Предложенный способ контроля степени упрочнения сварных соединений, в отличие от известных способов, позволяет производить измерения с большей точностью и обеспечивает более Высокую производительность процесса контроля.
Описываемый способ предназначен для проверки упрочнения сварных швов из листового металла носле прокатки их роликами в тонколистовых конструкциях, применяемых в самолетостроении, ракетостроении и других отраслях промышленности.
Сушность изобретения заключается в том, что контроль осуществляют измерением пластической деформации путем измерения степени деформации координатной сетки, наносимой на изделие до упрочнения, с применением накладных шаблонов и измерительного микроскопа.
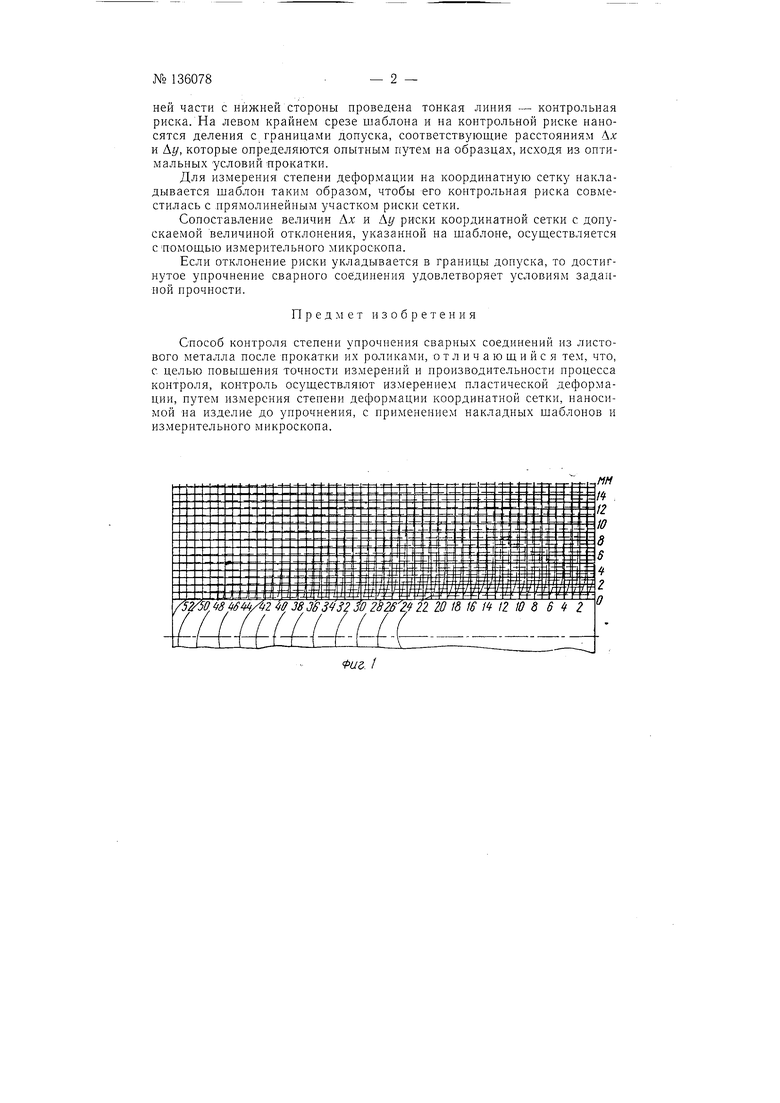
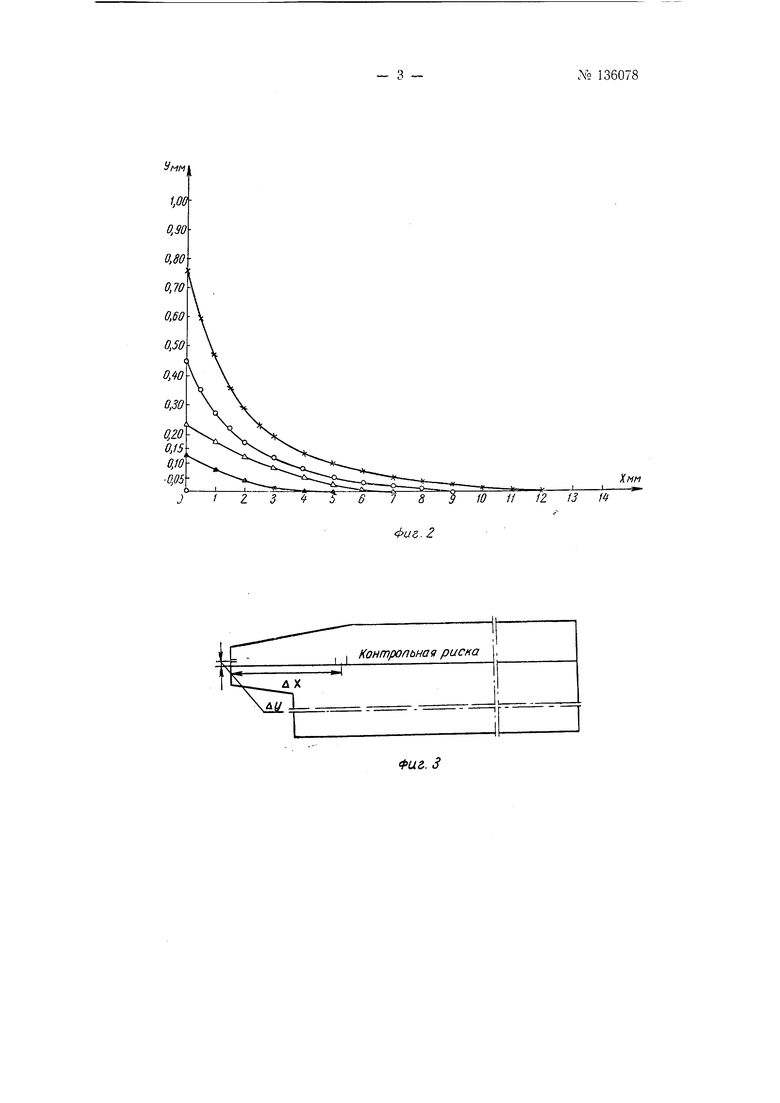
На фиг. 1 изображена наносимая на изделие координатная сетка; на фиг. 2 - кривые сдвиговых деформаций; на фиг. 3 - накладной шаблон.
Для контроля степени упрочнения сварных соединений из листового металла после прокатки их роликами на изделие до упрочнения наносится координатная сетка (фиг. 1). Сплошными линиями показано положение сеткидо прокатки и пунктирными - после прокатки.
Результат упрочнения сварного шва определяется величиной сдвигов, оцениваемых величиной переМещений у зоны сплавления Дг/ и шириной зоны ДА:, где в результате прокатки шва роликами произошли сдвиговые деформации (фиг. 2).
Контроль степени упрочнения шва осуществляется путем измерения степени искривления рисок координатной сетки. Для этих целей применяются накладные шаблоны и измерительный микроскоп.
Накладной шаблон (фиг. 3) выполняется из прозрачного материала толщиной 1 -1,5 мм и длиной не менее 80 мм. На всей его длине в сред№ 136078- 2 -
ней части с нижней стороны нроведена тонкая линия - контрольная риска. На левом крайнем срезе шаблона и на контрольной риске наносятся деления с границами допуска, соответствующие расстояниям и Лг/, которые определяются опытным путем на образцах, исходя из оптимальных условий прокатки.
Для измерения степени деформации на координатную сетку накладывается шаблон таким образом, чтобы его контрольная риска совместилась с прямолинейным участком риски сетки.
Сопоставление величин Ах и Дг/ риски координатной сетки с допускаемой величиной отклонения, указанной на шаблоне, осуществляется с помощью измерительного микроокопа.
Если отклонение риски укладывается в границы допуска, то достигнутое упрочнение сварного соединения удовлетворяет условиям заданной прочности.
Предмет изобретения
Способ контроля степени упрочнения сварных соединений из листового металла после нрокатки их роликами, отличающийся тем, что, с целью повышения точности измерений и производительности процесса контроля, контроль осуществляют измерением пластической деформации, путем измерения степени деформации координатной сетки, наносимой на изделие до упрочнения, с применением накладных шаблонов и измерительного микроскопа.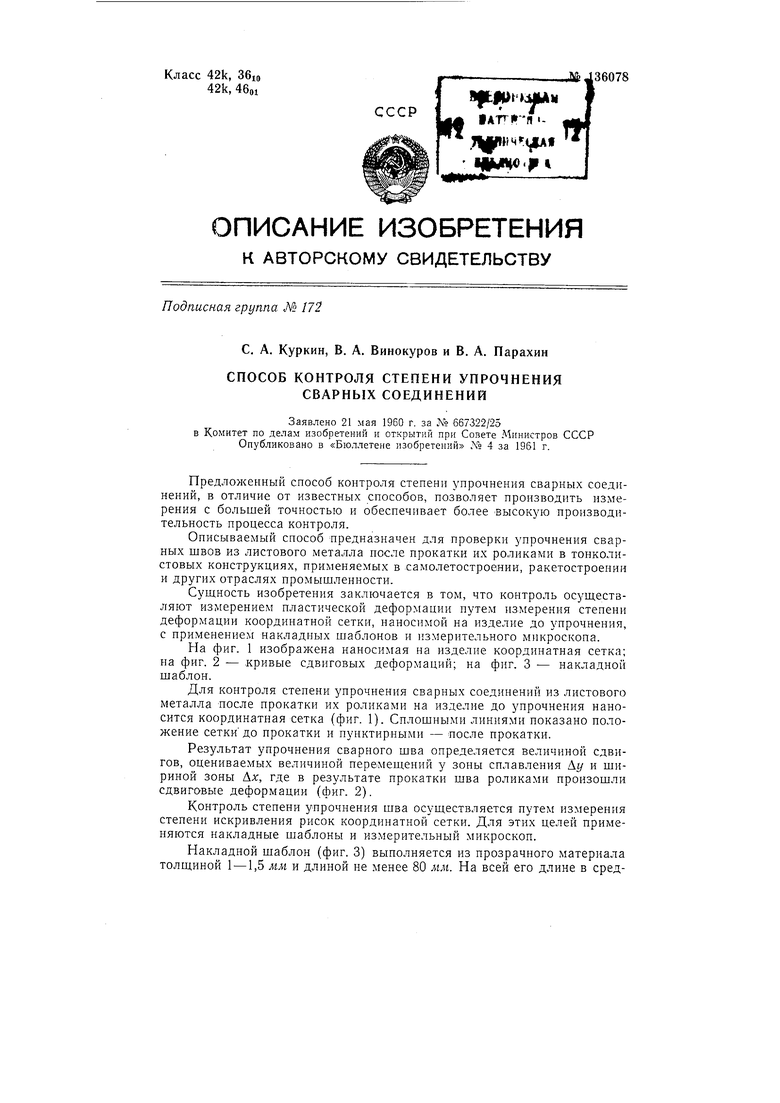
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| Способ получения сварных соединений | 1984 |
|
SU1191236A1 |
| СПОСОБ КОНТРОЛЯ СТРУКТУРЫ ИЗДЕЛИЯ | 2004 |
|
RU2269092C2 |
| Способ изготовления сварных соединений | 1989 |
|
SU1680472A1 |
| Способ получения сварных соединений | 1982 |
|
SU1052357A1 |
| Способ изготовления сварных соединений | 1989 |
|
SU1682100A1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ | 1973 |
|
SU390890A1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ | 2007 |
|
RU2378634C2 |
| Способ изготовления сварных соединений | 1984 |
|
SU1220913A1 |
, 8 6 t/ff2 0 38JS3 3230 Z82jB2.f2i 10 t8 IS if 12 Ю 8 6 2
JE
T-m-lc
iiУмм
Хмм
12 13 1
Фиг. 2
