Изобретение относится к исследованию прочностных свойств твердых материалов путем приложения к ним растягивающих статических нагрузок, а также к исследованию материалов механическими способами для обнаружения локальных дефектов или нерегулярностей в материале, приводящих к анизотропии, в частности к образцам для статических испытаний на растяжение сварного соединения в целом и его отдельных участков с целью определения при температуре  характеристики механических свойств, а более конкретно - к образцам для испытаний сварных заготовок листовой штамповки кузовных деталей автомобиля для определения предельно допустимых деформаций.
характеристики механических свойств, а более конкретно - к образцам для испытаний сварных заготовок листовой штамповки кузовных деталей автомобиля для определения предельно допустимых деформаций.
Известен стандартный цилиндрический образец для испытания металла на статическое (кратковременное) растяжение. Форма и размеры образцов, применяемых для определения характеристик механических свойств, соответствуют ГОСТ 6996-66 «Сварные соединения. Методы определения механических свойств», (ГОСТ 6996-66, черт.3, 4 и табл.1, стр.8, 9). Кроме того, для сварных соединений тонколистового проката предусмотрены испытания на статическое растяжение для определения наиболее слабого участка сварного соединения и для определения прочности металла шва в стыковом соединении при поперечном расположении сварного шва к действующей нагрузке.
Недостатком при использовании известного цилиндрического образца является то, что указанные в ГОСТ 6996-66 размеры образцов (минимальный диаметр образца 3±0,1 мм) превышают размеры сварных соединений тонколистовых материалов сварных заготовок, применяемых в мировом автомобилестроении при листовой штамповке кузовных деталей автомобиля (толщина листов 0,65…2,0 мм). Изготовление пропорционально коротких цилиндрических образцов с меньшим диаметром, который допускается по вышеуказанному ГОСТу, технически затруднительно из-за малых размеров образцов сварных швов на заготовках.
Известен плоский стандартный образец для статических испытаний при растяжении тонких листов и лент из черных и цветных металлов толщиной до 3,0 мм с формой и размерами, соответствующими образцам по ГОСТ 11701-84 «Металлы. Методы испытаний на растяжение», (ГОСТ 11701-84, черт.1 с табл.1, черт.2 с табл.2, стр.5, 6). При этом вырезку заготовок для образцов и изготовление образцов проводят по ГОСТ 1497-84.
Недостатком известного плоского образца является то, что образец для испытаний на растяжение вырезается поперек шва из стыкового сварного соединения, что приводит к низкой достоверности данных, получаемых при испытании сварных заготовок для листовой штамповки кузовных деталей автомобиля из листов разной толщины или из разнородных материалов.
Это объясняется тем, что при использовании сварных заготовок лимитирующим фактором при штамповке являются деформации не поперек, а вдоль сварного шва. Кроме того, при анализе технологичности детали из сварной заготовки необходимо делать проверку на непревышение максимально допустимых деформаций также вдоль шва ввиду большой анизотропии механических свойств основного металла и металла сварного шва.
Также известно техическое решение по авторскому свидетельству SU №136078, опубликованному в 1961 г. (бюллютень №4) - "Способ контроля степени упрочнения сварных соединений", в котором на образец наносят координатную сетку. Недостатком данного способа является достаточно трудоемкое и недостаточно достоверное измерение показателей деформации, так как после растяжения образца происходит неконтролируемое изменение формы и размеров ячеек прямоугольной формы.
За прототип принято техническое решение по авторскому свидетельству SU №86450 от 12.09.1949, в котором раскрыт способ изготовления образцов для определения свойств металла сварных швов тонкостенных соединений, в процессе реализации которого изготавливают образец для испытания сварной заготовки, соответствующий по форме и размерам стандартным плоским образцам для статических испытаний на растяжение тонких пластин и лент из черных и цветных металлов для определения характеристик механических свойств, который имеет продольно расположенный сварной шов.
Прототип не позволяет достоверно проводить испытания для сварных заготовок для деталей автомобиля, состоящих из разнотолщинных элементов или разнородных материалов.
Задача изобретения заключается в получении образца для испытания сварной заготовки для листовой штамповки, например кузовных деталей автомобиля, состоящей из разнотолщинных элементов или разнородных материалов.
Задача решается тем, что заявляется образец для испытания сварной заготовки листовой штамповки, соответствующий по форме и размерам стандартным плоским образцам для статических испытаний на растяжение тонких листов и лент из черных и цветных металлов для определения характеристик механических свойств, изготовленный с продольным расположением сварного шва и с выполненной на внешней поверхности образца координатной сеткой в виде ячеек круглой формы, предназначенный для определения предельно допустимой деформации сварного соединения.
По искажению размеров ячеек, которые имеют при нанесении на образец круглую форму, после деформации судят о различии механических свойств в разных направлениях. Преимуществом заявленной формы ячеек является то, что в каком бы направлении не происходила деформация ячеек, - это не влечет за собой изменения их элипсовидной формы, что позволяет достоверно и менее трудоемко снимать размеры ячеек и в целом рассчитывать деформацию образца.
При испытании на растяжение образца составной заготовки, сваренной из листов разной толщины, прочности или рода материала, ширина листов по обе стороны от сварного шва выбрана таким образом, чтобы обеспечить равнопрочность листов на образце, а для компенсации по толщине в захватах образца в губках разрывной машины со стороны тонкого листа образец имеет дополнительную прокладку толщиной в разницу между свариваемыми листами для устранения изгибающего момента, возникающего вследствие неравномерности растягивающей нагрузки, что приводит к прогибу сварного шва в сторону более толстого или прочного листа, для исключения эксцентриситета нагрузки.
За счет изготовления плоского образца с продольным расположением сварного шва обеспечивается соосность шва и действующей растягивающей нагрузки, повышается точность (достоверность) при испытании на предельно допустимую деформацию сварного соединения за счет учета анизотропии свойств основного металла и металла сварного шва, т.к. вдоль волокон основного металла и вдоль сварного шва прочностные свойства выше, чем поперек.
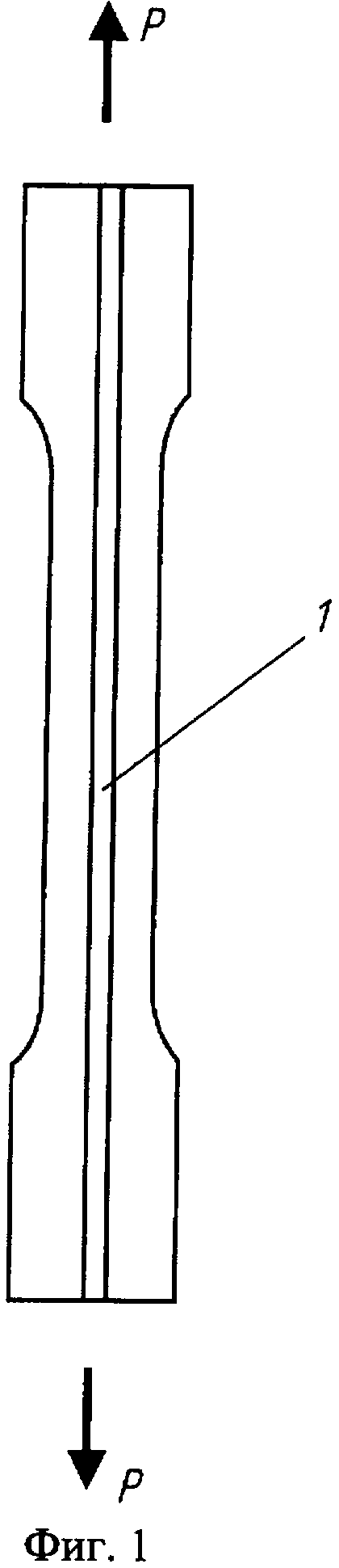
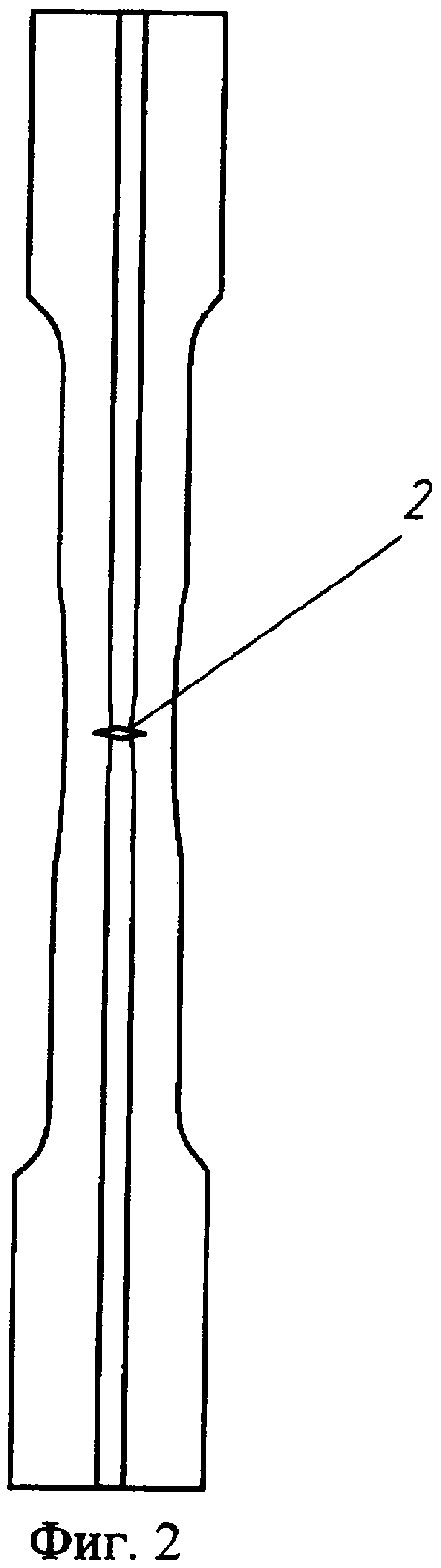
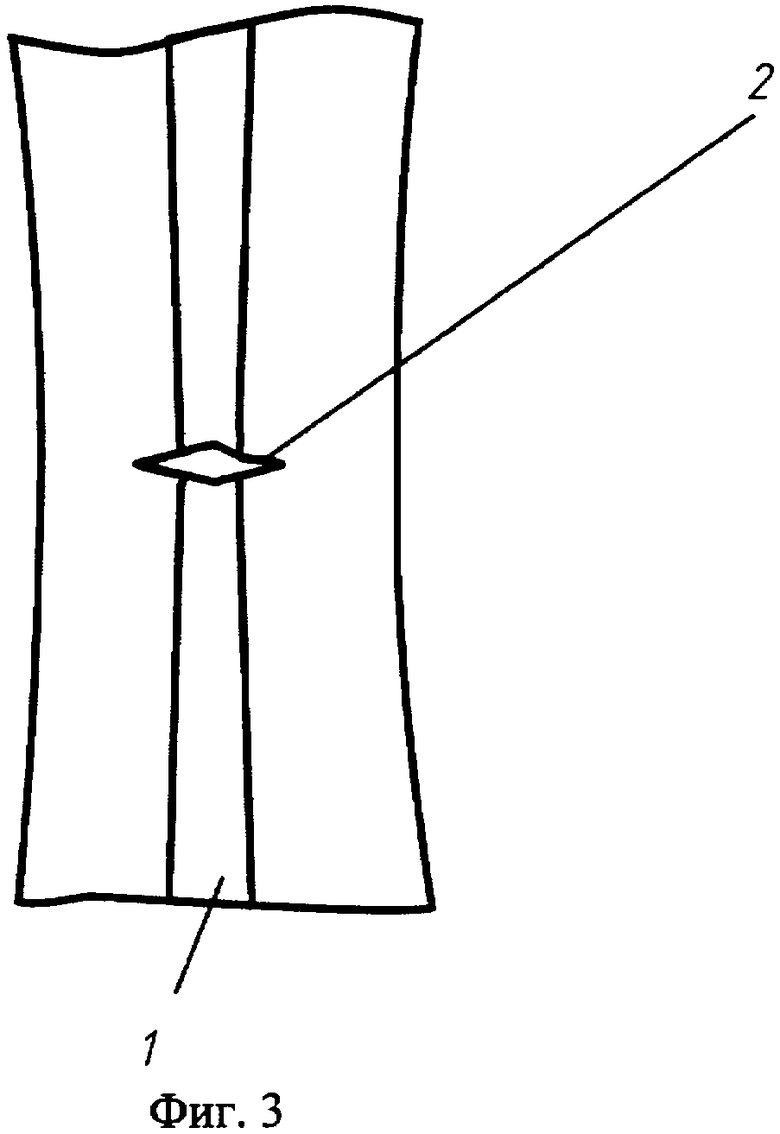
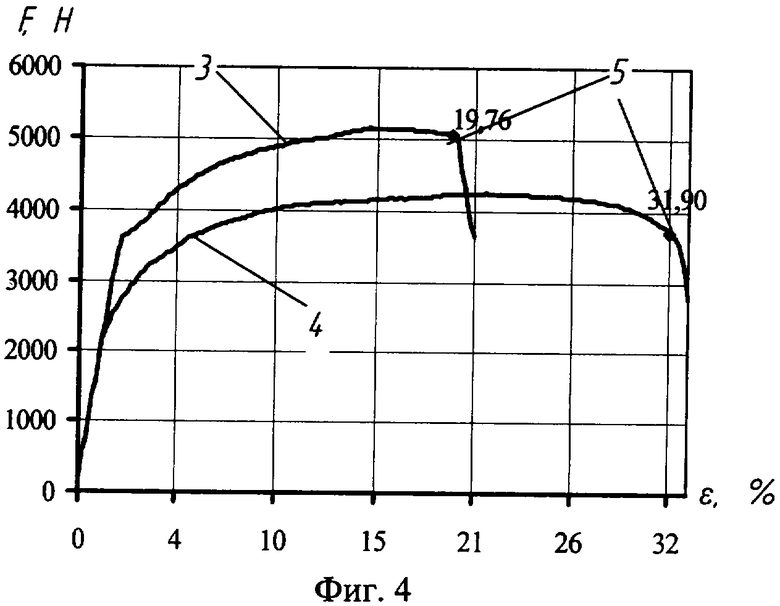
Сущность изобретения поясняется следующими графическими материалами. На фиг.1 изображен предлагаемый образец для испытания сварной заготовки, где 1 - это сварной шов, расположенный продольно, а Р - это направления нагружения при растяжении; на фиг.2 и 3 показан образец после проведения испытаний с изображением характера разрушения металла сварного шва на образце, где 2 - это поперечная трещина на сварном шве; на фиг.4 приведена диаграмма растяжения образцов как основного металла, а именно листа стали 08Ю толщиной 0,8 мм, так и соединения, сваренного при помощи лазера, составной заготовки из этих листов, где 3 - это кривая разрушения образца со сварным швом, 4 - кривая разрушения образца основного металла, а 5 - это точки предельной деформации; на фиг.5 - образец с нанесенными рисками и координатной сеткой 6; на фиг.6 дан общий вид образца после испытания также с нанесенной координатной сеткой 6, выполненной в виде ячеек круглой формы, на фиг.7 показана деформированная координатная сетка 6 и характер разрушения металла сварного шва в шейке на примере соединения аргонодуговой сварки; а на фиг.8 - поперечное смещение сварного шва испытанного образца разнотолщинной составной заготовки толщиной 0,8+1,8 мм, выполненной лазерной сваркой, где 7 - толстый лист, а 8 - тонкий лист составной заготовки, соединенные сваркой между собой.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного результата, заключаются в следующем.
Образец для испытания сварной заготовки для листовой штамповки представляет собой стандартный плоский образец, выполненный по ГОСТ 11701-84, с продольно расположенным сварным швом - 1 (фиг.1). Форма образца (в качестве примера) приведена на фиг.1, при этом на образец предварительно нанесена координатная сетка - 6, выполненная в виде ячеек круглой формы, (фиг.5-6), по искажению (фиг.7) которой после деформации судят о различии механических свойств в разных направлениях.
При испытании на растяжение образца составной заготовки, сваренной из листов разной толщины (фиг.8), где 7 - это толстый лист, а 8 - тонкий лист, прочности или рода материала, ширина листов по обе стороны от сварного шва выбрана таким образом, чтобы обеспечить равнопрочность листов на образце, а для компенсации по толщине в захватах образца в губках разрывной машины со стороны тонкого листа образец имеет дополнительную прокладку толщиной в разницу между свариваемыми листами для устранения изгибающего момента, возникающего вследствие неравномерности растягивающей нагрузки, что приводит к прогибу сварного шва в сторону более толстого или прочного листа, для исключения эксцентриситета нагрузки.
Образец испытывается следующим образом. Испытания проводятся, например, на разрывной машине UTS-100 по ГОСТ 11701-84 до появления трещины в образце. Направление приложения нагрузки показано на фиг.1. Материалы, используемые для листовой штамповки кузовных деталей автомобиля, имеют высокие пластические свойства. Величина равномерного относительного удлинения этих материалов составляет не менее 16…18%, поэтому разрушение сварного шва происходит после образования на образце шейки (фиг.2). Результаты испытания фиксируются на диаграмме растяжения (фиг.4).
По искажению предварительно нанесенных ячеек круглой формы координатной сетки на образце после их деформации судят об анизотропии свойств материала образца (фиг.7). При испытании на растяжение образца составной заготовки, сваренной из листов разной толщины (фиг.8), для устранения изгибающего момента, возникающего вследствие растягивающей нагрузки, что приводит к прогибу сварного шва в сторону более толстого листа, при зажиме образца захватывают и тонкий, и толстый лист для исключения эксцентриситета нагрузки.
Образец для испытания сварной заготовки листовой штамповки предполагается применять в машиностроении, в частности в автомобилестроении, для определения предельно допустимых деформаций при штамповке кузовных деталей автомобиля.
Использование изобретения позволяет повысить точность (достоверность) при испытаниях на предельно допустимую деформацию заготовки для листовой штамповки, выполненной из составной заготовки, сваренной из листов разной толщины, прочности или рода материала, за счет использования для расчета допустимой деформации нанесенной на образец координатной сетки с ячейками круглой формы и учета анизотропии свойств основного металла и металла сварного шва при продольном расположении последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2382349C2 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2591294C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2013 |
|
RU2571183C2 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
| Способ испытания листовых материалов | 2015 |
|
RU2620781C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА РАСТЯЖЕНИЕ, ИЗГИБ И ПРУЖИНЕНИЕ (ВАРИАНТЫ) | 2005 |
|
RU2344404C2 |
| Способ испытания листового металла | 2018 |
|
RU2682127C1 |
Изобретение относится к исследованию прочностных свойств твердых материалов.
Образец соответствует по форме и размерам стандартным плоским образцам для статических испытаний на растяжение тонких пластин и лент из черных и цветных металлов для определения характеристик механических свойств. Сварной шов на образце расположен продольно. На образец нанесена координатная сетка из ячеек круглой формы. Причем образец выполнен из составной заготовки, сваренной из листов разной толщины, прочности или рода материала, имеет ширину листов по обе стороны от сварного шва, обеспечивающую равнопрочность листов на образце.
Технический результат: получение образца для испытания, состоящего из разнотолщинных элементов или разнородных материалов. 1 з.п. ф-лы, 8 ил.
1. Образец для испытания сварной заготовки, соответствующий по форме и размерам стандартным плоским образцам с продольно расположенным сварным швом для статических испытаний на растяжение тонких пластин и лент из черных и цветных металлов для определения характеристик механических свойств, отличающийся тем, что образец с нанесенной координатной сеткой из ячеек круглой формы выполнен из составной заготовки, сваренной из листов разной толщины, прочности или рода материала, имеет ширину листов по обе стороны от сварного шва, обеспечивающую равнопрочность листов на образце.
2. Образец по п.1, отличающийся тем, что образец со стороны тонкого листа имеет дополнительную прокладку, толщиной в разницу размеров между свариваемыми листами для компенсации по толщине в захватах образца в губках разрывной машины.
| Способ изготовления образцов для определения свойств металла сварных швов тонкостенных соединений | 1949 |
|
SU86450A1 |
| Способ контроля степени упрочнения сварных соединений | 1960 |
|
SU136078A1 |
| Образец для испытания сварочных соединений на прочность | 1976 |
|
SU557290A1 |
| Образец для определения механическихСВОйСТВ МАТЕРиАлА СВАРНОгО шВА и ОКОлО-шОВНОй зОНы | 1978 |
|
SU847140A1 |
| US 3032640 А, 01.05.1962. | |||

