Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированной электротехнической листовой стали, а в особенности к текстурированной электротехнической листовой стали, характеризующейся уменьшенными потерями в сердечнике. Настоящее изобретение также относится и к способу изготовления текстурированной электротехнической листовой стали.
Уровень техники
Текстурированная электротехническая листовая сталь представляет собой магнитно-мягкий материал, использующийся в качестве материала железного сердечника электротехнического устройства, такого как трансформатор или генератор, и характеризуется наличием текстуры, в которой ориентация <001>, которая соответствует оси легкого намагничивания железа, является в высокой степени выровненной в соответствии с направлением прокатки листовой стали. Такая текстура образуется в результате отжига вторичной рекристаллизации, предпочтительно вызывающего рост гигантских кристаллических зерен при ориентации (110)[001], которую называют ориентацией Госса.
Степень предпочтительной ориентации зерен, подвергнутых вторичной рекристаллизации, в соответствии с ориентацией (110)[001] (ниже в настоящем документе обозначаемой термином «идеальная ориентация Госса») может быть оценена исходя из «угла отклонения» ориентации зерен, подвергнутых вторичной рекристаллизации, от идеальной ориентации Госса. Угол отклонения может быть разделен на углы отклонения вокруг трех осей вращения, а именно, оси нормального направления (ND), оси поперечного направления (TD) (направления, ортогонального направлению прокатки) и оси направления прокатки (RD). Было проведено обсуждение того, как углы отклонения α, β и γ вокруг соответствующих осей вращения оказывают воздействие на магнитные свойства текстурированной электротехнической листовой стали.
Что касается угла α, которым является угол отклонения вокруг оси ND, то, как это известно, меньший угол α улучшает магнитную индукцию для текстурированной электротехнической листовой стали и потери в сердечнике для текстурированной электротехнической листовой стали. Между тем, угол γ, которым является угол отклонения вокруг оси RD, не оказывает воздействия на угол от оси легкого намагничивания <001>, и поэтому его воздействие на магнитную индукцию и потери в сердечнике рассматривается как незначительное.
В публикации IEEE Trans. Magn. 1996, Vol. 32, No. 2, p. 572-589 (ИНПЛ 1) описывается воздействие угла β, которым является угол отклонения вокруг оси TD, на потери в сердечнике в монокристалле. В соответствии с публикацией ИНПЛ 1 потери в сердечнике являются наиболее благоприятными при угле β, составляющем 2,0°, и по мере приближения угла β к 0° увеличивается ширина магнитного домена, и увеличиваются потери в сердечнике.
В публикации JP H07-268567 A (ИПЛ 1) для улучшения потерь в сердечнике предлагается текстурированная электротехническая листовая сталь, характеризующаяся углом отклонения от идеальной ориентации Госса, составляющим 8° или менее. Подобным образом в публикации JP 2009-155731 A (ИПЛ 2) предлагается текстурированная электротехническая листовая сталь, характеризующаяся углом отклонения, составляющим 5° или менее.
В случае простого определения термина «угол отклонения», как в публикациях ИПЛ 1 и ИПЛ 2, угол отклонения будет обозначать составной угол для угла α и угла β. В соответствии с этим, даже в случае уменьшения угла отклонения в виде составного угла при близости угла β к 0° потери в сердечнике необязательно могут быть уменьшены, как это могло бы ожидаться исходя из раскрытия содержания публикации ИНПЛ 1.
Методики, фокусирующиеся на угле β, раскрываются, например, в публикациях JP S59-177349 A (ИПЛ 3), JP S57-061102 В2 (ИПЛ 4) и JP 5286872 В2 (ИПЛ 5). В каждой публикации, выбираемой из публикаций ИПЛ 3 и ИПЛ 4, предлагается текстурированная электротехническая листовая сталь, характеризующаяся углом β, составляющим 4,0° или менее. В публикации ИПЛ 5 предлагается текстурированная электротехническая листовая сталь, у которой средняя степень изменения угла β вдоль направления прокатки для зерен, подвергнутых вторичной рекристаллизации, находится в диапазоне от 0,018°/мм до 0,06°/мм.
Перечень цитирования
Источники патентной литературы:
ИПЛ 1: JP H07-268567 A
ИПЛ 2: JP 2009-155731 A
ИПЛ 3: JP S59-177349 A
ИПЛ 4: JP S57-061102 B2
ИПЛ 5: JP 5286872 B2
Источники непатентной литературы:
ИНПЛ 1: IEEE Trans. Magn. 1996, Vol. 32, No. 2, p. 572-589
Раскрытие сущности изобретения
Техническая проблема.
Контролируемому выдерживанию угла β в текстурированной электротехнической листовой стали свойственны следующие далее проблемы.
Как это утверждается в публикации ИНПЛ 1, потери в сердечнике могут быть уменьшены в результате установления угла β, составляющего 2,0°. Однако, для обычной текстурированной электротехнической листовой стали невозможно установить угол β, составляющий 2,0°, по следующей далее причине. В технологическом процессе изготовления обычной текстурированной электротехнической листовой стали листовую сталь подвергают отжигу вторичной рекристаллизации в состоянии листовой стали, смотанной в рулон, а после этого рулон разматывают и проводят правильный отжиг. В соответствии с этим, угол β для листовой продукции, то есть, текстурированной электротехнической листовой стали после правильного отжига, изменяется в зависимости от кривизны рулона при отжиге вторичной рекристаллизации. Например, в случае диаметра рулона, составляющего 1000 мм, угол β изменяется на 0,57° при расчете на длину в 10 мм в направлении прокатки. Таким образом, для текстурированной электротехнической листовой стали, характеризующейся размером зерен, подвергнутых вторичной рекристаллизации, составляющим приблизительно 10 мм или более, в принципе невозможно установить угол β, составляющий 2,0°, по всей листовой продукции, что обеспечивало бы получение наиболее благоприятных потерь в сердечнике для монокристалла.
Например, для уменьшения угла α и угла β, то есть, для улучшения степени предпочтительной ориентации, мог бы быть использован способ увеличения обжатия при прокатке в ходе чистовой холодной прокатки. Однако при использовании такого способа почти что неизбежно увеличивается размер зерен, подвергнутых вторичной рекристаллизации. Поэтому в случае проведения для листовой стали отжига вторичной рекристаллизации в состоянии листовой стали, смотанной в рулон, потери в сердечнике не могут быть уменьшены в достаточной степени.
В соответствии с публикациями ИПЛ 3 и ИПЛ 4 для установления угла β, составляющего 4,0° или менее, отжиг вторичной рекристаллизации проводят в состоянии, в котором листовой стали придают волнообразный профиль, простирающийся в направлении, пересекающем направление прокатки, а после этого листовую сталь доводят до плоскостности. Данный способ в принципе является уместным, но требует получения волнообразного профиля и доводки, и, таким образом, он характеризуется низкой производительностью. Поэтому данный способ не является подходящим для использования при промышленном изготовлении текстурированных электротехнических листовых сталей.
В соответствии с публикацией ИПЛ 5 угол β контролируемо выдерживают в результате увеличения диаметра рулона при отжиге вторичной рекристаллизации до диапазона от 2000 мм до 6200 мм. Однако, при использовании данного способа в случае угла β, составляющего 0,5° или менее, потери в сердечнике значительно увеличатся, что делает необходимым проведение обработки для измельчения магнитных доменов.
Поэтому полезным могло бы оказаться предложение текстурированной электротехнической листовой стали, которая обладает превосходными магнитными свойствами и может быть с высокой производительностью изготовлена в результате контролируемого выдерживания ориентации вторичной рекристаллизации при использовании отжига рулона. Также могло бы оказаться полезным предложение способа изготовления текстурированной электротехнической листовой стали с превосходной производительностью.
Разрешение проблемы.
Заявители провели интенсивное исследование, направленное на разрешение заявленных выше проблем. Ниже будут описываться экспериментальные результаты, которые привели к получению настоящего раскрытия изобретения.
Было получено множество стальных слябов, изготовленных из стали А, и множество стальных слябов, изготовленных из стали В, отличной по химическому составу от стали А. Химические составы стали А и стали в представляют собой нижеследующее. Что касается химического состава, то символ «%» будет обозначать «% (масс.)», если только не будет отмечено другого, а символ «ч./млн.» будет обозначать «ч./млн. (масс.)», если только не будет отмечено другого.
(Сталь А)
С: 0,030%,
Si: 3,4%,
Mn: 0,10%,
Sb: 0,07%,
P: 0,05%,
раств. Al: 60 ч./млн.,
N: 30 ч./млн.,
S: 20 ч./млн. и
Se: 1 ч./млн.,
при этом остаток представляют собой Fe и неизбежные примеси.
(Сталь В)
С: 0,050%,
Si: 3,4%,
Mn: 0,08%,
Sb: 0,03%,
P: 0,10%,
Sb: 0,03%,
раств. Al: 60 ч./млн.,
N: 30 ч./млн.,
S: 25 ч./млн. и
Se: 1 ч./млн.,
при этом остаток представляют собой Fe и неизбежные примеси.
Каждый стальной сляб подвергали нагреванию до 1220°С, а после этого горячей прокатке для получения горячекатаной листовой стали, характеризующейся толщиной листа 2,4 мм. После этого горячекатаную листовую сталь подвергали отжигу горячей полосы при 1050°С на протяжении 30 секунд. При отжиге горячей полосы для каждой горячекатаной листовой стали изменяли время пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения. В температурном диапазоне, составляющем 700°С или менее, горячекатаную листовую сталь охлаждали до нормальной температуры при скорости охлаждения 40°С/сек.
Исследовали микроструктуру в поперечном разрезе для отожженной горячекатаной листовой стали, полученной в результате осуществления описанной выше методики. Фигура 1 иллюстрирует один пример текстуры в поперечном разрезе для отожженной горячекатаной листовой стали, полученной из сляба, изготовленного из стали А. Средний размер кристаллических зерен в отожженной горячекатаной листовой стали находился в диапазоне приблизительно от 100 мкм до 150 мкм. Фигура 2 представляет собой диаграмму, иллюстрирующую взаимосвязь между временем пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения при отжиге горячей полосы и долей площади поверхности (RC) для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, для отожженной горячекатаной листовой стали. Как это проиллюстрировано на фигуре 2, доля RC была большей для стали В, характеризующейся большим уровнем содержания С, чем в стали А, и доля RC была меньшей при более продолжительном времени t900 – 700°C.
Впоследствии отожженную горячекатаную листовую сталь подвергали холодной прокатке в условиях при пиковой температуре 220°С для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа 0,23 мм. После этого полученную холоднокатаную листовую сталь подвергали отжигу первичной рекристаллизации, также исполняющему и функцию обезуглероживающего отжига. Отжиг первичной рекристаллизации проводили в условиях при температуре томления: 840°С, времени томления: 120 секунд, парциальном давлении водорода: 55%, парциальном давлении азота: 45% и температуре точки росы: 55°С.
На поверхность полученной листовой стали, подвергнутой первичной рекристаллизации, наносили 15 г/м2 отжигового сепаратора, содержащего MgO в качестве основного ингредиента, и проводили высушивание и листовую сталь сматывали в рулон для получения рулона. Внутренний диаметр рулона составлял 500 мм, а внешний диаметр рулона составлял 1500 мм.
После этого рулон подвергали отжигу вторичной рекристаллизации. При отжиге вторичной рекристаллизации рулон сначала нагревали до 800°С при скорости 15°С/час, а после этого нагревали до 850°С при скорости нагревания 5°С/час от 800°С до 850°С, в азотной атмосфере. Рулон выдерживали при 850°С в течение 50 часов. После этого атмосферу переключали на водородную атмосферу, и рулон выдерживали при 1180°С на протяжении 5 часов.
После отжига вторичной рекристаллизации на поверхность листовой стали наносили агент для получения покрытия, образованный из 60% коллоидального диоксида кремния и фосфата алюминия, и проводили высушивание. После этого листовую сталь подвергали правильному отжигу при 835°С на протяжении 20 секунд в смешанной атмосфере из азота и водорода для доводки профиля. Таким образом, в качестве продукции получали текстурированную электротехническую листовую сталь.
От полученной текстурированной электротехнической листовой стали в позиции 1000 мм по диаметру рулона отбирали образцы для испытаний и при использовании испытания Эпштейна оценивали магнитные свойства образцов для испытаний. В качестве магнитных свойств измеряли магнитную индукцию (В8) при намагничивающей силе 800 А/м и потери в сердечнике (W17/50) при максимальной магнитной индукции 1,7 Тл и частоте 50 Гц.
Кроме того, при использовании метода рентгеноструктурного анализа Лауэ с шагом 2 мм измеряли ориентацию зерен, подвергнутых вторичной рекристаллизации, в области измерения 720 мм × 280 мм и рассчитывали угол отклонения α от идеальной ориентации Госса вокруг оси вращения ND и угол отклонения β от идеальной ориентации Госса вокруг оси вращения TD. При использовании полученных углов α и β рассчитывали угол отклонения (α2 + β2)1/2 от направления <100> в каждой позиции измерения и определяли среднее значение угла (α2 + β2)1/2 для всех позиций измерения.
Фигура 3 представляет собой диаграмму, иллюстрирующую взаимосвязь между временем t900 – 700°C и магнитной индукцией (В8). Как это проиллюстрировано на фигуре 3, магнитная индукция улучшалась в большей степени при более продолжительном времени t900 – 700°C как для стали А, так и для стали В. Фигура 4 представляет собой диаграмму, иллюстрирующую взаимосвязь между временем t900 – 700°C и потерями в сердечнике (W17/50). Как это проиллюстрировано на фигуре 4, потери в сердечнике были более значительными при более продолжительном времени t900 – 700°C для стали А, в то время как потери в сердечнике были менее значительными при более продолжительном времени пребывания для стали В.
После этого исследовали корреляцию между средним значением угла (α2 + β2)1/2, которым является угол отклонения от направления <100>, и магнитными свойствами. Фигура 5 представляет собой диаграмму иллюстрирующую взаимосвязь между средним значением угла (α2 + β2)1/2 и магнитной индукцией. Фигура 6 представляет собой диаграмму, иллюстрирующую взаимосвязь между средним значением угла (α2 + β2)1/2 и потерями в сердечнике. Как это проиллюстрировано на фигуре 5, корреляция между средним значением угла (α2 + β2)1/2 и магнитной индукцией была очень большой, и при среднем значении угла (α2 + β2)1/2, составляющем 5° или менее, была достигнута благоприятная магнитная индукция (B8 > 1,92 Тл). Как это проиллюстрировано на фигуре 6, взаимосвязь между средним значением угла (α2 + β2)1/2 и потерями в сердечнике различалась между сталью А и сталью В.
Как это выявили данные результаты, время пребывания и среднее значение угла (α2 + β2)1/2 хорошо коррелируют с магнитной индукцией, но не демонстрируют достаточной корреляции с потерями в сердечнике. В соответствии с этим, заявители провели исследование, направленное на выяснение того, какой показатель ориентации зерен, подвергнутых вторичной рекристаллизации, демонстрирует большую корреляцию с потерями в сердечнике. Как, в соответствии с этим, установили заявители, большую корреляцию с потерями в сердечнике демонстрирует доля площади поверхности (Rβ) для подвергнутых вторичной рекристаллизации зерен, характеризующихся углом отклонения β, составляющим 0,50° или менее. Фигура 7 представляет собой диаграмму, иллюстрирующую взаимосвязь между временем t900 – 700°C и долей Rβ. Доля Rβ была большей при более продолжительном времени t900 – 700°C для стали А, в то время как для стали В наблюдалась противоположная тенденция. Данные тенденции, как это считается, соответствуют изменениям потерь в сердечнике, проиллюстрированным на фигурах 4 и 6.
Фигура 8 представляет собой диаграмму, иллюстрирующую взаимосвязь между долей Rβ и потерями в сердечнике. Как это проиллюстрировано на фигуре 8, доля Rβ и потери в сердечнике хорошо коррелировали друг с другом. Говоря конкретно, достижения благоприятных потерь в сердечнике добивались в случае доли Rβ, составляющей 20% или менее, а достижения более благоприятных потерь в сердечнике добивались в случае доли Rβ, составляющей 15% или менее.
Фигура 9 представляет собой диаграмму, иллюстрирующую взаимосвязь между средним значением угла отклонения γ от идеальной ориентации Госса вокруг оси вращения RD (ниже в настоящем документе обозначаемого термином «средний угол γ») и потерями в сердечнике. Как это проиллюстрировано на фигуре 9, также имела место ясная корреляция между средним углом γ и потерями в сердечнике, и потери в сердечнике были меньшими в случае большего среднего угла γ. Говоря конкретно, достижения более благоприятных потерь в сердечнике добивались в случае среднего угла γ, составляющего 3,0° или более, а достижения еще более благоприятных потерь в сердечнике добивались в случае среднего угла γ, составляющего 4,5° или более.
Причина различия воздействия времени пребывания на потери в сердечнике между сталью А и сталью В может быть разъяснена на основании взаимосвязи между временем пребывания и долей RC, проиллюстрированной на фигуре 2, следующим далее образом. Как это проиллюстрировано на фигуре 2, в случае изменения времени пребывания в диапазоне от 0 секунд до 600 секунд доля RC для стали А изменялась в диапазоне приблизительно от 5% до 25%, а доля RC для стали В изменялась в диапазоне приблизительно от 0% до 5%. Фигура 10 представляет собой диаграмму, иллюстрирующую взаимосвязь между долями RC и Rβ. Как это проиллюстрировано на фигуре 10, тенденция для доли Rβ в диапазоне доли RC, соответствующей стали А, и тенденция для доли Rβ в диапазоне доли RC, соответствующей стали В, были противоположными друг другу. Это в результате приводило к получению различия воздействия времени t900 – 700°C на потери в сердечнике между сталью А и сталью В.
Помимо этого, как это проиллюстрировано на фигуре 10, доля Rβ имела минимальное значение в случае доли RC, составляющей приблизительно 5%. Поскольку меньшая доля Rβ вносит свой вклад в меньшие потери в сердечнике, как это проиллюстрировано на фигуре 8, наиболее эффективный способ уменьшения потерь в сердечнике заключается в установлении доли RC, составляющей приблизительно 5%. В дополнение к этому, как это проиллюстрировано на фигуре 10, доля RC должна находиться в диапазоне от 0,5% до 20% в целях получения доли Rβ, составляющей 20% или менее, что вносит свой вклад в благоприятные потери в сердечнике, и должна находиться в диапазоне от 2,0% до 15% в целях получения доли Rβ, составляющей 15% или менее, что вносит свой вклад в еще более благоприятные потери в сердечнике.
Фигура 11 представляет собой диаграмму, иллюстрирующую взаимосвязь меду долей RC и средним углом γ для зерен, подвергнутых вторичной рекристаллизации. Как это проиллюстрировано на фигуре 11, в случае доли RC, составляющей приблизительно 5%, средний угол γ для зерен, подвергнутых вторичной рекристаллизации, имел максимальное значение, что является наиболее эффективным в отношении уменьшения потерь в сердечнике. В данном эксперименте угол β и угол γ изменялись одновременно, и вклады от их соответствующих эффектов было невозможно разделить.
Причина различия тенденции для среднего угла γ между сталью А и сталью В рассматривается следующим далее образом: поскольку уровень содержания С в материале исходного сырья между сталью А и сталью В различался, изменение доли RC было различным при изменении времени t900 – 700°C.
На основании данных результатов заявители установили нижеследующее:
(1) В результате уменьшения среднего значения угла отклонения (α2 + β2)1/2 от идеальной ориентации Госса может быть улучшена магнитная индукция для текстурированной электротехнической листовой стали.
(2) В результате наложения на долю Rβ ограничения значением, составляющим 20% или менее, а предпочтительно составляющим 15% или менее, могут быть уменьшены потери в сердечнике для текстурированной электротехнической листовой стали.
(3) В результате наложения на средний угол γ ограничения значением, составляющим 3° или более, а предпочтительно составляющим 4,5° или более, могут быть еще более уменьшены потери в сердечнике.
(4) Для реализации ориентации зерен, подвергнутых вторичной рекристаллизации, удовлетворяющей описанным выше условиям, доля RC для листа, подвергнутого отжигу горячей полосы, должна находиться в диапазоне от 0,5% до 20%, а предпочтительно в диапазоне от 2,0% до 15%.
После этого исследовали воздействие диаметра рулона при отжиге вторичной рекристаллизации на магнитные свойства листовой стали в продольном направлении (направлении прокатки). Фигура 12 представляет собой диаграмму, иллюстрирующую взаимосвязь между диаметром рулона при проведении отжига вторичной рекристаллизации и магнитной индукцией В8 для полученной текстурированной электротехнической листовой стали. Отжиг вторичной рекристаллизации проводили в условиях при времени t900 – 700°C: 20 секунд. Как это проиллюстрировано на фигуре 12, индукция В8 улучшалась в большей степени в случае большего диаметра рулона как для стали А, так и для стали В.
Фигура 13 представляет собой диаграмму, иллюстрирующую взаимосвязь между диаметром рулона и средним значением угла (α2 + β2)1/2. Как это проиллюстрировано на фигуре 13, среднее значение угла (α2 + β2)1/2 было меньшим в случае большего диаметра рулона. Это может быть приписано изменению угла β вследствие воздействия кривизны рулона. Результат измерения среднего размера зерен, подвергнутых вторичной рекристаллизации, для полученной текстурированной электротехнической листовой стали составлял 18 мм для стали А и 11 мм для стали В. Таким образом, воздействие диаметра рулона было более значительным для стали А, характеризующейся более значительным размером зерен, подвергнутых вторичной рекристаллизации.
Фигура 14 представляет собой диаграмму, иллюстрирующую взаимосвязь между диаметром рулона и потерями в сердечнике W17/50. Потери в сердечнике улучшались в большей степени в случае большего диаметра рулона. Фигура 15 представляет собой диаграмму, иллюстрирующую взаимосвязь между диаметром рулона и долей Rβ. Доля Rβ была меньшей в случае большего диаметра рулона. Данный результат соответствует тенденции для потерь в сердечнике, проиллюстрированной на фигуре 14. Как это считается, при большем диаметре рулона угол β был более близким к значению в случае проведения отжига вторичной рекристаллизации в состоянии выдерживания плоскостности листовой стали, и значение данного угла β составляло более, чем 0,5°.
Настоящее раскрытие изобретения имеет в своей основе описанные выше экспериментальные результаты. Таким образом, заявители предлагают нижеследующее.
1. Текстурированная электротехническая листовая сталь, характеризующаяся
химическим составом, содержащим (состоящим из) в % (масс.)
С: 0,005% или менее,
Si: от 3,0% или более до 4,0% или менее,
Mn: от 0,05% или более до 0,50% или менее,
раств. Al: 0,001% или менее,
N: 0,0015% или менее,
S: 0,0010% или менее и
Se: 0,0010% или менее,
при этом остаток представляют собой Fe и неизбежные примеси,
где среднее значение угла отклонения (α2 + β2)1/2, рассчитанное исходя из угла отклонения α от идеальной ориентации Госса вокруг оси вращения ND и угла отклонения β от идеальной ориентации Госса вокруг оси вращения TD, составляет 5,0° или менее, и
доля площади поверхности Rβ для кристаллических зерен при β ≤ 0,50° составляет 20% или менее.
2. Текстурированная электротехническая листовая сталь, соответствующая позиции 1., где среднее значение угла отклонения γ от идеальной ориентации Госса вокруг оси вращения RD находится в диапазоне от 3,0° или более до 7,0° или менее.
3. Текстурированная электротехническая листовая сталь, соответствующая позициям 1. или 2., где химический состав, кроме того, содержит в % (масс.) одного или нескольких представителей, выбираемых из группы, состоящей из
Sb: от 0,005% или более до 0,1% или менее,
Sn: от 0,005% или более до 0,1% или менее,
Р: от 0,005% или более до 0,1% или менее,
Ni: от 0,005% или более до 1,5% или менее,
Cu: от 0,005% или более до 1,5% или менее,
Cr: от 0,005% или более до 0,1% или менее,
Mo: от 0,005% или более до 0,5% или менее,
Ti: от 0,0005% или более до 0,1% или менее,
Nb: от 0,0005% или более до 0,1% или менее,
V: от 0,0005% или более до 0,1% или менее,
B: от 0,0002% или более до 0,0025% или менее,
Bi: от 0,005% или более до 0,1% или менее,
Te: от 0,0005% или более до 0,01% или менее и
Та: от 0,0005% или более до 0,01% или менее.
4. Способ изготовления текстурированной электротехнической листовой стали, при этом способ включает:
необязательное нагревание стального сляба до температуры нагревания, составляющей 1300°С или менее, при этом стальной сляб характеризуется химическим составом, содержащим в % (масс.)
С: от 0,025% или более до 0,060% или менее,
Si: от 3,0% или более до 4,0% или менее,
Mn: от 0,05% или более до 0,50% или менее,
раств. Al: менее, чем 0,01%,
N: менее, чем 0,006% и
S и Se: менее, чем 0,010% в совокупности,
при этом остаток представляют собой Fe и неизбежные примеси,
проведение для стального сляба горячей прокатки для получения горячекатаной листовой стали,
проведение для горячекатаной листовой стали отжига;
проведение для горячекатаной листовой стали, отожженной в результате отжига горячекатаной листовой стали, холодной прокатки для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа;
проведение для холоднокатаной листовой стали отжига первичной рекристаллизации для получения листовой стали, подвергнутой первичной рекристаллизации;
нанесение на листовую сталь, подвергнутую первичной рекристаллизации, отжигового сепаратора;
сматывание листовой стали, подвергнутой первичной рекристаллизации, на которую нанесли отжиговый сепаратор, в рулон для получения рулона; и
проведение для рулона отжига вторичной рекристаллизации,
где доля площади поверхности RC для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, в начале чистовой холодной прокатки при холодной прокатке находится в диапазоне от 0,5% до 20,0%,
средний размер кристаллических зерен D в начале чистовой холодной прокатки находится в диапазоне от 50 мкм или более до 300 мкм или менее, и
максимальная температура Tmax при чистовой холодной прокатке составляет 150°С или более.
5. Способ изготовления текстурированной электротехнической листовой стали, соответствующий позиции 4., где химический состав, кроме того, содержит в % (масс.) одного или нескольких представителей, выбираемых из группы, состоящей из
Sb: от 0,005% или более до 0,1% или менее,
Sn: от 0,005% или более до 0,1% или менее,
Р: от 0,005% или более до 0,1% или менее,
Ni: от 0,005% или более до 1,5% или менее,
Cu: от 0,005% или более до 1,5% или менее,
Cr: от 0,005% или более до 0,1% или менее,
Mo: от 0,005% или более до 0,5% или менее,
Ti: от 0,0005% или более до 0,1% или менее,
Nb: от 0,0005% или более до 0,1% или менее,
V: от 0,0005% или более до 0,1% или менее,
B: от 0,0002% или более до 0,0025% или менее,
Bi: от 0,005% или более до 0,1% или менее,
Te: от 0,0005% или более до 0,01% или менее и
Та: от 0,0005% или более до 0,01% или менее.
6. Способ изготовления текстурированной электротехнической листовой стали, соответствующий позициям 4. или 5., где диаметр рулона при отжиге вторичной рекристаллизации составляет 700 мм или более.
Технический результат
Таким образом, возможным является получение текстурированной электротехнической листовой стали, обладающей превосходными магнитными свойствами. Текстурированная электротехническая листовая сталь может быть изготовлена в результате контролируемого выдерживания ориентации при вторичной рекристаллизации при использовании отжига рулона, а поэтому характеризуется превосходной производительностью.
Краткое описание чертежей
На прилагающихся чертежах:
Фигура 1 иллюстрирует один пример текстуры в поперечном разрезе для отожженной горячекатаной листовой стали, полученной из сляба, изготовленного из стали А;
фигура 2 представляет собой диаграмму, иллюстрирующую взаимосвязь между временем пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения при отжиге и долей площади поверхности (RC) для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, для отожженной горячекатаной листовой стали;
фигура 3 представляет собой диаграмму, иллюстрирующую взаимосвязь между временем пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения при отжиге горячекатаной листовой стали и магнитной индукцией (В8);
фигура 4 представляет собой диаграмму, иллюстрирующую взаимосвязь между временем пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения при отжиге горячекатаной листовой стали и потерями в сердечнике (W17/50);
фигура 5 представляет собой диаграмму, иллюстрирующую взаимосвязь между средним значением угла (α2 + β2)1/2, которым является угол отклонения от направления <100>, и магнитной индукцией (В8);
фигура 6 представляет собой диаграмму, иллюстрирующую взаимосвязь между средним значением угла (α2 + β2)1/2, которым является угол отклонения от направления <100>, и потерями в сердечнике (W17/50);
фигура 7 представляет собой диаграмму, иллюстрирующую взаимосвязь между временем пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения при отжиге горячей полосы и долей площади поверхности (Rβ) для подвергнутых вторичной рекристаллизации зерен, характеризующихся углом отклонения β, составляющим 0,50° или менее;
фигура 8 представляет собой диаграмму, иллюстрирующую взаимосвязь между долей площади поверхности (Rβ) для подвергнутых вторичной рекристаллизации зерен, характеризующихся углом отклонения β, составляющим 0,50° или менее, и потерями в сердечнике (W17/50);
фигура 9 представляет собой диаграмму, иллюстрирующую взаимосвязь между средним значением угла отклонения γ от идеальной ориентации Госса вокруг оси вращения RD и потерями в сердечнике (W17/50);
фигура 10 представляет собой диаграмму, иллюстрирующую взаимосвязь между долей площади поверхности (RC) для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, и долей площади поверхности (Rβ) для подвергнутых вторичной рекристаллизации зерен, характеризующихся углом отклонения β, составляющим 0,50° или менее;
фигура 11 представляет собой диаграмму, иллюстрирующую взаимосвязь между долей площади поверхности (RC) для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, и средним значением угла отклонения γ от идеальной ориентации Госса вокруг оси вращения RD;
фигура 12 представляет собой диаграмму, иллюстрирующую взаимосвязь между диаметром рулона и магнитной индукцией (В8);
фигура 13 представляет собой диаграмму, иллюстрирующую взаимосвязь между диаметром рулона и средним значением угла (α2 + β2)1/2, которым является угол отклонения от направления <100>;
фигура 14 представляет собой диаграмму, иллюстрирующую взаимосвязь между диаметром рулона и потерями в сердечнике (W17/50); и
фигура 15 представляет собой диаграмму, иллюстрирующую взаимосвязь между диаметром рулона и долей площади поверхности (Rβ) для подвергнутых вторичной рекристаллизации зерен, характеризующихся углом отклонения β, составляющим 0,50° или менее.
Осуществление изобретения
Ниже будет описываться текстурированная электротехническая листовая сталь, соответствующая одному из раскрытых вариантов осуществления.
[Химический состав текстурированной электротехнической листовой стали]
Ниже будут описываться причины наложения ограничений на химический состав текстурированной электротехнической листовой стали. В описании изобретения символ «%», представляющий уровень содержания каждого элементного компонента, будет обозначать «% (масс.)», если только не будет отмечено другого.
С: 0,005% или менее
С представляет собой элемент, который вызывает ухудшение потерь в сердечнике вследствие магнитного старения. Поэтому уровень содержания С составляет 0,005% или менее. Уровень содержания С составляет предпочтительно 0,003% или менее, более предпочтительно 0,002% или менее, а, кроме того, предпочтительно 0,0015% или менее. Меньший уровень содержания С является более желательным, и, в соответствии с этим, нижнее предельное значение может составлять 0%. Однако, в промышленных условиях нижнее предельное значение может составлять более, чем 0%. Избыточное уменьшение уровня содержания С увеличивает издержки на изготовление, и поэтому уровень содержания С может составлять 0,0001% или более, а может составлять 0,0005% или более.
Si: от 3,0% или более до 4,0% или менее
Si представляет собой элемент, демонстрирующий эффект улучшения потерь в сердечнике в результате увеличения электрического сопротивления. Для достижения данного эффекта уровень содержания Si составляет 3,0% или более. Уровень содержания Si составляет предпочтительно 3,1% или более, а более предпочтительно 3,2% или более. В случае уровня содержания Si, составляющего более, чем 4,0%, вторичная обрабатываемость значительно ухудшится. Поэтому уровень содержания Si составляет 4,0% или менее. Уровень содержания Si составляет предпочтительно 3,8% или менее, а более предпочтительно 3,7% или менее.
Mn: от 0,05% или более до 0,50% или менее
Mn объединяется с S или Se с образованием MnS или MnSe, что, таким образом, стабилизирует магнитные свойства в результате стабилизирования размера зерен, подвергнутых первичной рекристаллизации. Mn также демонстрирует эффект улучшения обрабатываемости в горячем состоянии во время изготовления. Для достижения данных эффектов уровень содержания Mn составляет 0,05% или более. Уровень содержания Mn составляет предпочтительно 0,07% или более, а более предпочтительно 0,09% или более. В случае уровня содержания Mn, составляющего более, чем 0,50%, ухудшится текстура, полученная в результате первичной рекристаллизации, и ухудшатся магнитные свойства. Поэтому уровень содержания Mn составляет 0,50% или менее. Уровень содержания Mn составляет предпочтительно 0,25% или менее, более предпочтительно 0,15% или менее, а, кроме того, предпочтительно 0,10% или менее.
раств. Al: 0,001% или менее
Al представляет собой ингибиторный элемент. В случае сохранения Al в текстурированной электротехнической листовой стали ухудшатся потери в сердечнике. Поэтому уровень содержания раств. Al (алюминия, растворимого в кислоте) составляет 0,001% или менее. Уровень содержания раств. Al предпочтительно составляет 0,0008% или менее. Меньший уровень содержания раств. Al является более желательным, и, в соответствии с этим, нижнее предельное значение может составлять 0%. Однако, в промышленных условиях нижнее предельное значение может составлять более, чем 0%. Избыточное уменьшение уровня содержания раств. Al может увеличивать издержки на изготовление, и поэтому уровень содержания раств. Al может составлять 0,0001% или более.
N: 0,0015% или менее
N представляет собой ингибиторный элемент, как и Al. В случае сохранения N в текстурированной электротехнической листовой стали ухудшатся потери в сердечнике. Поэтому уровень содержания N составляет 0,0015% или менее. Уровень содержания N составляет предпочтительно 0,0010% или менее, а более предпочтительно 0,0008% или менее. Меньший уровень содержания N является более желательным, и, в соответствии с этим, нижнее предельное значение может составлять 0%. Однако, в промышленных условиях нижнее предельное значение может составлять более, чем 0%. Избыточное уменьшение уровня содержания N может увеличивать издержки на изготовление, и поэтому уровень содержания N может составлять 0,00001% или более, может составлять 0,00005% или более, а может составлять 0,0001% или более.
S: 0,0010% или менее
S представляет собой ингибиторный элемент. В случае сохранения S в текстурированной электротехнической листовой стали ухудшатся потери в сердечнике. Поэтому уровень содержания S составляет 0,0010% или менее. Уровень содержания S более предпочтительно составляет 0,0008% или менее. Меньший уровень содержания S является более желательным, и, в соответствии с этим, нижнее предельное значение может составлять 0%. Однако, в промышленных условиях нижнее предельное значение может составлять более, чем 0%. Избыточное уменьшение уровня содержания S может увеличивать издержки на изготовление, и поэтому уровень содержания S может составлять 0,00001% или более, может составлять 0,00005% или более, а может составлять 0,0001% или более.
Se: 0,0010% или менее
Se представляет собой ингибиторный элемент, как и S. В случае сохранения Se в текстурированной электротехнической листовой стали ухудшатся потери в сердечнике. Поэтому уровень содержания Se составляет 0,0010% или менее. Уровень содержания Se составляет предпочтительно 0,0005% или менее, а более предпочтительно 0,0002% или менее. Меньший уровень содержания Se является более желательным, и, в соответствии с этим, нижнее предельное значение может составлять 0%. Однако, в промышленных условиях нижнее предельное значение может составлять более, чем 0%. Избыточное уменьшение уровня содержания Se может увеличивать издержки на изготовление, и поэтому уровень содержания Se может составлять 0,00001% или более, может составлять 0,00005% или более, а может составлять 0,0001% или более.
Текстурированная электротехническая листовая сталь, соответствующая одному из раскрытых вариантов осуществления, характеризуется химическим составом, содержащим описанные выше компоненты, при этом остаток представляют собой Fe и неизбежные примеси.
Листовая сталь, соответствующая одному из раскрытых вариантов осуществления, в основном образована из описанных выше компонентов. Для достижения лучших магнитных свойств химический состав необязательно может, кроме того, содержать одного или нескольких представителей, выбираемых из группы, состоящей из
Sb: от 0,005% или более до 0,1% или менее,
Sn: от 0,005% или более до 0,1% или менее,
Р: от 0,005% или более до 0,1% или менее,
Ni: от 0,005% или более до 1,5% или менее,
Cu: от 0,005% или более до 1,5% или менее,
Cr: от 0,005% или более до 0,1% или менее,
Mo: от 0,005% или более до 0,5% или менее,
Ti: от 0,0005% или более до 0,1% или менее,
Nb: от 0,0005% или более до 0,1% или менее,
V: от 0,0005% или более до 0,1% или менее,
B: от 0,0002% или более до 0,0025% или менее,
Bi: от 0,005% или более до 0,1% или менее,
Te: от 0,0005% или более до 0,01% или менее и
Та: от 0,0005% или более до 0,01% или менее.
Sb: от 0,005% или более до 0,1% или менее
Sb представляет собой элемент ликвации на границах зерен и демонстрирует эффект подавления азотирования или окисления листовой стали во время отжига вторичной рекристаллизации и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для эффективного улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Sb уровень содержания Sb составит 0,005% или более. Уровень содержания Sb составляет предпочтительно 0,010% или более, а более предпочтительно 0,020% или более. В случае уровня содержания Sb, составляющего более, чем 0,1%, уменьшится пригодность к холодной прокатке. В соответствии с этим, в случае добавления Sb уровень содержания Sb составит 0,1% или менее. Уровень содержания Sb составляет предпочтительно 0,08% или менее, а более предпочтительно 0,07% или менее.
Sn: от 0,005% или более до 0,1% или менее
Sn представляет собой элемент ликвации на границах зерен, как и Sb, и демонстрирует эффект подавления азотирования или окисления листовой стали во время отжига вторичной рекристаллизации и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для эффективного улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Sn уровень содержания Sn составит 0,005% или более. Уровень содержания Sn предпочтительно составляет 0,01% или более. В случае уровня содержания Sn, составляющего более, чем 0,1%, уменьшится пригодность к холодной прокатке. В соответствии с этим, в случае добавления Sn уровень содержания Sn составит 0,1% или менее. Уровень содержания Sn составляет предпочтительно 0,07% или менее, а более предпочтительно 0,06% или менее.
Р: от 0,005% или более до 0,1% или менее
Р демонстрирует эффект улучшения текстуры, полученной в результате первичной рекристаллизации, и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для эффективного улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Р уровень содержания Р составит 0,005% или более. Уровень содержания Р составляет предпочтительно 0,01% или более, более предпочтительно 0,03% или более, а, кроме того, предпочтительно 0,05% или более. В случае уровня содержания Р, составляющего более, чем 0,1%, ухудшится пригодность к холодной прокатке. В соответствии с этим, в случае добавления Р уровень содержания Р составит 0,1% или менее.
Ni: от 0,005% или более до 1,5% или менее
Ni представляет собой элемент, демонстрирующий эффект улучшения магнитных свойств в результате увеличения однородности текстуры горячекатаного листа. Для достижения данного эффекта в случае добавления Ni уровень содержания Ni составит 0,005% или более. В случае уровня содержания Ni, составляющего более, чем 1,5%, вторичная рекристаллизация будет затруднительной, и магнитные свойства ухудшатся. В соответствии с этим, в случае добавления Ni уровень содержания Ni составит 1,5% или менее.
Cu: от 0,005% или более до 1,5% или менее
Cu демонстрирует эффект подавления окисления листовой стали во время отжига вторичной рекристаллизации и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для эффективного улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Cu уровень содержания Cu составит 0,005% или более. В случае уровня содержания Cu, составляющего более, чем 1,5%, уменьшится пригодность к горячей прокатке. В соответствии с этим, в случае добавления Cu уровень содержания Cu составит 1,5% или менее.
Cr: от 0,005% или более до 0,1% или менее
Cr представляет собой элемент, демонстрирующий эффект стабилизирования формирования пленки на основе форстерита. Для достижения данного эффекта в случае добавления Cr уровень содержания Cr составит 0,005% или более. В случае уровня содержания Cr, составляющего более, чем 0,1%, вторичная рекристаллизация будет затруднительной, и магнитные свойства ухудшатся. В соответствии с этим, в случае добавления Cr уровень содержания Cr составит 0,1% или менее.
Mo: от 0,005% или более до 0,5% или менее
Мо представляет собой элемент, демонстрирующий эффект подавления высокотемпературного окисления и уменьшения поверхностных дефектов, называемых пленой. Для достижения данного эффекта в случае добавления Мо уровень содержания Мо составит 0,005% или более. В случае уровня содержания Мо, составляющего более, чем 0,5%, уменьшится пригодность к холодной прокатке. В соответствии с этим, в случае добавления Мо уровень содержания Мо составит 0,5% или менее.
Ti: от 0,0005% или более до 0,1% или менее
Ti демонстрирует эффект ингибирования роста зерен, подвергнутых первичной рекристаллизации, и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Ti уровень содержания Ti составит 0,0005% или более. В случае уровня содержания Ti, составляющего более, чем 0,1%, Ti останется в стальной подложке и ухудшит потери в сердечнике. В соответствии с этим, в случае добавления Ti уровень содержания Ti составит 0,1% или менее.
Nb: от 0,0005% или более до 0,1% или менее
Nb демонстрирует эффект ингибирования роста зерен, подвергнутых первичной рекристаллизации, и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Nb уровень содержания Nb составит 0,0005% или более. В случае уровня содержания Nb, составляющего более, чем 0,1%, Nb останется в стальной подложке и ухудшит потери в сердечнике. В соответствии с этим, в случае добавления Nb уровень содержания Nb составит 0,1% или менее.
V: от 0,0005% или более до 0,1% или менее
V демонстрирует эффект ингибирования роста зерен, подвергнутых первичной рекристаллизации, и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для улучшения магнитных свойств. Для достижения данного эффекта в случае добавления V уровень содержания V составит 0,0005% или более. В случае уровня содержания V, составляющего более, чем 0,1%, V останется в стальной подложке и ухудшит потери в сердечнике. В соответствии с этим, в случае добавления V уровень содержания V составит 0,1% или менее.
B: от 0,0002% или более до 0,0025% или менее
B демонстрирует эффект ингибирования роста зерен, подвергнутых первичной рекристаллизации, и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для улучшения магнитных свойств. Для достижения данного эффекта в случае добавления B уровень содержания B составит 0,0002% или более. В случае уровня содержания B, составляющего более, чем 0,0025%, B останется в стальной подложке и ухудшит потери в сердечнике. В соответствии с этим, в случае добавления В уровень содержания В составит 0,0025% или менее.
Вi: от 0,005% или более до 0,1% или менее
Вi в результате ликвации на границах зерен демонстрирует эффект ингибирования роста зерен, подвергнутых первичной рекристаллизации, и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Вi уровень содержания Вi составит 0,005% или более. В случае уровня содержания Вi, составляющего более, чем 0,1%, Вi останется в стальной подложке и ухудшит потери в сердечнике. В соответствии с этим, в случае добавления Вi уровень содержания Вi составит 0,1% или менее.
Те: от 0,0005% или более до 0,01% или менее
Те в результате ликвации на границах зерен демонстрирует эффект ингибирования роста зерен, подвергнутых первичной рекристаллизации, и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Те уровень содержания Те составит 0,0005% или более. В случае уровня содержания Те, составляющего более, чем 0,01%, Те останется в стальной подложке и ухудшит потери в сердечнике. В соответствии с этим, в случае добавления Те уровень содержания Те составит 0,01% или менее.
Та: от 0,0005% или более до 0,01% или менее
Та демонстрирует эффект ингибирования роста зерен, подвергнутых первичной рекристаллизации, и способствует вторичной рекристаллизации кристаллических зерен, характеризующихся ориентацией кристаллов, благоприятной для улучшения магнитных свойств. Для достижения данного эффекта в случае добавления Та уровень содержания Та составит 0,0005% или более. В случае уровня содержания Та, составляющего более, чем 0,01%, Та останется в стальной подложке и ухудшит потери в сердечнике. В соответствии с этим, в случае добавления Та уровень содержания Та составит 0,01% или менее.
Текстурированная электротехническая листовая сталь, соответствующая одному из раскрытых вариантов осуществления, может характеризоваться химическим составом, содержащим в % (масс.)
С: 0,005% или менее,
Si: от 3,0% или более до 4,0% или менее,
Mn: от 0,05% или более до 0,50% или менее,
раств. Al: 0,001% или менее,
N: 0,0015% или менее,
S: 0,0010% или менее,
Se: 0,0010% или менее и
необязательно одного или нескольких элементов, выбранных из группы, состоящей из
Sb: от 0,005% или более до 0,1% или менее,
Sn: от 0,005% или более до 0,1% или менее,
Р: от 0,005% или более до 0,1% или менее,
Ni: от 0,005% или более до 1,5% или менее,
Cu: от 0,005% или более до 1,5% или менее,
Cr: от 0,005% или более до 0,1% или менее,
Mo: от 0,005% или более до 0,5% или менее,
Ti: от 0,0005% или более до 0,1% или менее,
Nb: от 0,0005% или более до 0,1% или менее,
V: от 0,0005% или более до 0,1% или менее,
B: от 0,0002% или более до 0,0025% или менее,
Bi: от 0,005% или более до 0,1% или менее,
Te: от 0,0005% или более до 0,01% или менее и
Та: от 0,0005% или более до 0,01% или менее,
при этом остаток представляют собой Fe и неизбежные примеси.
[Ориентация зерен, подвергнутых вторичной рекристаллизации]
Ниже будут описываться причины наложения ограничений на ориентацию зерен, подвергнутых вторичной рекристаллизации. Ориентация зерен, подвергнутых вторичной рекристаллизации, может быть измерена при использовании метода, такого как рентгеноструктурный метод Лауэ или метод дифракции обратного рассеяния электронов (ДОРЭ). Измерения при использовании рентгеноструктурного метода Лауэ могут быть проведены, например, при использовании метода, описанного в публикации JP 2005-121372 A. Одним конкретным методом измерения, например, является метод, описанный в разделе описания «Примеры».
- Среднее значение угла (α2 + β2)1/2: 5,0° или менее
- Rβ ≤ 20%
Текстурированная электротехническая листовая сталь, соответствующая одному из раскрытых вариантов осуществления, удовлетворяет обоим следующим далее условиям (а) и (b):
(а) Среднее значение угла отклонения (α2 + β2)1/2, рассчитанное исходя из угла отклонения α от идеальной ориентации Госса вокруг оси вращения ND и угла отклонения β от идеальной ориентации Госса вокруг оси вращения TD, составляет 5,0° или менее.
(b) Доля площади поверхности Rβ для кристаллических зерен при β ≤ 0,50° составляет 20% или менее.
В результате наличия ориентации зерен, подвергнутых вторичной рекристаллизации, удовлетворяющей условиям (а) и (b), можно добиться достижения благоприятных магнитных свойств в соответствии с представленным выше описанием изобретения. Какого-либо нижнего предельного значения в отношении среднего значения угла (α2 + β2)1/2 не устанавливают, тем не менее, среднее значение угла (α2 + β2)1/2 предпочтительно составляет 0,5° или более для предотвращения избыточного увеличения доли площади поверхности при β ≤ 0,5°. Какого-либо нижнего предельного значения в отношении доли Rβ не устанавливают, тем не менее, доля Rβ может составлять 1% или более вследствие неизбежности некоторой степени включения мелких зерен.
Среднее значение угла (α2 + β2)1/2 может быть рассчитано в результате измерения угла α и угла β в каждой из множества позиций измерения для листовой стали, вычисления значения угла (α2 + β2)1/2 исходя из полученных углов α и β и усреднения значений угла (α2 + β2)1/2 во всех позициях измерения. Конкретные условия проведения измерения, например, соответствуют описанию изобретения в разделе «Примеры».
- Средний угол γ: от 3,0° или более до 7,0° или менее
В результате наличия среднего значения (среднего угла γ) угла отклонения γ от идеальной ориентации Госса вокруг оси вращения RD, находящегося в диапазоне от 3,0° или более до 7,0° или менее, могут быть дополнительно уменьшены потери в сердечнике в соответствии с представленным выше описанием изобретения. Средний угол γ может быть рассчитан в результате измерения угла γ в каждой из множества позиций измерения для листовой стали и усреднения измеренных значений во всех позициях измерения. Конкретные условия проведения измерения, например, соответствуют описанию изобретения в разделе «Примеры».
Ниже будет описываться способ изготовления текстурированной электротехнической листовой стали, соответствующей одному из раскрытых вариантов осуществления.
[Химический состав стального сляба]
Ниже будут описываться причины наложения ограничений на химический состав стального сляба. Вследствие проведения для стали обезуглероживания, очищения и тому подобного в технологическом процессе изготовления текстурированной электротехнической листовой стали химический состав стального сляба отличается от химического состава текстурированной электротехнической листовой стали, изготовленной при использовании стального сляба. Также и в следующем далее описании изобретения символ «%», представляющий уровень содержания каждого элементного компонента, будет обозначать «% (масс.)», если только не будет отмечено другого.
С: от 0,025% или более до 0,060% или менее
С представляет собой элемент, подходящий для использования при улучшении текстуры, полученной в результате первичной рекристаллизации. В случае уровня содержания С, составляющего менее, чем 0,025%, уменьшится величина (аустенитного) γ-превращения. В случае уменьшения величины γ-превращения наличие доли площади поверхности RC для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, которая представляет собой результат присутствия γ-фазы, не может быть обеспечено в достаточной степени, и достижения описанной выше желательной ориентации зерен, подвергнутых вторичной рекристаллизации, нельзя будет добиться. Поэтому уровень содержания С составляет 0,025% или более. Применительно к магнитным свойствам уровень содержания С предпочтительно составляет 0,030% или более. В случае уровня содержания С, составляющего более, чем 0,060%, величина γ-превращения будет избыточно высокой, и доля RC будет избыточно высокой, что делает невозможным достижение желательной ориентации зерен, подвергнутых вторичной рекристаллизации. Поэтому уровень содержания С составляет 0,060% или менее. Применительно к магнитным свойствам уровень содержания С предпочтительно составляет 0,050% или менее.
Si: от 3,0% или более до 4,0% или менее
Si представляет собой элемент, демонстрирующий эффект улучшения потерь в сердечнике в результате увеличения электрического сопротивления. Для достижения данного эффекта уровень содержания Si составляет 3,0% или более. Уровень содержания Si составляет предпочтительно 3,1% или более, а более предпочтительно 3,2% или более. В случае уровня содержания Si, составляющего более, чем 4,0%, вторичная обрабатываемость значительно ухудшится. Поэтому уровень содержания Si составляет 4,0% или менее. Уровень содержания Si составляет предпочтительно 3,8% или менее, а более предпочтительно 3,7% или менее.
Mn: от 0,05% или более до 0,50% или менее
Mn объединяется с S или Se с образованием MnS или MnSe, что, таким образом, стабилизирует магнитные свойства в результате стабилизирования размера зерен, подвергнутых первичной рекристаллизации. Mn также демонстрирует эффект улучшения обрабатываемости в горячем состоянии во время изготовления. Для достижения данных эффектов уровень содержания Mn составляет 0,05% или более. Уровень содержания Mn составляет предпочтительно 0,07% или более, а более предпочтительно 0,09% или более. В случае уровня содержания Mn, составляющего более, чем 0,50%, ухудшится текстура, полученная в результате первичной рекристаллизации, и ухудшатся магнитные свойства. Поэтому уровень содержания Mn составляет 0,50% или менее. Уровень содержания Mn составляет предпочтительно 0,25% или менее, более предпочтительно 0,15% или менее, а, кроме того, предпочтительно 0,10% или менее.
раств. Al: менее, чем 0,01%
В случае избыточно высокого уровня содержания Al вторичная рекристаллизация будет затруднительной. В частности, в случае уровня содержания раств. Al, составляющего 0,01% или более, уменьшится средний размер кристаллических зерен до чистовой холодной прокатки, что сделает невозможным достижение желательной ориентации зерен, подвергнутых вторичной рекристаллизации. Вдобавок к этому, вторичная рекристаллизация вряд ли произойдет в условиях низкотемпературного нагревания сляба, и магнитные свойства ухудшатся. Поэтому уровень содержания Al составляет менее, чем 0,01% в том, что касается уровня содержания раств. Al. Меньший уровень содержания раств. Al является более желательным, и, в соответствии с этим, нижнее предельное значение может составлять 0%. Однако, в промышленных условиях нижнее предельное значение может составлять более, чем 0%. Избыточное уменьшение уровня содержания раств. Al может увеличивать издержки на изготовление, и поэтому уровень содержания раств. Al может составлять 0,0001% или более.
N: менее, чем 0,006%
В случае избыточно высокого уровня содержания N вторичная рекристаллизация будет затруднительной. В частности, в случае уровня содержания N, составляющего 0,006% или более, вторичная рекристаллизация вряд ли произойдет, и магнитные свойства ухудшатся. Поэтому уровень содержания N составляет менее, чем 0,006%. Меньший уровень содержания N является более желательным, и, в соответствии с этим, нижнее предельное значение может составлять 0%. Однако, в промышленных условиях нижнее предельное значение может составлять более, чем 0%. Избыточное уменьшение уровня содержания N может увеличивать издержки на изготовление, и поэтому уровень содержания N может составлять 0,00001% или более, может составлять 0,00005% или более и может составлять 0,0001% или более.
S и Se: менее, чем 0,010% в совокупности
В случае избыточно высокого уровня содержания S и Se вторичная рекристаллизация будет затруднительной. В частности, в случае совокупного уровня содержания S и Se, составляющего 0,010% или более, вторичная рекристаллизация вряд ли произойдет, и магнитные свойства ухудшатся. Поэтому совокупный уровень содержания S и Se составляет менее, чем 0,010%. Меньший совокупный уровень содержания S и Se является более желательным, и, в соответствии с этим, нижнее предельное значение может составлять 0%. Однако, в промышленных условиях нижнее предельное значение может составлять более, чем 0%. Избыточное уменьшение уровня содержания S и Se может увеличивать издержки на изготовление, и поэтому совокупный уровень содержания S и Se может составлять 0,00001% или более, может составлять 0,00005% или более и может составлять 0,0001% или более.
Уровень содержания S предпочтительно составляет 0,009% или менее. Уровень содержания Se предпочтительно составляет 0,001% или менее.
Стальной сляб, соответствующий одному из раскрытых вариантов осуществления, характеризуется химическим составом, содержащим описанные выше компоненты, при этом остаток представляют собой Fe и неизбежные примеси.
Стальной сляб, соответствующий одному из раскрытых вариантов осуществления, в основном образован из описанных выше компонентов. Для достижения лучших магнитных свойств химический состав необязательно может, кроме того, содержать одного или нескольких представителей, выбираемых из группы, состоящей из
Sb: от 0,005% или более до 0,1% или менее,
Sn: от 0,005% или более до 0,1% или менее,
Р: от 0,005% или более до 0,1% или менее,
Ni: от 0,005% или более до 1,5% или менее,
Cu: от 0,005% или более до 1,5% или менее,
Cr: от 0,005% или более до 0,1% или менее,
Mo: от 0,005% или более до 0,5% или менее,
Ti: от 0,0005% или более до 0,1% или менее,
Nb: от 0,0005% или более до 0,1% или менее,
V: от 0,0005% или более до 0,1% или менее,
B: от 0,0002% или более до 0,0025% или менее,
Bi: от 0,005% или более до 0,1% или менее,
Te: от 0,0005% или более до 0,01% или менее и
Та: от 0,0005% или более до 0,01% или менее.
Причины наложения ограничений на уровни содержания данных элементов являются теми же самыми, что и причины наложения ограничений на уровни содержания данных элементов в описанной выше текстурированной электротехнической листовой стали.
В способе изготовления текстурированной электротехнической листовой стали, соответствующей одному из раскрытых вариантов осуществления, стальной сляб, характеризующийся химическим составом, описанным выше, подвергают следующим далее технологическим процессам в данной последовательности:
- нагревание (необязательное),
- горячая прокатка,
- отжиг горячекатаного листа,
- холодная прокатка,
- отжиг первичной рекристаллизации,
- нанесение отжигового сепаратора,
- сматывание в рулон и
- отжиг вторичной рекристаллизации.
До после или во время данных технологических процессов могут быть добавлены технологические процессы, отличные от данных технологических процессов, до тех пор, пока не будут созданы помехи достижению цели, соответствующей настоящему раскрытию изобретения. Каждый из данных технологических процессов будет подробно описываться ниже.
[Нагревание]
До горячей прокатки стальной сляб, характеризующийся химическим составом, описанным выше, может быть необязательно нагрет до температуры нагревания. В случае проведения нагревания температура нагревания составит 1300°С или менее в целях уменьшения количества окалины, которая образуется во время горячей прокатки. Также желательной является низкая температура нагревания применительно к измельчению текстуры кристаллов и применительно к приданию безвредности ингибиторным компонентам, которые неизбежно примешиваются, и к реализации однородной текстуры, полученной в результате первичной рекристаллизации. Какого-либо нижнего предельного значения в отношении температуры нагревания не устанавливают, тем не менее, температура нагревания предпочтительно составляет 1050°С или более применительно к подавлению увеличения давления при прокатке.
В случае исключения нагрева стального сляба, стальной сляб должен быть подвергнут горячей прокатке непосредственно после отливки без повторного нагрева.
[Горячая прокатка]
После этого стальной сляб подвергают горячей прокатке для получения горячекатаной листовой стали. В случае проведения описанного выше нагревания нагретый стальной сляб подвергают горячей прокатке. На условия проведения горячей прокатки ограничений не накладывают, и ими могут быть любые условия. Однако, в случае температуры подачи в чистовую клеть, составляющей менее, чем 750°С, давление при прокатке увеличится, что может создать помехи для прокатки. В соответствии с этим, температура подачи в чистовую клеть при горячей прокатке предпочтительно составляет 750°С или более. В случае температуры подачи в чистовую клеть, составляющей более, чем 950°С, увеличится количество окалины, которое может оказаться невозможным удалить в результате травления и тому подобного до холодной прокатки. В соответствии с этим, температура подачи в чистовую клеть при горячей прокатке предпочтительно составляет 950°С или менее.
[Отжиг горячекатаной листовой стали]
После этого горячекатаную листовую сталь подвергают отжигу. На условия проведения отжига ограничений не накладывают, и ими могут быть любые условия. Однако, в случае температуры отжига, составляющей менее, чем 900°С, сохранится текстура полосы при горячей прокатке. Это может сделать затруднительной реализацию полученной в результате первичной рекристаллизации текстуры, характеризующейся однородным размером зерен, и создать помехи для развития вторичной рекристаллизации. Таким образом, для высокой степени развития текстуры Госса в получающейся в результате текстурированной электротехнической листовой стали температура отжига предпочтительно составляет 900°С или более. В случае температуры отжига, составляющей более, чем 1120°С, зерна станут более крупными. Это может сделать затруднительной реализацию полученной в результате первичной рекристаллизации текстуры, характеризующейся однородным размером зерен. Таким образом, для высокой степени развития текстуры Госса в текстурированной электротехнической листовой стали температура отжига предпочтительно составляет 1120°С или менее. Время отжига при таком отжиге предпочтительно находится в диапазоне приблизительно от 10 секунд до 10 минут.
[Холодная прокатка]
После отжига отожженную горячекатаную листовую сталь подвергают холодной прокатке для получения холоднокатаной листовой стали. Холодная прокатка может быть проведена при использовании любого способа. Холодная прокатка может быть проведена только один раз или два или более раз при проведении промежуточного отжига в промежутке между ними.
В случае проведения промежуточного отжига в промежутке между операциями холодной прокатки температура промежуточного отжига предпочтительно будет находиться в диапазоне от 900°С или более до 1120°С или менее. В случае температуры промежуточного отжига, составляющей менее, чем 900°С, сохранится текстура полосы при горячей прокатке. Это может сделать затруднительной реализацию полученной в результате первичной рекристаллизации текстуры, характеризующейся однородным размером зерен, и создать помехи для развития вторичной рекристаллизации. В случае температуры промежуточного отжига, составляющей более, чем 1120°С, зерна станут более крупными. Это может сделать затруднительной реализацию полученной в результате первичной рекристаллизации текстуры, характеризующейся однородным размером зерен. Время промежуточного отжига предпочтительно находится в диапазоне приблизительно от 10 секунд до 10 минут.
- RC: от 0,5% до 20,0%
В настоящем раскрытии изобретения доля площади поверхности RC для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, в начале чистовой холодной прокатки при холодной прокатке должна находиться в диапазоне от 0,5% до 20,0%. В случае неудовлетворения долей RC данному условию изменится текстура, полученная в результате первичной рекристаллизации, и описанная выше ориентация зерен, подвергнутых вторичной рекристаллизации, не может быть реализована в получающейся в результате текстурированной электротехнической листовой стали. В настоящем документе термин «чистовая холодная прокатка» будет обозначать в случае только однократного проведения холодной прокатки холодную прокатку, а в случае двукратного или более многократного проведения холодной прокатки при проведении промежуточного отжига в промежутке между ними холодную прокатку после последнего промежуточного отжига.
Доля RC может быть установлена находящейся в диапазоне от 0,5% до 20,0% в результате наложения на уровень содержания С в использующейся листовой стали ограничения вышеупомянутым диапазоном и подстраивания времени пребывания при температуре в диапазоне от 900°С до 700°С при отжиге до чистовой холодной прокатки. В результате увеличения времени пребывания промотируют превращение γ-фазы в α-фазу, в результате чего доля RC может быть уменьшена. Помимо этого, поскольку совокупное количество γ-фазы изменяется в зависимости от уровня содержания С в листовой стали, время пребывания может быть увеличено в случае высокого уровня содержания С. В результате подстраивания уровня содержания С и времени пребывания данным образом доля RC может быть установлена находящейся в диапазоне от 0,5% до 20,0%.
На время пребывания (t900 – 700°C) при температуре в диапазоне 900°С до 700°С при отжиге до чистовой холодной прокатки ограничений не накладывают, и оно может быть подстроено таким образом, чтобы доля RC находилась бы в диапазоне от 0,5% до 20,0%. Несмотря на зависимость от уровня содержания С в обычных условиях время t900 – 700°C составляет предпочтительно 6 секунд или более и предпочтительно 10 секунд или более. Помимо этого, время t900 – 700°C составляет предпочтительно 200 секунд или менее и предпочтительно 180 секунд или менее. В настоящем документе формулировка «отжиг до чистовой холодной прокатки» будет обозначать в случае только однократного проведения холодной прокатки отжиг горячей полосы до холодной прокатки, а в случае двукратного или более многократного проведения холодной прокатки при проведении промежуточного отжига в промежутке между ними последний промежуточный отжиг.
Причина возможного наложения на ориентацию зерен, подвергнутых вторичной рекристаллизации, ограничения благоприятным диапазоном в результате установления доли RC, находящейся в диапазоне от 0,5% до 20,0%, в точности неясна, но она рассматривается следующим далее образом. Предположительно крупнозернистый карбид, характеризующийся размером частиц, составляющим 1 мкм или более, в начале чистовой холодной прокатки представлял собой γ-фазу во время горячей прокатки и оказывает положительное воздействие на разрушение текстуры полосы, обусловленное горячей прокаткой во время рекристаллизации при отжиге до чистовой холодной прокатки. Крупнозернистый карбид, характеризующийся размером частиц, составляющим 1 мкм или более, по существу присутствует только на границах рекристаллизованных зерен и не присутствует в кристаллических зернах. Как это известно, при чистовой холодной прокатке в рекристаллизованных зернах образуются полосы деформации, что создает зародыши первичной рекристаллизации, характеризующиеся ориентацией {411}<148>. Поскольку крупнозернистый карбид, характеризующийся размером частиц, составляющим 1 мкм или более, является твердым, деформация при прокатке накапливается вокруг крупнозернистого карбида при чистовой холодной прокатке. Следовательно, крупнозернистый карбид становится центром зародышеобразования при рекристаллизации, но его ориентация является рандомизированной. В данном случае в качестве центра образования выделений крупнозернистого карбида преимущественно выбираются границы кристаллических зерен. В случае маленькой доли RC крупнозернистый карбид будет присутствовать только на границах кристаллических зерен. С другой стороны, в случае большой доли RC крупнозернистый карбид будет образовывать выделения в зернах, поскольку границы кристаллических зерен не могут покрывать совокупное количество выделений. Таким образом, уменьшение значения RC может понизить количество крупнозернистого карбида, образовавшего выделения в зернах.
Как это ожидается, в результате описанного выше контролируемого выдерживания для предотвращения образования крупнозернистого карбида в зернах увеличивается удельный вес образования зародышей первичной рекристаллизации, характеризующихся ориентацией {411}<148>, и, следовательно, на ориентацию получающихся в результате зерен, подвергнутых вторичной рекристаллизации, может быть наложено ограничение вышеупомянутым диапазоном. В случае доли RC, составляющей менее, чем 0,5%, разрушение текстуры горячекатаной полосы будет недостаточным, таким образом, не может быть достигнута благоприятная ориентация зерен, подвергнутых вторичной рекристаллизации. В случае доли RC, составляющей более, чем 20%, увеличится количество крупнозернистого карбида, присутствующего в рекристаллизованных зернах при отжиге до чистовой холодной прокатки, в результате чего текстура, полученная в результате первичной рекристаллизации, будет рандомизированной, и образование зародышей первичной рекристаллизации, характеризующихся ориентацией {411}<148>, уменьшится, что сделает невозможным достижение благоприятной ориентации зерен, подвергнутых вторичной рекристаллизации.
- D: от 50 мкм или более до 300 мкм или менее
- Tmax: 150°С или более
При холодной прокатке средний размер кристаллических зерен (D) для листовой стали в начале чистовой холодной прокатки находится в диапазоне от 50 мкм или более до 300 мкм или менее. Помимо этого, максимальная температура (Tmax) при чистовой холодной прокатке составляет 150°С или более. Говоря другими словами, температура (Т), по меньшей мере, одного прохода при чистовой холодной прокатке составляет 150°С или более. В результате наложения на размер D и температуру Tmax ограничения данными диапазонами удельный вес образования зародышей первичной рекристаллизации, характеризующихся ориентацией {411}<148>, может быть увеличен для достижения благоприятной ориентации зерен, подвергнутых вторичной рекристаллизации. Размер D составляет предпочтительно 90 мкм или более, а более предпочтительно 110 мкм или более. Размер D составляет предпочтительно 250 мкм или менее, а более предпочтительно 200 мкм или менее. Температура Tmax составляет предпочтительно 180°С или более, а более предпочтительно 200°С или более. Какого-либо верхнего предельного значения в отношении температуры Tmax не устанавливают, тем не менее, температура Tmax предпочтительно составляет 250°С или менее применительно к подавлению избыточного увеличения давления при прокатке.
[Отжиг первичной рекристаллизации]
После холодной прокатки полученную холоднокатаную листовую сталь подвергают отжигу первичной рекристаллизации. Назначение отжига первичной рекристаллизации заключается в первичной рекристаллизации холоднокатаной листовой стали, характеризующейся микроструктурой проката, и доведении ее до размера зерен, подвергнутых первичной рекристаллизации, оптимального для вторичной рекристаллизации. На условия проведения отжига первичной рекристаллизации ограничений не накладывают, и ими могут любые условия. Однако, применительно к более надежному достижению назначения температура отжига при отжиге первичной рекристаллизации предпочтительно находится в диапазоне приблизительно от 800°С или более до менее, чем 950°С. На атмосферу отжига при отжиге первичной кристаллизации ограничений не накладывают, и ей может быть любая атмосфера. Отжиг первичной рекристаллизации также может исполнять и функцию обезуглероживающего отжига. В случае проведения отжига первичной рекристаллизации, также исполняющего и функцию обезуглероживающего отжига, могут быть использованы, например, влажная водородно-азотная атмосфера или влажная водородно-аргоновая атмосфера.
На скорость нагревания при отжиге первичной рекристаллизации ограничений не накладывают, и она может принимать любое значение. Однако, предпочтительной является средняя скорость нагревания в температурном диапазоне от 500°С до 700°С, составляющая 50°С/сек или более. В результате наличия средней скорости нагревания, составляющей 50°С/сек или более, может быть улучшен удельный вес образования зародышей первичной рекристаллизации, характеризующихся ориентацией {411}<148>, для достижения, таким образом, более благоприятной ориентации зерен, подвергнутых вторичной рекристаллизации. Какого-либо верхнего предельного значения в отношении средней скорости нагревания не устанавливают. Однако, при учете того, что избыточно высокая средняя скорость нагревания вызывает появление проблемы, связанной с увеличением количества энергии (такой как электрическая энергия), использующегося для нагревания, средняя скорость нагревания составляет предпочтительно 500°С/сек или менее, более предпочтительно 400°С/сек или менее и, кроме того, предпочтительно 300°С/сек или менее.
[Нанесение отжигового сепаратора]
После отжига первичной рекристаллизации на поверхность листовой стали до отжига вторичной рекристаллизации наносят отжиговый сепаратор. На композицию отжигового сепаратора ограничений не накладывают, и может быть использован отжиговый сепаратор, характеризующийся любой композицией. Обычно в качестве основного компонента используют отжиговый сепаратор, содержащий оксид в качестве основного компонента. В случае формирования пленки форстерита на поверхности листовой стали после отжига вторичной рекристаллизации в качестве оксида будут использовать MgO. В случае отсутствия потребности в формировании пленки форстерита оксидом может быть любой оксид, температура плавления которого является большей, чем температура отжига вторичной рекристаллизации. Примеры оксида, температура плавления которого является большей, чем температура отжига вторичной рекристаллизации, включают Al2O3 и СаО. Какого-либо нижнего предельного значения в отношении уровня содержания оксида в качестве основного компонента в отжиговом сепараторе не устанавливают, тем не менее, уровень содержания оксида составляет предпочтительно 50% (масс.) или более, а более предпочтительно 70% (масс.) или более. Какого-либо верхнего предельного значения в отношении уровня содержания оксида не устанавливают, и уровень содержания оксида может составлять 100% (масс.) или менее и может составлять 95% (масс.) или менее. В дополнение к оксиду в качестве основного компонента отжиговый сепаратор может содержать и другие компоненты, такие как TiO2.
Отжиговый сепаратор может, кроме того, содержать в качестве добавки одного или нескольких представителей, выбираемых из группы, состоящей из сульфида, сульфата, селенида и селенита. Добавка растворяется во время отжига вторичной рекристаллизации при температуре, составляющей, например, приблизительно 700°С, и обеспечивает подачу S и Se в качестве ингибиторных элементов в листовую сталь. Таким образом, использование добавки может усиливать способность ингибировать рост нормальных зерен при отжиге вторичной рекристаллизации и, кроме того, улучшать магнитные свойства текстурированной электротехнической листовой стали. Достижения данного эффекта можно добиться даже при использовании относительно маленького количества добавки, и поэтому на уровень содержания добавки в отжиговом сепараторе ограничений не накладывают. Однако, применительно к достижению достаточного эффекта улучшения магнитных свойств уровень содержания добавки предпочтительно составляет 1 массовую часть или более по отношению к 100 массовым частям оксида (MgO) в качестве основного компонента. В случае избыточно высокого уровня содержания добавки окисляемость будет избыточно высокой. Избыточно высокая окисляемость приводит к получению избыточно толстой пленки форстерита и, следовательно, уменьшает способность пленки форстерита отшелушиваться при изгибе. Поэтому уровень содержания добавки предпочтительно составляет 30 массовых частей или менее по отношению к 100 массовым частям оксида (MgO) в качестве основного компонента.
[Сматывание в рулон]
После этого листовую сталь, на которую нанесли отжиговый сепаратор, сматывают в рулон для получения рулона. Сматывание в рулон может быть проведено в соответствии с обычным способом. Какого-либо нижнего предельного значения в отношении диаметра рулона не устанавливают, и нижним предельным значением может быть любое значение, тем не менее, диаметр рулона предпочтительно составляет 700 мм или более. В случае диаметра рулона, составляющего 700 мм или более, может уменьшиться ухудшение ориентации зерен, подвергнутых вторичной рекристаллизации, обусловленное кривизной рулона, что, таким образом, обеспечивает достижение еще более благоприятной ориентации зерен, подвергнутых вторичной рекристаллизации. Диаметр рулона составляет более предпочтительно 900 мм или более, а еще более предпочтительно 1100 мм или более. Какого-либо верхнего предельного значения в отношении диаметра рулона не устанавливают. Однако, вследствие наличия трудностей с обращением с рулоном, имеющим избыточно большой диаметр, диаметр рулона составляет предпочтительно 4000 мм или менее, более предпочтительно 3000 мм или менее, а еще более предпочтительно 2000 мм или менее.
[Отжиг вторичной рекристаллизации]
После этого рулон подвергают отжигу вторичной рекристаллизации. На условия проведения отжига вторичной рекристаллизации ограничений не накладывают, и отжиг вторичной рекристаллизации может быть проведен в соответствии с обычным способом. Применительно к завершению вторичной рекристаллизации средняя скорость нагревания в температурном диапазоне от 800°С или более до 900°С или менее при отжиге вторичной рекристаллизации предпочтительно составляет 5°С/час или менее.
Отжиг вторичной рекристаллизации также может исполнять и функцию очищающего отжига. В случае проведения отжига вторичной рекристаллизации, также исполняющего и функцию очищающего отжига, температура очищения предпочтительно составит более, чем 1180°С. Атмосфера при очищающем отжиге предпочтительно является атмосферой, содержащей газ Н2, а более предпочтительно атмосферой, содержащей 10% (об.) или более Н2. В результате проведения очищающего отжига в данных условиях возможным является полное очищение от компонентов, таких как Al, S и Se, в дополнение к C и N, которые даже в бесконечно малом количестве приводит к ухудшению магнитных свойств. На время очищения ограничений не накладывают, но обычно оно находится в диапазоне приблизительно от 2 часов до 20 часов.
В случае использования отжигового сепаратора, содержащего MgO, текстурированная электротехническая листовая сталь после отжига вторичной рекристаллизации будет иметь пленку форстерита, сформированную на ее поверхности.
[Изолирующее покрытие]
После отжига вторичной рекристаллизации на поверхности полученной текстурированной электротехнической листовой стали может быть сформировано изолирующее покрытие. Изолирующее покрытие может быть сформировано в результате разматывания рулона из смотанной в рулон текстурированной электротехнической листовой стали, которая была подвергнута отжигу вторичной рекристаллизации, нанесения на поверхность текстурированной электротехнической листовой стали рабочего раствора для формирования изолирующего покрытия, а после этого его спекания. На изолирующее покрытие ограничений не накладывают, и им может быть любое изолирующее покрытие. Рабочий раствор может представлять собой, например, жидкость для нанесения покрытия, содержащую фосфат, хромат и коллоидальный диоксид кремния. Спекание может быть проведено, например, при приблизительно 800°С.
[Правильный отжиг]
Кроме того, может быть проведен правильный отжиг для корректировки профиля текстурированной электротехнической листовой стали. Правильный отжиг также может исполнять и функцию описанного выше спекания изолирующего покрытия.
Условия изготовления, отличные от соответствующих условий, описанных выше, могут соответствовать обычным способам изготовления текстурированной электротехнической листовой стали.
Примеры
Ниже на основании примеров будет представлено более подробное описание изобретения. Следующие далее примеры просто являются предпочтительными примерами, и на настоящее раскрытие изобретения ограничений данными примерами не накладывают. Могут быть проведены модифицирования в пределах диапазона, в котором может быть применена сущность предмета настоящего раскрытия изобретения, при этом такие модифицирования также включаются в технический объем настоящего раскрытия изобретения.
Пример 1.
Текстурированные электротехнические листовые стали изготавливали при использовании множества стальных слябов, характеризующихся следующим далее химическим составом.
- Химический состав стального сляба
Химический состав содержит в % (масс.)
С: 0,038%,
Si: 3,4%,
Mn: 0,12%,
Sb: 0,06%,
P: 0,06%,
раств. Al: 0,007%,
N: 0,004%,
S: 0,003% и
Se: 0,0001%,
при этом остаток представляют собой Fe и неизбежные примеси.
Каждую текстурированную электротехническую листовую сталь изготавливали при использовании следующей далее методики. Сначала стальной сляб подвергали повторному нагреванию до 1250°С, а после этого горячей прокатке для получения горячекатаной листовой стали, характеризующейся толщиной листа 2,4 мм. Вслед за этим горячекатаную листовую сталь подвергали отжигу горячей полосы. При отжиге горячей полосы горячекатаную листовую сталь выдерживали при температуре томления, продемонстрированной в таблице 1, на протяжении 30 секунд. Время пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения при отжиге горячей полосы продемонстрировано в таблице 1. В температурном диапазоне, составляющем 700°С или менее, горячекатаную листовую сталь быстро охлаждали при скорости охлаждения 40°С/сек.
После этого отожженную горячекатаную листовую сталь подвергали холодной прокатке при использовании максимальной температуры (Tmax), продемонстрированной в таблице 1, для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа 0,23 мм. Впоследствии холоднокатаную листовую сталь подвергали отжигу первичной рекристаллизации, также исполняющему и функцию обезуглероживания, для получения листовой стали, подвергнутой первичной рекристаллизации. Условия проведения отжига первичной рекристаллизации представляли собой нижеследующее: скорость нагревания от 500°С до 700°С: 150°С/сек, температура отжига: 850°С, время отжига: 120 секунд, атмосфера отжига: Н2: 55%, N2: 45% и температура точки росы: 55°С.
После отжига первичной рекристаллизации на поверхность листовой стали, подвергнутой первичной рекристаллизации, наносили 12,5 г/м2 отжигового сепаратора, содержащего MgO в качестве основного компонента. После высушивания отжигового сепаратора подвергнутую первичной рекристаллизации листовую сталь, на которую нанесли отжиговый сепаратор, сматывали в рулон для получения рулона. Рулон имел внутренний диаметр 500 мм и внешний диаметр 1500 мм.
Впоследствии смотанную в рулон листовую сталь подвергали отжигу вторичной рекристаллизации, также исполняющему функцию и очищающего отжига. Гистерезис температуры при отжиге вторичной рекристаллизации представлял собой нижеследующее:
- нагревание до 800°С при 15°С/час,
- нагревание от 800°С до 880°С при 2,0°С/час,
- выдерживание при 880°С на протяжении 50 часов,
- нагревание до 1160°С при 5,0°С/час и
- томление при 1160°С на протяжении 5 часов.
В качестве газовой атмосферы при отжиге вторичной рекристаллизации использовали газ N2 в температурном диапазоне, доходящем вплоть до 880°С, и использовали Н2 в температурном диапазоне, составляющем 880°С или более.
На поверхность полученного листа, подвергнутого отжигу вторичной рекристаллизации, наносили рабочий раствор, содержащий фосфат, хромат и коллоидальный диоксид кремния при массовом соотношении 3 : 1 : 3, и проводили правильный отжиг.
Во время описанного выше технологического процесса изготовления при использовании следующих далее методов измеряли долю площади поверхности RC для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, в начале чистовой холодной прокатки и средний размер кристаллических зерен D в начале чистовой холодной прокатки. Результаты измерения продемонстрированы в таблице 1.
[Доля площади поверхности RC для карбида]
Текстуру в поперечном разрезе в позиции центра по ширине листа для листовой стали фотографировали при использовании оптического микроскопа и сканирующего электронного микроскопа и в результате обработки изображений измеряли долю площади поверхности (RC) для карбида, характеризующегося размером частиц, составляющим 1 мкм или более, по всей толщине листа. Длина области измерения в направлении прокатки была не меньшей, чем толщина листа.
[Средний размер кристаллических зерен D]
Текстуру в поперечном разрезе в позиции центра по ширине листа для листовой стали фотографировали при использовании оптического микроскопа и сканирующего электронного микроскопа и в результате подсчета или обработки изображений измеряли средний диаметр эквивалентного круга кристалла по всей толщине листа, что принимали за средний размер кристаллических зерен (D). Количество кристаллических зерен, для которых рассчитывали среднее значение, составляло 100 или более.
После проведения правильного отжига из позиции, эквивалентной центру по ширине листа и диаметру рулона 1000 мм для получающегося в результате рулона, отбирали образец и измеряли потери в сердечнике W17/50 и магнитную индукцию В8. Кроме того, при использовании метода рентгеноструктурного анализа Лауэ с шагом 5 мм измеряли ориентацию зерен, подвергнутых вторичной рекристаллизации, в области измерения 720 мм × 280 мм и рассчитывали среднее значение угла (α2 + β2)1/2, которым является угол отклонения от направления <100>, долю площади поверхности Rβ для кристаллических зерен при β ≤ 0,50° и среднее значение угла отклонения γ (среднего угла γ). Результаты измерения продемонстрированы в таблице 1.
Результаты химического анализа химического состава получающейся в результате текстурированной электротехнической листовой стали продемонстрированы в таблице 2.
Как это демонстрируют результаты, продемонстрированные в таблицах 1 и 2, каждая текстурированная электротехническая листовая сталь, удовлетворяющая условиям, соответствующим настоящему раскрытию изобретения, обладала благоприятными магнитными свойствами и с превосходной производительностью была изготавливаемой при использовании отжига рулона.
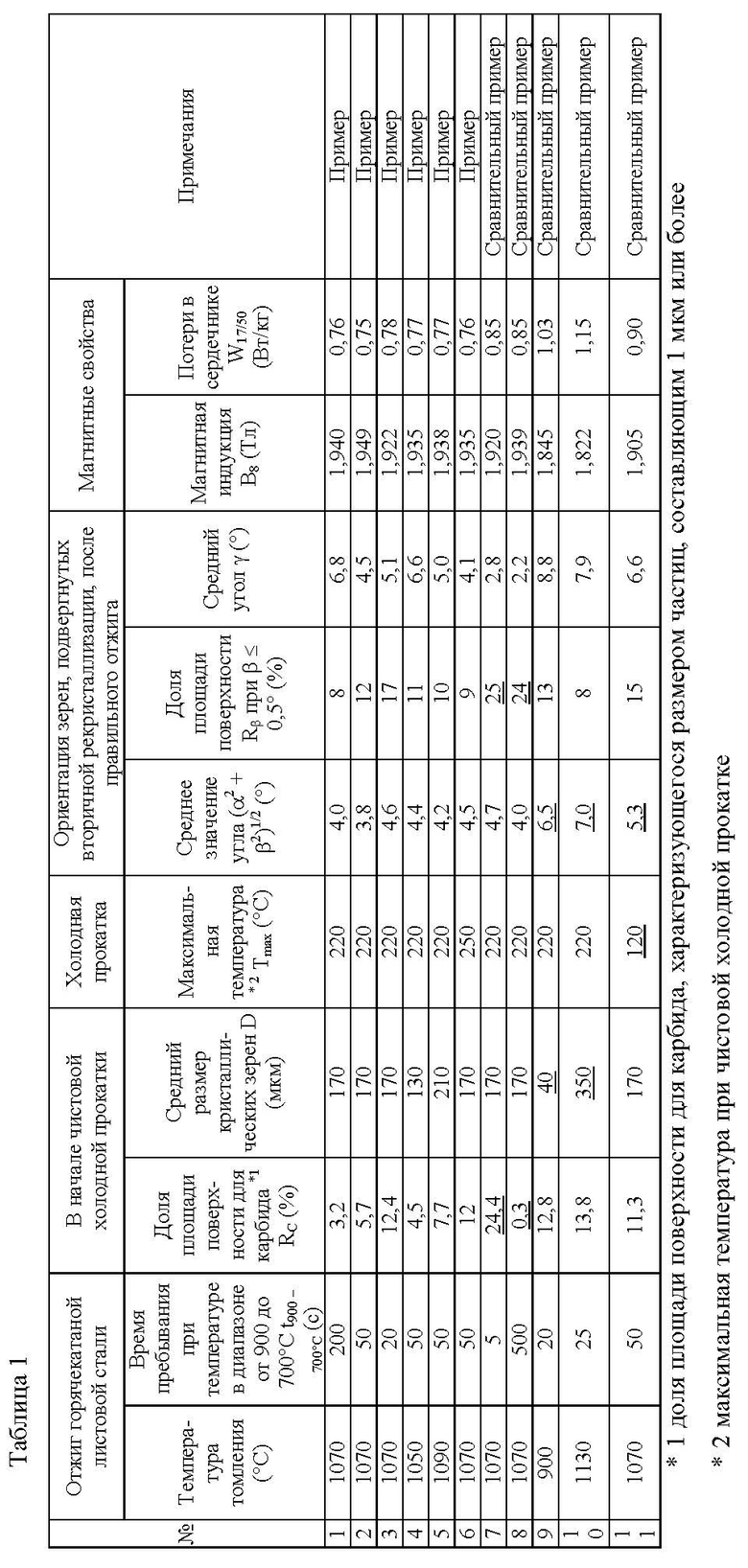
Таблица 2
* при этом остаток представляют собой Fe и неизбежные примеси
Пример 2.
Текстурированные электротехнические листовые стали изготавливали при использовании множества стальных слябов, характеризующихся следующим далее химическим составом.
- Химический состав стального сляба
Химический состав содержит в % (масс.)
С: 0,030%,
Si: 3,5%,
Mn: 0,10%,
Sb: 0,07%,
P: 0,07%,
Мо: 0,03%,
раств. Al: 0,007%,
N: 0,0042%,
S: 0,0025% и
Se: 0,0001%,
при этом остаток представляют собой Fe и неизбежные примеси.
Каждую текстурированную электротехническую листовую сталь изготавливали при использовании следующей далее методики. Сначала стальной сляб подвергали повторному нагреванию до 1220°С, а после этого горячей прокатке для получения горячекатаной листовой стали, характеризующейся толщиной листа 2,8 мм. Вслед за этим горячекатаную листовую сталь подвергали отжигу горячей полосы. При отжиге горячей полосы горячекатаную листовую сталь выдерживали при температуре томления 1000°С на протяжении 30 секунд.
После этого отожженную горячекатаную листовую сталь подвергали холодной прокатке при 80°С до промежуточной толщины листа 2,2 мм.
После холодной прокатки проводили промежуточный отжиг. При промежуточном отжиге листовую сталь выдерживали при температуре томления, продемонстрированной в таблице 1, на протяжении 60 секунд. Время пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения при промежуточном отжиге продемонстрировано в таблице 3. В температурном диапазоне, составляющем 700°С или менее, листовую сталь быстро охлаждали при скорости охлаждения 50°С/сек.
После этого листовую сталь, подвергнутую промежуточному отжигу, подвергали холодной прокатке при использовании максимальной температуры, продемонстрированной в таблице 3, для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа 0,23 мм. В данном примере холодная прокатка после промежуточного отжига являлась чистовой прокаткой. Впоследствии холоднокатаную листовую сталь подвергали отжигу первичной рекристаллизации, также исполняющему и функцию обезуглероживания, для получения листовой стали, подвергнутой первичной рекристаллизации. Условия проведения отжига первичной рекристаллизации представляли собой нижеследующее: скорость нагревания от 500°С до 700°С: 250°С/сек, температура отжига: 840°С, время отжига: 120 секунд, атмосфера отжига: Н2: 55%, N2: 45% и температура точки росы: 53°С.
После отжига первичной рекристаллизации на поверхность листовой стали, подвергнутой первичной рекристаллизации, наносили 12,5 г/м2 отжигового сепаратора, содержащего MgO в качестве основного компонента. После высушивания отжигового сепаратора подвергнутую первичной рекристаллизации листовую сталь, на которую нанесли отжиговый сепаратор, сматывали в рулон для получения рулона. Рулон имел внутренний диаметр 500 мм и внешний диаметр 1500 мм.
Впоследствии смотанную в рулон листовую сталь подвергали отжигу вторичной рекристаллизации, также исполняющему функцию и очищающего отжига. Гистерезис температуры при отжиге вторичной рекристаллизации представлял собой нижеследующее:
- нагревание до 800°С при 15°С/час,
- нагревание от 800°С до 850°С при 2,0°С/час,
- выдерживание при 850°С на протяжении 50 часов,
- нагревание до 1180°С при 5,0°С/час и
- томление при 1180°С на протяжении 5 часов.
В качестве газовой атмосферы при отжиге вторичной рекристаллизации использовали газ N2 в температурном диапазоне, доходящем вплоть до 850°С, и использовали Н2 в температурном диапазоне, составляющем 850°С или более.
На поверхность полученного листа, подвергнутого отжигу вторичной рекристаллизации, наносили рабочий раствор, содержащий фосфат, хромат и коллоидальный диоксид кремния при массовом соотношении 3 : 1 : 3, и проводили правильный отжиг.
Во время описанного выше технологического процесса изготовления при использовании оптического микроскопа наблюдали текстуру в поперечном разрезе для листовой стали в начале чистовой холодной прокатки, то есть, в конце промежуточного отжига, и при использовании тех же самых методов, что и в примере 1, измеряли долю RC и размер D. Результаты измерения продемонстрированы в таблице 3.
Из позиции, эквивалентной диаметру рулона 1000 мм, отбирали образец и при использовании тех же самых методов и условий, что и в примере 1, измеряли среднее значение угла отклонения (α2 + β2)1/2, долю Rβ и средний угол γ. Результаты измерения продемонстрированы в таблице 3.
Результаты химического анализа химического состава получающейся в результате текстурированной электротехнической листовой стали продемонстрированы в таблице 4.
Как это демонстрируют результаты, продемонстрированные в таблицах 3 и 4, каждая текстурированная электротехническая листовая сталь, удовлетворяющая условиям, соответствующим настоящему раскрытию изобретения, обладала благоприятными магнитными свойствами и с превосходной производительностью была изготавливаемой при использовании отжига рулона.
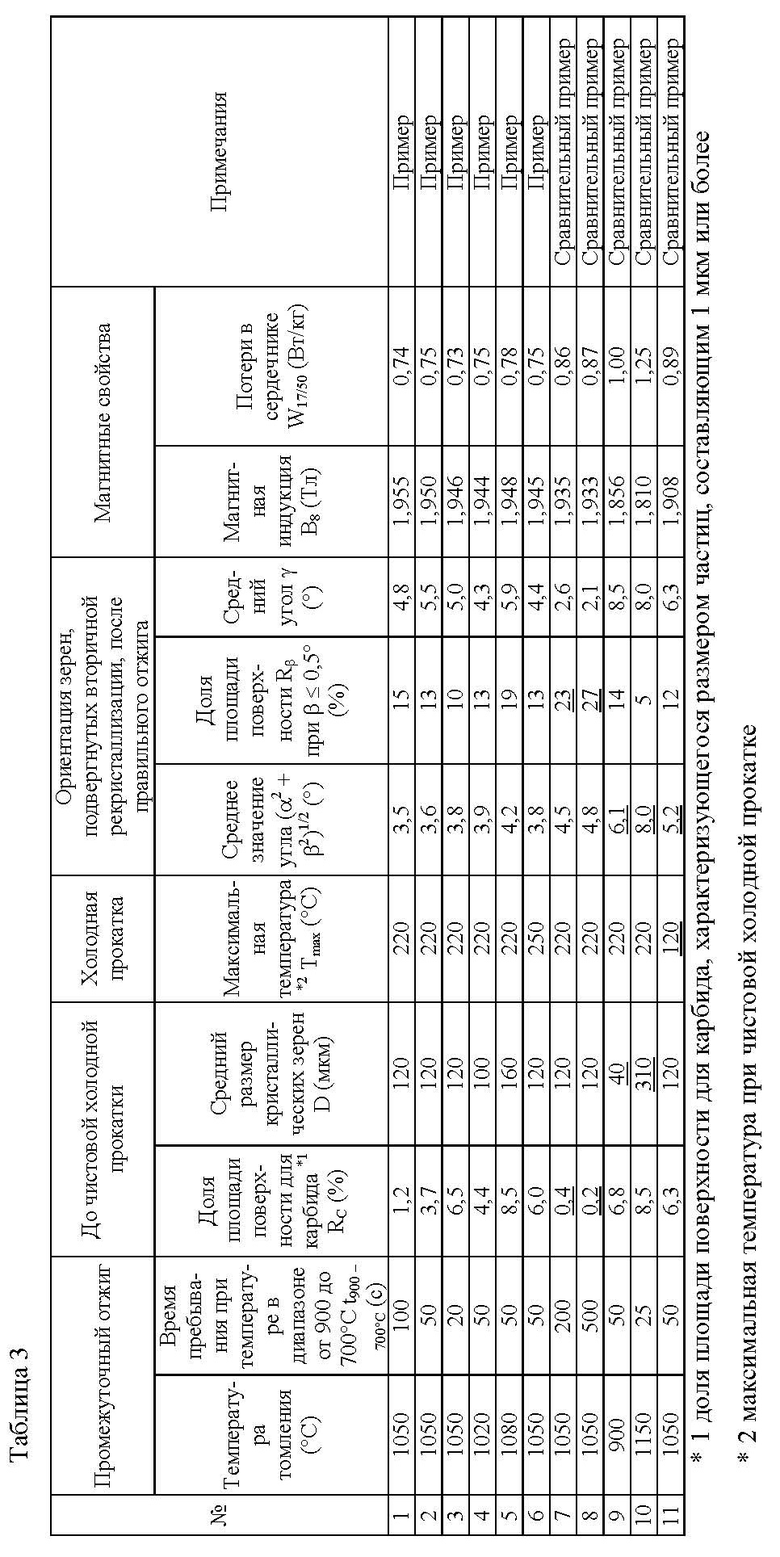
Таблица 4
* при этом остаток представляют собой Fe и неизбежные примеси
Пример 3.
Текстурированные электротехнические листовые стали изготавливали, используя стальные слябы, каждый из которых характеризуется химическим составом, продемонстрированным в таблице 5, при использовании следующей далее методики. Сначала стальной сляб подвергали повторному нагреванию до 1230°С, а после этого горячей прокатке для получения горячекатаной листовой стали, характеризующейся толщиной листа 2,4 мм. Вслед за этим горячекатаную листовую сталь подвергали отжигу горячей полосы. При отжиге горячей полосы горячекатаную листовую сталь выдерживали при температуре томления 1050°С на протяжении 30 секунд. Время пребывания (t900 – 700°C) при температуре в диапазоне от 900°С до 700°С во время охлаждения при отжиге горячей полосы составляло 25 секунд. В температурном диапазоне, составляющем 700°С или менее, горячекатаную листовую сталь быстро охлаждали при скорости охлаждения 40°С/сек.
После этого отожженную горячекатаную листовую сталь подвергали холодной прокатке при 200°С для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа 0,23 мм. Впоследствии холоднокатаную листовую сталь при использовании тех же самых условий, что и в примере 1, подвергали отжигу первичной рекристаллизации, также исполняющему и функцию обезуглероживания, для получения листовой стали, подвергнутой первичной рекристаллизации.
После отжига первичной рекристаллизации на поверхность листовой стали, подвергнутой первичной рекристаллизации, наносили 12,5 г/м2 отжигового сепаратора, содержащего MgO в качестве основного компонента. После высушивания отжигового сепаратора подвергнутую первичной рекристаллизации листовую сталь, на которую нанесли отжиговый сепаратор, сматывали в рулон для получения рулона. Рулон имел внутренний диаметр 500 мм и внешний диаметр 1500 мм.
Впоследствии смотанную в рулон листовую сталь подвергали отжигу вторичной рекристаллизации, также исполняющему функцию и очищающего отжига. Гистерезис температуры при отжиге вторичной рекристаллизации представлял собой нижеследующее:
- нагревание до 800°С при 15°С/час,
- нагревание от 800°С до 870°С при 2,0°С/час,
- выдерживание при 870°С на протяжении 50 часов,
- нагревание до 1160°С при 5,0°С/час и
- томление при 1160°С на протяжении 5 часов.
В качестве газовой атмосферы при отжиге вторичной рекристаллизации использовали газ N2 в температурном диапазоне, доходящем вплоть до 870°С, и использовали Н2 в температурном диапазоне, составляющем 870°С или более.
На поверхность полученного листа, подвергнутого отжигу вторичной рекристаллизации, наносили рабочий раствор, содержащий фосфат, хромат и коллоидальный диоксид кремния при массовом соотношении 3 : 1 : 3, и проводили правильный отжиг.
Во время описанного выше технологического процесса изготовления при использовании оптического микроскопа наблюдали текстуру в поперечном разрезе для листовой стали в начале чистовой холодной прокатки, то есть, в конце отжига, и при использовании тех же самых методов, что и в примере 1, измеряли долю RC и размер D. Результаты измерения продемонстрированы в таблице 6.
Из позиции, эквивалентной диаметру рулона 1000 мм, отбирали образец и при использовании тех же самых методов и условий, что и в примере 1, измеряли потери в сердечнике W17/50, магнитную индукцию В8, среднее значение угла (α2 + β2)1/2, долю Rβ и средний угол γ. Результаты измерения продемонстрированы в таблице 6.
Результаты химического анализа химического состава получающейся в результате текстурированной электротехнической листовой стали продемонстрированы в таблице 7.
Как это демонстрируют результаты, продемонстрированные в таблицах 6 и 7, каждая текстурированная электротехническая листовая сталь, удовлетворяющая условиям, соответствующим настоящему раскрытию изобретения, обладала благоприятными магнитными свойствами и с превосходной производительностью была изготавливаемой при использовании отжига рулона.
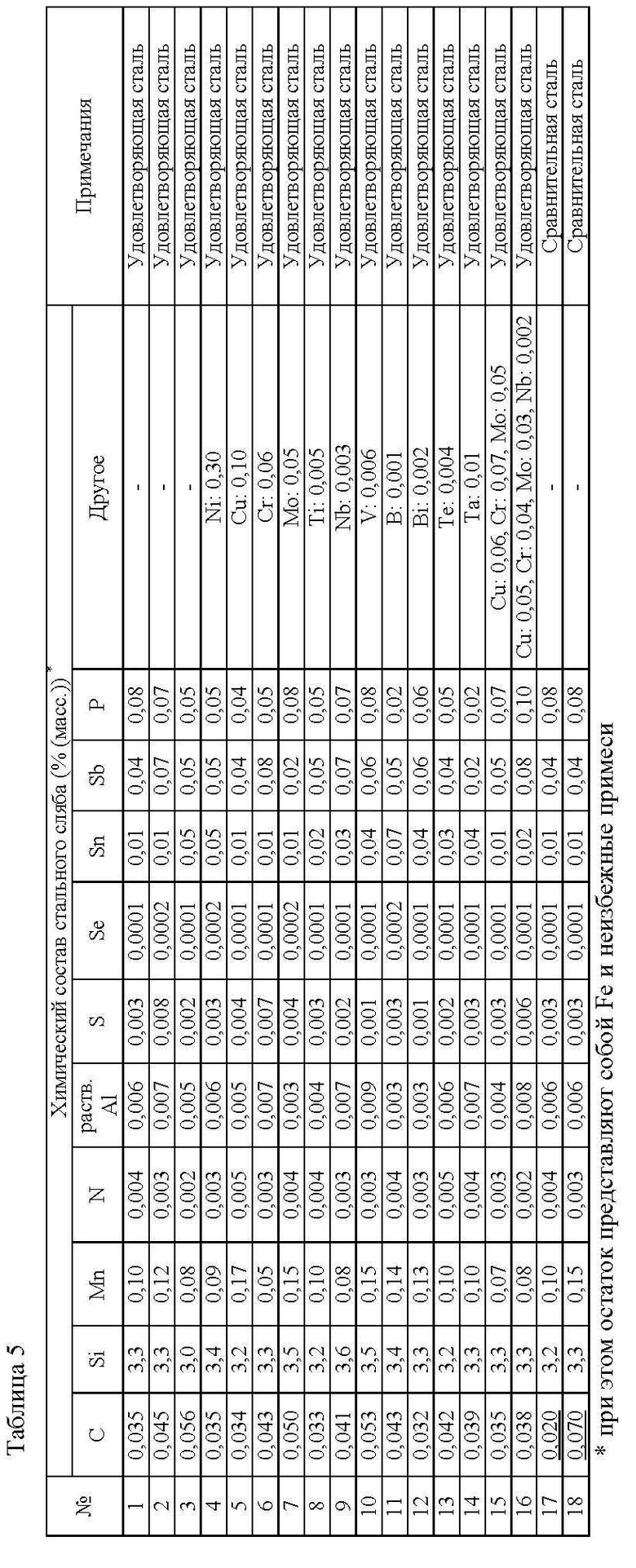
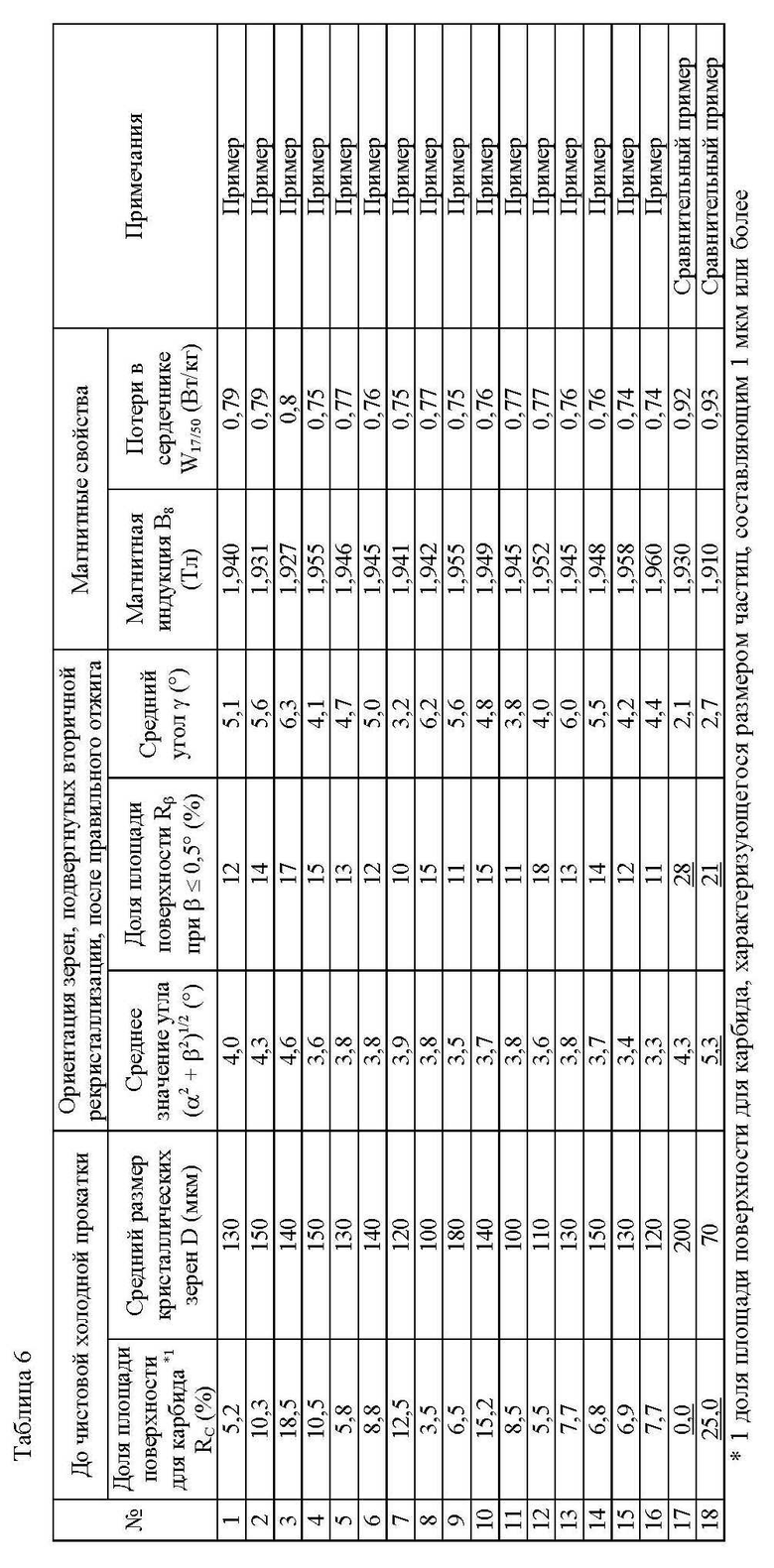
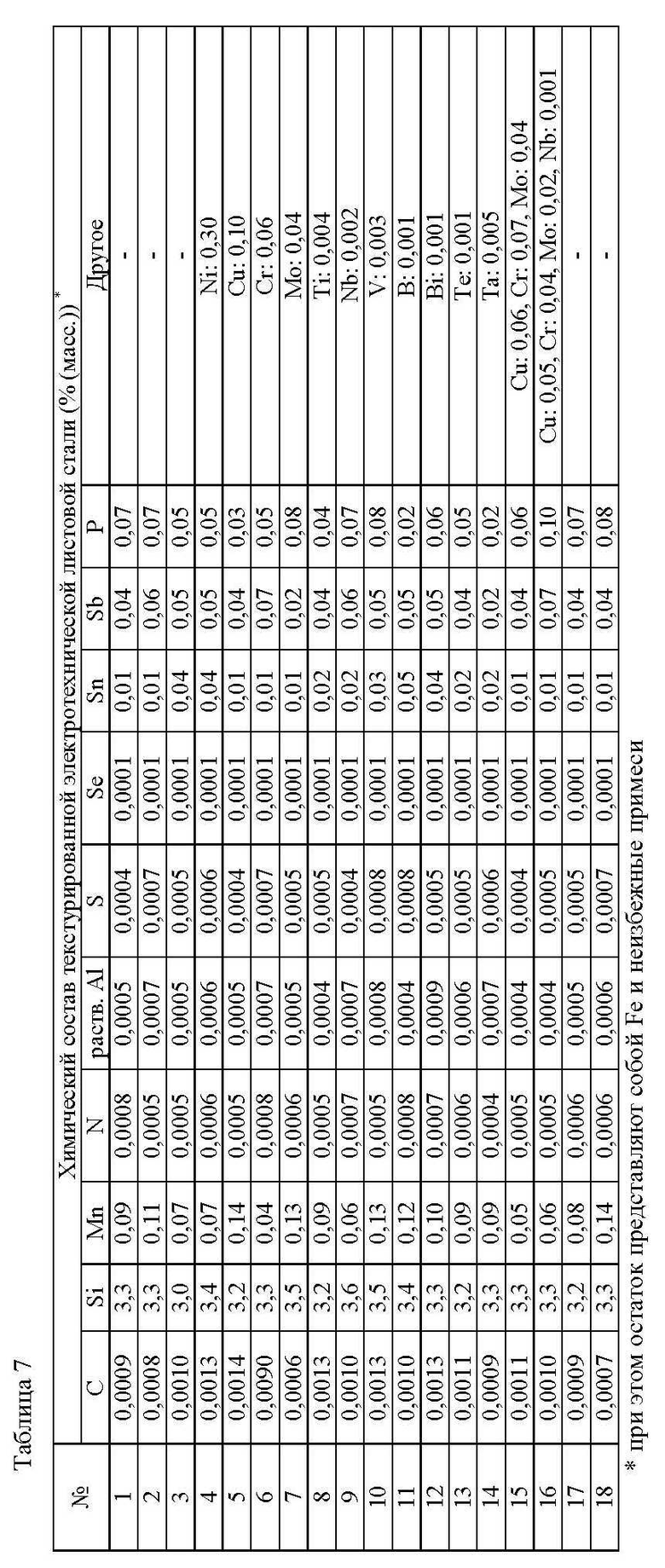
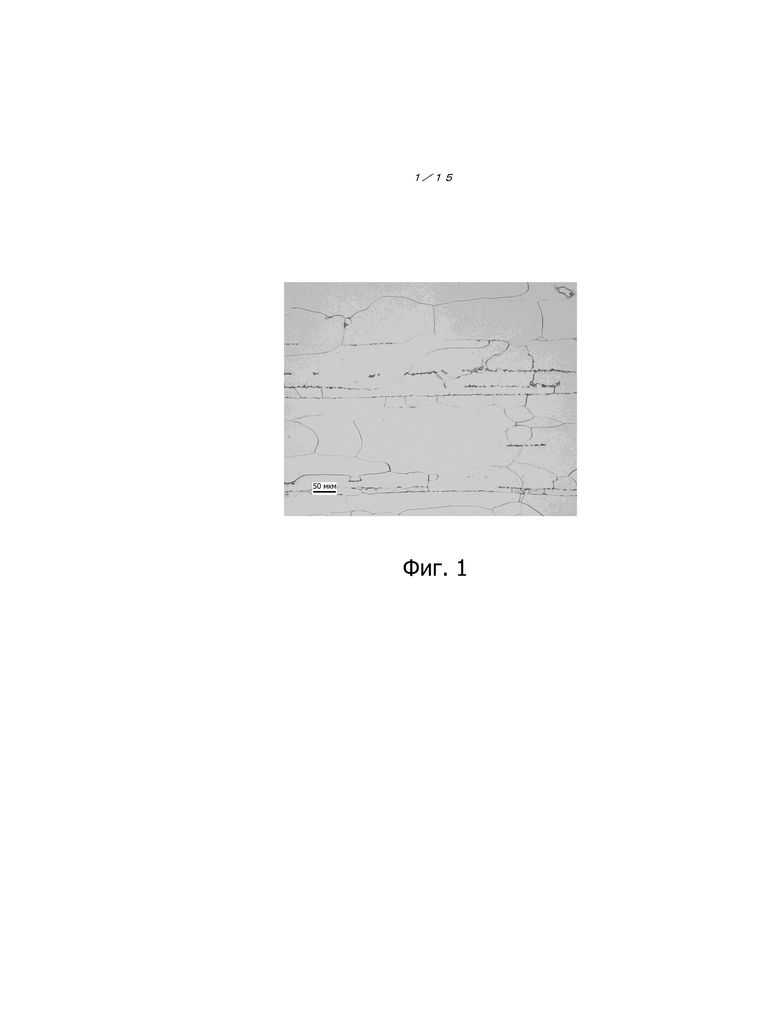
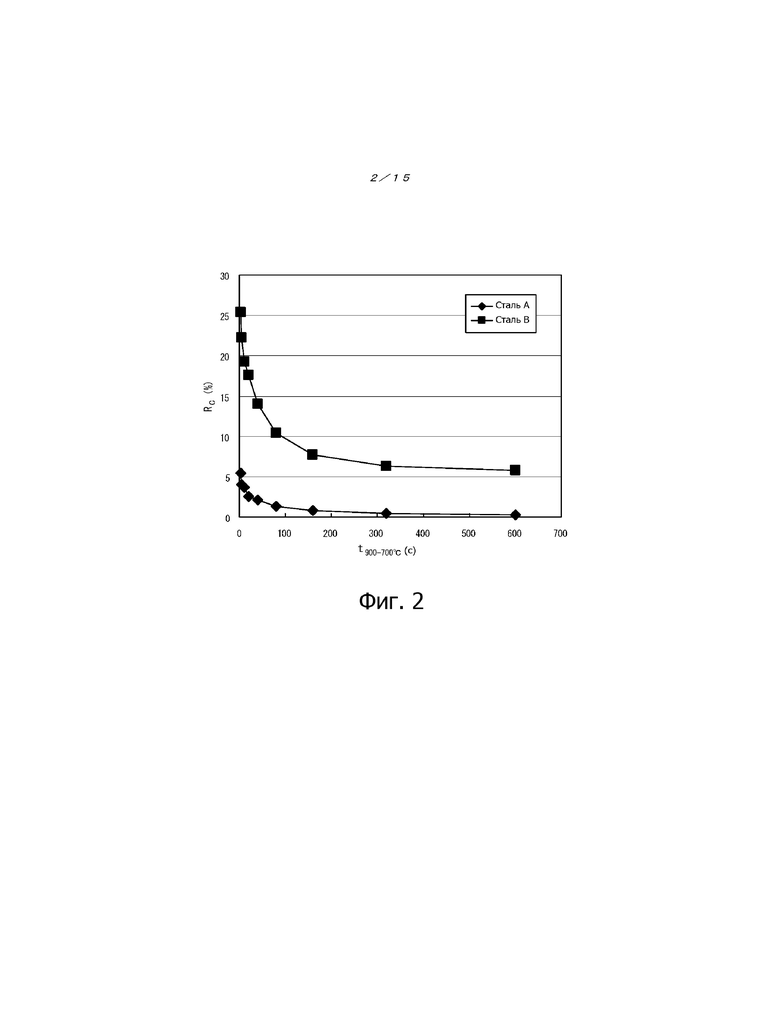
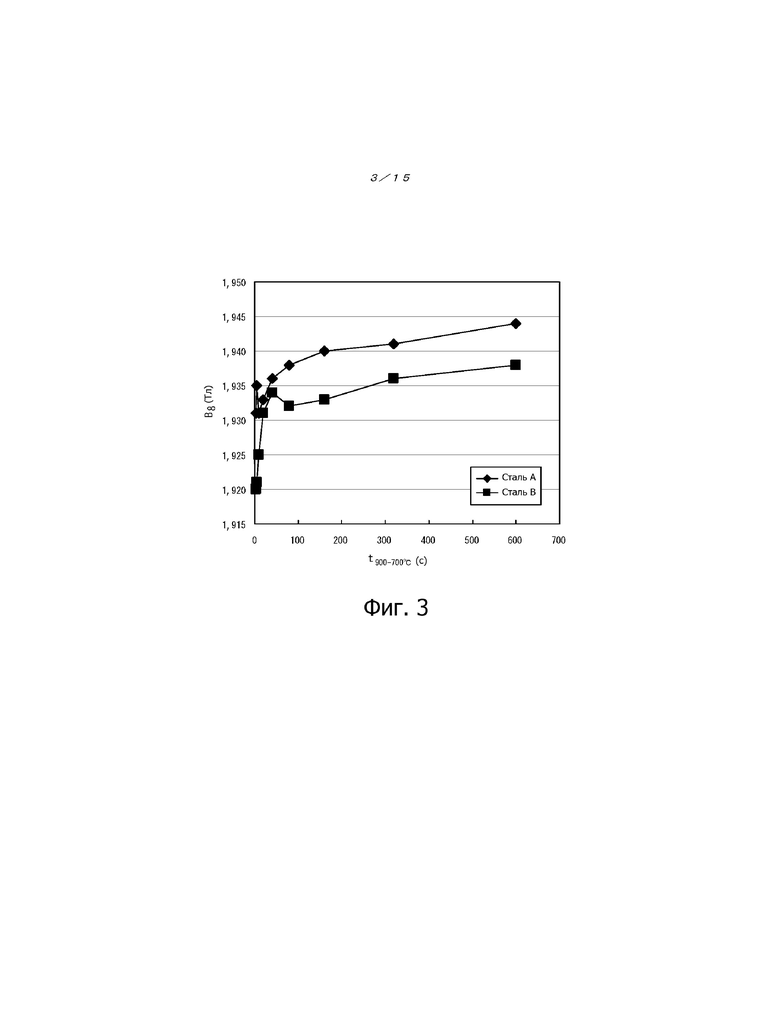
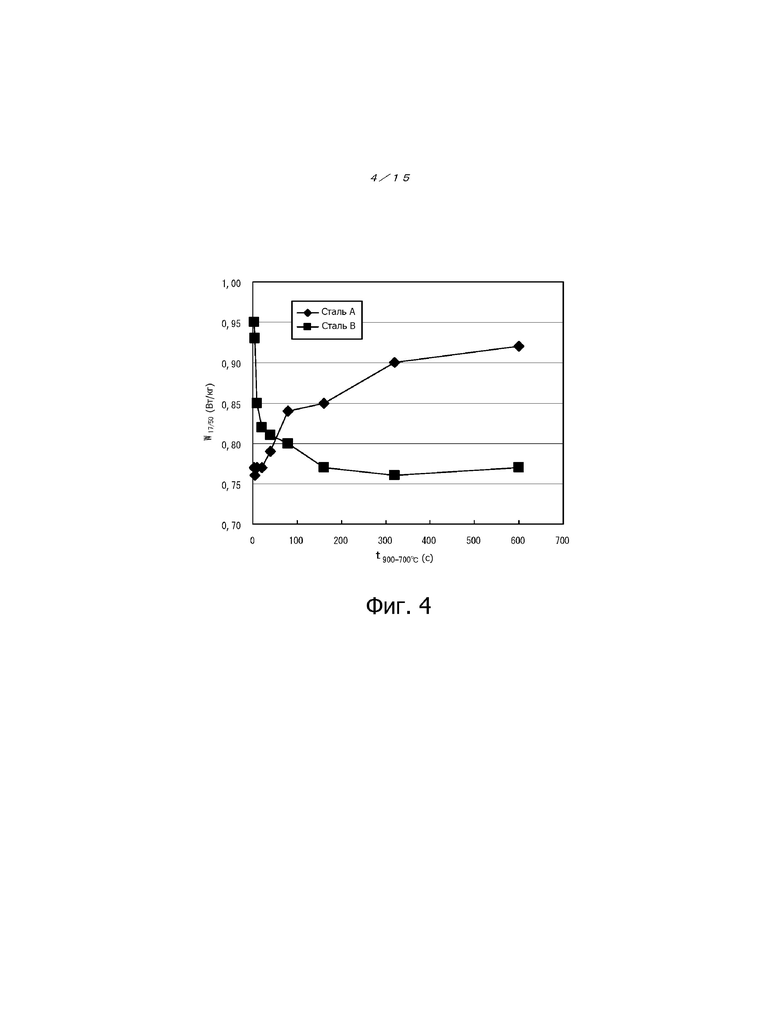
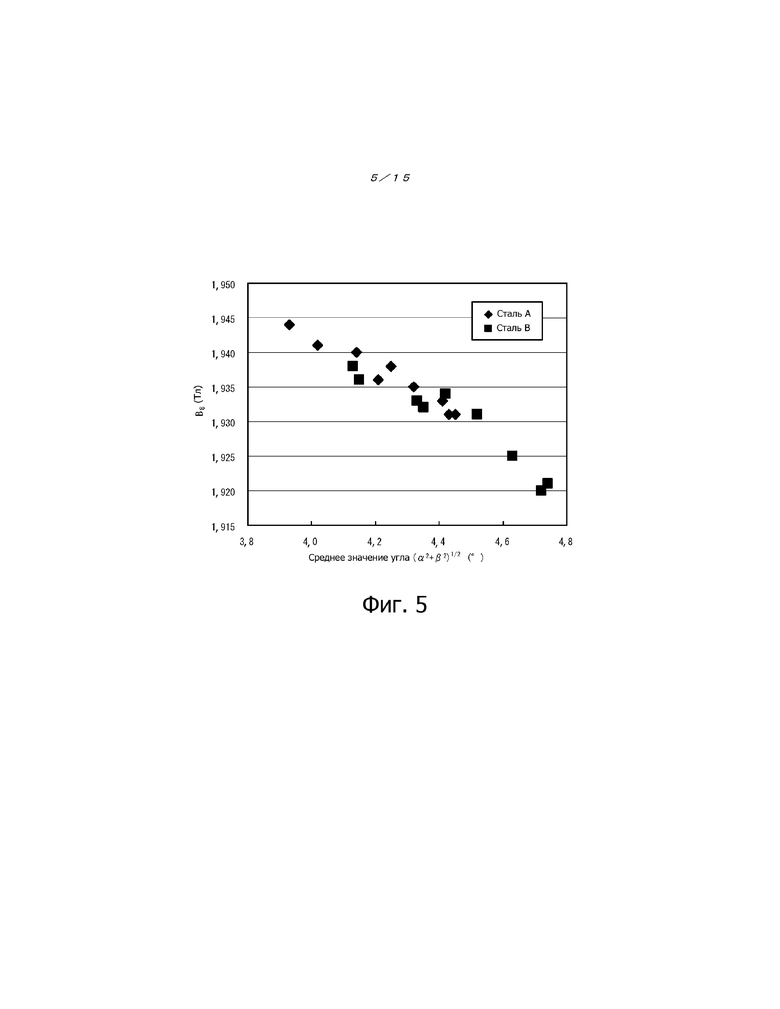
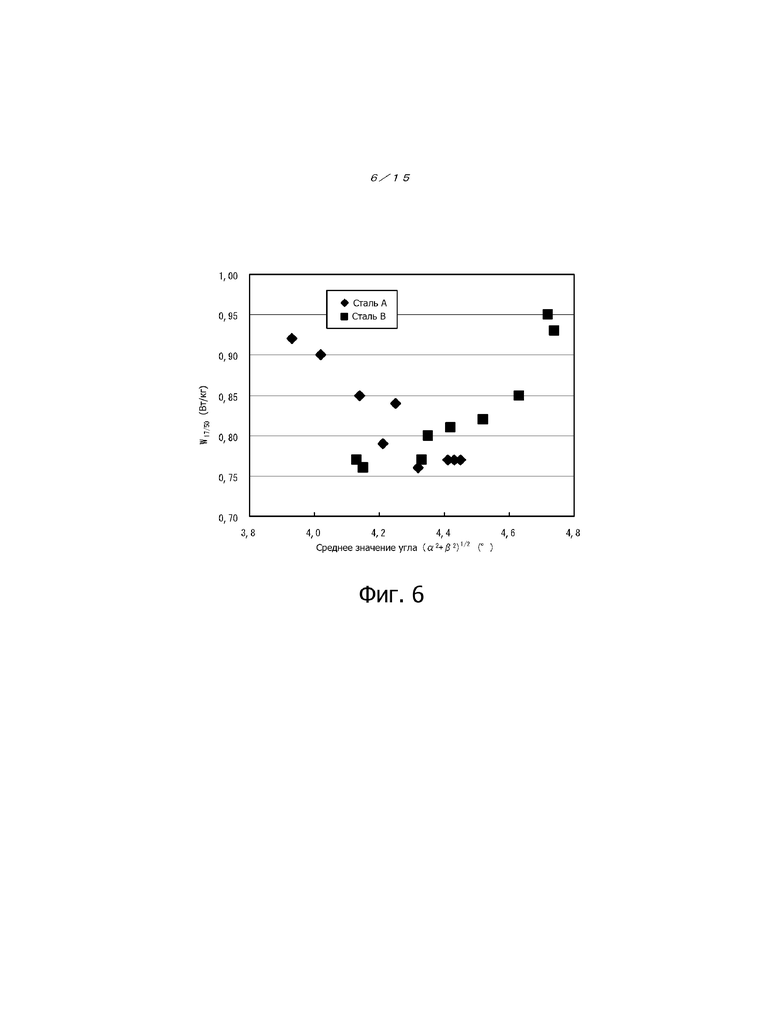
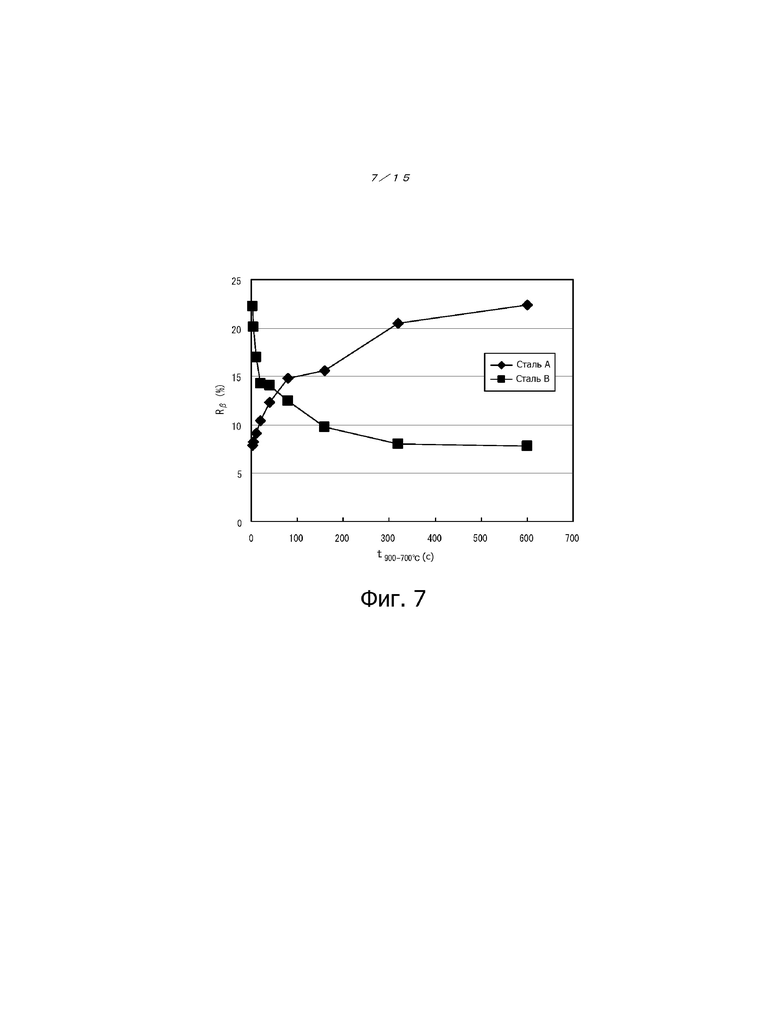
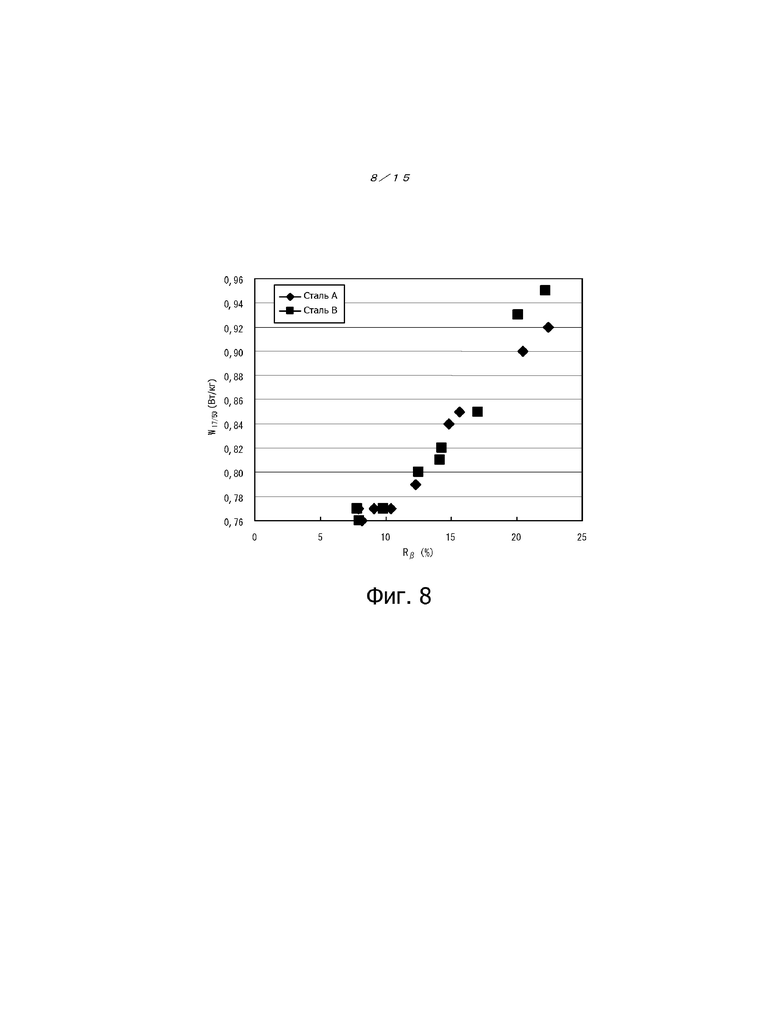
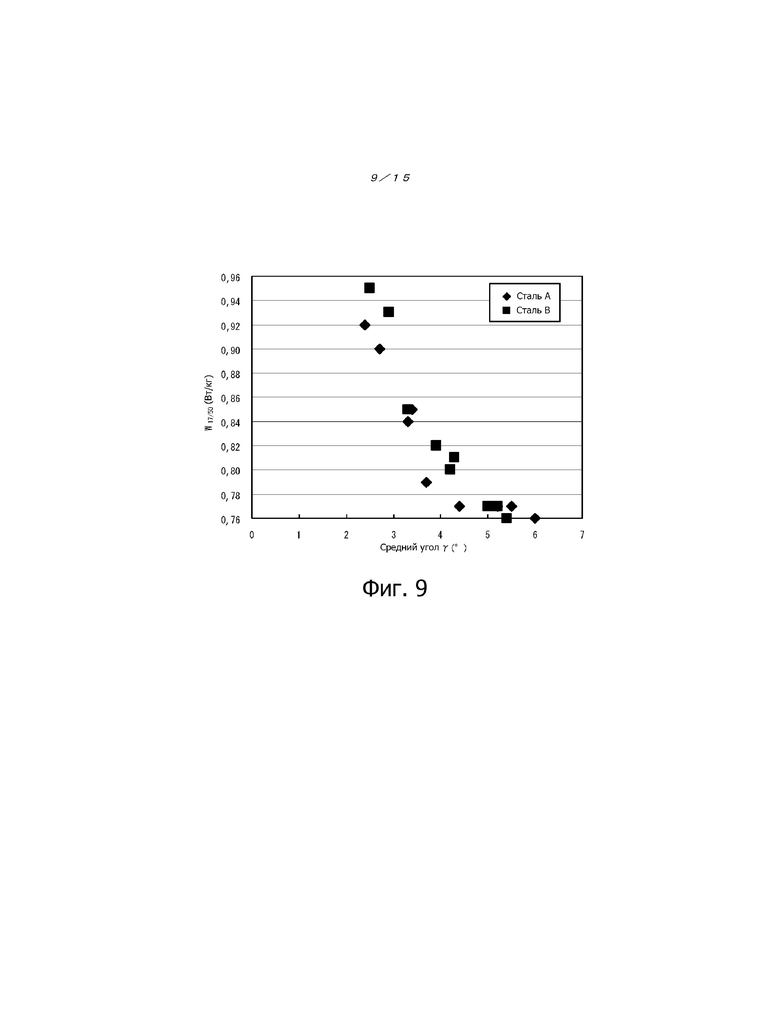
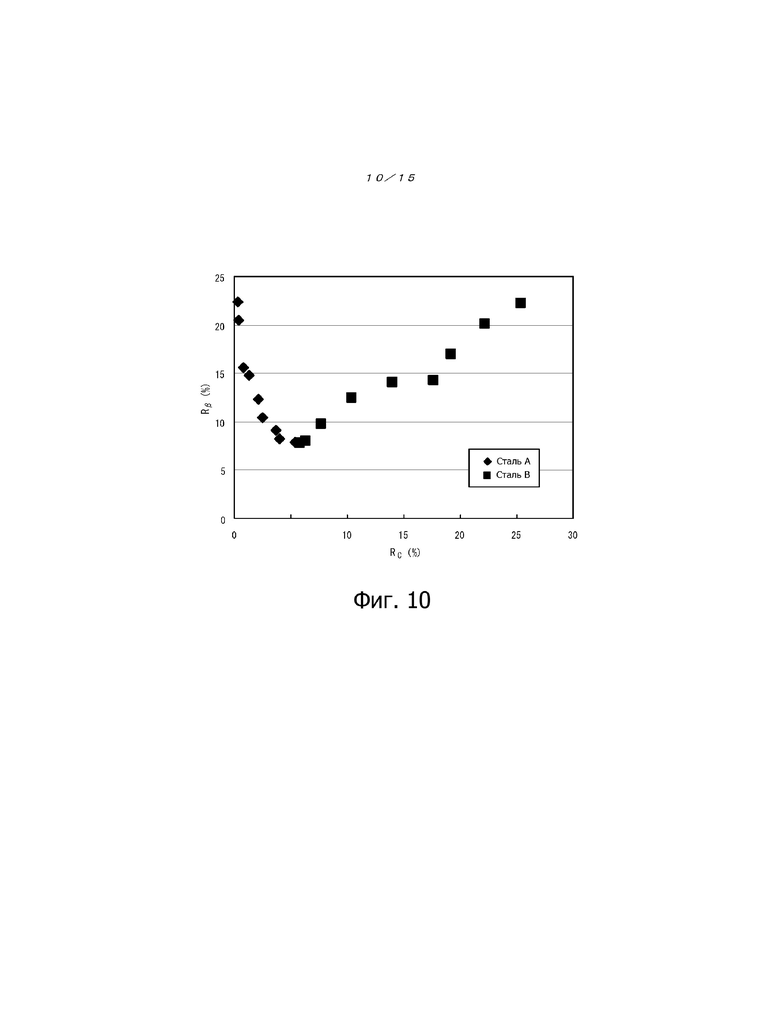
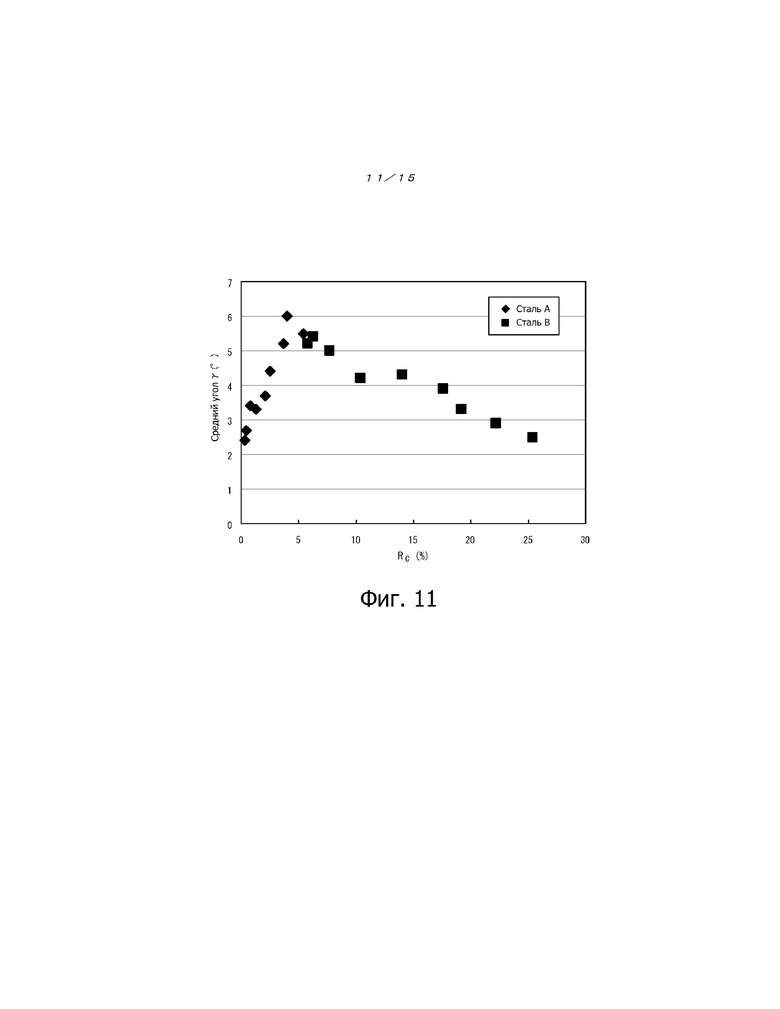
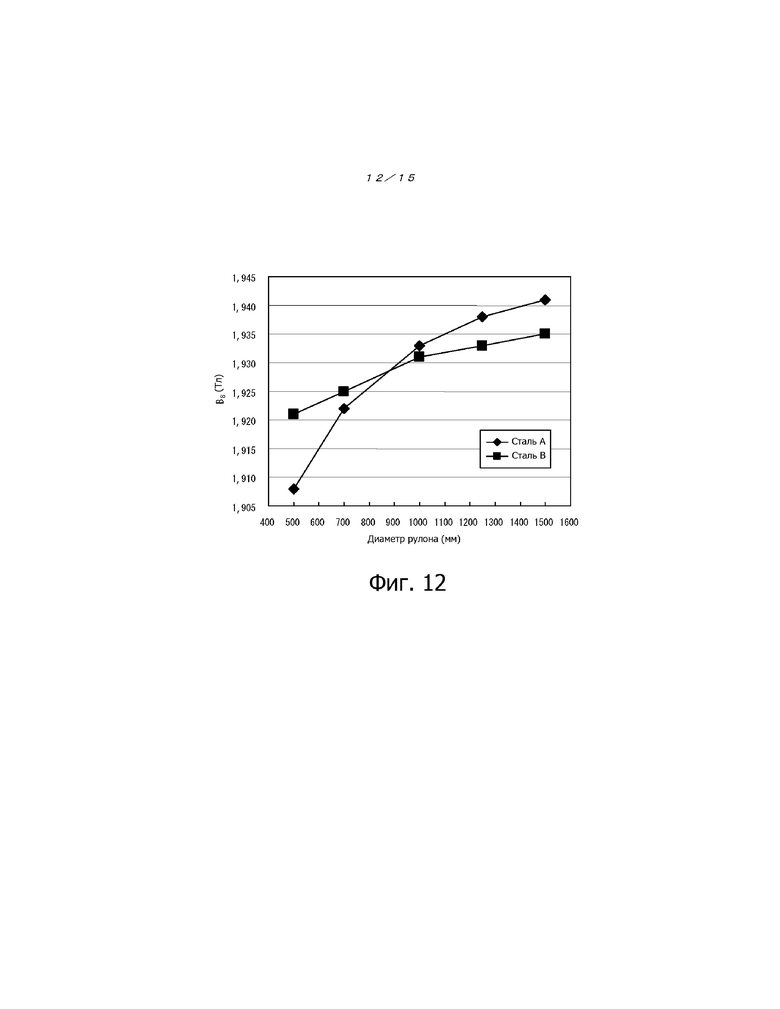
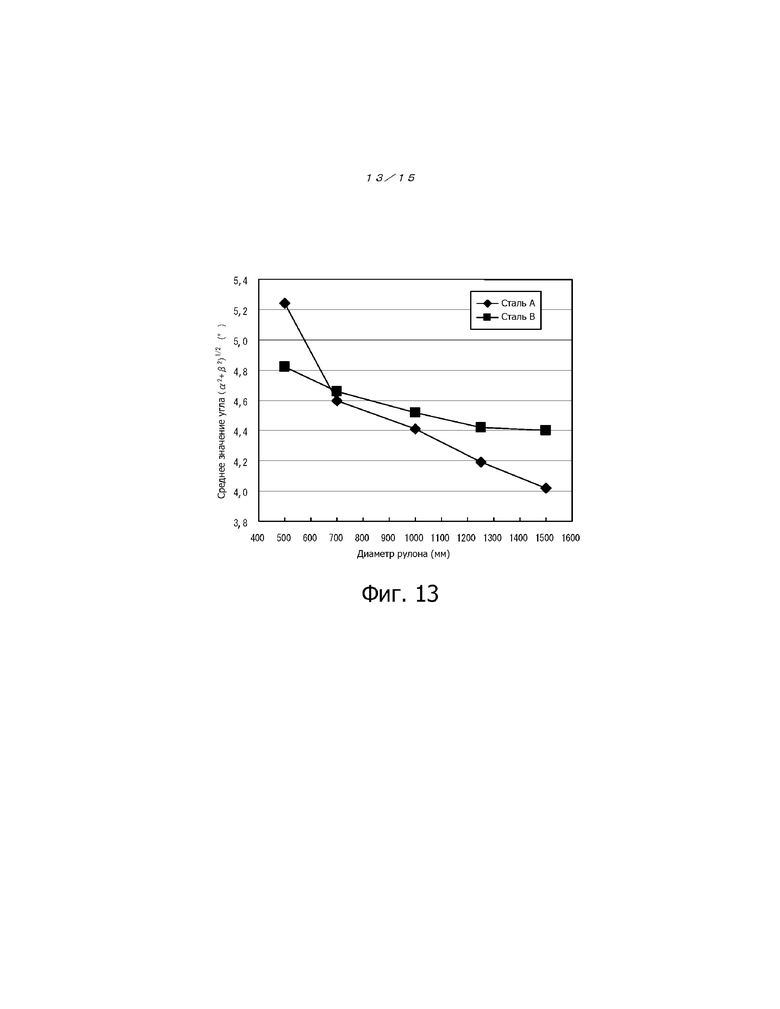
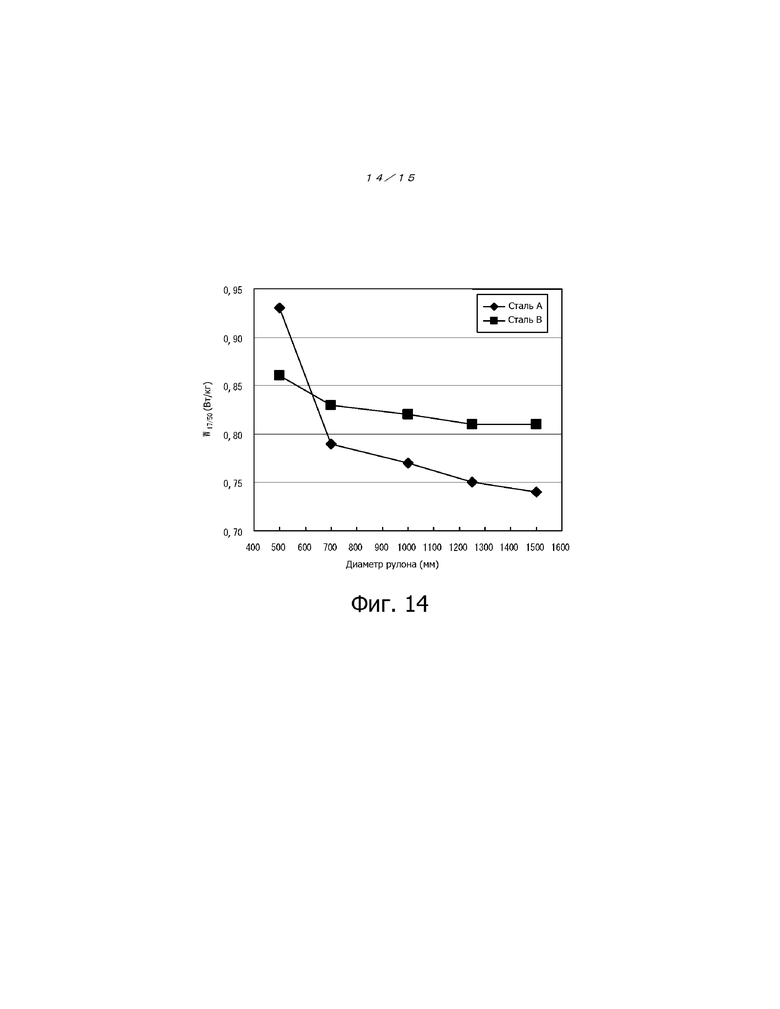
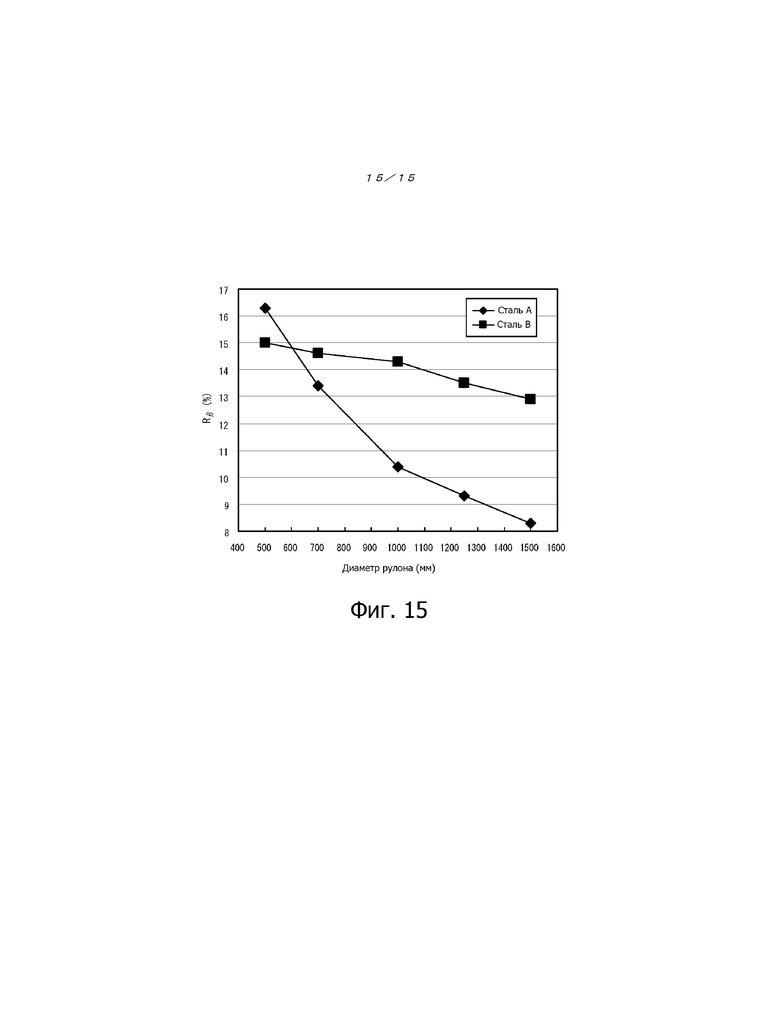
Изобретение относится к области металлургии, а именно к текстурированной электротехнической листовой стали, используемой в качестве магнитно-мягкого материала для изготовления железных сердечников электротехнических устройств. Сталь имеет химический состав, содержащий, мас.%: С 0,005 или менее, Si от 3,0 или более до 4,0 или менее, Mn от 0,05 или более до 0,50 или менее, раств. Al 0,001 или менее, N 0,0015 или менее, S 0,0010 или менее, Se 0,0010 или менее, остальное - Fe и неизбежные примеси. Среднее значение угла отклонения (α2 + β2)1/2, рассчитанное исходя из угла отклонения α от идеальной ориентации Госса вокруг оси вращения ND и угла отклонения β от идеальной ориентации Госса вокруг оси вращения TD, составляет 5,0° или менее, а доля площади поверхности Rβ для кристаллических зерен при β ≤ 0,50° составляет 20% или менее. Обеспечиваются превосходные магнитные свойства, а также высокая производительность производства. 2 н. и 4 з.п. ф-лы, 15 ил., 7 табл., 2 пр.
1. Текстурированная электротехническая листовая сталь, характеризующаяся тем, что она имеет химический состав, содержащий, мас.%:
С: 0,005 или менее,
Si: от 3,0 или более до 4,0 или менее,
Mn: от 0,05 или более до 0,50 или менее,
раств. Al: 0,001 или менее,
N: 0,0015 или менее,
S: 0,0010 или менее и
Se: 0,0010 или менее,
при этом остаток представляют собой Fe и неизбежные примеси,
при этом среднее значение угла отклонения (α2 + β2)1/2, рассчитанное исходя из угла отклонения α от идеальной ориентации Госса вокруг оси вращения ND и угла отклонения β от идеальной ориентации Госса вокруг оси вращения TD, составляет 5,0° или менее, и
доля площади поверхности Rβ для кристаллических зерен при β ≤ 0,50° составляет 20% или менее.
2. Листовая сталь по п. 1, в которой среднее значение угла отклонения γ от идеальной ориентации Госса вокруг оси вращения RD находится в диапазоне от 3,0° или более до 7,0° или менее.
3. Листовая сталь по п. 1 или 2, в которой химический состав также содержит, мас.%, один или несколько химических элементов, выбранных из группы, состоящей из:
Sb: от 0,005 или более до 0,1 или менее,
Sn: от 0,005 или более до 0,1 или менее,
Р: от 0,005 или более до 0,1 или менее,
Ni: от 0,005 или более до 1,5 или менее,
Cu: от 0,005 или более до 1,5 или менее,
Cr: от 0,005 или более до 0,1 или менее,
Mo: от 0,005 или более до 0,5 или менее,
Ti: от 0,0005 или более до 0,1 или менее,
Nb: от 0,0005 или более до 0,1 или менее,
V: от 0,0005 или более до 0,1 или менее,
B: от 0,0002 или более до 0,0025 или менее,
Bi: от 0,005 или более до 0,1 или менее,
Te: от 0,0005 или более до 0,01 или менее и
Та: от 0,0005 или более до 0,01 или менее.
4. Способ изготовления текстурированной электротехнической листовой стали, включающий:
необязательный нагрев стального сляба до температуры нагрева, составляющей 1300°С или менее, при этом стальной сляб имеет химический состав, содержащий, мас.%:
С: от 0,025 или более до 0,060 или менее,
Si: от 3,0 или более до 4,0 или менее,
Mn: от 0,05 или более до 0,50 или менее,
раств. Al: менее чем 0,01,
N: менее чем 0,006 и
S и Se: менее чем 0,010 в совокупности,
при этом остаток представляют собой Fe и неизбежные примеси,
проведение для стального сляба горячей прокатки для получения горячекатаной листовой стали,
проведение для горячекатаной листовой стали отжига горячекатаной листовой стали;
проведение для горячекатаной листовой стали, отожженной в результате отжига горячекатаной листовой стали, холодной прокатки для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа;
проведение для холоднокатаной листовой стали отжига первичной рекристаллизации для получения листовой стали, подвергнутой первичной рекристаллизации;
нанесение на листовую сталь, подвергнутую первичной рекристаллизации, отжигового сепаратора;
сматывание листовой стали, подвергнутой первичной рекристаллизации, на которую нанесли отжиговый сепаратор, в рулон для получения рулона; и
проведение для рулона отжига вторичной рекристаллизации,
при этом доля площади поверхности RC карбидов, имеющих размер частиц, составляющий 1 мкм или более, в начале чистовой холодной прокатки при холодной прокатке находится в диапазоне от 0,5% до 20,0%,
средний размер кристаллических зерен D в начале чистовой холодной прокатки находится в диапазоне от 50 мкм или более до 300 мкм или менее, и
максимальная температура Tmax при чистовой холодной прокатке составляет 150°С или более.
5. Способ по п. 4, в котором химический состав также содержит, мас.%, один или несколько элементов, выбранных из группы, состоящей из:
Sb: от 0,005 или более до 0,1 или менее,
Sn: от 0,005 или более до 0,1 или менее,
Р: от 0,005 или более до 0,1 или менее,
Ni: от 0,005 или более до 1,5 или менее,
Cu: от 0,005 или более до 1,5 или менее,
Cr: от 0,005 или более до 0,1 или менее,
Mo: от 0,005 или более до 0,5 или менее,
Ti: от 0,0005 или более до 0,1 или менее,
Nb: от 0,0005 или более до 0,1 или менее,
V: от 0,0005 или более до 0,1 или менее,
B: от 0,0002 или более до 0,0025 или менее,
Bi: от 0,005 или более до 0,1 или менее,
Te: от 0,0005 или более до 0,01 или менее и
Та: от 0,0005 или более до 0,01 или менее.
6. Способ по п. 4 или 5, в котором диаметр рулона при отжиге вторичной рекристаллизации составляет 700 мм или более.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ, НАЧИНАЯ С ТОНКИХ СЛЯБОВ | 1997 |
|
RU2194775C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

