной скорости нагревания (всего 4 режима). Здесь скорость нагревания является принятой величиной, когда нагревание от 200°C до 700°C проводится в течение времени, за вычетом времени температурной выдержки (то есть время (t1+t3) на фиг. 1). Кроме того, нагрев от 700°C до температуры выдержки осуществляется со скоростью 10°C/с.
После этого, поверхность стального листа, подвергнутого первичному рекристаллизационному отжигу, покрывают сепаратором отжига, который состоит, главным образом, из MgO, и затем подвергают окончательному отжигу, который включает в себя вторичный рекристаллизационный отжиг и чистовой отжиг с выдержкой при температуре 1200°C в атмосфере водорода в течение 7 часов, чтобы получить лист текстурированной электротехнической стали.
После отбора образца для испытаний из полученного таким образом листа, измеряют плотность магнитного потока B8 и потери в сердечнике W17/50, используя метод, описанный в японском промышленном стандарте JIS С2550, чтобы получить результаты, приведенные на фиг. 2 и 3. Как видно из этих результатов, плотность магнитного потока B8 мало изменяется при вариации условий нагрева и для всех четырех режимов получены приблизительно одинаковые значения, в то время как потери в сердечнике W17/50 изменяются при вариации условий нагрева, причем потери в сердечнике значительно уменьшаются при скорости нагревания 120°C/с по сравнению со скоростью нагревания 20°C/с, и особенно значительно потери в сердечнике уменьшаются, когда выдержка в процессе нагрева осуществляется при температуре 450°C.
С целью выявления причины значительного уменьшения потерь в сердечнике, когда осуществляется быстрый нагрев и проводится температурная выдержка в процессе нагрева, образцы для испытаний в указанных выше условиях погружают на 2 минуты в водный раствор 10 мас. % HCl при 80°C, чтобы удалить форстеритное покрытие, и измеряют размер зерен вторично рекристаллизованной текстуры по данным макроскопического внешнего вида части железной матрицы. Более того, размер зерен вторично рекристаллизованной текстуры представляет собой среднее значение, рассчитанное для 200 или больше текстур, с помощью введения изображения макроскопической структуры в компьютер, распознавания границ текстур путем обработки изображения и аппроксимирующего описания границы текстуры эллипсоидом с использованием метода наименьших квадратов, чтобы определить среднее значение большой и малой осей эллипсоида. Однако было принято, что тонкая текстура размером не больше чем 1 мм не является вторично рекристаллизованной текстурой, и ее не учитывали. Результаты измерений приведены на фиг. 4, из которой можно увидеть, что размер зерен вторично рекристаллизованной текстуры сильно зависит от скорости нагревания, причем с увеличением скорости нагревания размер зерен уменьшается. На основе этого результата предполагают, что причиной уменьшения потерь в сердечнике при большой скорости нагревания является тот факт, что размер зерен вторично рекристаллизованной текстуры уменьшается. Однако поскольку на фиг. 4 немного отличается размер зерен вторично рекристаллизованной текстуры, полученной при наличии и в отсутствие температурной выдержки в процессе нагрева даже при большой скорости нагревания, можно предположить возможность влияния и другого фактора.
С целью исследования причины возникновения различия в характеристике потери в сердечнике для образцов с наличием и отсутствием температурной выдержки в процессе нагрева, ориентация кристаллов вторично рекристаллизованной текстуры определяется методом Лауэ на наличие или отсутствие температурной выдержки при скорости подъема температуры 120°C/с. Более того, проводится измерение ориентации кристаллов на площади 1000 мм × 1000 мм в полученном листе, в общем в 1089 точках, выбранных с интервалами 30 мм в направлении ширины и в продольном направлении. Затем по результатам измерений рассчитывается угол дезориентации между ориентацией кристаллов вторично рекристаллизованной текстуры и идеальной ориентацией Госса, с учетом всех 1089 точек, и частота появления (%) кристаллической текстуры, имеющей такой угол дезориентации, изображается гистограммой при шаге угла дезориентации равном 0,5° на фиг. 5 (которая в дальнейшем называется "диаграмма распределения угла дезориентации). Как видно из этой фигуры, один пик находится при угле дезориентации приблизительно 4°, в случае отсутствия температурной выдержки, в то время как два пика находятся при углах дезориентации приблизительно 2,5° и 6,5° в случае температурной выдержки. Предполагают, что потери в сердечнике снижаются за счет наличия этих двух пиков.
Хотя в настоящее время не вполне ясна причина, почему потери в сердечнике значительно снижаются, когда в распределении дезориентации имеются два пика, авторы изобретения предлагают обоснование, следующее ниже.
На степень потерь в сердечнике значительно влияет структура магнитных доменов во вторично рекристаллизованной текстуре. Почти все листы текстурированной электротехнической стали состоят из магнитных доменов, названных доменами 180°, которые практически параллельны направлению прокатки. Поэтому ширина указанных доменов сильно влияет на характеристику потерь в сердечнике. Когда ширина доменов становится уже, потери в сердечнике могут уменьшаться. Например, известна рафинирующая обработка магнитных доменов путем механического формования линейных канавок в стальном листе. В этом способе используются те свойства, что поскольку магнитостатическая энергия в области канавок увеличивается с образованием канавок, указанное увеличение энергии преодолевается за счет уменьшения ширины магнитных доменов.
Когда в распределении угла дезориентации имеется только один пик, можно считать, что вторично рекристаллизованная текстура включает в себя кристаллическую текстуру, обладающую близкой ориентацией кристаллов. Поэтому магнитостатическая энергия на границе текстуры, сформированной двумя соседними кристаллическими текстурами, находится на низком уровне, поскольку ориентация кристаллов близка друг другу.
С другой стороны, когда в распределении угла дезориентации имеются два или больше пиков, текстуры, соответствующие пикам с различными углами дезориентации, могут соприкасаться. В этом случае, угол дезориентации соседних текстур становится больше, и поэтому магнитостатическая энергия на границе текстуры становится высокой. Поэтому предполагают, что ширина магнитных доменов становится уже для уменьшения высокого значения магнитостатической энергии, что считается причиной для дальнейшего снижения потерь в сердечнике.
Однако когда ширина магнитных доменов становится уже, возрастает количество стенок магнитных доменов, так что необходимо учитывать баланс между снижением магнитостатической энергии и увеличением энергии стенок магнитных доменов. Другими словами, когда размер кристаллических зерен является небольшим, увеличение количества стенок магнитных доменов уменьшается, и поэтому увеличение предела энергии стенок магнитных доменов уменьшается. Следовательно, когда размер кристаллических зерен уменьшается, этот эффект целесообразно воспринимается как уменьшение ширины магнитных доменов.
Как указано выше, предполагают, что причиной значительного снижения потерь в сердечнике из стальных листов, подвергнутых быстрому нагреванию и термической обработке выдержкой в ходе нагревания, является синергический эффект двух пиков в распределении угла дезориентации и малый размер зерен кристаллической текстуры. Изобретение основано на указанных выше новых знаниях.
Ниже будет описан химический состав листа текстурированной электротехнической стали (лист продукта) согласно изобретению.
Si: 2,0-5,0 мас. %
Si является необходимым элементом для увеличения удельного сопротивления стали и улучшения потерь в сердечнике. Однако, когда содержание Si становится меньше чем 2,0 мас. %, эффект снижения потерь в сердечнике является недостаточным, хотя когда кремния больше 5,0 мас. %, ухудшается обрабатываемость стали, и затрудняется обработка резанием или шлицеванием, когда сталь используется в трансформаторе или тому подобном. Поэтому содержание Si находится в диапазоне 2,0~5,0 мас. %. Предпочтительным диапазоном является 3,0~3,7 мас. %.
Кроме того, остаток, отличающийся от Si, в листе текстурированной электротехнической стали согласно изобретению представляет собой Fe и неизбежные примеси. Однако предпочтительно C и Mn следует вводить в следующем диапазоне.
С: меньше чем 0,005 мас. %
С является элементом, вызывающим магнитное старение, которое ухудшает магнитные свойства. С целью подавления магнитного старения, предпочтительно, чтобы содержание С в полученном листе было меньше чем 0,005 мас. %. Более предпочтительно, содержание углерода составляет не больше чем 0,003 мас. %.
Mn: 0,005-1,0 мас. %
Mn является эффективным элементом для улучшения обрабатываемости в горячем состоянии, и предпочтительно его следует вводить не меньше чем 0,005 мас. % в материал сырья стали, чтобы получить указанный выше эффект. Однако добавка больше 1,0 мас. % вызывает снижение плотности магнитного потока, поэтому предпочтительным верхним пределом является 1,0 мас. %. Более предпочтительно, добавка содержится в диапазоне 0,02-0,20 мас. %.
С целью снижения потерь в сердечнике, лист текстурированной электротехнической стали согласно изобретению может дополнительно содержать один или больше элементов, выбранных из Cr: 0,01-0,50 мас. %, Cu: 0,01-0,50 мас. % и P: 0,005-0,50 мас. %. Кроме того, с целью увеличения плотности магнитного потока, лист текстурированной электротехнической стали согласно изобретению может содержать один или больше элементов, выбранных из Ni: 0,010-1,50 мас. %, Sb: 0,005-0,50 мас. %, Sn: 0,005-0,50 мас. %, Bi: 0,005-0,50 мас. % и Мо: 0,005-0,100 мас. %, в дополнение к указанным выше компонентам. Когда содержание каждого из элементов меньше нижнего предела, то не достигается достаточный эффект добавления, в то время как при содержании элементов больше верхнего предела, вторичная рекристаллизация становится нестабильной или происходит снижение плотности магнитного потока.
Ниже будет описан лист текстурированной электротехнической стали согласно изобретению.
Во-первых, необходимо, чтобы для листа текстурированной электротехнической стали согласно изобретению наблюдались два или больше пиков распределения угла дезориентации между ориентацией кристаллов вторичной рекристаллизованной текстуры и ориентацией Госса. Здесь пик в распределении угла дезориентации является пиком, распознанным в диаграмме распределения угла дезориентации, когда угол дезориентации между ориентацией кристаллов вторичной рекристаллизованной текстуры и идеальной ориентацией Госса и частота появления (%) кристаллической текстуры, имеющей такой угол дезориентации, изображаются гистограммой с шагом угла дезориентации 0,5°, в которой первый пик, второй пик… обозначаются по порядку, от наименьшего угла дезориентации. Кроме того, считается, что второй пик существует, когда два или больше значения частоты непрерывно существуют относительно минимального значения частоты между первым пиком и вторым пиком. Поэтому не предполагается, что участок плато является пиком.
С точки зрения улучшения характеристики потерь в сердечнике, предпочтительно, чтобы существовал определенный интервал между первым пиком и вторым пиком, как указано ранее, и предпочтительно, чтобы угол дезориентации второго пика был не меньше чем 5°. Однако, когда угол дезориентации становится слишком большим, магнитные свойства самих текстур ухудшаются, и в целом увеличиваются потери в сердечнике из стального листа, так что угол дезориентации второго пика предпочтительно должен быть не больше чем 10°. Более того, число пиков, распознанных в диаграмме распределения угла дезориентации, не ограничен 2, их может быть 3 или больше.
В листе текстурированной электротехнической стали согласно изобретению необходимо, чтобы размер зерен вторично рекристаллизованной текстуры был не больше чем 15 мм. Здесь размер зерен вторично рекристаллизованной текстуры означает среднюю величину, когда среднее значение большой и малой осей в эллипсоидальном приближении границы текстуры в макроскопической структуре измеряется для 200 или больше текстур. Как указано ранее, когда размер зерен вторично рекристаллизованной текстуры является большим, убывающая полоса ширины магнитных доменов становится небольшой и эффект снижения потерь в сердечнике становится незначительным, поскольку объем доменных стенок значительно увеличивается в случае уменьшения ширины магнитных доменов, и это приводит к увеличению числа магнитных доменов. Поэтому необходимо, чтобы размер зерен вторично рекристаллизованной текстуры не был больше чем 15 мм. Предпочтительно, этот размер не превышает 12 мм.
Способ получения листа текстурированной электротехнической стали согласно изобретению будет описан ниже.
Лист текстурированной электротехнической стали согласно изобретению может быть получен общим методом, как способ производства листа текстурированной электротехнической стали, или способ, в котором сталь, имеющая заданный химический состав, расплавляется и формуется в стальной сляб, который подвергается горячей прокатке, отжигу в зоне горячих состояний, в случае необходимости, холодной прокатке, первичному рекристаллизационному отжигу или первичному рекристаллизационному отжигу в комбинации с обезуглероживающим отжигом, окончательному отжигу, и в случае необходимости, покрытию изолирующей пленкой.
Стальной сляб получается путем плавления стали, доведенной до заданного химического состава с помощью обычного процесса рафинирования, и формования в стальной сляб с помощью обычного процесса непрерывной разливки, в способе производства слитков прокаткой на блюминге или тому подобном. Альтернативно, сляб может быть произведен в виде тонкого литого сляба, толщиной не больше чем 100 мм с помощью процесса прямого литья. Более того, когда указанные выше необязательные компоненты трудно добавлять в ходе процесса производства, предпочтительно, они могут быть добавлены в заданном диапазоне предварительно, на стадии производства стали.
Когда стальной сляб содержит противоокислительные компоненты, такие как Al, N, Se, S и тому подобные, с целью предварительного растворения указанных элементов до горячей прокатки, предпочтительно, сляб повторно нагревают до высокой температуры, приблизительно 1400°C до горячей прокатки. С другой стороны, когда сляб не содержит противоокислительные компоненты, температура повторного нагрева сляба может составлять не выше чем 1250°C, или сляб после получения можно непосредственно подвергать горячей прокатке, без повторного нагрева, поскольку может быть гарантирована температура горячей прокатки. Кроме того, тонкий литой сляб может быть подвергнут горячей прокатке, или может быть переведен на следующую стадию, исключая горячую прокатку.
Затем сляб подвергают горячей прокатке согласно обычному способу, и полученный стальной лист (лист горячей прокатки) подвергается отжигу в зоне горячих состояний, в случае необходимости. Предпочтительно, температура отжига в зоне горячих состояний находится в диапазоне 800-1150°C, чтобы обеспечить хорошие магнитные характеристики. Когда эта температура ниже 800°C, трудно получить первичную рекристаллизационную структуру с текстурой единообразного размера, поскольку сохраняется зонная структура, образовавшаяся при горячей прокатке, которая может препятствовать росту вторично рекристаллизованной текстуры. Хотя, когда эта температура превышает 1150°C, размер зерен после отжига в зоне горячих состояний значительно огрубляется, и поэтому также трудно получить первичную рекристаллизационную структуру с текстурой единообразного размера.
Затем стальной лист после горячей прокатки или после отжига в зоне горячих состояний подвергается единственной холодной прокатке, или двум или нескольким холодным прокаткам с промежуточным отжигом между прокатками, с образованием холоднокатаного листа конечной толщины. Предпочтительно, температура промежуточного отжига находится в диапазоне 900-1200°C. Когда эта температура ниже 900°C, рекристаллизованная текстура рафинируется, с уменьшением зародышей фазы Госса в первичной рекристаллизапионной структуре, и существует риск ухудшения магнитных свойств. Хотя, когда эта температура превышает 1200°C, размер зерен значительно огрубляется, как при отжиге в зоне горячих состояний, и поэтому трудно получить первичную рекристаллизационную структуру с текстурой единообразного размера. Кроме того, поскольку окончательная холодная прокатка до конечной толщины улучшает первичную рекристаллизационную структуру и магнитные свойства, предпочтительно, чтобы температура стального листа в ходе прокатки повышалась до 100-300°C или осуществлялось старение при температуре 100-300°C один или несколько раз в ходе холодной прокатки.
После этого холоднокатаный лист конечной толщины подвергают первичному рекристаллизационному отжигу, который является наиболее важной стадией при получении листа текстурированной электротехнической стали согласно изобретению. Первичный рекристаллизационный отжиг может сочетаться с обезуглероживающим отжигом. В случае осуществления обезуглероживающего отжига, предпочтительно его проводят в диапазоне температур 800-900°C, во влажной атмосфере, чтобы обеспечить обезуглероживающие характеристики отжига. Однако, когда содержание углерода в исходном материале меньше чем 0,0050 мас. %, что не вызывает магнитное старение, можно исключить обезуглероживающий отжиг.
Для получения листа текстурированной электротехнической стали согласно изобретению важно, чтобы нагревание при первичном рекристаллизационном отжиге проводилось в быстром режиме, и температура в ходе нагрева выдерживалась в течение нескольких секунд, как упомянуто ранее. Конкретно, предпочтительно, чтобы быстрое нагревание проводилось от 200°C до 700°C со скоростью нагрева не меньше чем 50°C/с, более предпочтительно, не меньше чем 80°C/с. Более того, верхний предел скорости нагревания не ограничен с точки зрения магнитных свойств, однако желательно, чтобы он был около 300°C/с, с учетом стоимости оборудования или производственных затрат, поскольку потребляемая мощность нагревающего устройства увеличивается, когда скорость нагревания становится чрезмерно высокой.
Кроме того, температура, при обработке температурной выдержкой в ходе нагревания, предпочтительно находится в диапазоне 250-600°C, что вызывает восстановление прокатанной структуры, но не приводит к рекристаллизации. С этой же точки зрения, время температурной выдержки предпочтительно находится в диапазоне 1-30 секунд, что вызывает восстановление, но не приводит к рекристаллизации, более предпочтительно в диапазоне 1-10 секунд. Однако необязательно, что температура выдержки всегда была постоянной, и допустимы изменения приблизительно ±15°C до тех пор, пока она не выходит за пределы указанного выше диапазона температур.
После этого, если потери в сердечнике считаются важным фактором, поверхность холоднокатаного стального листа, который подвергнут первичному рекристаллизационному отжигу, покрывают сепаратором отжига, в основном состоящим из MgO, и подвергают окончательному отжигу, посредством чего растет вторично рекристаллизованная структура, и в то же время на поверхности стального листа образуется форстеритная пленка. С другой стороны, когда технологичность штампования считается важным фактором, вторично рекристаллизованная структура растет в процессе окончательного отжига, без нанесения сепаратора отжига или после нанесения сепаратора отжига, без образования форстеритной пленки, то есть сепаратора, не содержащего MgO и в основном состоящего из диоксида кремния, оксида алюминия или тому подобного. Когда сепаратор отжига наносится на поверхность стального листа, предпочтительно считать его электростатическим покрытием, не впитывающим влагу. Кроме того, можно применять способ введения жаростойкого листа неорганического материала (диоксид кремния, оксид алюминия, слюда или тому подобное) между стальными листами при свертывании, вместо использования сепаратора отжига.
С целью развития и завершения вторичной рекристаллизации, окончательный отжиг желательно осуществлять путем выдерживания при температуре не ниже чем 800°C не меньше чем в течение 20 часов. Когда характеристика штампования считается важным фактором, то достаточно завершить вторичную рекристаллизацию без образования форстеритной пленки, так что температура выдержки предпочтительно составляет 850-950°C. Возможно завершение окончательного отжига путем простой выдержки при этой температуре. С другой стороны, когда важным фактором считаются потери в сердечнике или когда форстеритная пленка формируется для снижения шума в трансформаторе, то предпочтительно повышают температуру приблизительно до 1200°C после вторичной рекристаллизации, и проводят чистовой отжиг в атмосфере водорода.
Затем стальной лист, который подвергнут окончательному отжигу, предпочтительно может подвергаться выравнивающему отжигу для корректировки формы или уменьшения потерь в сердечнике после удаления непрореагировавшего сепаратора отжига, приставшего к поверхности стального листа, путем промывки, очистки щеткой, травления или тому подобного. Когда стальные листы используются в листовом состоянии, то целесообразно покрывать поверхность стального листа изолирующей пленкой до или после выравнивающего отжига с целью снижения потерь в сердечнике. Предпочтительно изолирующая пленка является натяжной пленкой, которая способна создавать натяжение в стальном листе с точки зрения снижения потерь в сердечнике. Кроме того, предпочтительно можно использовать способ покрытия листа натяжной пленкой с помощью связующего вещества, и способ осаждения неорганического материала на слой поверхности стального листа путем физического осаждения из паровой фазы, химического осаждения из паровой фазы или тому подобного, чтобы получить изолирующую пленку, поскольку получается пленка с отличной характеристикой адгезии, причем пленка оказывает значительное влияние на снижение потерь в сердечнике.
С целью реализации снижения потерь в сердечнике, желательно осуществлять рафинирующую обработку магнитных доменов. В качестве рафинирующей обработки магнитных доменов, предпочтительно может быть использован способ, в котором на поверхности промежуточного листа, такого как конечный холоднокатаный лист или тому подобное, формируются канавки обычным образом, или механическая деформация, такая как канавки или тому подобное, наносят на поверхность конечного листа с помощью роликов или тому подобного, или лист подвергают термической, или динамической деформации, линейно прилагаемой под действием облучения лазером, плазмой или тому подобного.
Пример 1
Стальной сляб, содержащий С: 0,071 мас. %, Si: 3.44 мас. %, Mn: 0,12 мас. %, Al: 0,028 мас. %, Se: 0,015 мас. %, Cu: 0,05 мас. % и Sb: 0,03 мас. %, получают путем непрерывной разливки, повторно нагревают до температуры равной 1400°C, подвергают горячей прокатке, с образованием горячекатаного листа толщиной 2,2 мм, который подвергается отжигу в зоне горячих состояний при 1020°C в течение 30 секунд, подвергают холодной прокатке до толщины 1,7 мм, промежуточному отжигу при 1100°C в течение 60 секунд, и затем проводят теплую прокатку при температуре 150°C, чтобы получить холоднокатаный лист, имеющий конечную толщину 0,27 мм.
Затем холоднокатаный лист подвергают первичному рекристаллизационному отжигу в комбинации с обезуглероживающим отжигом в течение 80 секунд, при 850°C во влажной атмосфере состава 50 об. % Н2 - 50 об. % N2, имеющей точку росы 55°C. В этом случае процесса нагрева до 850°C, в зоне от 200°C до 700°C нагрев проводится с изменением скорости нагревания в диапазоне 25-500°C/с, как показано в таблице 1, и дополнительно в ходе нагрева проводится температурная выдержка в течение 2 секунд при температуре 500°C, в то время как скорость нагревания поддерживается постоянной или температурная выдержка не проводится. Кроме того, нагревание от 700°C до температуры выдержки проводится со скоростью нагрева 10°C/с.
После того, как сепаратор отжига, в основном состоящий из MgO, нанесен на поверхность стального листа после первичного рекристаллизационного отжига, лист подвергается вторичной рекристаллизации и дополнительно окончательному отжигу для очищающей обработки путем выдержки в течение 5 часов при температуре 1200°C в атмосфере Н2, чтобы получить продукт - лист текстурированной электротехнической стали.
Образец для испытаний отбирают из полученного таким образом листового продукта, чтобы измерить потери в сердечнике W17/50 по методу, описанному в стандарте JIS С2550.
Кроме того, образец для испытаний погружают на 2 минуты в водный раствор 10 мас. % HCl при 80°C, чтобы удалить форстеритную пленку, и затем определяют размер зерен вторично рекристаллизованной текстуры по данным макроскопического внешнего вида железной матрицы. Более того, размер зерен вторично рекристаллизованной текстуры представляет собой среднее значение большой и малой осей аппроксимирующего эллипсоида, с помощью введения изображения макроскопической структуры в компьютер и распознавания границ текстур путем обработки изображения. Однако было принято, что тонкая текстура размером не больше чем 1 мм не является вторично рекристаллизованной текстурой, и ее не учитывали.
Более того, проводится измерение ориентации кристаллов на площади 1000 мм×1000 мм в полученном листе, в общем, в 1089 точках, выбранных с интервалами 30 мм в направлении ширины и в продольном направлении, по методу Лауэ, причем диаграмма распределения угла дезориентации получается путем расчета угла дезориентации между измеренной ориентацией кристаллов и идеальной ориентацией Госса. Кроме того, диаграмма распределения угла дезориентации изображается гистограммой с шагом угла дезориентации равным 0,5°, чтобы оценить, существуют ли два или больше пиков. При наличии двух или больше пиков определяется угол дезориентации обнаруженного второго пика.
Результаты измерений приведены в таблице 1, вместе с условиями нагревания при первичном рекристаллизационном отжиге. Как видно из приведенных результатов, стальные листы, соответствующие условиям изобретения, позволяют снизить потери в сердечнике, без чрезмерного увеличения скорости нагревания.
Кроме того, когда после удаления пленки компоненты образца для испытаний анализируют для установления химического состава листового продукта, все листы содержат С: 0,003 мас. %, Si: 3,44 мас. %, Mn: 0,12 мас. %, Cu: 0,05 мас. % и Sb: 0,03 мас. %, в то время как содержание Al и Se не превышает предел обнаружения (не больше чем 0,0010 мас. %).


Пример 2
Стальной сляб, имеющий химический состав, приведенный в таблице 2, получают путем непрерывной разливки, повторно нагревают до температуры равной 1400°C, подвергают горячей прокатке, с образованием горячекатаного листа толщиной 2,8 мм, который подвергается отжигу в зоне горячих состояний при 1000°C в течение 45 секунд, подвергают холодной прокатке до толщины 1,5 мм, промежуточному отжигу при 1100°C в течение 45 секунд, и затем проводят теплую прокатку при температуре 220°C, чтобы получить холоднокатаный лист, имеющий конечную толщину 0,23 мм.
Затем холоднокатаный лист подвергается первичному рекристаллизационному отжигу в комбинации с обезуглероживающим отжигом в течение 80 секунд, при 850°C во влажной атмосфере состава 50 об. % H2 - 50 об. % N2, имеющей точку росы 61°C. В этом случае процесс нагрева до 850°C, в зоне от 200°C до 700°C нагрев проводится со скоростью нагревания 150°C/с при условии, что в процессе нагрева проводится температурная выдержка в течение 1,5 секунд при температуре 400°C. Кроме того, нагревание от 700°C до температуры выдержки проводится со скоростью нагрева 10°C/с.
После того, как сепаратор отжига, в основном состоящий из MgO, нанесен на поверхность стального листа после первичного рекристаллизационного отжига, лист подвергается вторичной рекристаллизации и дополнительно окончательному отжигу путем очищающей обработки с выдержкой в течение 10 часов при температуре 1200°C в атмосфере H2, чтобы получить продукт - лист текстурированной электротехнической стали.
Образец для испытаний отбирают из полученного таким образом листового продукта, чтобы измерить потери в сердечнике W17/50 по методу, описанному в стандарте JIS С2550.
Кроме того, определяют размер зерен вторично рекристаллизованной текстуры и угол дезориентации между ориентацией кристаллов и ориентацией Госса, таким же образом, как в примере 1, чтобы получить диаграмму распределения угла дезориентации, и при наличии второго пика определяют угол его дезориентации.
Результаты показаны в таблице 3. Для сравнения проведен анализ компонентов стального листа из примеров, после удаления пленки, чтобы получить результаты, показанные в таблице 3. Как видно из этой таблицы, все стальные листы, соответствующие условиям изобретения, обладают отличной характеристикой потерь в сердечнике. Кроме того, все стальные листы из примеров изобретения имеют два или больше пиков в их диаграммах распределения угла дезориентации. 
Промышленное применение
Технология изобретения также может быть использована для стальных листов в автомобилях, где требуется контроль текстуры и тому подобное.


Изобретение относится к области металлургии, а именно к листу текстурированной электротехнической стали, используемому в качестве материала железного сердечника трансформатора и электрического оборудования. Лист выполнен из стали, химический состав которой содержит С: меньше чем 0,005 мас.% и Si: 2-5 мас.%, а также, при необходимости, Mn: 0,005-1,0 мас.% и один или более элементов, выбранных из Ni: 0,010-1,50 мас.%, Cr: 0,01-0,50 мас.%, Cu: 0,01-0,50 мас.%, Р: 0,005-0,50 мас.%, Sn: 0,005-0,50 мас.%, Sb: 0,005-0,50 мас.%, Bi: 0,005-0,50 мас.% и Мо: 0,005-0,100 мас.%. Лист имеет текстуру, при которой на диаграмме распределения угла дезориентации между ориентацией кристаллов вторично рекристаллизованной текстуры и ориентацией Госса присутствует по меньшей мере два пика. Угол дезориентации второго пика составляет 5-10°, а размер зерен вторично рекристаллизованной текстуры составляет не более 15 мм. Обеспечиваются высокие магнитные свойства и малые потери в сердечнике. 2 з.п. ф-лы, 5 ил., 3 табл., 2 пр.
1. Лист текстурированной электротехнической стали, химический состав которой содержит С: меньше чем 0,005 мас.% и Si: 2-5 мас.%, характеризующийся тем, что он имеет текстуру, при которой на диаграмме распределения угла дезориентации между ориентацией кристаллов вторично рекристаллизованной текстуры и ориентацией Госса присутствует по меньшей мере два пика, причем угол дезориентации второго пика составляет 5-10°, а размер зерен вторично рекристаллизованной текстуры составляет не более 15 мм.
2. Лист текстурированной электротехнической стали по п. 1, в котором сталь дополнительно содержит Mn: 0,005-1,0 мас.%.
3. Лист текстурированной электротехнической стали по п. 1 или 2, в котором сталь дополнительно содержит один или более элементов, выбранных из Ni: 0,010-1,50 мас.%, Cr: 0,01-0,50 мас.%, Cu: 0,01-0,50 мас.%, Р: 0,005-0,50 мас.%, Sn: 0,005-0,50 мас.%, Sb: 0,005-0,50 мас.%, Bi: 0,005-0,50 мас.% и Мо: 0,005-0,100 мас.%.
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ, НАЧИНАЯ С ТОНКИХ СЛЯБОВ | 1997 |
|
RU2194775C2 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕВОСХОДНОЙ АДГЕЗИЕЙ ПОКРЫТИЯ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2405842C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

