Область техники, к которой относится изобретение
Изобретение относится к области высоковольтных технологий. Оно относится к проходному изолятору и способу изготовления проходного изолятора и электропроводного слоя для проходного изолятора. Такие проходные изоляторы применяют, например, в высоковольтных устройствах, таких как генераторы или трансформаторы, или в таких высоковольтных установках, как распределительные устройства с газовой изоляцией, или в качестве испытательных проходных изоляторов.
Уровень техники
Проходные изоляторы представляют собой устройства, которые обычно используют для передачи тока с высоким потенциалом через заземленный барьер, например резервуар трансформатора. Для уменьшения и управления электрическим полем рядом с проходным изолятором разработаны конденсаторные вводы, также известные как (точно)настроенные проходные изоляторы. Конденсаторные вводы обеспечивают возможность управления электрическим напряжением путем вставки «плавающих» выравнивающих поле (электродов) пластин, которые устанавливают в тело изолятора. Конденсаторное тело снижает градиент поля и распределяет поле вдоль длины изолятора, что обеспечивает нижние значения частичного разряда, значительно превышающие значения номинального напряжения.
Конденсаторное тело проходного изолятора обычно представляет собой намотку с использованием бумаги типа крафт или крепированной бумаги типа крафт, используемой в качестве прокладки. Выравнивающие пластины выполнены либо в виде металлических (обычно алюминиевых) вставок или неметаллических (чернильных, из графитовой пасты) слоев. Эти пластины располагаются коаксиально для получения оптимального баланса между внешним перекрытием изоляции и внутренней прочностью на пробой. Бумажная прокладка обеспечивает заданное положение пластин электродов и обеспечивает механическую стабильность.
Конденсаторное тело современных проходных изоляторов пропитано либо маслом (OIP, БИМ, бумага пропитанная маслом), или смолой (RIP, БИС, бумага, пропитанная смолой). Проходной изолятор типа БИС имеет преимущество, состоящее в том, что он выполнен как сухой (не содержащий масло) проходной изолятор. Тело проходного изолятора типа БИС намотано из бумаги, при этом электродные пластины вставлены в соответствующих местах между соседними витками бумаги. Смолу затем вводят во время вакуумной тепловой обработки сердечника.
Недостаток проходных изоляторов с пропитанной бумагой состоит в том, что процесс пропитки заранее намотанной многослойной бумаги и металлических пленок маслом или смолой представляет собой медленный процесс. Было бы желательно обеспечить возможность ускорения изготовления высоковольтных проходных изоляторов, причем эти проходные изоляторы, тем не менее, должны не содержать пустот и должны быть безопасными при работе.
В документе DE 1926097 раскрыт высоковольтный проходной изолятор, имеющий проводник и тело, окружающее проводник, в котором тело содержит прокладки, причем эти прокладки пропитаны электроизолирующим матричным материалом. Прокладки имеют множество отверстий, которые можно заполнять матричным материалом. Каждая прокладка сформирована из сетки электроизолирующих стекловолокон, выполненных в форме цилиндрической трубки. Для каждой трубки стекловолокна сформированы вокруг цилиндра, и после пропитки эпоксидным клеем они впоследствии затвердевают. Затем трубки затвердевших прокладок (частично или полностью) покрывают электропроводным (металлическим или полупроводящим) материалом, который составляет выравнивающие пластины. Проходной изолятор содержит такие прокладки в форме трубок, которые расположены концентрически вокруг тела. Для процесса пропитки трубки прокладки должны быть зафиксированы в форме, для обеспечения установки их в правильном положении и для исключения прикосновения соседних трубок друг с другом. Затем смолу с наполнителем из твердых частиц, используемую в качестве матричного материала, подают в форму. Поскольку для изготовления каждого проходного изолятора должны быть изготовлены несколько трубок из стекловолокон с разным диаметром и поскольку эти трубки должны быть установлены друг в друга в фиксированном положении, такой способ производства требует больших затрат времени. Кроме того, для каждого типа проходного изолятора необходимо изготовлять определенную форму.
В GB 690022 описан изолятор, изготовленный из спирально намотанной бумаги. Слои бумаги с облицовкой из электропроводного или полупроводящего материала, которые разнесены на некоторое расстояние друг от друга, наматывают вместе с бумагой без облицовки для получения спирально намотанного проходного изолятора, который затем пропитывают изолирующей жидкостью, такой как масло.
Раскрытие изобретения
Таким образом, цель настоящего изобретения состоит в создании высоковольтного проходного изолятора и способа изготовления такого проходного изолятора, который не имеет недостатков, отмеченных выше. Процесс изготовления должен быть ускорен, в частности, сокращен процесс пропитки.
Задача решается с помощью устройств и способа, которые охарактеризованы в формуле изобретения.
В соответствии с изобретением проходной изолятор содержит проводник и тело, окружающее проводник; тело содержит листовую прокладку, причем эта прокладка пропитана электроизолирующим матричным материалом. Прокладку наматывают в форме спирали вокруг оси, причем ось определена формой проводника. Таким образом, формируют множество расположенных рядом друг с другом слоев. Тело дополнительно содержит выравнивающие элементы, которые расположены на соответствующих радиальных расстояниях от оси. Изолятор характеризуется тем, что выравнивающие элементы представляют собой электропроводные слои, причем эти слои имеют отверстия, и через отверстия может проникать матричный материал; выравнивающие элементы размещены в теле отдельно от прокладки.
Проводник обычно выполнен в виде стержня, трубки или провода. Тело обеспечивает электрическую изоляцию проводника и содержит выравнивающие элементы. Как правило, тело выполнено, по существу, с вращательной симметрией и коаксиально с проводником. Плоская прокладка может быть пропитана полимером (смолой) или маслом, или другим матричным материалом. Плоская прокладка может представлять собой бумагу или, предпочтительно, другой материал, который обычно наматывают в форме спирали, формируя, таким образом, множество соседних слоев.
Выравнивающие элементы вставляют в тело через определенное количество витков, таким образом, что выравнивающие элементы располагаются на определенном, заданном радиальном расстоянии от оси. В выравнивающих элементах сформированы отверстия, которые способствуют проникновению матричного материала в намотанное тело и ускоряют его проникновение.
При использовании сплошной металлической фольги, как в предшествующем уровне техники, матричный материал должен просачиваться через намотанные бумагу и металлическую фольгу с боковых сторон, то есть он должен просачиваться между слоями с двух боковых сторон, параллельно оси А, поскольку матричный материал не может проникнуть через металлическую фольгу. Если выравнивающие элементы содержат слои с множеством отверстий, становится возможным обмен матричного материала в направлении, перпендикулярном оси. Если эти отверстия выполнены достаточно большими, и витки намотаны соответствующим образом, формируются каналы в теле, которые быстро направляют матричный материал через тело во время пропитки в направлениях, перпендикулярных оси А.
Другое основное преимущество использования отдельных выравнивающих элементов с множеством отверстий состоит в том, что оно позволяет использовать альтернативные материалы. Материал выравнивающих элементов может быть выбран независимо от материала прокладки. Кроме того, размер, форма и/или распределение отверстий в выравнивающих элементах могут быть оптимизированы независимо от материала прокладки.
В предпочтительном варианте воплощения выравнивающие элементы намотаны между двумя слоями прокладки, то есть наматывают листовую прокладку, и во время процесса намотки вставляют выравнивающие элементы. Процесс намотки продолжают таким образом, что выравнивающие элементы в готовом проходном изоляторе располагаются между двумя слоями намотанной прокладки. Такой способ осуществляется очень просто и позволяет контролировать толщину уже намотанных слоев, так что радиальное положение выравнивающих элементов может быть определено очень точно.
В предпочтительном варианте воплощения электропроводные слои, которые формируют выравнивающие элементы, имеют вид сетки, решетки, они выполнены с отверстиями или перфорированы. Компоновка слоев в виде сетки, решетки, слоев с отверстиями или перфорированных слоев и, следовательно, размер и/или распределение отверстий в этих слоях могут быть равномерными или неравномерными. Кроме того, форма отверстий может быть постоянной или может изменяться в слое или от одного слоя до другого слоя. С этими изменениями может быть получено изменение удельного веса площади отверстий, определенного как отношение площади отверстий к общей площади электропроводного слоя в заданной области электропроводного слоя. В предпочтительном варианте воплощения удельный вес площади отверстий изменяется в направлении, перпендикулярном направлению намотки и параллельно оси, так что удельный вес площади отверстий увеличивается в направлении центральной части. В обычном проходном изоляторе для пропитки центральной части проходного изолятора матричным материалом требуется больше времени, чем для других частей. При таком изменении удельного веса площади отверстий процесс пропитки улучшается в центральной части.
В другом предпочтительном варианте воплощения настоящего изобретения электропроводные слои содержат множество волокон, которые покрыты электропроводным покрытием. В частности, электропроводные слои могут, по существу, состоять из волокон. Различные материалы можно использовать в электропроводных слоях в виде волокон, например органические волокна, такие как полиэтиленовые и полиэфирные, или неорганические волокна, такие как волокна из глинозема или стекла, или другие волокна, такие как волокна из силикона. Волокна из разных материалов также можно использовать в комбинации в электропроводных слоях. Отдельные волокна или пучки волокон можно использовать как основу и уточную пряжу ткани. Большое преимущество достигается при использовании волокон, которые имеют низкую способность впитывания, в частности, малую способность впитывания воды, по сравнению со способностью впитывания воды целлюлозными волокнами, которые используют в проходных изоляторах, известных в предшествующем уровне техники.
В качестве неэлектропроводных волокон, используемых с электропроводным покрытием, применяют доступные органические или неорганические волокна. Соответствующие органические волокна представляют собой полиэтилен (РЕ, ПЭ), полиэфирные, полиамидные, арамидные, полибензимидазоловые (РВ1, ПБИ), полибензобизоксазоловые (РВО, ПВО), полифениленсульфидные (PPS, ПФС), меламиновые, фенольные кислоты и полиимид. Типичные неорганические волокна могут быть стеклянными, кварцевыми, базальтовыми и волокнами из глинозема. В качестве электропроводных волокон можно применять углерод, бор, карбид кремния, углерод с покрытием металлом и арамид.
В другом предпочтительном варианте воплощения настоящего изобретения электропроводные слои изготовлены из твердого электропроводного или полупроводящего материала. Эти слои могут иметь вид сетки, решетки, могут быть выполнены с отверстиями или перфорированными. В качестве альтернативы, слои могут быть изготовлены из фольги из твердого электропроводного или полупроводящего материала, причем эта фольга имеет отверстия. В качестве альтернативы, можно использовать полимерную пленку с электропроводным или полупроводящим покрытием, которая содержит отверстия. Полимерная пленка с электропроводным или полупроводящим покрытием может иметь преимущество, благодаря стабильности пленки во время производственного процесса. Форма, размер и/или распределение отверстий могут быть постоянными или могут изменяться в слоях. При таких вариациях можно изменять удельный вес площади отверстий, определенный как отношение площади отверстий к общей площади электропроводного слоя в заданной области электропроводящего слоя. В предпочтительном варианте воплощения удельный вес площади отверстий изменяется в направлении, перпендикулярном направлению намотки и параллельном оси, так что удельный вес площади отверстий увеличивается в направлении центральной части.
В другом предпочтительном варианте воплощения настоящего изобретения электропроводные слои покрывают, и/или их поверхность обрабатывают для улучшения адгезии между электропроводными слоями и матричным материалом. В зависимости от материала электропроводных слоев может быть предпочтительным обрабатывать их щеткой, вытравливанием, наносить покрытие или по-другому обрабатывать поверхность электропроводных слоев для получения улучшенного взаимодействия между электропроводными слоями и матричным материалом. Это обеспечивает улучшенную термомеханическую стабильность тела.
Обычно не проколотую бумагу используют как материал прокладки вместе с полимерами низкой вязкости без наполнителя в качестве матричного материала. В другом предпочтительном варианте воплощения, вместо использования не проколотой бумаги, прокладки имеют множество отверстий. Проходной изолятор с такой прокладкой, имеющей множество отверстий, описан в заявке на европейский патент ЕР 04405480.7 (еще не опубликована). Содержание этой заявки на патент приводится в данной заявке на патент в качестве ссылочного материала. Прокладка может иметь вид сетки, решетки, может быть выполнена с отверстиями или перфорирована, как уже было описано выше, для выравнивающих элементов. Прокладка может содержать множество волокон, таких как полимерные или органические, или неорганические волокна. Комбинация из прокладки и выравнивающих элементов, все с отверстиями, позволяет обеспечить очень быстрое проникновение матричного материала через слои прокладки и выравнивающих элементов. Проникновение осуществляется, в основном, в направлении, перпендикулярном оси.
Комбинация из прокладки и выравнивающих элементов, все с отверстиями, позволяет применять самые разные матричные материалы. В частности, можно использовать полимеры с наполнителем в виде частиц в качестве матричных материалов, в результате чего обеспечивается несколько термомеханических преимуществ и улучшенная (ускоренная) производительность при изготовлении проходных изоляторов. В результате обеспечивается значительное уменьшение времени, необходимого для отверждения матричного материала.
В особенно предпочтительном варианте воплощения матричный материал содержит частицы наполнителя. Предпочтительно, он содержит полимер с частицами наполнителя. Полимер может, например, представлять собой эпоксидную смолу, полиэфирную смолу, полиуретановую смолу или другой электроизолирующий полимер. Предпочтительно, частицы наполнителя представляют собой электроизолирующие частицы или полупроводниковые частицы. Частицы наполнителя могут, например, представлять собой частицы SiO2, Al2O3, BN, Aln, BeO, TiB2, TiO2, SiC, Si3N4, В4С или тому подобное, или их смеси. Также возможно использовать смесь из различных таких частиц в полимере. Предпочтительно, физическое состояние частиц - это твердое состояние.
По сравнению с телом, выполненным из эпоксидной смолы без наполнителя в качестве матричного материала, меньшее количество эпоксидной смолы будет присутствовать в теле, если матричный материал используется с наполнителем. В соответствии с этим время, необходимое для отверждения эпоксидной смолы, может быть значительно уменьшено, в результате чего уменьшается время, необходимое для изготовления проходного изолятора.
Предпочтительно, теплопроводность частиц наполнителя выше, чем теплопроводность полимера. Более высокая теплопроводность тела, благодаря использованию матричного материала с наполнителем, обеспечивает возможность повышения номинального тока проходного изолятора или позволяет уменьшить вес и размер проходного изолятора при том же номинальном токе. Кроме того, распределение тепла в проходном изоляторе в рабочих условиях становится более равномерным, когда используют частицы наполнителя с большей теплопроводностью.
И также предпочтительно, когда коэффициент теплового расширения (СТЕ, КТР) частиц наполнителя меньше, чем КТР полимера. Если материал наполнителя будет выбран соответствующим образом, термомеханические свойства проходного изолятора значительно улучшаются. Более низкий КТР тела, благодаря использованию матричного материала с наполнителем, позволяет уменьшить полное химическое сжатие во время отверждения. Это позволяет производить проходные изоляторы с (близкой к) конечной формой (не требующей машинной обработки), и поэтому значительно уменьшается время изготовления. Кроме того, несоответствие КТР между телом и проводником (или оправкой) может быть уменьшено.
Кроме того, благодаря наличию наполнителя в матричном материале поглощение воды телом может быть значительно понижено и может быть получена повышенная устойчивость к растрескиванию (более высокое сопротивление возникновению трещин). Использование наполнителя позволяет значительно уменьшить хрупкость тела (более высокая трещиностойкость), обеспечивая возможность улучшения термомеханических свойств (более высокую температуру стеклования) тела.
Такой проходной изолятор является настроенным или (точно-) настроенным проходные проходным изолятором. Обычно один слой материала прокладки наматывают вокруг проводника или вокруг оправки для формирования спирали из материала прокладки. В частности, в случае очень длинных проходных изоляторов, две или больше смещенных вдоль оси полосы материала прокладки могут быть намотаны параллельно. Также возможно наматывать спираль из двойных слоев или даже из более толстого материала прокладки; таким образом, что двойной или тройной слои затем, тем не менее, можно рассматривать как один слой материала прокладки, при этом такой материал прокладки в данном случае может быть двухслойным или трехслойным.
Дополнительные предпочтительные варианты воплощения и преимущества будут понятны из зависимых пунктов формулы изобретения и из чертежей.
Краткое описание чертежей
Ниже изобретение более подробно поясняется на примере возможных вариантов воплощения, которые представлены на приложенных чертежах. На чертежах схематично показано:
фиг.1 - вид в разрезе точно настроенного проходного изолятора в соответствии с изобретением, частичный вид;
фиг.1А - увеличенная деталь фиг.1;
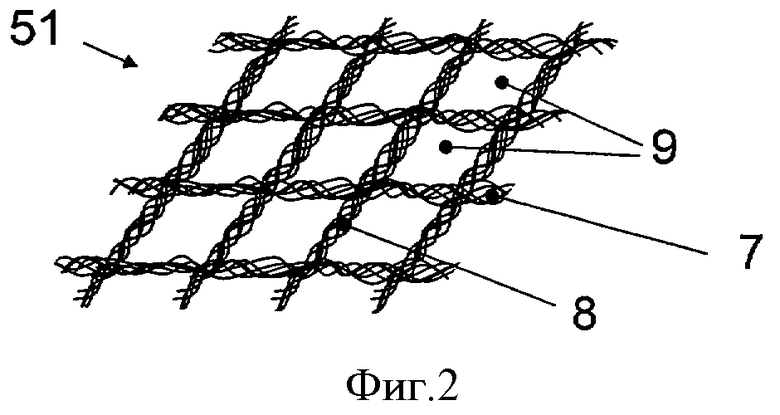
фиг.2 - частичный вид выравнивающего элемента в форме сетки из волокон;
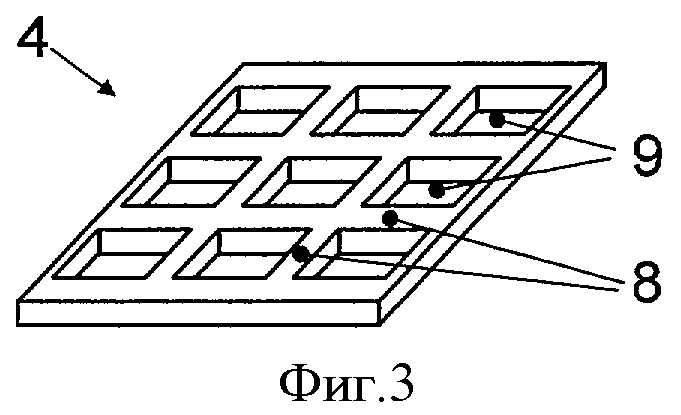
фиг.3 - частичный вид выравнивающего элемента;
фиг.4 - вид в разрезе другого варианта воплощения точно настроенного проходного изолятора в соответствии с изобретением, частичный вид; и
фиг.4А - увеличенная деталь фиг.4.
Ссылочные позиции, используемые на чертежах, и их значения сведены в список ссылочных позиций. В общем, одинаковые или одинаково работающие части обозначены одинаковыми позициями. Описанные варианты воплощения рассматриваются как примеры, и они не должны ограничивать изобретение.
Подробное описание изобретения
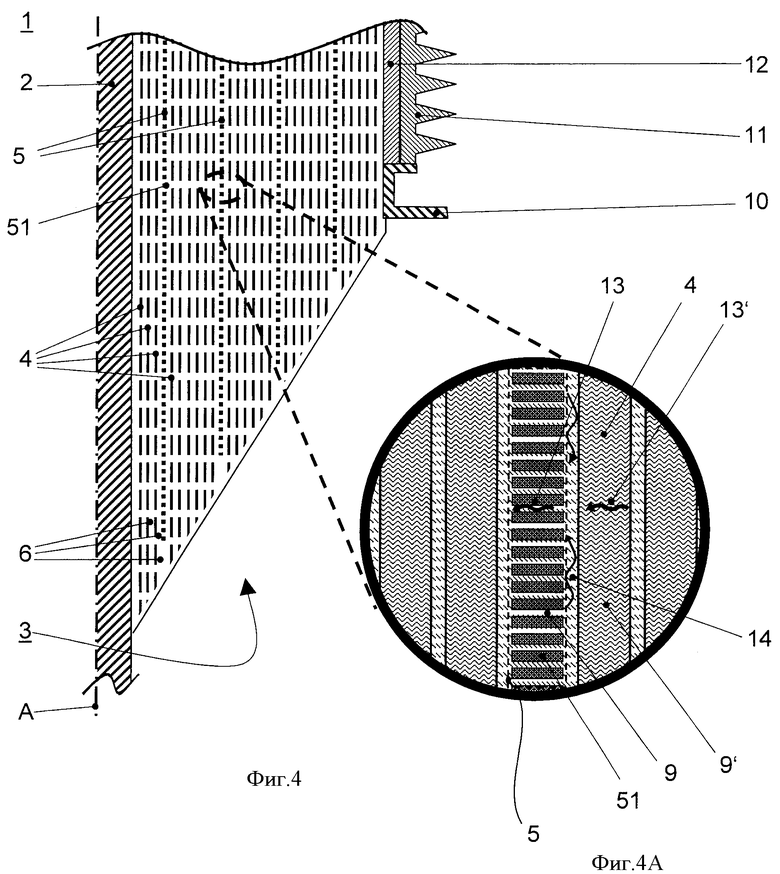
На фиг.1 схематично показан частичный вид в разрезе точно настроенного проходного изолятора 1. Проходной изолятор, по существу, является осесимметричным с осью А симметрии. В центре проходного изолятора 1 расположен твердый металлический проводник 2, который также может быть выполнен в виде трубки или провода. Проводник 2 частично окружен сердечником 3, который также, по существу, является осесимметричным с осью А симметрии. Сердечник 3 содержит прокладку 4, которая намотана вокруг сердечника 3 и пропитана отверждевающей эпоксидной смолой в качестве матричного материала 6. На заданных расстояниях от оси А вставлены электропроводные слои 51 между соседними витками прокладки 4, таким образом, что они выполняют функцию выравнивающих элементов 5. С внешней стороны сердечника 3 предусмотрен фланец 10, который позволяет фиксировать проходной изолятор 1 на заземленном корпусе трансформатора или распределительного устройства, или тому подобное. В рабочих условиях проводник 2 будет находиться под высоким потенциалом, а сердечник 3 обеспечивает электрическую изоляцию между проводником 2 и фланцем 10, имеющим потенциал земли. На той стороне проходного изолятора 2, которая обычно расположена снаружи корпуса, изолирующая оболочка 11 окружает сердечник 3. Оболочка 11 может быть полой из композитного материала, например из фарфора, силикона или эпоксидной смолы. Оболочка 11 может быть снабжена юбками или, как показано на фигуре 1, она может содержать юбки. Оболочка 11 должна предохранять сердечник 3 от старения (ультрафиолетовое облучение, погодные условия) и поддерживать хорошие электроизолирующие свойства в течение всего срока службы проходного изолятора 1. Форма юбок разработана таким образом, что они имеют самоочищающуюся поверхность, когда омываются дождем. Это исключает накопление пыли или загрязнений на поверхности юбок, что может повлиять на изолирующие свойства и привести к электрическому пробою.
В случае, когда имеется промежуточное пространство между сердечником 3 и оболочкой 11, для заполнения промежуточного пространства может быть предусмотрена изолирующая среда 12, например изолирующая жидкость 12, такая как силиконовый гель или полиуретановый гель.
Увеличенный вид части фиг.1, представленный на фиг.1А, более подробно представляет структуру сердечника 3. Уравновешивающий элемент 5 помещен между двумя слоями прокладки 4. Выравнивающие элементы 5 вставлены на некоторых расстояниях от оси А между соседними витками прокладки. Обычно имеется несколько слоев прокладки 4 между двумя соседними выравнивающими элементами 5, на фигуре 1 показаны шесть слоев прокладки 4 между соседними выравнивающими элементами 5. На основе количества витков прокладки между соседними выравнивающими элементами 5 можно выбирать (радиальное) расстояние между соседними выравнивающими элементами 5. Радиальное расстояние между соседними выравнивающими элементами 5 можно изменять от одного выравнивающего элемента до другого. Выравнивающий элемент 5 по фигуре 1А сформирован как электропроводный слой 51 с множеством отверстий 9, которые могут быть заполнены матричным материалом 6. Например, на фигуре 1А электропроводный слой 51 изготовлен из твердой фольги с отверстиями 9.
В предпочтительном варианте воплощения настоящего изобретения отверстия 9 выравнивающих пластин имеют протяженность в диапазоне от 50 нм до 5 см, в частности, от 1 мкм до 1 см. Толщина выравнивающих пластин 4 может находиться в диапазоне от 1 мкм до 2 мм, и ширина мостиков 8 обычно находится в диапазоне от 1 мм до 10 см, в частности, от 5 мм до 5 см. Площадь, занимаемая отверстиями 9, может быть большей, чем площадь, занимаемая мостиками 8. Обычно в плоскости выравнивающих пластин площадь, занимаемая отверстиями 9, составляет от 1% до 90% от общей площади электропроводного слоя 51 в заданной области электропроводного слоя, в частности от 5% до 75% от общей площади электропроводного слоя.
На фиг.2 схематично показан вид сверху электропроводного слоя 51. Пучки 7 волокон формируют мостики или поперечные детали 8, которые определяют отверстия 9. В поперечном сечении такой сети, когда она намотана по спирали, пучки волокон и отверстия 9 между ними видны, как показано на фигуре 1А. Волокна взаимно соединены в форме сетки, в форме решетки, выполнены с отверстиями или перфорированы, более обычно расположены в виде ткани, изготовленной с текстурой, в которой отверстия 9 сформированы путем размещения пучков волокон 7. Вместо пучков 7 волокон электропроводные слои 5 в форме сети, в форме решетки, выполненные с отверстиями или перфорированные, также могут быть сформированы из отдельных волокон (не показаны).
Обычно выравнивающие элементы 5 содержат слои 51 с отверстиями 9. Эти слои 51 необязательно должны быть равномерно распределены в любом направлении. Кроме того, размер, форма и/или распределение отверстий 9 необязательно должны быть равномерно расположены с интервалом в любом направлении. Используя такие вариации, можно получить вариацию плотности площади отверстий, определенную как отношение площади отверстий 9 к общей площади электропроводного слоя 51 в данной области электропроводного слоя. В частности, может быть предпочтительным изменять размер, форму и/или распределение отверстий 9 вдоль осевого направления и/или перпендикулярно осевому направлению, таким образом, чтобы обеспечивалось импрегнирование сердечника 3 без пустот. Может быть предпочтительным, например, уменьшить плотность поверхности отверстий на краях выравнивающих элементов 5 перпендикулярно направлению намотки и параллельно оси А, для обеспечения однородного распределения матричного материала 6, поскольку на этих краях выравнивающих элементов 5 матричный материал 6 может проникать из направлений, перпендикулярных оси А, а так же из направления, параллельного оси А, поэтому импрегнирование этих областей происходит быстрее.
В сердечнике 3, намотанном с выравнивающими элементами 5 без отверстий, таком как известен из предшествующего уровня техники, матричный материал 6 не может проникать через выравнивающие элементы 5, и поэтому требуется пропитывать сердечник матричным материалом с боковых сторон, то есть он должен просачиваться между слоями 4 и/или 51 с двух сторон, параллельно оси А и в радиальном направлении относительно оси А между двумя слоями. Это показано на фигуре 1А тонкими стрелками 14. В зависимости от материала прокладки прокладка 4 также может быть выполнена, по меньшей мере, частично проницаемой для матричного материала 6, как показано на фигуре 1А тонкими стрелками 14'. При использовании выравнивающих элементов 5 с отверстиями 9 в соответствии с изобретением матричный материал 6 может протекать через отверстия 9 в выравнивающих элементах 5 во время импрегнирования через каналы 13, обозначенные на фигуре 1 А толстыми стрелками.
На фиг.4 схематично показан вид части поперечного сечения точно настроенного проходного изолятора 1 в соответствии с другим вариантом воплощения изобретения проходного изолятора. Увеличенный вид части, представленный на фиг.4А, представляет более подробную структуру сердечника 3. Как показано на фигуре 4А, процесс импрегнирования может быть улучшен, если выравнивающие элементы 5 и прокладка 4 содержат множество отверстий 9, 9', формирующих каналы 13 и 13', и через эти каналы может проходить матричный материал 6. В этом случае матричный материал 6 может более быстро проникать через прокладку 4, а также через выравнивающие элементы 5 из направлений, перпендикулярных оси А, в направлении проводника 2 или в направлении оправки, соответственно, как обозначено толстыми стрелками 13, 13'. В предпочтительном варианте отверстия 9 соседних витков прокладки накладываются друг на друга таким образом, что каналы 13, 13' формируются в соседних слоях прокладки, в которые и через которые может протекать матричный материал 6 во время импрегнирования. В особенно предпочтительном варианте отверстия 9, 9' всех соседних слоев, то есть прокладки 4 и электропроводных слоев 51, накладываются друг на друга так, что каналы 13, 13' формируются через сердечник 3 к проводнику 2, или оправке, соответственно. Прокладка 4, как показано на фигуре 4А, выполнена в форме сетки, но также возможно выполнить прокладку 4 в форме решетки с отверстиями или перфорированной.
Обычно имеется от двух до пятнадцати витков (слоев) прокладки между соседними выравнивающими элементами 5, но также возможно использовать только один слой прокладки между соседними выравнивающими элементами 5 или использовать больше, чем пятнадцать слоев прокладки.
Выравнивающий элемент 5 также может быть изготовлен из твердого материала, вместо волокон. На фиг.3 показан такой пример. Твердая электропроводная фольга или фольга из полупроводникового материала имеет отверстия 9, которые отделены друг от друга мостиками 8. Вместо использования твердой фольги также возможно использовать полимерную пленку с металлизацией поверхности или с покрытием полупроводниковым материалом. Форма отверстий может быть квадратной, как показано на фигуре 3, но возможна любая форма, например прямоугольная или круглая, или овальная. В качестве твердого электропроводного материала подходит множество металлов, таких как серебро, медь, золото, алюминий, вольфрам, железо, сталь, платина, хром, свинец, никель/хром, константан, олово или сплавы металлов. В качестве альтернативы, электропроводный слой 51 также может быть изготовлен из углерода.
Матричный материал 6 в сердечнике 3 по фигуре 4 предпочтительно представляет собой полимер с частицами наполнителя. Например, эпоксидная смола или полиуретан с наполнителем из частиц Al2O3. Обычный размер частиц наполнителя находится в диапазоне от 10 нм до 300 мкм. Прокладка 4 и выравнивающие элементы 5 должны иметь определенную форму, то есть иметь отверстия 9, 9' такого размера, что частицы наполнителя могут быть распределены в сердечнике 3 во время импрегнирования. В обычных проходных изоляторах, в которых в качестве прокладки используется бумага (без отверстий), бумага будет выполнять функцию фильтра для таких частиц. Могут быть легко сформированы достаточно большие каналы 13, через которые может протекать матричный материал 6 с частицами наполнителя, как показано на фигуре 4А.
Теплопроводность стандартного сердечника типа БИС с чистой (без частиц наполнителя) смолой обычно составляет приблизительно от 0,15 Вт/мкм до 0,25 Вт/мкм. Когда используют смолу с частицами наполнителя, могут быть легко получены значения, по меньшей мере, от 0,6 Вт/мкм до 0,9 Вт/мкм или даже больше 1,2 Вт/мкм или 1,3 Вт/мкм для теплопроводности сердечника проходного изолятора.
Кроме того, коэффициент теплового расширения (КТР) может быть намного меньше, когда матричный материал 6 с частицами наполнителя используется вместо матричного материала без частиц наполнителя. В результате, обеспечиваются меньшие термомеханические напряжения в сердечнике проходного изолятора.
Процесс изготовления проходного изолятора 1, как описано со ссылкой на фиг.1 или фиг.4, обычно содержит этапы намотки прокладки 4 (из одной или больше полос или частей) на проводник 2, с наложением выравнивающих элементов 5 во время намотки, затем создают пониженное давление и наносят матричный материал 6 на сердечник 3 в условиях вакуума, до тех пор, пока сердечник 3 не будет полностью импрегнирован.
Импрегнирование в условиях вакуума происходит при температуре обычно от 25°С до 130°С. Затем эпоксидный матричный материал 6 отверждается (затвердевает) при температуре обычно от 60°С до 150°С и, в конечном итоге, его подвергают обработке после отверждения для получения требуемых термомеханических свойств. Затем сердечник 3 охлаждают, в конечном итоге, подвергают механической обработке и устанавливают фланец 10, изоляционную оболочку 11 и другие детали. Вместо намотки прокладки 4 на проводник 2 также возможно наматывать прокладку 4 на оправку, которую удаляют после окончания процесса изготовления. Затем проводник 2 может быть вставлен в отверстие в сердечнике 3, который остается в том месте, в котором была установлена оправка. В этом случае проводник 2 может быть окружен некоторым изолирующим материалом, таким как изолирующая жидкость, для исключения воздушных зазоров между проводником 2 и сердечником 3.
Выравнивающие элементы 5 могут быть наложены на сердечник 3 путем намотки их между двумя слоями прокладки, то есть прокладку 4 в виде листа наматывают, и в ходе процесса намотки вставляют выравнивающий элемент 5. Процесс намотки продолжается до тех пор, пока выравнивающий элемент 5 в изготовленном проходном изоляторе не будет расположен между двумя слоями намотанной прокладки 4. Такой способ является очень легко выполнимым и обеспечивает возможность контроля толщины уже предварительно намотанных слоев, таким образом, что радиальное положение выравнивающего элемента может быть очень точно определено.
Другая возможность состоит в закреплении выравнивающего элемента 5 на прокладке 4 перед или во время намотки. Это может быть, например, выполнено путем приклеивания выравнивающего элемента 5 к прокладке или путем их скрепления вместе, например, с помощью тепловой обработки, при которой прокладка 4 и выравнивающий элемент 5 накладывают друг на друга, и прикладывают тепло, в результате чего, по меньшей мере, один из материалов, например, материал прокладки 4 и/или выравнивающего элемента 5, по меньшей мере, частично плавится или ослабевает и формирует, таким образом, соединение с другим материалом. По меньшей мере, один из материалов, то есть прокладка 4 и/или выравнивающий элемент 5, также может иметь покрытие, которое имеет низкую точку плавления и которое способствует такой обработке. Другая возможность закрепления выравнивающего элемента 5 на прокладке 4 состоит в нанесении на прокладку 4 вместе с выравнивающим элементом 5 фиксирующего покрытия. В качестве альтернативы, возможно закрепить выравнивающий элемент 5 механически, например, используя, своего рода зажим или с помощью волокон, которые соединяют прокладку 4 с выравнивающим элементом 5. Возможно даже использовать выравнивающий элемент 5 и прокладку 4 с такой структурой поверхности, что они могут взаимно соединяться как соединения из крючков и петелек. Вместо использования одного электропроводного слоя 51 в качестве выравнивающего элемента 5 возможно использовать, по меньшей мере, два электропроводных слоя 51 в качестве одного выравнивающего элемента 5.
Типичные номинальные напряжения для высоковольтных проходных изоляторов составляют приблизительно от 50 кВ до 800 кВ, при номинальных токах от 1 кА до 50 кА.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОВОЛЬТНЫЙ ПРОХОДНОЙ ИЗОЛЯТОР | 2005 |
|
RU2378726C2 |
| ВЫСОКОВОЛЬТНЫЙ ПРОХОДНОЙ ИЗОЛЯТОР ДЛЯ НАРУЖНОЙ УСТАНОВКИ | 2008 |
|
RU2473997C2 |
| ИЗОЛИРУЮЩАЯ СТРУКТУРА С ЭКРАНАМИ, ФОРМИРУЮЩИМИ ЭЛЕКТРИЧЕСКОЕ ПОЛЕ | 2007 |
|
RU2432633C2 |
| ВЫСОКОВОЛЬТНЫЙ ПРОХОДНОЙ ИЗОЛЯТОР, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2653498C1 |
| КАБЕЛЬНАЯ АРМАТУРА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ВЫСОКОВОЛЬТНЫМ КОМПОНЕНТОМ | 2016 |
|
RU2681643C1 |
| СИЛОВОЙ ТРАНСФОРМАТОР | 1998 |
|
RU2193253C2 |
| КАБЕЛЬНАЯ АРМАТУРА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ВЫСОКОВОЛЬТНЫМ КОМПОНЕНТОМ ИЛИ ДРУГИМ ВЫСОКОВОЛЬТНЫМ КАБЕЛЕМ | 2016 |
|
RU2676531C1 |
| СИСТЕМА ВЫСОКОВОЛЬТНОЙ ИЗОЛЯЦИИ | 2001 |
|
RU2279727C2 |
| КАБЕЛЬ-ТРОС С ФУНКЦИЕЙ ПЕРЕДАЧИ ЭЛЕКТРОЭНЕРГИИ ДЛЯ ВЕТРОЭЛЕКТРОСТАНЦИИ ВОЗДУШНОГО БАЗИРОВАНИЯ | 2015 |
|
RU2693571C2 |
| Оптимальный индуктор | 2013 |
|
RU2636653C2 |
Изобретение относится к области высоковольтных изоляторов. Высоковольтный проходной изолятор (1) содержит проводник (2) и тело (3), окружающее проводник (2), при этом тело (3) содержит листовую прокладку (4), пропитанную электроизолирующим матричным материалом (6). Прокладка (4) намотана в форме спирали вокруг продольной оси (А) проводника (2), таким образом формируется множество соседних слоев. Тело (3) дополнительно содержит выравнивающие элементы (5) на соответствующих радиальных расстояниях от продольной оси (А). Выравнивающие элементы (5) представляют собой электропроводные слои (51) с отверстиями (9), через которые может проникать матричный материал (6). Выравнивающие элементы (5) размещены в теле (3) отдельно от прокладки (4). Предпочтительно, электропроводные слои (51) выполнены в виде сетки, решетки с отверстиями или перфорированы. Отверстия (9) выполнены с возможностью заполнения их матричным материалом (6), предпочтительно, можно использовать смолу (6) с частицами наполнителя. Способ изготовления проходного изолятора включает намотку в форме спирали вокруг проводника (2) или вокруг оправки с формированием множества соседних слоев, затем листовую прокладку пропитывают электроизолирующим матричным средством, в теле 3 размещают выравнивающие элементы, представляющие собой электропроводные слои. Техническим результатом является ускорение процесса изготовления изолятора. 5 н. и 20 з.п. ф-лы, 4 ил.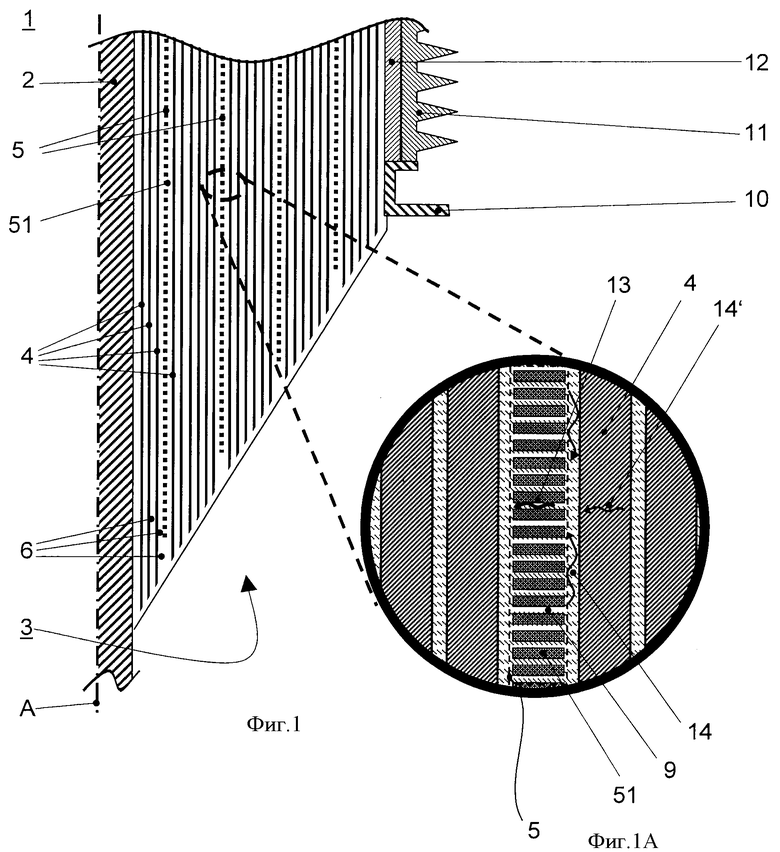
1. Проходной изолятор (1) с проводником (2) и телом (3), окружающим проводник (2), причем тело (3) включает в себя листовую прокладку (4), при этом прокладка (4) пропитана электроизолирующим матричным материалом (6) и намотана в форме спирали вокруг оси (А), формируя, таким образом, множество соседних слоев, при этом ось (А) определена формой проводника (2), а тело (3) дополнительно содержит выравнивающие элементы (5) на соответствующих радиальных расстояниях от оси (А), отличающийся тем, что выравнивающие элементы (5) содержат электропроводные или полупроводящие слои (51), причем слои (51) имеют отверстия (9), через которые способен проникать матричный материал (6), причем выравнивающие элементы (5) размещены в теле (3) между слоями прокладки (4).
2. Проходной изолятор (1) по п.1, отличающийся тем, что выравнивающие элементы (5) намотаны отдельно от прокладки (4).
3. Проходной изолятор (1) по п.1, отличающийся тем, что электропроводные слои (51) имеют вид сетки, решетки, выполнены с отверстиями или перфорированы.
4. Проходной изолятор (1) по п.2, отличающийся тем, что электропроводные слои (51) имеют вид сетки, решетки, выполнены с отверстиями или перфорированы.
5. Проходной изолятор (1) по п.1, отличающийся тем, что электропроводные слои (51) выполнены из твердой фольги, в частности из металла, сплава металла или углерода, с отверстиями (9).
6. Проходной изолятор (1) по п.2, отличающийся тем, что электропроводные слои (51) выполнены из твердой фольги, в частности из металла, сплава металла или углерода, с отверстиями (9).
7. Проходной изолятор (1) по п.3, отличающийся тем, что электропроводные слои (51) выполнены из твердой фольги, в частности из металла, сплава металла или углерода, с отверстиями (9).
8. Проходной изолятор (1) по п.1, отличающийся тем, что листовая прокладка (4) представляет собой электроизолирующий слой с отверстиями (9'), через которые способен проникать матричный материал (6).
9. Проходной изолятор (1) по п.2, отличающийся тем, что листовая прокладка (4) представляет собой электроизолирующий слой с отверстиями (9'), через которые способен проникать матричный материал (6).
10. Проходной изолятор (1) по п.3, отличающийся тем, что листовая прокладка (4) представляет собой электроизолирующий слой с отверстиями (9'), через которые способен проникать матричный материал (6).
11. Проходной изолятор (1) по п.8, отличающийся тем, что матричный материал (6) содержит частицы наполнителя.
12. Проходной изолятор (1) по п.9, отличающийся тем, что матричный материал (6) содержит частицы наполнителя.
13. Проходной изолятор (1) по п.10, отличающийся тем, что матричный материал (6) содержит частицы наполнителя.
14. Проходной изолятор (1) по п.11, отличающийся тем, что частицы наполнителя являются электроизолирующими или полупроводниковыми.
15. Проходной изолятор (1) по п.12, отличающийся тем, что частицы наполнителя являются электроизолирующими или полупроводниковыми.
16. Проходной изолятор (1) по п.13, отличающийся тем, что частицы наполнителя являются электроизолирующими или полупроводниковыми.
17. Проходной изолятор (1) по любому из пп.11-16, отличающийся тем, что теплопроводность частиц наполнителя выше, чем теплопроводность полимера, и/или коэффициент теплового расширения частиц наполнителя меньше, чем коэффициент теплового расширения полимера.
18. Проходной изолятор (1) по любому из пп.1-16, отличающийся тем, что электропроводные слои (51) содержат металлический, полупроводниковый материал или углерод.
19. Проходной изолятор (1) по любому из пп.1-16, отличающийся тем, что электропроводные слои (51) содержат множество волокон (7).
20. Проходной изолятор (1) по любому из пп.1-16, отличающийся тем, что электропроводные слои (51) покрыты, и/или поверхность их обработана, для улучшения адгезии между электропроводными слоями (51) и матричным материалом (6).
21. Проходной изолятор (1) по любому из пп.1-16, отличающийся тем, что размер и/или количество отверстий (9) в электропроводных слоях (51) изменяется вдоль направления, параллельного продольной оси (А) проводника (2).
22. Способ изготовления проходного изолятора (1) по п.1, в котором листовую прокладку (4) наматывают в форме спирали вокруг проводника (2) или вокруг оправки, причем форма проводника (2) или оправки определяет продольную ось (А), при этом намотанная листовая прокладка (4) формирует множество соседних слоев, и затем листовую прокладку (4) пропитывают электроизолирующим матричным материалом (6), отличающийся тем, что
в теле (3) размещают выравнивающие элементы (5), представляющие собой электропроводные слои (51) с отверстиями (9), путем намотки их между слоями прокладки (4) на расстоянии от продольной оси (А) проводника (2).
23. Электропроводный слой для проходного изолятора по любому из пп.1-21, характеризующийся тем, что электропроводный слой (51) с множеством отверстий (9) образует отдельный выравнивающий элемент (5).
24. Применение проходного изолятора (1) по любому из пп.1-21 в качестве средства для передачи тока с высоким потенциалом через заземленный барьер в генераторе.
25. Применение проходного изолятора (1) по любому из пп.1-21 в качестве средства для передачи тока с высоким потенциалом через заземленный барьер в высоковольтной установке.
| Способ предсозревания щелочной целлюлозы | 1975 |
|
SU690022A1 |
| ГЕРМЕТИЗИРОВАННЫЙ МНОГОАМПЕРНЫЙ ВВОД | 1998 |
|
RU2163040C2 |
| Проходной секционированный изолятор | 1981 |
|
SU991521A1 |
| Устройство для закладки выработанного пространства | 1986 |
|
SU1339259A1 |
| US 3967051 A, 29.06.1976. | |||

