Изобретение относится к исследованию прочностных свойств твердых материалов путем приложения к ним растягивающих статических нагрузок, а также к исследованию материалов механическими способами для обнаружения локальных дефектов или нерегулярностей в материале, приводящих к анизотропии, в частности, к способам статических испытаний на растяжение сварного соединения в целом и его отдельных участков с целью определения при температуре  характеристики механических свойств, а более конкретно - к способам испытания сварных заготовок листовой штамповки кузовных деталей автомобиля для определения предельно допустимых деформаций.
характеристики механических свойств, а более конкретно - к способам испытания сварных заготовок листовой штамповки кузовных деталей автомобиля для определения предельно допустимых деформаций.
Известен способ испытания механических характеристик сварных швов на статическое (кратковременное) растяжение по ГОСТ 6996-66 «Сварные соединения. Методы определения механических свойств». Эти испытания проводят на разрывных машинах на цилиндрических образцах, которые изготавливают путем вырезки металла из сварного шва (ГОСТ 6996-66, с.1-20).
Кроме того, для сварных соединений тонколистового проката предусмотрены испытания на статическое растяжение для определения наиболее слабого участка сварного соединения и для определения прочности металла в стыковом соединении при поперечном расположении сварного шва к действующей нагрузке.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе применяют образцы, размеры которых (минимальный диаметр образца 3±0,1 мм) превышают размеры сварных соединений тонколистовых материалов сварных заготовок, применяемых в мировом автомобилестроении при листовой штамповке кузовных деталей автомобиля (толщина листов 0,65…2,0 мм). Изготовление пропорционально коротких цилиндрических образцов с меньшим диаметром, которые допускаются по вышеуказанному ГОСТу, технически затруднительно из-за малых размеров образцов сварных швов на заготовках.
Наиболее близким способом к заявленному изобретению по совокупности признаков является способ испытания сварной заготовки, в котором путем статических испытаний на растяжение стандартных плоских образцов, вырезаемых из тонких листов и лент из черных и цветных металлов толщиной до 3,0 мм с формой и размерами, соответствующими образцам по ГОСТ 11701-84 «Металлы. Методы испытаний на растяжение» (ГОСТ 11701-84, с.1-10). При этом вырезку заготовок для образцов и изготовление образцов проводят по ГОСТ 1497-84.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что плоский образец для испытаний на растяжение вырезают поперек шва из стыкового сварного соединения, что приводит к низкой точности (достоверности) данных, получаемых при испытании сварных заготовок для листовой штамповки кузовных деталей автомобиля вследствие того, что при использовании сварных заготовок лимитирующим фактором при штамповке являются деформации не поперек, а вдоль сварного шва. Кроме того, при анализе технологичности детали из сварной заготовки необходимо делать проверку на непревышение максимально допустимых деформаций также вдоль шва ввиду большой анизотропии механических свойств основного металла и металла сварного шва (вдоль волокон основного металла и вдоль металла сварного шва прочностные свойства выше, чем поперек).
Задача изобретения заключается в создании способа испытания сварной заготовки листовой штамповки, в частности, кузовных деталей автомобиля.
Для решения данной задачи по первому варианту в способе испытания сварной заготовки путем статического испытания на растяжение плоского образца, который вырезают из сварной заготовки, изготовленной из тонкого листа и ленты из черного или цветного металла толщиной до 3,0 мм, для определения характеристик механических свойств, образец изготавливают с продольным расположением сварного шва, испытания проводят на разрывных машинах до появления трещины на образце, результат испытания фиксируют на диаграмме растяжения. Для исследования анизотропии на образец предварительно наносят сетку, по искажению которой после деформации судят о различии механических свойств в поперечном сечении. После испытания снимают образец, далее выбирают ячейки вблизи от зоны разрушения, но находящиеся вне зоны разрушения, замеряют размер ячеек, сравнивают между собой, выбирают максимально деформированную ячейку, расположенную вне зоны разрушения.
При испытании на растяжение сварного образца из листов разной толщины, прочности или рода материала поперечное сечение образца изготавливают таким образом, чтобы площади поперечных сечений толстого (более прочного материала) и тонкого (менее прочного материала) листов по обе стороны от сварного шва обеспечивали равнопрочность этих листов, а для компенсации по толщине в захватах образца в губках разрывной машины со стороны тонкого листа компенсируют дополнительной прокладкой толщиной в разницу между свариваемыми листами для устранения изгибающего момента, возникающего вследствие неравномерности растягивающей нагрузки, что приводит к прогибу сварного шва в сторону более толстого или прочного листа, при этом обеспечивают зажим образца, которым захватывают и тонкий (менее прочный), и толстый (более прочный) листы образца для исключения эксцентриситета нагрузки.
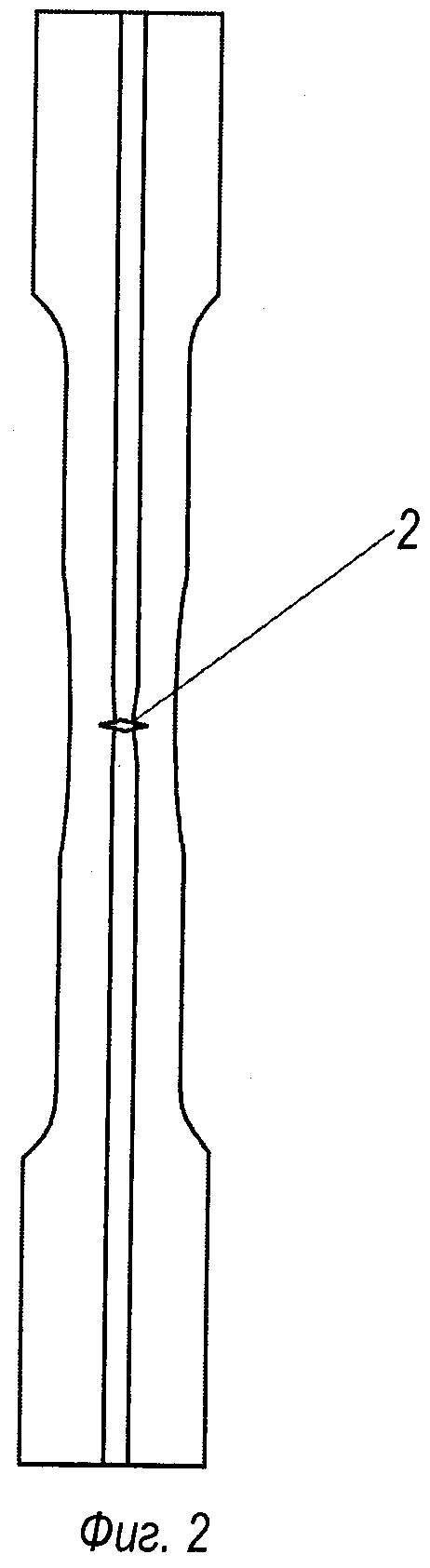
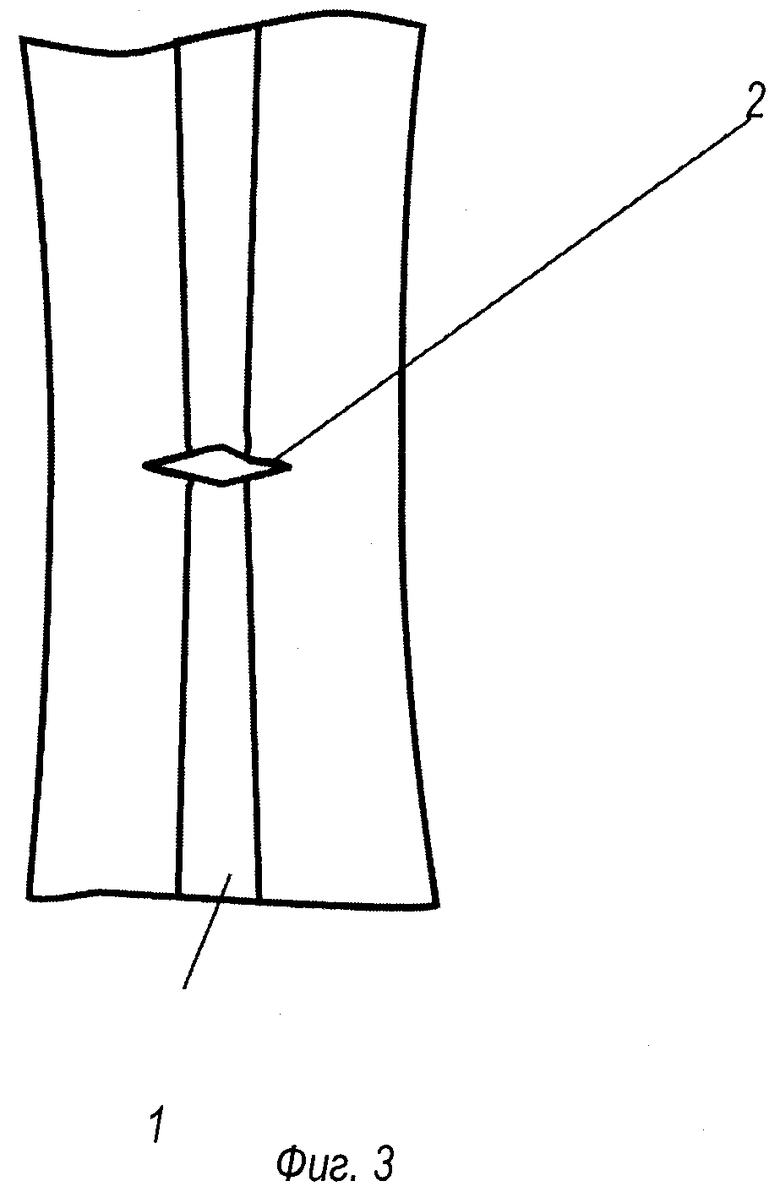
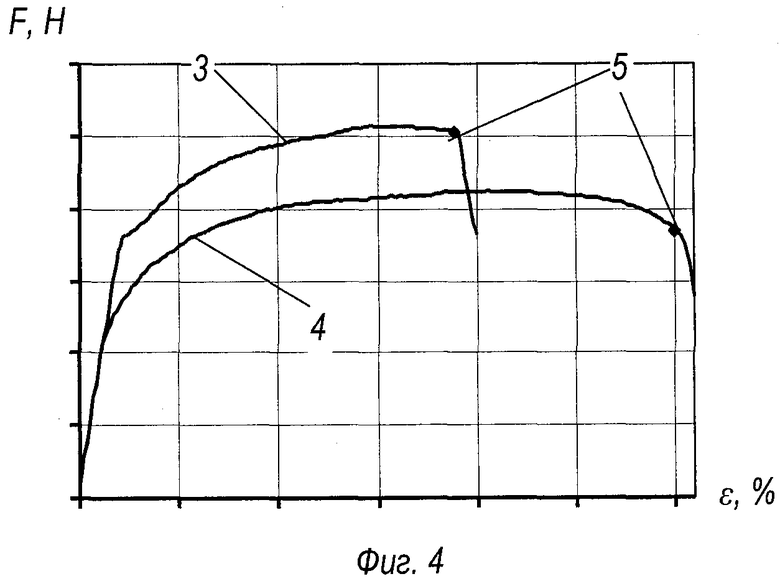
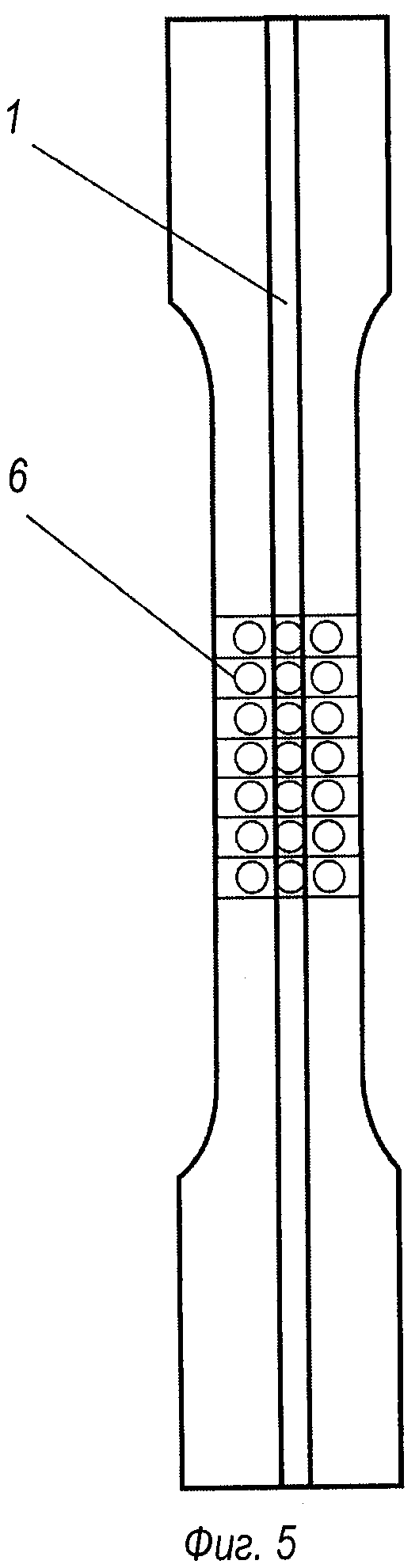
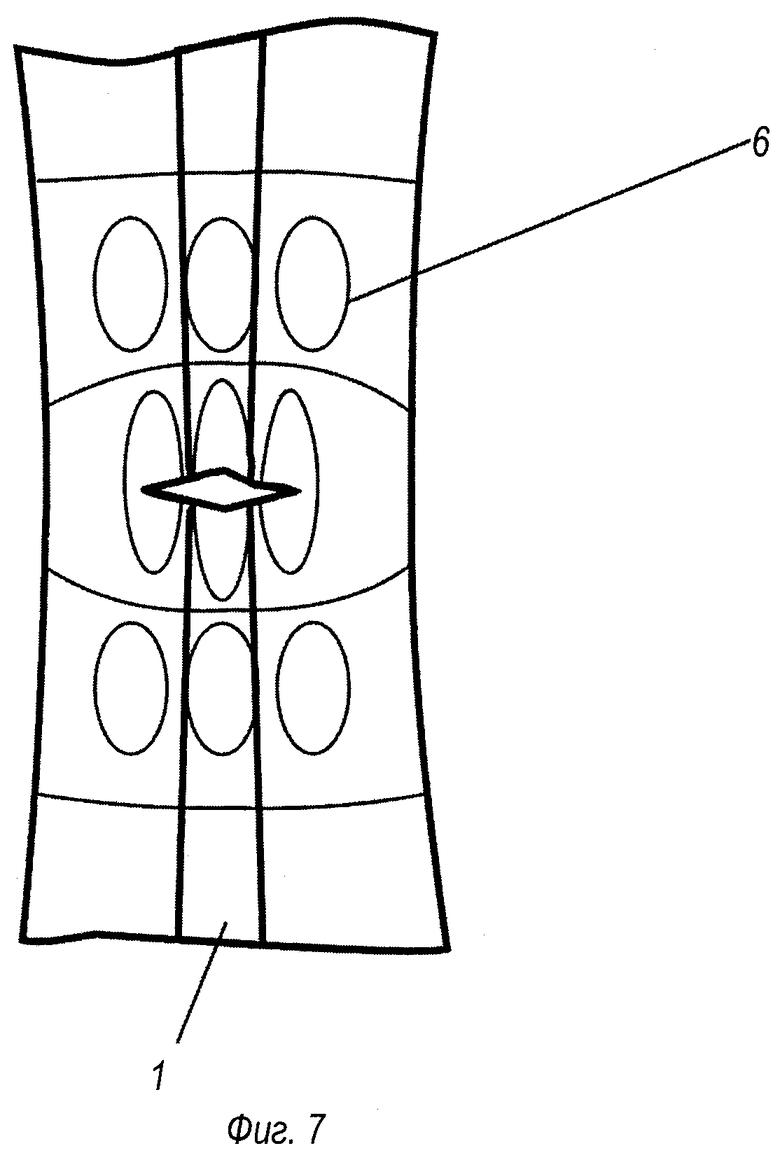
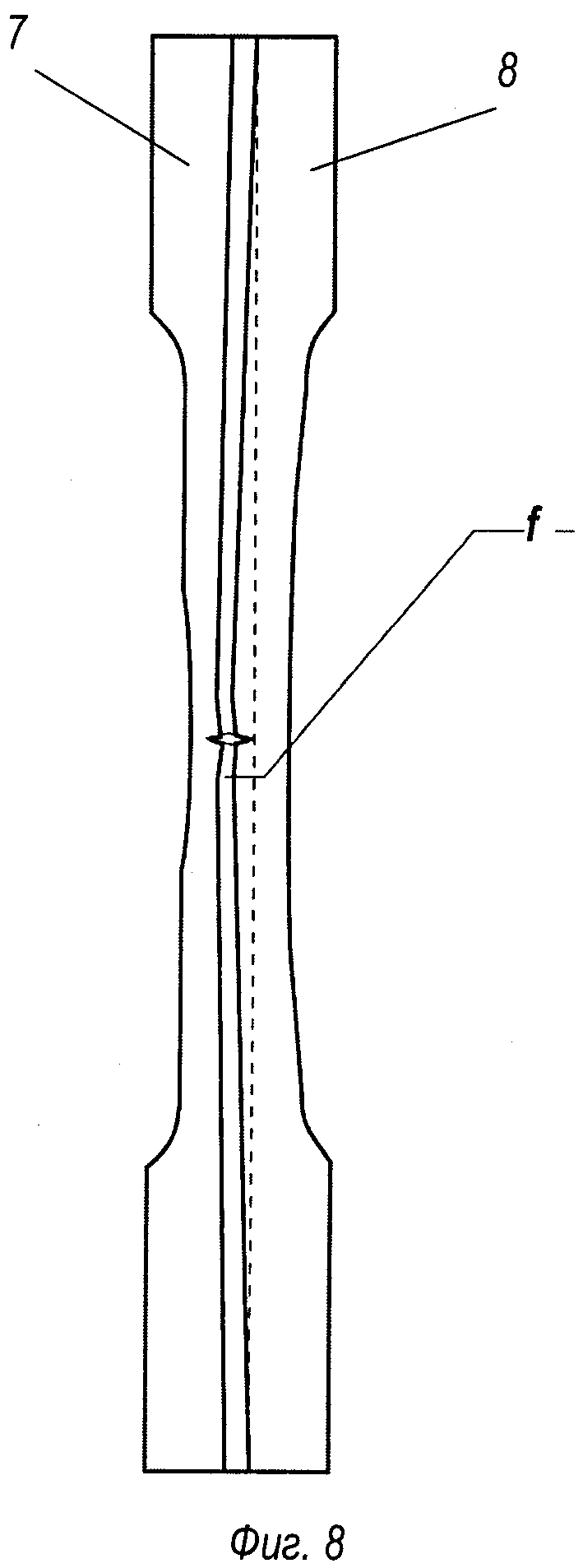
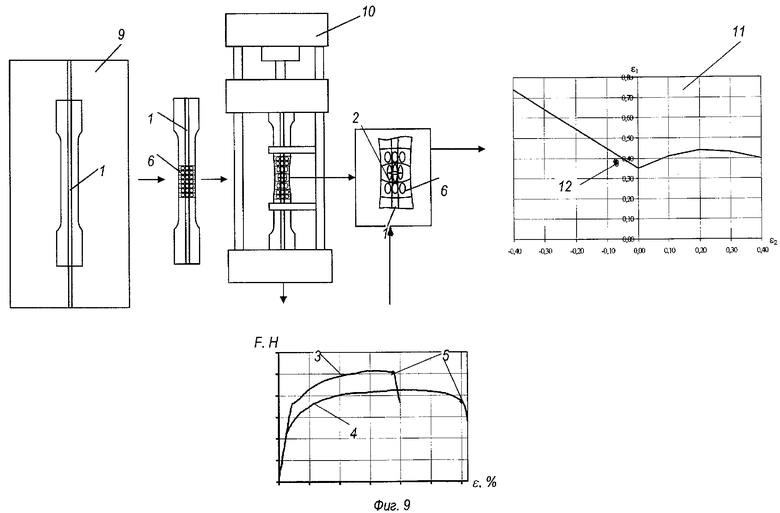
Сущность изобретения по первому варианту поясняется на чертежах, где показано на фиг.1 - образец для испытания сварной заготовки, где 1 - это сварной шов, расположенный продольно, а Р - это направления нагружения при растяжении; на фиг.2 и фиг.3 показан образец после проведения испытаний с изображением характера разрушения металла сварного шва на образце, где 2 - это поперечная трещина на сварном шве; на фиг.4 приведена диаграмма растяжения образцов как основного металла, а именно листа стали 08Ю толщиной 0,8 мм, так и соединения, сваренного при помощи лазера, составной заготовки из этих листов, где 3 - это кривая разрушения образца со сварным швом, 4 - кривая разрушения образца основного металла, а 5 - это точки предельной деформации; на фиг.5 - образец с нанесенными рисками и координатной сеткой 6; на фиг.6 дан общий вид образца после испытания также с нанесенной координатной сеткой 6, выполненной в виде ячеек круглой формы; на фиг.7 показана деформационная координатная сетка 6 и характер разрушения металла сварного шва в шейке на примере соединения аргонодуговой сварки; на фиг.8 показано поперечное смещение сварного шва испытанного образца разнотолщинной составной заготовки толщиной 0,8+1,8 мм, выполненной лазерной сваркой, где 7 - толстый лист, 8 - тонкий лист составной заготовки, соединенные сваркой между собой, f - величина прогиба образца в сторону толстого листа; на фиг.9 - порядок проведения испытания по первому и второму варианту способа.
Сведения, подтверждающие возможность осуществления изобретения по первому варианту.
Способ испытания сварной заготовки путем статического испытания на растяжение стандартного плоского образца, который вырезают из тонких листов и лент из черных и цветных металлов толщиной до 3,0 мм, для определения характеристик механических свойств осуществляют на образце, который изготавливают с продольным расположением сварного шва (фиг.1) с соблюдением требований по отбору образцов со сварным швом по ГОСТ 6996-66, при испытании на растяжение сварного образца из листов разной толщины, прочности или рода материала (фиг.8) поперечное сечение образца получают таким образом, чтобы площади поперечных сечений толстого (более прочного материала) и тонкого (менее прочного материала) листов по обе стороны от сварного шва обеспечивали равнопрочность этих листов, а для компенсации по толщине в захватах образца в губках разрывной машины со стороны тонкого листа компенсируют дополнительной прокладкой толщиной в разницу между свариваемыми листами для устранения изгибающего момента, возникающего вследствие неравномерности растягивающей нагрузки, что приводит к прогибу сварного шва в сторону более толстого или прочного листа (фиг.8); на образец предварительно наносят координатную сетку (фиг.5), выполненную в виде ячеек круглой формы; проводят статическое испытание образца на растяжение на разрывной машине 10 по ГОСТ 11701-84 в направлении приложения нагрузки, указанном на фиг.1, до появления трещины на образце (фиг.2, 3), при этом обеспечивают зажим образца, которым захватывают и тонкий (менее прочный), и толстый (более прочный) листы образца, для исключения эксцентриситета нагрузки испытания проводят на разрывных машинах до появления трещины на образце (фиг.2), результат испытания фиксируют на диаграмме растяжения (фиг.3).
Для исследования анизотропии на образец предварительно наносят сетку (фиг.4), по искажению которой после деформации (фиг.5) судят о различии механических свойств в разных направлениях.
Для решения данной задачи по второму варианту в способе испытания сварной заготовки путем статического испытания на растяжение плоского образца, который предварительно вырезают из тонкого листа или ленты из черного или цветного металла толщиной до 3,0 мм, для определения характеристик механических свойств, образец изготавливают также, как и по первому варианту с продольным расположением сварного шва, наносят координатную сетку на образец в виде ячеек круглой формы, далее образец помещают в разрывную машину, производят растяжение вдоль сварного шва образца, при этом синхронно по времени с определением зависимости усилия прикладываемого к образцу от относительной деформации, которую замеряют посредством датчиков испытательной машины, производят непрерывную фотосъемку внешнего вида деформирующейся координатной сетки на растягиваемом образце, после достижения равномерной деформации образца с массива данных испытательной машины путем сравнения между собой результатов замеров вычисляют разницу величин прикладываемого деформационного усилия в последующих и предыдущих замерах, выбирают в качестве критерия достижения предельной допустимой деформации такой результат замеров, после которого определяемая разница начинает скачкообразно, резко возрастать (физический смысл резкого падения деформационного усилия заключается в чрезмерном снижении площади поперечного сечения образца), а с массива фотоснимков выбирают соответствующий по времени данному замеру снимок, на котором производят замер деформации сетки для определения допустимой деформации материала образца, затем рассчитывают величину главных логарифмических деформаций и производят построение точек на диаграмме предельных деформаций для испытываемых материалов и используют данную диаграмму с определенными точками для анализа штампуемости детали из сварной заготовки с учетом отклонения напряженного деформационного состояния ее.
Второй вариант способа испытания сварной заготовки поясняется на фиг.9, где 1 - это сварной шов, продольно расположенный на заготовке 9, 2 - поперечная трещина на сварном шве образца, 3 - кривая разрушения образца со сварным швом на диаграмме растяжения, 4 - кривая разрушения образца основного металла также на диаграмме растяжения, а 5 - это нанесенные на данной диаграмме точки предельной деформации, 6 - координатная сетка, выполненная в виде ячеек круглой формы. Позициями 7 и 8 показаны соответственно толстый и тонкий листы составной заготовки, соединенные сваркой.
Сведения, подтверждающие возможность осуществления изобретения.
Способ испытания сварной заготовки осуществляют в следующем порядке (фиг.9). Из сварной заготовки 9 изготавливают плоский образец, имеющий продольно расположенный сварной шов 1 (фиг.1), при испытании на растяжение сварного образца из листов разной толщины, прочности или рода материала (фиг.8) поперечное сечение образца изготавливают так, чтобы площади поперечных сечений толстого (более прочного материала) и тонкого (менее прочного материала) листов по обе стороны от сварного шва обеспечивали равнопрочность этих листов, а для компенсации по толщине в захватах образца в губках разрывной машины со стороны тонкого листа компенсируют дополнительной прокладкой толщиной в разницу между свариваемыми листами для устранения изгибающего момента, возникающего вследствие неравномерности растягивающей нагрузки, что приводит к прогибу сварного шва в сторону более толстого или прочного листа (фиг.8). На образец 9 предварительно наносят координатную сетку 6 (фиг.5), выполненную в виде ячеек круглой формы, далее проводят статическое испытание образца на растяжение на разрывной машине 10 в направлении приложения нагрузки Р, указанном на фиг.1, обеспечивая зажим образца, при этом захватывают и тонкий (менее прочный), и толстый (более прочный) листы образца для исключения эксцентриситета нагрузки, результат испытания синхронно по времени фиксируют на диаграмме растяжения образца и проводят непрерывно в течение испытания фотосъемку внешнего вида искажений координатной сетки 6, фиксируют время достижения предельной деформации по резкому скачкообразному снижению усилия деформации по кривым 3 и 4 на диаграмме растяжения, по соответствующему зафиксированному моменту времени определяют кадр внешнего вида искажений координатной сетки 6 и замеряют величину этих искажений, рассчитывают величину главных логарифмических деформаций, в соответствии с расчетом определяют на диаграмме предельных деформаций 11 для основного материала точку 12, при анализе технологичности детали из сварной заготовки определяют штампуемость детали в месте прохождения сварного шва по точке 12 на диаграмме предельных деформаций 11.
За счет продольного расположения сварного шва на плоском образце повышается точность (достоверность) при испытании на предельно допустимую деформацию сварной заготовки листовой штамповки, т.к. при использовании сварных заготовок лимитирующим фактором являются деформации вдоль сварного шва, и при анализе технологичности детали из сварной заготовки проверку на непревышение максимально допустимых деформаций также осуществляют вдоль шва.
Заявленный способ по двум вариантам предполагается применять в машиностроении, в частности в автомобилестроении, для определения предельно допустимых деформаций при штамповке кузовных деталей автомобиля.
Использование изобретения по первому и второму варианту позволяет повысить точность (достоверность) при испытаниях на предельно допустимую деформацию сварной заготовки листовой штамповки за счет учета анизотропии свойств основного металла и металла сварного шва при продольном расположении последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ | 2007 |
|
RU2378634C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ И КРИТЕРИЕВ ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2006 |
|
RU2336135C2 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2134872C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНИЧНЫХ УСЛОВИЙ ФОРМООБРАЗОВАНИЯ ГНУТЫХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2200639C2 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2591294C1 |
| СПОСОБ ВЫБОРА ТОЛЩИНЫ И МАТЕРИАЛА ЗАГОТОВКИ | 1995 |
|
RU2092261C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАКСИМАЛЬНЫХ ИСТИННЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ | 2006 |
|
RU2319944C1 |
| Способ определения технологической прочности металлов | 1977 |
|
SU659323A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2016726C1 |
| СВАРНЫЕ КОНСТРУКЦИИ ИЗ КОРРОЗИОННО-УСТОЙЧИВЫХ СПЛАВОВ В КОНСТРУКЦИЯХ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И ТРУБОПРОВОДАХ, ВЫДЕРЖИВАЮЩИЕ ВЫСОКИЕ ОСЕВЫЕ ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ | 2008 |
|
RU2452779C2 |

Изобретение относиться к исследованию прочностных свойств твердых материалов. Сущность: растягивают плоский образец, предварительно вырезанный из сварной заготовки, изготовленной из тонкого листа или ленты из черного или цветного металла толщиной до 3,0 мм. На образец, с продольным расположением сварного шва, наносят координатную сетку. Испытания проводят до появления трещины на образце. Результат испытания фиксируют на диаграмме растяжения, по искажению размеров сегментов сетки после испытания судят о различии механических свойств в поперечном сечении образца. По второму варианту на образец с продольным расположением сварного шва наносят координатную сетку в виде ячеек круглой формы. Образец помещают в разрывную машину, производят растяжение вдоль сварного шва образца. Синхронно по времени с определением зависимости усилия, прикладываемого к образцу от его относительной деформации, которую замеряют посредством датчиков испытательной машины, производят непрерывную фотосъемку внешнего вида деформирующейся координатной сетки на растягиваемом образце. После достижения предельной величины равномерной деформации образца с массива данных испытательной машины путем сравнения между собой результатов замеров вычисляют разницу величин прикладываемого деформационного усилия в последующих и предыдущих замерах, выбирают в качестве критерия достижения предельной допустимой деформации такой результат замеров, после которого определяемая разница начинает резко возрастать, а с массива фотоснимков выбирают соответствующий по времени данному замеру снимок, на котором производят замер деформации сетки для определения допустимой деформации материала образца. Рассчитывают величину главных логарифмических деформаций и производят построение точек на диаграмме предельных деформаций для испытываемых материалов и используют данную диаграмму с определенными точками для анализа штампуемости детали из сварной заготовки с учетом отклонения ее напряженного деформационного состояния. Технический результат: повышение точности испытаний. 2 н. и 2 з.п. ф-лы, 9 ил.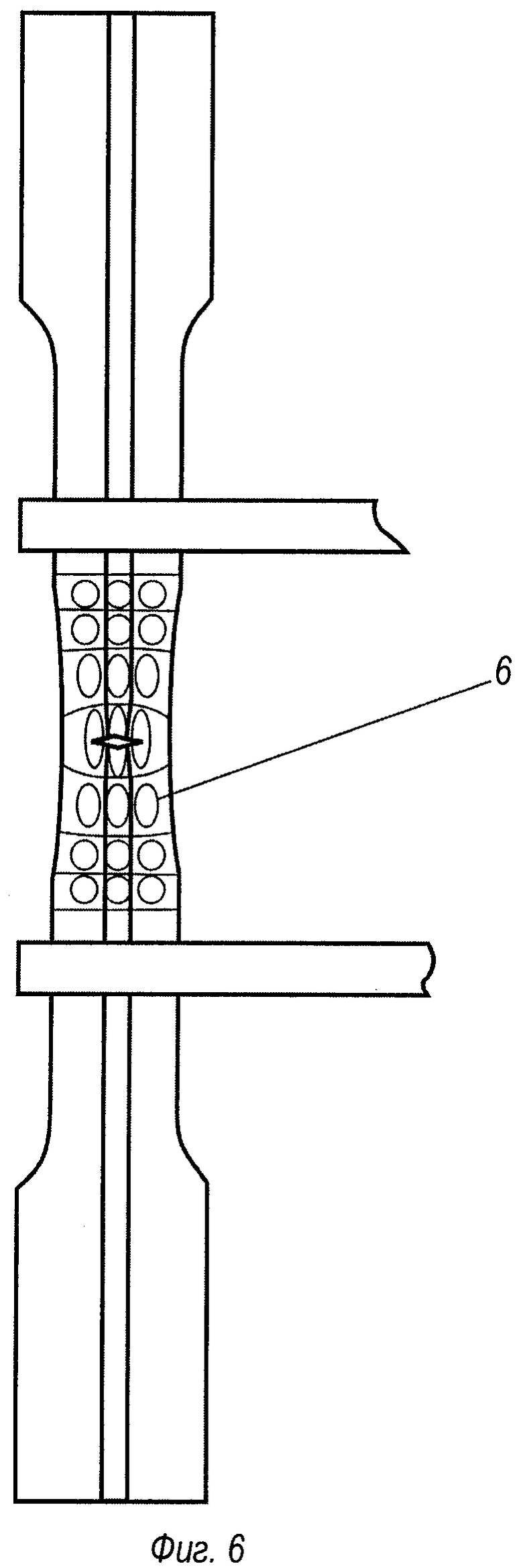
1. Способ испытания сварной заготовки, заключающийся в том, что растягивают плоский образец, предварительно вырезанный из сварной заготовки, изготовленной из тонкого листа или ленты из черного или цветного металла толщиной до 3,0 мм, для определения характеристик механических свойств, отличающийся тем, что изготавливают образец с продольным расположением сварного шва, наносят координатную сетку на образец и испытания проводят до появления трещины на образце, результат испытания фиксируют на диаграмме растяжения, по искажению размеров сегментов сетки после испытания судят о различии механических свойств в поперечном сечении образца.
2. Способ по п.1, отличающийся тем, что при испытании на растяжение сварного образца из листов разной толщины, прочности или рода материала поперечное сечение образца изготавливают таким образом, чтобы площади поперечных сечений толстого - более прочного материала - и тонкого - менее прочного материала - листов по обе стороны от сварного шва обеспечивали равнопрочность этих листов, а для компенсации по толщине в захватах образца в губках разрывной машины со стороны тонкого листа компенсируют дополнительной прокладкой толщиной в разницу между свариваемыми листами, при этом обеспечивают зажим образца, которым захватывают и тонкий (менее прочный) и толстый (более прочный) листы образца для исключения эксцентриситета нагрузки.
3. Способ испытания сварной заготовки, заключающийся в том, что растягивают плоский образец, предварительно вырезанный из сварной заготовки, изготовленной из тонкого листа или ленты из черного или цветного металла толщиной до 3,0 мм, для определения характеристик механических свойств, отличающийся тем, что изготавливают образец с продольным расположением сварного шва, наносят координатную сетку на образец в виде ячеек круглой формы, далее образец помещают в разрывную машину, производят растяжение вдоль сварного шва образца, при этом синхронно по времени с определением зависимости усилия, прикладываемого к образцу, от его относительной деформации, которую замеряют посредством датчиков испытательной машины, производят непрерывную фотосъемку внешнего вида деформирующейся координатной сетки на растягиваемом образце, после достижения предельной величины равномерной деформации образца с массива данных испытательной машины путем сравнения между собой результатов замеров вычисляют разницу величин прикладываемого деформационного усилия в последующих и предыдущих замерах, выбирают в качестве критерия достижения предельной допустимой деформации такой результат замеров, после которого определяемая разница начинает резко возрастать, а с массива фотоснимков выбирают соответствующий по времени данному замеру снимок, на котором производят замер деформации сетки для определения допустимой деформации материала образца, затем рассчитывают величину главных логарифмических деформаций и производят построение точек на диаграмме предельных деформаций для испытываемых материалов и используют данную диаграмму с определенными точками для анализа штампуемости детали из сварной заготовки с учетом отклонения ее напряженного деформационного состояния.
4. Способ по п.3, отличающийся тем, что при испытании на растяжение сварного образца из листов разной толщины, прочности или рода материала поперечное сечение образца изготавливают таким образом, чтобы площади поперечных сечений толстого - более прочного материала - и тонкого - менее прочного материала - листов по обе стороны от сварного шва обеспечивали равнопрочность этих листов, а для компенсации по толщине в захватах образца в губках разрывной машины со стороны тонкого листа компенсируют дополнительной прокладкой толщиной в разницу между свариваемыми листами, при этом обеспечивают зажим образца, которым захватывают и тонкий (менее прочный) и толстый (более прочный) листы образца для исключения эксцентриситета нагрузки.
| Способ определения стойкости сварного соединения против образования холодных трещин после сварки | 1984 |
|
SU1320699A1 |
| Способ изготовления образцов для определения свойств металла сварных швов тонкостенных соединений | 1949 |
|
SU86450A1 |
| Способ контроля степени упрочнения сварных соединений | 1960 |
|
SU136078A1 |
| US 3032640 A, 01.05.1962. | |||

