Область техники
Настоящее изобретение относится к области высоковольтной технологии. В частности, оно относится к проходному изолятору и способу его изготовления, а также касается применения листового материала согласно ограничительной части независимых пунктов формулы изобретения. Такие проходные изоляторы находят свое применение, например, в трансформаторах, в распределительных устройствах с газовой изоляцией, в генераторах либо в качестве испытательных изоляторов.
Уровень техники
Проходные изоляторы представляют собой такие устройства, которые обычно используются для подведения тока высокого напряжения через заземленную перегородку, например, внутрь бака трансформатора. Для того чтобы уменьшить напряженность электрического поля близости проходного изолятора и обеспечить возможность регулирования этого поля, разработаны конденсаторные проходные изоляторы, известные также как (высоко)точные. Конденсаторные проходные изоляторы облегчают регулирование электрического напряжения с помощью плавающих стабилизирующих (электродных) пластин, вставляемых внутрь сердцевины проходного изолятора. Сердцевина конденсаторного проходного изолятора уменьшает градиент поля, а также способствует распределению поля по длине изолятора, что позволяет получить частичный разряд со значением напряжения, значительно превышающим значение номинального напряжения.
Сердцевина конденсаторного проходного изолятора в типичных случаях представляет собой намотку из крафт-бумаги или крепированной крафт-бумаги в качестве прокладки. Стабилизирующие пластины изготавливаются либо в виде металлических вставок (обычно из алюминия), либо в виде неметаллических накладок (наносимых краской или графитовой мастикой). Такие пластины располагаются соосно так, чтобы обеспечить получение оптимального баланса между наружным искрением и сопротивлением внутреннему пробою. При применении бумажной прокладки обеспечивается определенное положение электродных пластин и обеспечивается стойкость к механическим воздействиям.
Сердцевины конденсаторов в современных проходных изоляторах пропитываются либо маслом (БПМ - бумага, пропитанная маслом), либо смолой (БПС - бумага, пропитанная смолой). Преимущество проходных изоляторов с бумагой, пропитанной смолой, заключается в том, что они представляют собой сухие (не содержащие масла) проходные изоляторы. Сердцевина с бумагой, пропитанной смолой, намотана из бумаги, причем электродные пластины вставлены в соответствующие места между соседними слоями бумажной обмотки. При последующем нагревании и вакуумировании сердцевины происходит пропитка ее смолой.
Недостаток проходных изоляторов, изготовленных из пропитанной бумаги, заключается в том, что процесс пропитки бумаги маслом или смолой является довольно медленным процессом. Поэтому было бы весьма желательно так или иначе ускорить процесс производства высоковольтных проходных изоляторов, но в которых при этом, тем не менее, не оставалось бы пустот, и они были бы безопасны в эксплуатации.
Раскрытие изобретения
Таким образом, целью настоящего изобретения является создание высоковольтного проходного изолятора, а также способа изготовления такого проходного изолятора, которые не имели бы всех тех недостатков, которые указаны здесь выше. При этом такой способ производства должен осуществляться в ускоренном темпе, и в частности, процесс пропитки должен занимать меньше времени.
Указанная проблема успешно решается при применении устройств и способа, характеристика которых приводится в пунктах прилагаемой формулы изобретения.
В соответствии с настоящим изобретением, проходной изолятор имеет проводник и сердцевину, окружающую проводник, причем сердцевина представляет собой листовую прокладку, которая пропитывается электроизоляционным вяжущим веществом. Характерная особенность прокладки состоит в наличии множества отверстий, заполняемых вяжущим веществом.
Как правило, в качестве такого проводника применяется стержень, либо трубка, или проволока. Сердцевина обеспечивает электрическую изоляцию проводника, и она может содержать (а может и не содержать) стабилизирующие пластины. Обычно сердцевина является, по существу, аксиально-симметричной и располагается концентрично по отношению к проводнику. Плоская прокладка может быть пропитана полимером (смолой), либо маслом, или иным вяжущим веществом. Плоская прокладка может изготавливаться из бумаги, либо - что предпочтительно - из другого материала, который в типичных случаях навивается в виде спирали, благодаря чему образуется множество смежных друг другу слоев.
По всей поверхности прокладки выполнены отверстия. Эти отверстия облегчают и ускоряют проникновение вяжущего вещества в навитую прокладку (сердцевину). В том случае если бумага не будет иметь проколотых в ней отверстий, что характерно для известных решений в данной области, то вяжущему веществу придется очень медленно перетекать по одному слою бумаги, двигаясь по радиусу между смежными слоями прокладки в одной их паре к другой такой же паре. Если же в прокладке имеется много отверстий, то, в связи с меньшим сопротивлением потоку и благодаря наличию большего пространства для вяжущего вещества, проникновение его в радиальном направлении сильно облегчается, а также оно легче проникает в осевом направлении в сердцевину из намотанного материала.
Если эти отверстия достаточно большие и намотка спиралью произведена должным образом, то тогда внутри сердцевины образуются каналы, по которым во время проведения пропитки вяжущее вещество быстро проникнет сквозь сердцевину.
Отверстия проходят сквозь листовую прокладку к короткой стороне этой прокладки.
Другим весьма существенным преимуществом, получаемым при применении прокладки, имеющей большое количество пробитых отверстий, является возможность использования для ее изготовления разнообразных альтернативных материалов. Одно из серьезных преимуществ заключается в том, что возникает возможность заменить бумагу другими материалами, к примеру, такими как полимеры, либо органические или неорганические волокна. Применение бумаги в качестве прокладки имеет тот недостаток, что перед пропитыванием бумагу необходимо полностью высушить, а это представляет собой весьма длительный процесс. Вода, которая может оставаться внутри сердцевины вследствие слишком быстрого проведения процесса высушивания бумаги или по каким-либо другим причинам, может впоследствии привести к повреждению проходного изолятора в случае эксплуатации его при повышенной температуре. Другое, не менее важное преимущество состоит в возможности выбора среди большого количества разнообразных вяжущих веществ. В том случае если бумага не имеет проколотых отверстий, что характерно для известного уровня техники, в качестве вяжущих веществ могут использоваться только лишь жидкие маловязкие полимеры, не имеющие наполнителей. Рассмотренные ограничения не относятся к проходному изолятору, выполненному в соответствии с настоящим изобретением. Благодаря этому существенно сокращается время, которое требуется для пропитывания бумаги вяжущем веществом. В частности, могут применяться полимеры, содержащие наполнители, которые позволяют получить некоторые преимущества с точки зрения термомеханики и способствуют лучшей технологичности проходных изоляторов с точки зрения их производства.
В предпочтительном варианте осуществления настоящего изобретения прокладка выполняется сетчатой или решетчатой. При этом предпочтительно, чтобы отверстия в прокладке образовывали решетку. Решетка и, соответственно, распределение отверстий могут быть регулярной либо нерегулярной. Кроме того, форма отверстий также может быть одной и той же либо варьироваться вдоль решетки.
В другом предпочтительном варианте осуществления настоящего изобретения предлагаемая прокладка содержит множество волокон, и в частности прокладка может, по существу, состоять из волокон. Пригодными для использования могут быть, например, стекловолокна. Для изготовления прокладки могут использоваться различные материалы, которые могут применяться в виде отдельных волокон. Например, это могут быть органические волокна, в частности, такие как полиэтиленовые или полиэфирные, либо неорганические волокна, такие как волокна, полученные из глинозема, или стекловолокна, либо другие волокна, к примеру, волокна из силикона. Кроме того, при изготовлении прокладки могут комбинироваться волокна из разных материалов. В качестве основы и утка получаемой при этом ткани могут использоваться как одинарные волокна, так и жгуты из таких волокон. Большим преимуществом является возможность использовать волокна, обладающие низким или нулевым поглощением влаги, в частности, волокна, поглощающие влагу в значительно меньшем количестве по сравнению с количеством влаги, которое поглощают целлюлозные волокна, используемые при изготовлении проходных изоляторов согласно известному уровню техники.
В еще одном предпочтительном варианте осуществления настоящего изобретения прокладка наматывается вокруг оси, которая соответствует, по своему расположению, осевой линии, определяющей форму проводника. При этом внутри сердцевины предусматривается наличие стабилизирующих пластин из металлического или полупроводникового материала, расположенных на определенном расстоянии в радиальном направлении относительно осевой линии.
Такой проходной изолятор является точным или же высокоточным проходным изолятором. В типичных случаях вокруг проводника или вокруг оправки наматывается один слой прокладочного материала таким образом, чтобы при этом образовалась спираль из прокладочного материала. В частности, если проходные изоляторы должны иметь очень большую длину, могут наматываться параллельно со смещением в осевом направлении две или более полоски прокладочного материала. Кроме того, возможна также намотка спирали из двух слоев материала или из более плотного прокладочного материала; однако такие двухслойные или трехслойные спирали считаются тем не менее одним слоем прокладочного материала, только таким прокладочным материалом в данном случае является двухслойный или даже трехслойный материал.
Стабилизирующие пластины могут выполняться из металлической фольги, например из алюминиевой фольги, и такие пластины вставляются в сердцевину после выполнения определенного числа витков намотки так, благодаря чему стабилизирующие пластины располагаются и закрепляются на строго определенном расстоянии в радиальном направлении относительно осевой линии. Металлический или полупроводниковый материал, из которого изготавливаются стабилизирующие пластины, может также наноситься на прокладку в процессе ее наматывания, например, посредством его напыления, набивки, покрытия, плазменного напыления или осаждения паров химических веществ, либо другим способом.
В частности, в том случае, если волокна образуют основную часть прокладки, то тогда стабилизирующие пластины могут вплетаться в волокна прокладки, которые, по меньшей мере, частично являются металлическими или полупроводниковыми. Такие специальные волокна, например, могут иметь металлическое или полупроводниковое покрытие на определенных участках вдоль оси.
В следующем предпочтительном варианте осуществления настоящего изобретения на поверхность прокладки наносится покрытие и (или) ее поверхность обрабатывается соответствующим образом, чтобы обеспечить лучшее сцепление прокладки и вяжущего вещества между собой. В зависимости от материала прокладки, предпочтение может отдаваться таким способам, как обработка кистью или щеткой, гравирование, нанесение покрытия и различные другие способы обработки поверхности прокладки с целью обеспечения наилучшего взаимодействия между прокладкой и вяжущим веществом. Это позволяет улучшить термомеханическую устойчивость сердцевины.
В еще одном предпочтительном варианте осуществления настоящего изобретения предлагаемая прокладка наматывается вокруг оси, которая соответствует осевой линии, определяющей форму проводника, а отверстия, выполненные в прокладке, имеют разные размеры в продольном направлении, параллельном осевой линии, и (или) в направлении, перпендикулярном осевой линии. Благодаря этому, наблюдается улучшение способности к пропитыванию. В том случае, если прокладка представляет собой, например, деталь прямоугольной формы из сетчатого стекловолокна, причем короткой стороной отверстия в таком сетчатом материала выравниваются параллельно осевой линии, а в направлении длинной стороны отверстий материал будет наматываться в виде спирали вокруг проводника, размер отверстий в материале может изменяться по короткой стороне и (или) длинной стороне. Аналогичным образом может изменяться форма отверстий также в материале прокладки.
В наиболее предпочтительном варианте осуществления настоящего изобретения вяжущий материал содержит частицы наполнителя. Предпочтительно материал содержит полимер и частицы наполнителя. В качестве полимера могут быть, например, эпоксидная смола, полиэфирная смола, полиуретановая смола или другой полимер, обладающий электроизоляционными свойствами. Предпочтительно, частицы наполнителя являются электроизоляционными или полупроводниковыми. В качестве частиц наполнителя могут использоваться, например, частицы SiO2, Al2O3, BN, AIN, BeO, TiB2, TiO2, SiC, Si3N4, В4С или другие аналогичные соединения или их смеси. Кроме того, может быть смесь различных частиц в полимере. Предпочтительно, чтобы частицы находились в твердом состоянии.
По сравнению с сердцевиной, выполненной из эпоксидной смолы без наполнителя в качестве вяжущего вещества, при использовании вяжущего материала с наполнителем, в сердцевине будет меньше эпоксидной смолы. В этом случае время, требующееся для отверждения эпоксидной смолы, существенно сокращается, в результате чего уменьшаются затраты времени, связанные с производством предложенного проходного изолятора.
Существенные преимущества могут быть получены также в том случае, если теплопроводность частиц наполнителя выше теплопроводности полимера. Кроме того, существенные преимущества можно также получить в том случае, если коэффициент теплового расширения (КТР) частиц наполнителя меньше КТР полимера. При условии надлежащего выбора материала наполнителя значительно улучшаются термомеханические характеристики проходного изолятора.
Более высокая теплопроводность сердцевины, обеспечиваемая в результате применения вяжущего материала с наполнителем, позволяет повысить номинальную устойчивость предлагаемого проходного изолятора к току или уменьшить вес и размер проходного изолятора при той же самой номинальной устойчивости его к току. Кроме того, распределение тепла внутри проходного изолятора в процессе его эксплуатации становится более равномерным в случае применения частиц наполнителя, обладающих высокой теплопроводностью.
Более низкое значение КТР (коэффициента теплового расширения) сердцевины, которое получают в результате применения вяжущего вещества с наполнителем, способствует уменьшению величины общей химической усадки, происходящей в процессе отверждения. Это позволяет производить проходные изоляторы с соответствующей формой (ближнего) конца (без применения механической обработки) и, следовательно, в значительной мере сократить время, затрачиваемое на их производство. Помимо этого, уменьшается расхождение между сердцевиной и проводником (или оправкой) по величине их КТР.
Более того, благодаря наполнителю в вяжущем материале может в значительной мере уменьшиться количество влаги, поглощаемой сердцевиной, что позволяет повысить прочность ее на разрыв (за счет более высокого сопротивления сердцевины возникновению в ней трещин). При применении наполнителя может также в значительной мере уменьшиться ломкость сердцевины (то есть, возрастает ее прочность на разрыв), благодаря чему обеспечивается возможность улучшения термомеханических свойств (повышение температуры стеклования материала) сердцевины.
Далее, в приведенном здесь ниже описании со ссылками на прилагаемые чертежи рассматриваются предпочтительные варианты осуществления настоящего изобретения и преимущества, вытекающие из признаков зависимых пунктов формулы изобретения.
Краткое описание чертежей
Ниже изобретение рассматривается более подробно на примере возможных вариантов его осуществления, иллюстрируемых на чертежах, где схематически изображены:
фиг.1 - частичный вид высокоточного проходного изолятора в поперечном сечении;
фиг.1А - часть фиг.1, представленная в увеличенном масштабе;
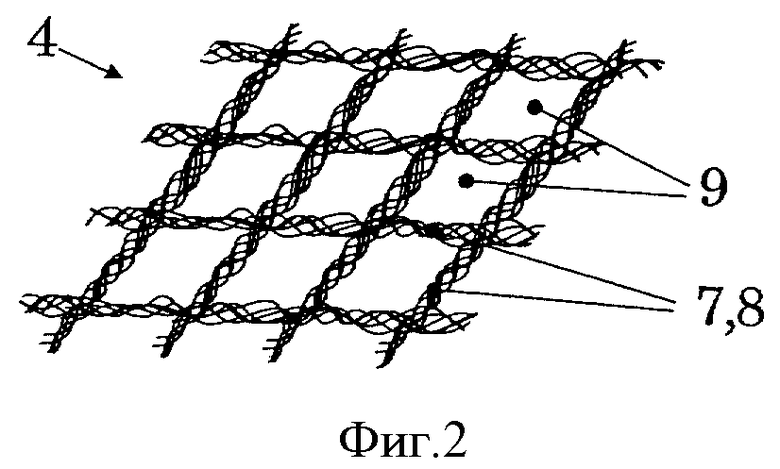
фиг.2 - частичный вид прокладки в виде сетки из волокон;
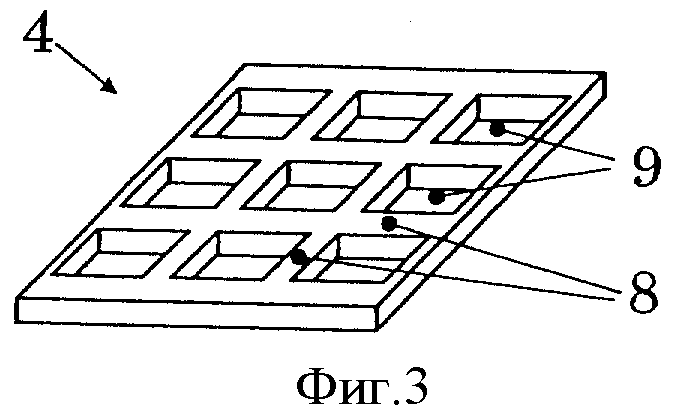
фиг.3 - частичный вид прокладки.
Номера позиций, указанные на фигурах, и обозначенные ими элементы приведены в перечне позиций. В общем, одинаковые элементы или аналогично функционирующие элементы обозначены одними и теми позициями. Варианты осуществления настоящего изобретения, рассматриваемые в описании изобретения, приведены только для примера и не ограничивают настоящее изобретение.
Осуществление изобретения
На фиг.1 схематически показан частичный вид поперечного сечения высокоточного проходного изолятора 1. Проходной изолятор является, по существу, аксиально-симметричным относительно оси симметрии А. В центре проходного изолятора 1 находится сплошной металлический проводник 2, который может также быть выполнен в виде трубы или проволоки. Проводник 2 частично охватывается сердцевиной 3, которая также является, по существу, аксиально-симметричной относительно оси симметрии А. Сердцевина 3 включает в себя прокладку 4, которая намотана вокруг сердцевины и пропитана отверждаемой эпоксидной смолой 6 в качестве вяжущего материала 6. На заданных расстояниях от оси А между соседними витками прокладки 4 вставлены кусочки 5 алюминиевой фольги, которые выполняют функцию стабилизирующих пластин 5. С наружной стороны сердцевины выполнен фланец 10, который позволяет закрепить проходной изолятор на заземленном корпусе трансформатора или распределительного устройства, либо какого-нибудь другого устройства. Проходной изолятор может также представлять собой часть трансформатора или распределительного устройства, либо другой высоковольтной установки или высоковольтного устройства, например генератора. В процессе эксплуатации проводник 1 будет находиться под высоким напряжением, а сердцевина обеспечивает электрическую изоляцию между проводником 2 и фланцем 10 при напряжении заземления. Изоляционная огибающая деталь 11 охватывает сердцевину 3 со стороны проходного изолятора 2, которая обычно находится снаружи корпуса. Огибающая деталь 11 может представлять собой полую деталь, изготовленную, например, из фарфора, силикона или из эпоксидной смолы. Огибающая деталь может быть выполнена с юбкой изолятора или, как это показано на фиг.1, она может сама быть юбкой. Наличие юбки изолятора на этой огибающей детали действительно необходимо, и поэтому она здесь нужна. Огибающая деталь 11 должна защищать сердцевину 3 от старения (под воздействием ультрафиолетового облучения, неблагоприятных погодных условий) и сохранять хорошие электроизоляционные свойства в течение всего срока службы проходного изолятора 1. Форма юбки изолятора разрабатывается таким образом, чтобы она имела поверхность, которая самоочищается под воздействием дождя. Это исключает накопление пыли и загрязнений поверхности юбки, которые могли бы оказать неблагоприятное влияние на изоляционные свойства и привести к искрению.
В случае наличия промежуточного пространства между сердцевиной 3 и огибающей деталью 11 может предусматриваться заполнение такого промежуточного пространства изоляционной средой 12, например, электроизоляционной жидкостью 12, к примеру, такой как силиконовый гель или полиуретановый гель.
На фиг.1А представлен частичный разрез, изображенный на фиг.1, в увеличенном масштабе, показывающий структуру сердцевины 3. Прокладка 4 является листовой и имеет множество отверстий 9, которые заполняются вяжущим материалом 6. Прокладка 4, по существу, является сеткой 4 из переплетенных жгутов 7 стекловолокна.
На фиг.2 схематически изображена такая прокладка 4. Жгуты 7 волокон образуют мостики 8, или перемычки 8, которые определяют отверстия 9, или дырки 9. Как показано на фиг.1А, в поперечном сечении такой сетки после наматывания ее в виде спирали видны жгуты волокон и отверстия между ними.
На фиг.1А также показаны стабилизирующие пластины 5, которые вставляются на определенных расстояниях от осевой линии между соседними намотанными слоями прокладки. На фиг.1А между соседними стабилизирующими пластинами 5 имеется пять намотанных слоев прокладки. Расстояние в радиальном направлении между соседними стабилизирующими пластинами 5 может быть выбрано исходя из количества (целое или нецелое число) намотанных слоев прокладки между соседними стабилизирующими пластинами 5. Расстояние в радиальном направлении между соседними стабилизирующими пластинами 5 может изменяться от одной стабилизирующей пластины к другой пластине.
Как показано на фиг.1А, отверстия 9 в соседних слоях прокладки частично находят одно на другое, образуя каналы 13, по которым может просачиваться вяжущий материал 6 в процессе пропитывания прокладки. В сердцевине, намотанной из прокладочного материала, не содержащего отверстия, что известно из уровня техники, каналы 13, проходящие в радиальном направлении от одной стороны намотанного слоя прокладки до другой его стороны, не могут быть образованы.
Как правило, между соседними стабилизирующими пластинами 5 наматывают от трех до девяти витков (слоев) прокладочного материала. Также возможно наличие всего только одного прокладочного слоя между соседними стабилизирующими пластинами 5; в этом случае прокладочный материал, образующий мостики 8, должен быть проницаемым для вяжущего материала 6, и (или) высота прокладки 4 в зоне мостиков (измеряемая в перпендикулярном направлении к плоскости листовой прокладки) должна быть разной для того, чтобы вяжущий материал 6 мог просочиться (распространяясь в радиальном направлении) через пространство между мостиком и соседней твердой стабилизирующей пластиной 5. Такой способ пропитки вяжущим материалом 6 без образования пустот в прокладке 4 вполне возможен. В случае сетки из переплетенных жгутов волокон мостики 8 способны пропитываться вяжущим материалом 6, поскольку жгуты волокон не являются твердыми, но между волокнами, образующими жгут, остается пространство. Кроме того, в случае сетки из переплетенных жгутов волокон высота мостиков прокладки не является постоянной, поскольку диаметр жгутов волокон непостоянен, и толщина прокладки в такой сетке в местах перехлеста основы и утка больше, чем в местах, расположенных между ними.
Обычно между соседними стабилизирующими пластинами 5 располагается два и более слоя прокладочного материала. В таком случае каналы 13 могут формироваться за счет частичного перекрытия отверстий 9 соседних слоев прокладки.
Сетеобразная прокладка 5 может быть образована из одиночных волокон (не показано) вместо жгутов 7 волокон.
Кроме того, прокладка 4 также может быть изготовлена из сплошного куска материала вместо волокон. На фиг.3 показан пример. В листовой бумаге или полимере выполнены отверстия 9, отделенные друг от друга мостиками 8. Форма отверстий может быть квадратной, как показано на фиг.3, однако допустима любая форма, например прямоугольная, круглая или овальная.
Предпочтительно, чтобы вяжущий материал 6 сердцевины 3 представлял собой полимер, наполненный частицами. Например, это может быть эпоксидная смола или полиуретан, наполненные частицами Al2O3. Как правило, размер частиц наполнителя находится в пределах примерно от 10 нм до 300 мкм. Прокладка имеет такую форму, которая позволяет частицам наполнителя распределяться во время пропитывания по всей сердцевине 3. В обычных проходных изоляторах, в которых в качестве прокладки выступает бумага, (без отверстий), бумага выполняет функцию фильтра в отношении таких частиц. Как показано на фиг.1А, легко можно выполнить каналы 13 достаточно большими, чтобы пропускать вяжущий материал 6, наполненный частицами.
Удельная теплопроводность стандартной сердцевины, изготовленной из бумаги, пропитанной чистой смолой (не содержащей частицы), обычно находится в пределах от 0,15 Вт/(м·К) до 0,25 Вт/(м·К). Когда применяется смола, содержащая частицы, значение удельной теплопроводности, по меньшей мере, от 0,6 Вт/(м·К) до 0,9 Вт/(м·К) или даже больше - 1,2 Вт/(м·К) или 1,3 Вт/(м·К).
Кроме того, коэффициент теплового расширения (КТР) может быть значительно ниже при использовании вместо вяжущего материала, не наполненного частицами, вяжущего материала 6, наполненного частицами. В результате обеспечивается уменьшение термомеханического напряжения в сердцевине проходного изолятора.
Как показано на фиг.1, процесс производства проходного изолятора, как правило, включает в себя стадию намотки прокладки 4 (состоящей из одной или нескольких полосок или кусков) на проводник 2, стадию внедрения стабилизирующих электродов 5 в процессе намотки, стадию создания разрежения и нанесения вяжущего материала 6 на находящуюся под вакуумом сердцевину 3 до полной пропитки сердцевины 3. Пропитка в вакууме обычно производится при температуре в пределах от 50°С до 90°С. Затем эпоксидный вяжущий материал 6 отверждается (затвердевает) при температуре обычно от 100°С до 140°C и, окончательно отвердевая, приобретает желаемые термомеханические свойства. После этого сердцевина охлаждается и подвергается механической обработке, а уже потом на нее насаживают фланец 10, огибающую деталь 11 и остальные элементы.
В общем, в прокладке должна образоваться сетка, состоящая из отдельных отверстий. При этом совсем не обязательно, чтобы сетка располагалась с равными интервалами в том или ином направлении. И нет необходимости в том, чтобы форма и площадь отверстий были для всех отверстий одинаковыми. В частности, предпочтительно, чтобы размер (площадь) отверстий были разными вдоль оси и (или) перпендикулярно направлению оси для облегчения пропитки сердцевины, без образования при этом пустот.
Размер отверстий 9 в прокладке, в поперечном направлении обычно от 0,5 мм до 5 см, в частности от 2 мм до 2 см; при этом толщина прокладки 4 и ширина мостиков 8 обычно от 0,03 мм до 3 мм, в частности от 0,1 мм до 0,6 мм. Площадь, занимаемая отверстиями 9, обычно, по меньшей мере, больше, чем площадь, занимаемая мостиками. В типичных случаях, на плоскости листа прокладки площадь, занимаемая отверстиями 9, на один и до пяти порядков, в частности на 1-4 порядка, больше площади, занимаемой мостиками.
В случае применения прокладки 4 с множеством отверстий 9 возможно изготавливать безбумажные сухие (не масляные) проходные изоляторы. Это позволяет получить преимущества, поскольку процесс высыхания прокладки перед ее пропиткой ускоряется или становится вообще ненужным.
Вместо того чтобы вставлять отдельные кусочки металлической фольги между слоями наматываемой прокладки, стабилизирующие пластины 5 могут также быть сформированы путем нанесения электропроводного или полупроводникового материала непосредственно на прокладку 4. В случае изготовления прокладки 4 из волокон можно в сетку такой прокладки внедрять электропроводные или полупроводниковые волокна.
В типичных случаях, номинальное напряжение для высоковольтных проходных изоляторов находится в пределах от 50 кВ до 800 кВ при номинальном токе от 1 до 50 кА.
Перечень позиций
1 - проходной изолятор, конденсаторный проходной изолятор
2 - проводник
3 - сердцевина
4 - прокладка, сетка, решетка с ячейками
5 - стабилизирующая пластина, алюминиевая фольга
6 - вяжущий материал, эпоксидная смола
7 - жгуты из волокон
8 - поперечина, планка, мостик
9 - дырка, отверстие
10 - фланец
11 - огибающая изоляционная деталь (с изоляционными юбками), композиционный материал полой сердцевины
12 - электроизоляционная среда, гель
13 - канал
А - ось, осевая линия
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОВОЛЬТНЫЙ ПРОХОДНОЙ ИЗОЛЯТОР | 2006 |
|
RU2406174C2 |
| ВЫСОКОВОЛЬТНЫЙ ПРОХОДНОЙ ИЗОЛЯТОР ДЛЯ НАРУЖНОЙ УСТАНОВКИ | 2008 |
|
RU2473997C2 |
| ИЗОЛИРУЮЩАЯ СТРУКТУРА С ЭКРАНАМИ, ФОРМИРУЮЩИМИ ЭЛЕКТРИЧЕСКОЕ ПОЛЕ | 2007 |
|
RU2432633C2 |
| ВЫСОКОВОЛЬТНОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНОГО УСТРОЙСТВА | 2013 |
|
RU2613686C2 |
| КАБЕЛЬНАЯ АРМАТУРА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ВЫСОКОВОЛЬТНЫМ КОМПОНЕНТОМ | 2016 |
|
RU2681643C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ДЛЯ ДОСТАВКИ ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОГО СРЕДСТВА | 2013 |
|
RU2607777C2 |
| МАТЕРИАЛ ИЗОЛЯЦИОННОЙ ЛЕНТЫ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЕ | 2013 |
|
RU2608543C2 |
| УЛЬТРАТОНКОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2709316C2 |
| УЛЬТРАТОНКОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2645985C2 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
Изобретение относится к области высоковольтной технологии. Высоковольтный проходной изолятор (1) содержит проводник (2) и сердцевину (3), охватывающую проводник (2), причем сердцевина (3) представляет собой листовую прокладку (4), пропитанную электроизоляционным вяжущим материалом (6). Проходной изолятор характеризуется тем, что прокладка (4) имеет множество отверстий, заполняемых вяжущим материалом (6). Предпочтительно, прокладка выполнена сетчатой или решетчатой. Эта сетка может состоять из волокон. Проходной изолятор (1) может представлять собой точный или высокоточный проходной изолятор (1) со стабилизирующими пластинами (5), размещенными внутри сердцевины. В качестве вяжущего материала (6) может применяться смола с частицами наполнителя. Способ изготовления проходного изолятора включает намотку листовой прокладки в виде спирали вокруг проводника (2) или вокруг оправки с образованием множества смежных слоев, затем прокладку пропитывают электроизоляционным вяжущим материалом. Трансформатор, распределительное устройство и высоковольтная установка содержат проходной изолятор (1), выполненный согласно вышеуказанным признакам. Техническим результатом является ускорение производства проходных изоляторов и обеспечение их безопасности в эксплуатации. 6 н. и 17 з.п. ф-лы, 4 ил.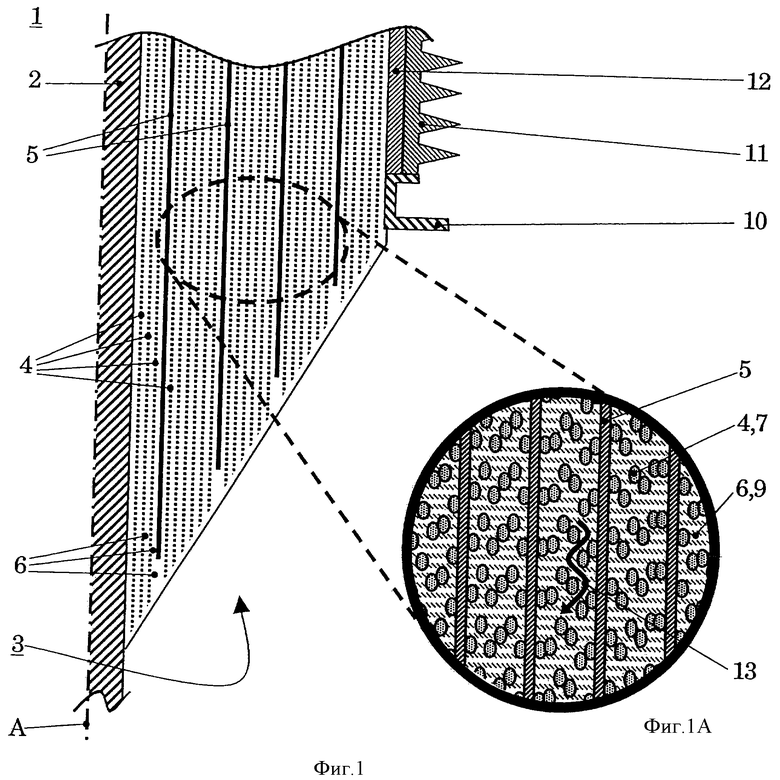
1. Проходной изолятор (1) с проводником (2) и сердцевиной (3), охватывающей проводник (2), при этом сердцевина (3) представляет собой листовую прокладку (4), причем прокладка (4) пропитана электроизоляционным вяжущим материалом (6), и указанная прокладка намотана в виде спирали, благодаря чему образуется множество смежных слоев, отличающийся тем, что в прокладке (4) выполнено множество отверстий (9), заполняемых вяжущим материалом (6).
2. Проходной изолятор (1) по п.1, отличающийся тем, что прокладка (4) выполнена сетчатой или решетчатой.
3. Проходной изолятор (1) по п.1, отличающийся тем, что прокладка (4) содержит множество волокон (7).
4. Проходной изолятор (1) по п.2, отличающийся тем, что прокладка (4) содержит множество волокон (7).
5. Проходной изолятор (1) по п.1, отличающийся тем, что прокладка (4) намотана вокруг продольной оси (А) проводника (2), при этом внутри сердцевины (3) выполнены стабилизирующие пластины (5) из проводящего, в частности, металлического или полупроводникового материала, расположенные на расстоянии в радиальном направлении от продольной оси (А).
6. Проходной изолятор (1) по п.3, отличающийся тем, что стабилизирующие пластины (5) вплетены в волокна (7) прокладки (4) и, по меньшей мере, частично являются проводящими, в частности, металлическими или полупроводниковыми.
7. Проходной изолятор (1) по п.4, отличающийся тем, что стабилизирующие пластины (5) вплетены в волокна (7) прокладки (4) и, по меньшей мере, частично являются проводящими, в частности, металлическими или полупроводниковыми.
8. Проходной изолятор (1) по п.5, отличающийся тем, что стабилизирующие пластины (5) вплетены в волокна (7) прокладки (4) и, по меньшей мере, частично являются проводящими, в частности, металлическими или полупроводниковыми.
9. Проходной изолятор (1) по п.5, отличающийся тем, что стабилизирующие пластины (5) изготовлены путем нанесения металлического или полупроводникового материала на прокладку (4).
10. Проходной изолятор (1) по п.6, отличающийся тем, что стабилизирующие пластины (5) изготовлены путем нанесения металлического или полупроводникового материала на прокладку (4).
11. Проходной изолятор (1) по п.7, отличающийся тем, что стабилизирующие пластины (5) изготовлены путем нанесения металлического или полупроводникового материала на прокладку (4).
12. Проходной изолятор (1) по п.8, отличающийся тем, что стабилизирующие пластины (5) изготовлены путем нанесения металлического или полупроводникового материала на прокладку (4).
13. Проходной изолятор (1) по п.1, отличающийся тем, что на поверхность прокладки (4) нанесено покрытие и (или) ее поверхность обработана для улучшения сцепления между прокладкой (4) и вяжущим материалом (6).
14. Проходной изолятор (1) по п.1, отличающийся тем, что прокладка (4) намотана вокруг продольной оси (А) проводника (2), при этом размер отверстий (9) в прокладке (4) изменяется в направлении, параллельном продольной оси (А), и (или) в направлении, перпендикулярном к указанному направлению.
15. Проходной изолятор (1) по п.2, отличающийся тем, что прокладка (4) намотана вокруг продольной оси (А) проводника (2), при этом размер отверстий (9) в прокладке (4) изменяется в направлении, параллельном продольной оси (А), и (или) в направлении, перпендикулярном к указанному направлению.
16. Проходной изолятор (1) по п.1, отличающийся тем, что вяжущий материал (6) содержит частицы наполнителя.
17. Проходной изолятор (1) по п.16, отличающийся тем, что частицы наполнителя обладают электроизоляционными или полупроводниковыми свойствами.
18. Проходной изолятор (1) по п.17, отличающийся тем, что теплопроводность частиц наполнителя выше теплопроводности полимера, и/или коэффициент теплового расширения частиц наполнителя меньше коэффициента теплового расширения полимера.
19. Способ изготовления проходного изолятора (1), в котором листовую прокладку (4) наматывают в виде спирали вокруг проводника (2) или вокруг оправки, благодаря чему образуется множество смежных слоев, и затем пропитывают электроизоляционным вяжущим материалом (6), отличающийся тем, что используют прокладку (4) с множеством отверстий (9).
20. Применение листовой прокладки (4) с множеством отверстий (9) в качестве прокладки (4), наматываемой в виде спирали, благодаря чему образуется множество смежных слоев в сердцевине (3) проходного изолятора (1).
21. Трансформатор, содержащий проходной изолятор (1) по любому из пп.1-18.
22. Распределительное устройство, содержащее проходной изолятор (1) по любому из пп.1-18.
23. Высоковольтная установка, содержащая проходной изолятор (1) по любому из пп.1-18.
| US 3967051 А, 29.06.1976 | |||
| ЭЛЕКТРИЧЕСКИЙ ПРОХОДНОЙ ИЗОЛЯТОР | 1994 |
|
RU2114475C1 |
| DE 1926097, 29.01.1970 | |||
| Ведущее колесо транспортного средства | 1982 |
|
SU1022852A1 |

