Область техники, к которой относится изобретение
Настоящее изобретение относится к мягкому сшитому пеноматериалу с закрытыми ячейками, включающему смесь полипропилена и второго мягкого полиолефинового материала. Свойствами указанного пеноматериала, среди прочих, являются низкая прочность на сжатие и термостойкость. Эта комбинация свойств уникальна для пеноматериалов на основе полиолефинов.
Известный уровень техники
В последние годы существует необходимость в материалах, представляющих комбинацию высокой мягкости и/или мягкого контакта и высокой термостойкости. Такие материалы, например, особенно востребованы в автомобильной промышленности для внутренних деталей автомобиля, в частности таких деталей, с которыми контактируют пассажиры. Мягкость таких материалов может внести вклад в безопасность, но также и создает более приятное ощущение при контакте. Термостойкость также может внести вклад в безопасность в случае пожара и/или восприимчивости к воспламенению.
US 2003207953 описывает сшитый пеноматериал из эластомера олефина с удельной плотностью 0,05-0,2 и коэффициентом расширения 8-15. Сшитый пеноматериал получают нагреванием композиции эластомера, содержащей определенный сополимер этилен/альфа-олефина, органический пероксид, вспомогательный сшивающий агент и вспенивающее вещество. Утверждается, что сшитый пеноматериал обладает высоким коэффициентом расширения, свободен от огрубления поверхности, приписываемого разрушению пены, с мягким контактом, демонстрирует низкую остаточную деформацию при сжатии и с превосходную механическую прочность (в частности, прочность на разрыв) и термостойкость. Композиция эластомера олефина может состоять из 70-98 мас. частей сополимера этилен/альфа-олефин и 2-30 мас. частей полипропилена при условии, что сумма сополимера этилена/альфа-олефина и полипропилена составляет 100 мас. частей. Однако мягкость и термостойкость этих пеноматериалов все еще неудовлетворительны для многих применений.
JP 56112942 описывает мягкий сшитый сильно вспененный материал с превосходными теплоизоляционными свойствами и улучшенной размерной стабильностью при высокой температуре, который получен добавлением кристаллического низкомолекулярного полипропилена к полимерной смеси полиэтилена с термопластичным эластомером полиолефина.
JP 56112940 описывает мягкий сшитый сильно вспененный материал с превосходными теплоизоляционными свойствами и улучшенной размерной стабильностью при высокой температуре, который получен добавлением низкомолекулярного РЕ к полимерной смеси РЕ с термопластичным эластомером полиолефина, который является смесью сополимера этилен-пропилен - (несопряженный диен) и РР, частично сшитых друг с другом.
JP 56104947 описывает мягкий пеноматериал, устойчивый к высоким температурам и с превосходными теплоизоляционными свойствами, пригодный для низкотемпературного изоляционного материала для кондиционера, теплоизоляционного материала для центрального отопления для горячей трубы, материал включает РЕ и термопластичный эластомер полиолефина, который является этилен-пропилен (несопряженный диен) сополимерным каучуком, смешанным с РР, и частичной сшивкой полученной смеси. 90-40 мас. частей РЕ (i) смешивают с 10-60 мас. частями указанного термопластического эластомера (ii) и полученную смесь затем смешивают со вспенивающим веществом, разлагающимся при нагревании (например, азодикарбонамид), (iii) и сшивающим агентом (например, дикумил пероксид). Пеноматериал получают, помещая формованное изделие в высокотемпературную атмосферу и разлагая сшивающий и вспенивающие агенты.
JP 2004204154 описывает пеноматериал из сшитой полиолефиновой смолы, который обладает высокой термостойкостью и превосходной гибкостью, и способ его получения. Объектом указанного изобретения является пеноматериал из сшитой полиолефиновой смолы, который получается сшивкой и вспениванием полиолефиновой смолы, содержащей LLDPE и ≥30 мас.% РР смолы с толщиной ≥1 мм, и одновременно с общей степенью сшивки ≤65%.
JP 8157623 описывает внутренний материал, пригодный для внутренней отделки дверей автомобиля и потолка, с превосходной адгезионной способностью к основному материалу, свободному от слипания со слоем грунтовки, путем обработки коронным разрядом открытой поверхности слоистого пеноматериала, покрытием обработанной поверхности грунтовкой и высушиванием. Открытую поверхность слоистого пеноматериала получают нанесением листа винилхлоридной смолы (например, лист с толщиной 0,4-0,7 мм) к одной стороне пеноматериала (например, пеноматериала со степенью сжатия 15-30 и толщиной 1-4 мм), который включает смолу на основе РР (например, смесь 40-100 мас.% произвольного РР и 60-0 мас.% этиленовой смолы, такой как (линейный малой плотности) РЕ или сополимер этиленвинилацетата).
JP 2003334880 описывает пеноматериал из сшитой полиолефиновой смолы с высокой термостойкостью и гибкостью. Пеноматериал из сшитой полиолефиновой смолы получают сшивкой и вспениванием полиолефиновой смолы, содержащей 30 мас.% или более произвольного типа РР смолы, охарактеризованный тем, что толщина составляет не более 1 мм и общая степень сшивки не менее 65%.
JP 2000351865 описывает композицию полиолефиновой смолы, которая дает пеноматериал с превосходной устойчивостью к нагреву и давлению и демонстрирует улучшенную безопасность и удобообрабатываемость в процессе производства, смешиванием полиолефиновой смолы с определенным количеством дипропенильных соединений и термически разлагаемых химически вспенивающих веществ. Полиолефиновую смолу в количестве 100 мас. частей смешивают с 1-10 мас. частями дипропенильных соединений формулы и 1-15 мас. частей термически разлагаемых вспенивающих химических веществ. Предпочтительно полиолефиновая смола включает 30-90 мас.% РР смолы с MFR 0,5-5 г/10 мин и предпочтительно с т.п. 125-155°С и 10-70 мас.% РЕ смолы с MFR 1-20 г/10 мин и предпочтительно с плотностью 0,890-0,940 г/см3.
JP 5009325 описывает пеноматериал, содержащий гомогенно распределенное вспенивающее вещество с малым количеством микроотверстий, с превосходной прочностью на разрыв и удлинением и пригодный в качестве материала внутренних панелей автомобиля и т.д., полученный формовкой определенной композиции для сшитого пеноматериала, затем сшивкой формованного изделия с последующим формованием под давлением сшитого изделия. 100 мас. частей смолы перемешивают с 10-50 мас.% РР и 50-90 мас.% этилен-пропилен диенового сополимерного каучука, примешивают к общей массе 10-20 мас. частей вспенивающего вещества, такого как азодикарбонамид, при температуре ниже температуры разложения вышеуказанного вспенивающего вещества. Таким образом получают маточную смесь, содержащую вспенивающее вещество. К 10-80 мас.% РР примешивают 20-90 мас.% этилен-пропилен диенового сополимерного каучука и 5-70 мас.% вышеуказанной маточной смеси при температуре ниже температуры разложения вышеуказанного вспенивающего вещества. В результате получают и формуют композицию для сшитого пеноматериала. Полученное формованное изделие затем сшивают и вспенивают для получения целевого пеноматериала.
JP 3192133 описывает эластомерный пеноматериал с однородными и мелкими ячейками и улучшенной гибкостью и механическими свойствами, полученный формованием термопластичного олефинового эластомера, содержащего вспенивающее вещество, сшивкой пресс-изделия, нагреванием его под давлением и сбросом давления. Термопластичный олефиновый эластомер, содержащий вспенивающее вещество, получают смешиванием смеси 100 мас. частей термопластичных олефиновых эластомеров, выбранных из этилен/пропилен/(диен) сополимера и сополимера этиленвинилацетата с содержанием винилацетата 3 мас.% или более, необязательно с 10-70 мас. частями РР, 3-30 мас. частями бутилкаучука и 3-40 мас. частями минерального масла в качестве пластификатора, и, кроме того, с 3-30 мас. частями (на 100 мас. частей смеси) вспенивающего вещества. Указанный эластомер формуют при температуре ниже, чем температура разложения вспенивающего вещества, и сшивают облучением ионизирующим излучением с дозой 0,1-50 мрад. Изделие нагревают до температуре выше температуры разложения вспенивающего вещества под давлением 50-100 кг/см2 на 2-20 мин и вспенивают сбросом давления.
JP 2194037 описывает пеноматериал из смолы с высокой долей открытых ячеек и превосходной сжимаемостью, содержащий сшиваемую РЕ смолу и РР смолу и получаемый сшивкой РЕ смолы так, чтобы создать в ней определенную долю открытых ячеек. Пеноматериал из смолы, содержащий сшиваемую полиэтиленовую смолу (а) и полипропиленовую смолу (b) с т.п. выше, чем у сшиваемой полиэтиленовой смолы, по меньшей мере, на 20°С и ниже, чем 190°С, в диапазоне (a)/[(a)+(b)]=40-90 мас.% и (b)/[(a)+(b)]=10-60 мас.% и получаемый сшивкой сшиваемой полиэтиленовой смолы так, чтобы создать в ней долю открытых ячеек 60-90%. В качестве используемой сшиваемой полиэтиленовой смолы особенно желательны полиэтилен низкой плотности или сополимер этилен/винил ацетата. В качестве полипропиленовой смолы особенно желателен кристаллический гомополимер пропилена.
WO 01/70860 описывает несшитый пеноматериал, содержащий РР и EVA, с высокой термостойкостью.
Для многих применений существующие в настоящее время полиолефиновые пеноматериалы с закрытыми ячейками не обладают удовлетворительной комбинацией достаточно низкого сопротивления сжатию и/или мягкости и высокой термостойкости. Поэтому целью настоящего изобретения является создание таких пеноматериалов.
Авторы изобретения в настоящее время обнаружили сшитый полиолефиновый пеноматериал, который можно получить из смеси полипропилена (РР) с определенными параметрами и этилен-полимера с определенными свойства, в котором свойства высокой мягкости и высокой термостойкости объединены в одном пеноматериале.
Краткое описание изобретения
Настоящее изобретение относится к мягкому сшитому полиолефиновому пеноматериалу с закрытыми ячейками с высокой термостойкостью.
В частности, изобретение относится к мягкому полиолефиновому пеноматериалу с закрытыми ячейками с высокой термостойкостью, который можно получить следующим способом:
а) смешиванием композиции, включающей: (i) 10-50 мас. частей полипропилена с MFI 0,1-15 г/10 мин при 230°С и 2,16 кг и температурой плавления, по меньшей мере, 155°С, и (ii) 90-50 мас. частей этилен-полимера, выбранного из EVA, ЕМА, ЕЕА, ЕАА, ЕВА, VLDPE, VLLDPE и/или металлоценового полиэтилена, этилен-полимера с MFI 0,1-15 г/10 мин при 190°С и 2,16 кг,
с химическим вспенивающим веществом;
b) формованием листового материала, при котором смешивание композиции с химическим вспенивающим веществом выполняют до и/или одновременно с формованием;
с) сшивкой листового материала, полученного на стадии b, до степени сшивки 20-60%; и
d) вспениванием сшитого листового материала при повышенной температуре в непрерывном процессе для получения пеноматериала с плотностью 20-400 кг/м3.
Детальное раскрытие изобретения
Особенности и преимущества пеноматериала в соответствии с настоящим изобретением объясняются более подробно далее.
Пеноматериалом в соответствии с настоящим изобретением является полиолефиновый пеноматериал с закрытыми ячейками. Термин "закрытая ячейка" в отличие от "открытой ячейки" известен специалисту в данной области техники и означает, что по существу все стенки ячеек пеноматериала являются неповрежденными. Предпочтительно, по меньшей мере, 90% ячеек имеют неповрежденные стенки ячеек, более предпочтительно, по меньшей мере, 95%, еще более предпочтительно более 98%. При применении способа и параметров исходных продуктов настоящего пункта 1 формулы изобретения обычно получается пеноматериал с около 98% или более неповрежденных ячеек.
Первая стадия получения пеноматериала настоящего изобретения состоит в смешивании композиции, включающей (i) полипропилен и (ii) этилен-полимер, с химическим вспенивающим веществом. Необязательно композиция содержит дополнительный компонент (iii), который выбран из группы: LDPE, HDPE и/или LLDPE.
Вышеуказанная композиция содержит около 10-50 мас. частей полипропилена (i), предпочтительно около 20-50, более предпочтительно около 30-40 мас. частей, по отношению к общему весу композиции. Если применяется менее около 10 мас. частей полипропилена, недостаточной является термостойкость пеноматериала. Если применяется более около 50 мас. частей, недостаточной является мягкость пеноматериала.
Температура плавления полипропилена составляет, по меньшей мере, 155°С или предпочтительно более 155°С. Если применяют РР с температурой плавления ниже 155°С, невозможно получить высокую термостойкость. Предпочтительно температура плавления составляет 160-170°С.
Полипропилен предпочтительно является кристаллическим полипропиленом, более предпочтительно гомополипропиленом (hPP).
Этилен-полимер (ii), используемый в композиции для смешивания со вспенивающим веществом, содержится в количестве около 90-50 мас. частей по отношению к весу композиции, предпочтительно около 80-50, более предпочтительно около 70-60 мас. частей.
Этилен-полимер выбран из сополимера этиленвинилацетата (EVA), этиленметилакрилата (ЕМА), этиленэтилакрилата (ЕЕА), этиленакриловой кислоты (ЕАА), этиленбутилакрилата ЕВА, полиэтилена очень низкой плотности (VLDPE), очень линейного полиэтилена низкой плотности (VLLDPE), металлоценового полиэтилена и их комбинации.
EVA в настоящем изобретении обычно содержит 3-70 мас.% винилацетата, предпочтительно 5-30 мас.%, еще более предпочтительно 10-20 мас.%.
В одном предпочтительном осуществлении настоящего изобретения композиция для смешивания с химическим вспенивающим веществом (или разрыхляющим веществом) не содержит других полимеров помимо полипропилена (i) и этилен-полимера (ii).
В другом предпочтительном осуществлении настоящего изобретения композиция для смешивания с химическим вспенивающим веществом содержит другой полимер (iii), такой как LDPE, LLDPE и/или HDPE, предпочтительно LLDPE для корректировки свойств пеноматериала. Этот другой полимер предпочтительно присутствует в количестве около 0,5-10 мас. частей по отношению к композиции из полипропилена (i), этилен-полимера (ii) и другого полимера (iii).
Этилен-полимером является предпочтительно только или по существу только EVA. В другом предпочтительном осуществлении этилен-полимер является предпочтительно только или по существу только VLDPE или VLLDPE.
Композиция перед смешиванием с химическим вспенивающим веществом предпочтительно является комбинацией PP/EVA/LLDPE или PP/VLDPE/LLDPE. Особенно предпочтительными комбинациями полимеров для композиции, которая будет смешана с химическим вспенивающим веществом, являются комбинации hPP/EVA, hPP/EVA/LLDPE, hPP/VLDPE и hPP/VLDPE/LLDPE. Предпочтительно композиция полимера состоит из любой из этих комбинаций полимеров. В этих комбинациях VLDPE предпочтительно является VLLDPE.
Композиция, содержащая полипропилен (i), этилен-сополимер (ii) и необязательно другой полимер (iii), может содержать дополнительные полимеры при условии, что они не оказывают отрицательного влияния на положительный эффект изобретения, но предпочтительно не содержит других полимеров или резиновых компонентов. Однако обычные добавки могут присутствовать подобно промоторам сшивки, антиоксидантам, затравкам и/или сшивающим агентам в случае химической сшивки.
Важно, чтобы полипропилен и этилен-полимер имели определенный индекс текучести расплава (MFI) 0,1-15 г/мин при 230°С и 2,16 кг, в соответствии с определением по BS EN ISO 1133:2000. MFI полипропилена предпочтительно составляет 2-11 или 2-10 г/10 мин. MFI этилен-полимера предпочтительно составляет 0,1-15,0 г/мин при 190°С и 2,16 кг, в соответствии с определением по BS EN ISO 1133:2000. MFI этилен-полимера, предпочтительно этиленвинилацетата, предпочтительно составляет 0,5-8,0 г/мин.
Значение MFI дополнительного другого полимера (iii) обычно составляет 0,1-15,0 г/мин, предпочтительно 2,0-8,0 г/мин при 190°С и 2,16 кг.
Для специалиста в данной области техники MFI характеризует текучесть полимера и является грубой оценкой молекулярного веса и пригодности для переработки полимерного материала. Если значение MFI слишком высокое, что соответствует низкой вязкости, невозможно будет удовлетворительно выполнить экструзию в соответствии с настоящим изобретением. Проблемами в этом случае могут быть низкое давление при переработке расплава, проблемы с каландрированием и поддержанием профиля толщины листа, неравномерный профиль охлаждения из-за низкой вязкости расплава, низкая прочность расплава и/или механические проблемы. Слишком низкое значение MFI может привести к высоким давлениям при переработке расплава, трудностям в каландрировании, качестве и профиле листа и необходимости более высокой температуры для переработки, что вновь вызывает риск разложения и активации вспенивающего вещества.
Вышеуказанные диапазоны MFI также важны для процесса вспенивания по заявленному изобретению, потому что они отражают вязкость материала, и вязкость влияет на вспенивание. Причина, почему конкретные диапазоны значения MFI должны быть выбраны для настоящего изобретения, может быть найдена в следующем объяснении, хотя настоящее изобретение им не ограничено. Материал с более низким MFI может улучшить некоторые физические свойства, поскольку более высокая длина цепей молекул требует для течения цепей больше энергии при наложении напряжения. Также, чем длиннее молекулярная цепь (Mw), тем в большее количество кристаллических образований цепь может закристаллизоваться, повышая прочность за счет межмолекулярных связей. Однако при слишком низком MFI вязкость становится слишком высокой. С другой стороны, материалы с более высоким значением MFI имеют более короткие цепи. Поэтому в заданном объеме есть больше концов цепи, на микроскопическом уровне они вращаются, и они создают свободный объем, поскольку они нуждаются в большем пространстве для вращения (выше Tg полимера). Это увеличивает свободный объем, способствует течению, позволяет легко течь под напряжением и снижает некоторые физические свойства. В целях настоящего изобретения MFI должен находиться в вышеуказанных диапазонах для достижения компромисса между этими свойствами.
Композиция для смешивания с химическим вспенивающим веществом может быть предпочтительно объединена с промотором сшивки для изменения или улучшения свойств пеноматериала за счет степени сшивки. Степень сшивки в настоящем изобретении определяют в соответствии с ASTM 2765 с применением ксилола в качестве растворителя для растворения несшитых компонентов. В принципе, несшитые материалы растворяются в ксилоле, и степень сшивки выражают в виде весового процента сшитого материала. Такие промоторы сшивки известны специалисту в данной области техники. Ряд добавок функциональных мономеров используется в изобретении для активизации сшивки полимеров. В настоящем изобретении предпочтительно используется триметилолпропантриметакрилат (ТМРТМА). Промоторы сшивки обычно добавляются к смешиваемой композиции со вспенивающим веществом в обычных количествах, таких как около 0,1-6,5, предпочтительно около 1,0-4,5 мас. частей.
В соответствии с настоящим изобретением композицию объединяют с химическим газообразующим веществом (или вспенивающим веществом). Обычно нет ограничений относительно типа химического вспенивающего вещества в настоящем изобретении.
Химическими вспенивающими веществами служат, например, азосоединения, такие как азодикарбонамид, соединения гидразина, карбазиды, тетразолы, нитрозосоединения или карбонаты. В настоящем изобретении предпочтительно используется азодикарбонамид.
Плотность получаемого пеноматериала может регулироваться количеством химического вспенивающего вещества. Специалист в данной области техники может определить необходимое количество вспенивающего вещества для заданной плотности пены. Химическое вспенивающее вещество обычно используется в количестве 2,0-25,0 мас. частей или 2,0-20,0 мас. частей в зависимости от требуемого расширения и предпочтительно около 5-9 мас. частей для плотности пеноматериала 67 кг/м3 по отношению к композиции, которая будет с ним смешиваться.
После смешивания вышеуказанной композиции с химическим вспенивающим веществом или одновременно со смешиванием формуется предпочтительно экструзией листовой материал, например лист, пленка или полотно. Экструзия предпочтительно выполняется двухшнековым экструдером. Другими возможностями формирования листового материала является каландрирование и/или размешивание.
В предпочтительном осуществлении температура формования или экструзии, размешивания и/или каландрирования полимеров в лист составляет 190°С или менее для предотвращения предварительного вспенивания листа и получения ячеек с упорядоченной структурой и плоской поверхности пеноматериала. Низшим пределом является точка плавления полипропилена, используемого в способе.
После формования, предпочтительно экструзией, листовой материал, полученный формованием, сшивают обычным способом, то есть химической или физической сшивкой. Предпочтительной является физическая сшивка, например, электронным пучком или гамма-облучением, с применением, например, источника кобальта 60. Особенно предпочтительно облучение электронами. Сшивку выполняют так, чтобы степень сшивки по определению в соответствии с ASTM 2765 с применением ксилола в качестве растворителя составляла 20-60%, предпочтительно 30-40%. Как указано выше, предпочтительно могут быть использованы промоторы сшивки.
Вспенивание выполняют при повышенной температуре, предпочтительно 200-260°С, более предпочтительно 220-260°С, непрерывным способом. Вспенивание не выполняют периодическим способом.
Вспенивание предпочтительно проводят в печи вертикальной и/или горизонтальной системы. Вспенивание также может проводиться в способе пропитки с применением, например, азота в автоклаве с последующим свободным вспениванием в системе печи.
Способ настоящего изобретения проводится так, чтобы была получена плотность 20-400 кг/м3, предпочтительно 20-300 кг/м3, в соответствии с измерением по ISO 845. Плотность может изменяться количеством вспенивающего вещества.
Размер ячейки предпочтительно составляет около 0,05-2,0 мм, предпочтительно около 0,1-0,6 мм. Размер ячейки определяют сканирующей электронной микроскопией.
В отдельном осуществлении изобретения получение мягкого сшитого пеноматериала может быть выполнено многостадийным способом, включающим:
1) смешивание/экструзию или смешивание/разминание, или смешивание/каландрирование листа полимерной матрицы;
2) сшивку источником излучения, подобным электронному пучку или гамма-лучам (Кобальт 60); и
3) процесс вспенивания,
а) свободным вспениванием в системе печи
b) в способе пропитки азотом в автоклаве с последующим свободным вспениванием в системе печи.
Способ получения накатанной заготовки пеноматериала предпочтительно включает следующие стадии.
1) Экструзию/разминание:
смешивание/экструзия и/или смешивание/разминание/каландрирование в виде пленки или листа, с или без разрезания на листы;
2) Сшивку:
физическую сшивку электронным пучком или гамма облучением;
3) Вспенивание:
разложением органического вспенивающего вещества, являющегося азодикарбонамидом, добавляемого на стадии смешивания;
4) Процесс разрыхления свободным вспениванием в печи.
Пеноматериал настоящего изобретения имеет благоприятную комбинацию высокой термостойкости и мягкости.
Пеноматериал настоящего изобретения является мягким пеноматериалом. Мягкость может быть выражена, например, прочностью при сжатии и твердостью по Шору (Shore). В настоящем изобретении значение прочности при сжатии определяют по способу ISO 844. В соответствии с настоящим изобретением пеноматериал имеет низкую прочность при сжатии. Значения прочности при сжатии предпочтительно составляют 30-100 кПа, более предпочтительно 30-60 кПа, измеренные на пеноматериале с плотностью 70 кг/м3 при 25% деформации (ISO 844). Твердость по Шору (Shore) является мерой сопротивления материала к углублению 3-пружинного индентера. Чем выше число, тем больше сопротивление. Твердость по Шору (Shore) (О) и (OO) измеряют в соответствии с ASTM D 2240.
Термостойкость проверяют в соответствии с ISO 7214-1998 (Е), помещая предварительно тщательно вырезанный образец в контролируемую печь при определенной температуре на 24 час. На образце отпечатывают указатель 10 см × 10 см, поэтому размеры известны перед испытанием. Образец удаляют из печи после 24 ч и измеряют усадочную деформацию и в направлении экструзии, и в поперечном направлении. Пеноматериал настоящего изобретения может иметь термостойкость выше 130°С, предпочтительно выше 135°С, более предпочтительно выше 140°С, определенную в соответствии с ISO 7214-1998 (Е).
Настоящее изобретение также относится к слоистому материалу, включающему пеноматериал в соответствии с настоящим изобретением, по меньшей мере, с одним слоем. Пеноматериал может быть комбинирован, например, с пленкой, фольгой (например, поливинилхлоридом (PVC) или термопластическим полиолефином), тканью (полиэфир, полипропилен и т.д.), кожей и/или неткаными материалами с использованием стандартных способов известного уровня техники. Пеноматериал в соответствии с изобретением может быть ламинирован указанными материалами с одной или обеих сторон.
Пеноматериал или ламинированный пеноматериал предпочтительно может применяться в или для внутренних деталей автомобиля, таких как двери, вставки двери, дверные ролики, панели, дверные панели, подлокотники, центральная консоль, панели заднего сиденья или верхние накладки.
Для изготовления ламината может быть применен вакуумный способ формирования, например, для получения ламината с фольгой, пленкой или тканями. Другими способами являются, например, штамповка с подложками (например, NF/PP, GF/PP, Woodstock и т.д.), прессование при низком давлении или прессование расплава с нитями (например, с РР (LPM, LPE, и т.д.)).
Примеры
Термостойкость, прочность при сжатии и твердость по Шору (Shore) (О) и (OO) измеряют, как указано выше, с использованием стандартных методов ISO 7214-1998 (Е), ISO 844 и ASTM D2240 соответственно.
Пример 1
Коммерческий EVA с MFI 4 г/10 мин (190°С, 2,16 кг) смешивают с 20, 30, 40 и 50% гомополипропилена с МFI 3,0 или 10,5 г/10 мин (230°С, 2,16 кг) и температурой плавления 165°С и 5% LLDPE с MFI 4,6 г/10 мин (190°С, 2,16 кг). Кроме того, добавляют небольшое количество (2 мас. части) ТМРТМА для улучшения переработки и увеличения степени сшивки. Полимеры смешивают и компаундируют в двухшнековом экструдере при температуре 185°С. После экструзии лист сшивают облучением и вспенивают непрерывно около 240°С. Содержание азодикарбонамида берут такое, чтобы получать пеноматериал с характеристикой 68 кг/м3.
Пеноматериал с 30% hPP (MFI 3,0 г/10 мин) в EVA имеет твердость по Шору (Shore) О, равную 26, и твердость по Шору (Shore) OO, равную 67, определенные для пеноматериала с 68 кг/м3. Прочность при сжатии составила 50 кПа (для пеноматериала с 68 кг/м3 с 25% деформацией).
Термостойкость доходит до 140°С.
Пример 2
Коммерческий vLLDPE с MFI 2,6 г/10 мин(190°С, 2,16 кг) смешивают с 20, 30,40 и 50% гомополипропилена с MFI 3,0 или 10,5 г/10 мин (230°С, 2,16 кг) и температурой плавления 164°С и 5% LLDPE с MFI 4,6 г/10 мин (190°С, 2,16 кг). Полимеры смешивают и компаундируют в двухшнековом экструдере при температуре 185°С. После экструзии лист сшивают облучением и вспенивают непрерывно около 240°С. Содержание азодикарбонамида берут такое, чтобы получать пеноматериал с 67 кг/м3.
Пеноматериал с 30% hPP (MFI 3,0 г/10 мин) в vLLDPE имеет твердость по Шору (Shore) О, равную 26, и твердость по Шору (Shore) OO, равную 65, определенные для пеноматериала с 60 кг/м3. Прочность при сжатии была определена как 45 кПа (для пеноматериала с 60 кг/м3 с 25% деформацией).
Термостойкость доходит до 140°С.
Пример 3
Коммерческий EVA с MFI 4 г/10 мин (190°С, 2,16 кг) смешивают с 20, 30, 40 и 50% гомополипропилена с MFI 3,0 или 10,5 г/10 мин (230°С, 2,16 кг) и температурой плавления 165°С. Кроме того, добавляют небольшое количество (2 мас. части) ТМРТМА для улучшения переработки и увеличения содержания геля. Полимеры смешивают и компаундируют в двухшнековом экструдере при температуре 185°С. После экструзии лист сшивают облучением и вспенивают непрерывно около 240°С. Содержание азодикарбонамида берут такое, чтобы получать пеноматериал с 68 кг/м3.
Пеноматериал с 30% hPP (MFI 3,0 г/мин) в EVA имеет твердость по Шору (Shore) О, равную 28, и твердость по Шору (Shore) OO, равную 66, определенные для пеноматериала с 64 кг/м3. Прочность при сжатии была определена как 48 кПа (для пеноматериала с 60 кг/м3 с 25% деформацией) в соответствии с ISO 844.
Термостойкость доходит до 140°С.
Пример 4
Коммерческий EVA с MFI 4 г/10 мин (190°С, 2,16 кг) смешивают с 20, 30, 40 и 50% гомополипропилена с MFI 3,0 или 10,5 г/10 мин (230°С, 2,16 кг) и температурой плавления 165°С. Полимеры смешивают и компаундируют в двухшнековом экструдере при температуре 185°С. После экструзии лист сшивают облучением и вспенивают непрерывно около 240°С. Содержание азодикарбонамида может быть использовано для регулирования плотности пеноматериала.
Пеноматериал с 30% hPP (MFI 3,0 г/10 мин) в EVA имеет твердость по Шору (Shore) О, равную 24, и твердость по Шору (Shore) OO, равную 63, определенные для пеноматериала с 63 кг/м3. Прочность при сжатии измеряют при 44 кПа (для пеноматериала с 60 кг/м3 с 25% деформацией) в соответствии с ISO 844.
Термостойкость доходит до 140°С.
Сравнительный пример 1
Коммерческий EVA с MFI 4 г/10 мин (190°С, 2,16 кг) смешивают с 10, 20, и 30% коммерческого сополимера полипропилена с MFI 8 г/10 мин (190°С, 2,16 кг) и температурой плавления 140°С в двухшнековом экструдере при температуре 160°С. После экструзии лист сшивают облучением и вспенивают непрерывно при 240°С. Количество азодикарбонамида берут такое, чтобы получать пеноматериал с 65 кг/м3.
Прочность при сжатии пеноматериала с 30% со-РР в EVA равна 56 кПа (измеренная для пеноматериала с 65 кг/м3 с 25% деформацией способом в соответствии с ISO 844).
Термостойкость составляет 100°С.
Краткий обзор примеров
Указанные примеры ясно показывают, что пеноматериал в соответствии с настоящим изобретением, но содержащий полипропилен с точкой плавления ниже 155°С, не проявляет хорошую комбинацию свойств термостойкости и мягкости по сравнению с примерами в соответствии с настоящим изобретением.
Преимущества изобретения, кроме того, представлены следующими чертежами:
На фиг.1 графически представлена прочность при сжатии композиции в соответствии с настоящим изобретением (EVA/hPP) и известных пеноматериалов. Очевидно, что прочность при сжатии значительно ниже в настоящем изобретении.
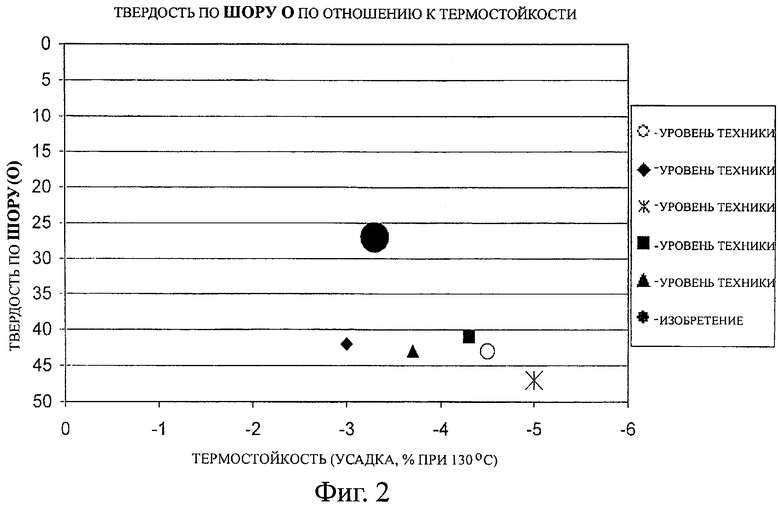
На фиг.2 и 3 графически представлена твердость по Шору (Shore) (О) и (OO) композиции в соответствии с настоящим изобретением (пример 3 - EVA/hPP) и известных пеноматериалов в зависимости от термостойкости. Очевидно, что твердость по Шору (Shore) значительно ниже в настоящем изобретении (более высокое значение твердости по Шору (Shore) в случае образцов известного уровня техники означает более низкую мягкость). В то же время термостойкость улучшена или, по меньшей мере, сравнима с образцами известного уровня техники.


Изобретение относится к полимерным материалам с закрытыми ячейками, обладающими высокой термостойкостью и мягкостью. Материал получен: а) смешиванием композиции, содержащей: (i) 10-50 мас. частей полипропилена с МFI 0,1-15 г/10 мин при 230°С и 2,16 кг и температурой плавления, по меньшей мере, 155°С и (ii) 90-50 мас. частей этилен-полимера с MFI 0,1-15 г/10 мин при 190°С и 2,16 кг, выбранного из EVA, EMA, ЕЕА, ЕАА, ЕВА, VLDPE, VLLDPE и/или металлоценового полиэтилена, с химическим вспенивающим веществом, b) формованием листового материала, при котором смешивание композиции с химическим вспенивающим веществом проводят до и/или одновременно с формованием, с) сшивкой листового материала, полученного на стадии b, до степени сшивки 20-60% и d) формованием сшитого листового материала при повышенной температуре непрерывным способом для получения пеноматериала с плотностью 20-400 кг/м3. Повышается мягкость и термостойкость материала. 3 н. и 14 з.п. ф-лы, 3 ил.
1. Мягкий полиолефиновый пеноматериал с закрытыми ячейками с высокой термостойкостью, полученный а) смешиванием композиции, содержащей (i) 10-50 мас.ч. полипропилена с МFI 0,1-15 г/10 мин при 230°С и 2,16 кг и температурой плавления, по меньшей мере, 155°С и (ii) 90-50 мас.ч. этилен-полимера с MFI 0,1-15 г/10 мин при 190°С и 2,16 кг, выбранного из этиленвинилацетата (EVA), этиленметилакрилата (ЕМА), этиленэтилакрилата (ЕЕА), этиленакриловой кислоты (ЕАА), этиленбутилакрилата (ЕВА), полиэтилена очень низкой плотности (VLDPE), очень линейного полиэтилена низкой плотности (VLLDPE) и/или металлоценового полиэтилена с химическим вспенивающим веществом, b) формованием листового материала, при котором смешивание композиции с химическим вспенивающим веществом проводят до и/или одновременно с формованием, с) сшивкой листового материала, полученного на стадии b), до степени сшивки 20-60%, и d) формованием сшитого листового материала при повышенной температуре непрерывным способом для получения пеноматериала с плотностью 20-400 кг/м3.
2. Пеноматериал по п.1, в котором полипропиленом является гомополипропилен.
3. Пеноматериал по п.1, в котором MFI полипропилена составляет 2-11 или 2-10 г/10 мин, определенный при 230°С и 2,16 кг.
4. Пеноматериал по п.1, в котором этилен-полимер (ii) содержит EVA.
5. Пеноматериал по п.1, в котором этилен-полимер (ii) содержит VLDPE.
6. Пеноматериал по п.1, в котором содержание винилацетата в EVA составляет 3-70 мас.%, предпочтительно 5-30 мас.%, более предпочтительно 10-20 мас.%.
7. Пеноматериал по п.1, в котором степень сшивки составляет 30-40%.
8. Пеноматериал по п.1, в котором формование на стадии b) выполняют экструзией, предпочтительно, с применением двухшнекового экструдера.
9. Пеноматериал по п.1, в котором сшивку выполняют физической сшивкой, предпочтительно облучением электронами.
10. Пеноматериал по п.1, в котором сшивку выполняют с применением промотора сшивки.
11. Пеноматериал по п.1, в котором композиция, содержащая полипропилен и этилен-полимер, дополнительно содержит около 0,5-10 мас.ч. LLDPE, LDPE и/или HDPE.
12. Пеноматериал по п.1, в котором плотность пеноматериала составляет 20-300 кг/м3.
13. Пеноматериал по п.1, в котором размер ячеек составляет 0,05-2,0 мм, предпочтительно 0,1-0,6 мм.
14. Пеноматериал по любому из предыдущих пунктов, в котором формование выполняют при 200-260°С, предпочтительно при 220-260°С.
15. Ламинат, содержащий пеноматериал по любому из предыдущих пунктов в качестве, по меньшей мере, одного слоя.
16. Применение пеноматериала или ламината по любому из предыдущих пунктов для производства внутренних деталей автомобиля.
17. Применение по п.16, в котором внутренними деталями автомобиля являются дверные панели, дверные ролики, дверные вставки, подлокотники, центральная консоль, панель заднего сиденья или верхняя накладка.
| US 6617366 В2, 09.09.2003 | |||
| ШТАМП ДЛЯ КРОЛ1КОГИБОЧНОГО ПРЕССА | 1971 |
|
SU425695A1 |
| JP 11020061 А, 26.01.1999 | |||
| ПЕНОПЛАСТЫ, ПОЛУЧЕННЫЕ ИЗ СМЕСИ СИНДИОТАКТИЧНЫХ ПОЛИПРОПИЛЕНОВ И ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ | 1999 |
|
RU2232781C2 |

