Родственные заявки.
Настоящая заявка на изобретение притязает на приоритет в соответствии с находящейся на рассмотрении предварительной заявкой на изобретение US 60/788,391, поданной 31 марта 2006 г.
Предшествующий уровень техники.
Изготовление алюминиевых слитков и заготовок для производства высококачественных алюминиевых продуктов требует, чтобы расплавленный алюминий был относительно свободен от включений, таких как нерастворимые твердые тела или несмешивающиеся жидкие примеси Это необходимо для того, чтобы слитки или заготовки после дальнейшего производства удовлетворяли строгим требованиям, предъявляемым к высококачественным продуктам, таким как жесткие и гибкие упаковочные материалы, продукты для аэрокосмической промышленности (прессованные профили, тонкий и толстый листовой прокат, поковки), литографические продукты, трубки охладителей для автомобильной промышленности и блестящая отделка. При изготовлении расплавленного алюминия нерастворимые примеси или включения образуются на всем протяжении выделения металла из руды, выдержки, легирования и разливки.
В процессе первичного электролитического восстановления примеси и включения образуют нерастворенный оксид алюминия, карбиды алюминия, фторид натрия-алюминия из электролитной ванны и корки гамма-оксида алюминия. На этапах выдержки в печи и легирования примеси и включения образуют алюмомагнезиальную шпинель, окись магния, корки гамма-оксида алюминия и печной припас. В процессе переноса металла при разливке примеси и включения образуют хлористые соли, сгустки борида титана, разрушенные огнеупоры и корки гамма-оксида алюминия
Желательно на последнем технологическом этапе перед отверждением расплавленного алюминия в слиток или заготовку удалить включения посредством фильтрации. В течение многих лет это осуществлялось в промышленности с использованием различных технологий, включая фильтрацию при помощи фильтра с наполнителем и пенокерамического фильтра, как описано в работе Brondyke, К J. and Hess, P.D., «Filtering and Fluxing for Aluminum Alloys», Transactions of AIME, vol 230, December 1964, pp.1553-1556, в патенте US №3947363, выданном 30 марта 1976 «Ceramic Foam», Michael J. Pryor and Thomas J. Gray, и в патенте US №4343704, выданном 10 августа 1982, «Ceramic Foam Filter», Jerry W. Brockmeyer.
Пенокерамические фильтры с открытыми порами для использования в литейных цехах по производству алюминия были разработаны в начале 1970-х годов, причем впервые промышленное применение технологии имело место в 1974 году при изготовлении плоских слитков для производства тонких и толстых прокатных материалов. Пенокерамические фильтры являются монолитными одноразовыми сменными фильтрами, используемыми для одной разливки. Размер пор фильтра составляет от 4 до 28 пор на см (от 10 до 70 пор на линейный дюйм), что соответствует диаметру поры приблизительно 0,036-0,26 см. Пенокерамические фильтры обычно изготавливаются квадратного сечения с размерами от 22,86 см × 22,86 см × 5,08 см до 66,04 см × 66,04 см × 5,08 см с краевой фаской 17° для посадки в огнеупорный стакан фильтра, как показано на Фиг.1. На краевой фаске закреплено уплотнение из волокнистой бумаги, обеспечивающее нагрузку поперечного сжатия для удержания фильтра в стакане фильтра и предотвращения обхода металла вокруг края фильтра. Волокнистый материал уплотнения обычно имеет толщину приблизительно 0,317-0,476 см и обычно состоит из силикатного волокна. Часто в материал уплотнения добавляют вермикулит, который расширяется при нагревании для увеличения давления уплотнения. Обычная продолжительность использования в расплавленном алюминии составляет от 30 до 120 минут.
В 1980-х годах произошло быстрое и широкое распространение технологии фильтрации с применением пенокерамических фильтров для изготовления широкого ряда высококачественных технических изделий из алюминия, включающих в себя жесткие упаковочные материалы, литографский лист, продукты для аэрокосмической промышленности, такие как тонкий и толстый прокат, поковки и прессованные профили; блестящие поверхности, трубки охладителей, фольгу, строительные прессованные профили, лигатуры и электрический кабель и провод. Последующее быстрое распространение на рынке и развитие технологии в литейных цехах по производству алюминия всех типов и уровней модернизации произошло по следующим причинам: простота использования и доступность для оператора; эксплуатационная гибкость; возможность осушения после каждой разливки; низкие переменные эксплуатационные расходы; низкие капитальные затраты на установку; эффективное удаление включений и малая потребность в площади, равная минимальной площади пола, необходимой для установки.
Первые промышленные пенокерамические фильтры имели в своей основе алюмохромовый зернистый материал, связующее из ортофосфата алюминия и добавки бентонит/каолин для улучшения реологии суспензии. Алюмохромовый зернистый материал был относительно дорогим и создавал потенциальную проблему, связанную с отходами, поскольку шестивалентный хром известен как канцероген. Впоследствии алюмохромовый состав был заменен полностью оксидалюминиевым, включающим в себя алюмосиликатное волокно и минеральный коллоид, глинистую добавку, причем по-прежнему применялась связующая система из ортофосфата алюминия алюмохромовых фильтров. Указанный полностью оксидалюминиевый состав фильтра широко используется во всем мире и является промышленным стандартом для пенокерамических фильтров, используемых в литейных цехах по производству алюминия, более 25 лет. Несмотря на широкое распространение фильтра из пенокерамики на основе оксида алюминия, связанного фосфатом алюминия, состав этого фильтра имеет несколько существенных недостатков. Фильтры с фосфатом алюминия имеют низкую термостойкость, предрасположены к разрушению при сжатии, теряют прочность при использовании в результате химического воздействия фосфаталюминиевого связующего; структура фильтра имеет низкое сопротивление химическому воздействию и эрозии. Кроме того, при использовании фильтров может образовываться трудноудаляемый газообразный фосфористый водород.
Использование оксидалюминиевого зернистого материала в пенокерамическом фильтре должно казаться очевидным выбором любому специалисту в области огнеупорных материалов, используемых для содержания расплавленного алюминия и его сплавов. Оксид алюминия относительно химически инертен в расплавленном алюминии и его обычных сплавах, включая сплавы, содержащие магний. Он также широко используется в виде зернистого материала в огнеупорах, используемых в печах, как для плавления, так и для содержания расплавленных алюминиевых сплавов. Кроме того, до появления одноразовых сменных пенокерамических фильтров для фильтрации расплавленного алюминия использовались фильтры с наполнителем из пластинчатого оксида алюминия. Фильтры с наполнителем представляют собой большие нагреваемые сосуды, содержащие несвязанные зерна пластинчатого оксида алюминия, используемые для повторных разливок в течение нескольких дней или даже недель. Длительное время выдержки расплавленного металла с несвязанными агрегированными материалами, как в фильтрах с наполнителями и огнеупорах, требует использования химически инертного зернистого материала, такого как оксид алюминия.
Однако оксид алюминия имеет относительно высокий коэффициент линейного теплового расширения (8,0×10-6/°С), и монолитные формы из оксида алюминия, такие как пенокерамические фильтры, имеют низкую термостойкость из-за высоких термических напряжений, создаваемых комбинацией термических градиентов в результате неравномерного нагрева и высокого коэффициента теплового расширения. В процессе предварительного нагрева и начального контакта с расплавленным металлом материал пенокерамического фильтра может растрескиваться или раскалываться, в результате чего материал фильтра попадает в слиток или заготовку, где он становится включением. Кроме того, когда пенокерамический фильтр на основе оксида алюминия удерживается в стакане фильтра в процессе предварительного нагрева и использования, могут создаваться высокие поперечные напряжения сжатия в результате высокого коэффициента теплового расширения фильтра, приводящие к разрушению фильтра при сжатии.
Ортофосфат алюминия (Аl(Н2РO4)3) широко используется в качестве огнеупорного связующего в металлургической промышленности. Он приобретает высокую прочность всырую (прочность неспеченного материала) в процессе сушки при относительно низкой температуре, имеет низкую усадку всырую и приобретает высокую прочность при последующем обжиге. Ортофосфат алюминия относительно недорог, доступен и требует относительно низкой температуры обжига (1100°С) для получения готового связующего из фосфата алюминия (АlРO4). По этим причинам и поскольку ортофосфат алюминия относительно дешев, материал широко используется в производстве пенокерамических фильтров, использующихся для фильтрации расплавленного алюминия. Однако готовое связующее из фосфата алюминия во многих промышленных алюминиевых сплавах вступает в реакцию с магнием.
Магний является одним из самых распространенных элементов промышленных алюминиевых сплавов. Магний в расплавленном алюминии имеет высокую химическую активность, относительно высокое давление насыщенного пара и легко проникает в любую огнеупорную матрицу, где быстро вступает в реакцию почти со всеми обычными оксидами. Фосфат алюминия имеет высокую химическую активность по отношению к парам магния в алюминиевых сплавах и не так стабилен, как это считалось и как описано в патентах Pryor и Brockmeyer. Напротив материал вступает в реакцию восстановления с магнием:
АlРO4(s)+4Mg(g)→AlPO(s)+4MgO(s)
Поскольку фосфат алюминия является граничащей частью матрицы фильтра, деградация связующего из фосфата алюминия приводит к снижению прочности или «размягчению» фильтра при использовании. Коррозионное воздействие связующей фазы имеет межкристаллитную природу, подвергающую опасности структуру фильтра и потенциально приводящую к преждевременному разрушению фильтра. Реакция протекает даже при относительно низких температурах, лишь слегка превышающих температуру ликвидуса алюминия, и быстро ускоряется с течением времени, с повышением уровня содержания магния и температуры. Металлургический анализ использованных фильтров, проведенный с использованием как оптической, так и сканирующей электронной микроскопии, подтверждает деградацию связующего из фосфата алюминия. На Фиг.3 представлена межкристаллитная коррозия фильтра из оксида алюминия, связанного фосфатом алюминия. Указанная реакция приводит к смачиванию расплавленным алюминием структуры фильтра и увеличивает коррозию структуры фильтра. Коррозия структуры фильтра приводит к высвобождению зерна оксида алюминия и частиц фосфида алюминия в расплавленный алюминий, где они становятся включениями в расплаве сплава. Кроме того, связующее из фосфата алюминия не защищает алюмосиликатное волокно в матрице фильтра, которое также подвергается химическому воздействию.
Фосфид алюминия, остающийся внутри фильтра после коррозионного воздействия, создает потенциальную опасность при последующей обработке и устранении использованного фильтра. Когда материал использованного фильтра входит в контакт с атмосферным водяным паром или непосредственно с водой, образуется фосфористый водород в соответствии с реакцией:
2AlP+3Н2O→2РН3+Аl2O3
Фосфористый водород является высоковоспламеняемым и токсичным газом. В связи с этим использованные фильтры могут требовать специального обращения.
Связующее из фосфата алюминия также имеет низкую термостойкость После обжига фосфат алюминия имеет кристаллическую структуру берлинита, проходящую через структурный фазовый переход с увеличением на 2-3% по объему в диапазоне температур 80-180°С. Это изменение объема приводит к резкому расширению, понижающему термостойкость материалов, и увеличивает нагрузку поперечного сжатия в корпусе фильтра. На Фиг.2 представлено тепловое расширение фильтра из оксида алюминия, связанного фосфатом алюминия, и низкотемпературный фазовый переход.
Ниже приведены требования к идеальному материалу для пенокерамического фильтра.
1. Высокая термостойкость - материал не должен растрескиваться или раскалываться в процессе предварительного нагрева или контакта с расплавленным металлом. Материал должен иметь низкое тепловое расширение, чтобы минимизировать напряжения поперечного сжатия при нахождении в стакане фильтра.
2. Коррозионная стойкость - материал фильтра не должен иметь значительную химическую активность в предполагаемом диапазоне применения (время, температура, содержание сплава) и не должен смачиваться расплавленным алюминием и его обычными сплавами.
3. Соответствующая прочность на изгиб и на сжатие.
4. Экономичность в изготовлении.
5. Материал фильтра после использования должен быть безопасным для обработки и ликвидации.
6. Низкая плотность или легкий вес, облегчающие работу оператора разливочного пролета.
До сих пор не существовало материала фильтра, обеспечивающего все эти отличия. Такой фильтр предлагается в соответствии с настоящим изобретением.
Сущность изобретения
Задачей настоящего изобретения является создание улучшенного фильтра для фильтрации расплавленного алюминия.
Другой задачей настоящего изобретения является создание фильтра для фильтрации расплавленного алюминия, имеющего высокую термостойкость, высокую коррозионную стойкость, соответствующую прочность, экономичность в изготовлении, повышенную экологичность по сравнению с известными фильтрами, и имеющего низкую плотность.
Особым отличием настоящего изобретения является возможность использования относительно недорогого сырья, тем не менее, обеспечивая высокую производительность.
Как будет показано ниже, эти и другие преимущества обеспечиваются пенокерамическим фильтром для фильтрации расплавленных алюминиевых сплавов, содержащим богатую алюмосиликатом сердцевину и оболочку из боросиликатного стекла, в химический состав которого входит: 20-70 масс.% Al2O3, 20-60 масс.% SiO2, 0-25 масс.%, по меньшей мере, одного оксида элемента группы II и 2-20 масс.% В2O3.
В соответствии с другой формой осуществления настоящего изобретения предлагается способ изготовления пенокерамического фильтра. Способ включает в себя следующие этапы:
- образование суспензии, содержащей твердую фазу, в состав которой входит 20-70 масс.% оксида алюминия, 20-60 масс.% кремнезема, 0-20 масс.% соединения кальция, 0-20 масс.% магния и 2-20 масс.% соединения бора, и несущую фазу;
- пропитывание суспензией пеноматериала с открытыми порами;
- выпаривание носителя; и
- спекание.
В соответствии с особенно предпочтительным вариантом осуществления настоящего изобретения предлагается пенокерамический фильтр, содержащий 65-85 масс.% сердцевины и 15-35 масс.% оболочки, окружающей сердцевину, причем сердцевина содержит алюмосиликат, а оболочка содержит 15-45 масс.% оксида алюминия, 2-35 масс.% кремнезема, 15-50 масс.% оксида бора и 0-25 масс.%, по меньшей мере, одного оксида элемента группы II, предпочтительно кальция, бария, магния или стронция.
Краткое описание графических материалов.
На Фиг.1 схематически представлено расположение пенокерамического фильтра в стакане фильтра.
На Фиг.2 графически представлена зависимость расширения в процентах от температуры для фильтра из оксида алюминия, связанного фосфатом алюминия, и в частности нежелательный фазовый переход, происходящий при температуре приблизительно 80-180°С.
На Фиг.3 представлен микрограф отраженного света, показывающий межкристаллитную коррозию фильтра из оксида алюминия, связанного фосфатом алюминия, после двухчасового погружения в алюминиевый сплав, содержащий 4,5 масс.% магния при температуре 725°С.
На Фиг.4 представлен микрограф отраженного света, показывающий фильтр в соответствии с настоящим изобретением после двухчасового погружения в алюминиевый сплав, содержащий 4,5 масс.% магния при температуре 725°С.
На Фиг.5 графически представлена зависимость предела прочности при изгибе (MOR) от относительной плотности для фильтра в соответствии с настоящим изобретением.
На Фиг.6 графически представлена зависимость расширения от температуры для фильтра в соответствии с настоящим изобретением.
На Фиг.7 представлен электронный микрограф обратного рассеяния, показывающий микропористый материал фильтра, не вступивший в реакцию с расплавленным алюминием и не смоченный в процессе испытания.
На Фиг.8 представлен оптический фотомикрограф материала фильтра в соответствии с настоящим изобретением, показывающий стык фильтр-металл, не смоченный и не вступивший в реакцию в процессе испытания.
На Фиг.9 представлен электронный микрограф образца в соответствии с настоящим изобретением после испытания в расплавленном сплаве MgAl в течение 2 часов при температуре 750°С, демонстрирующий отсутствие химической активности и смачивания стыка металл-фильтр.
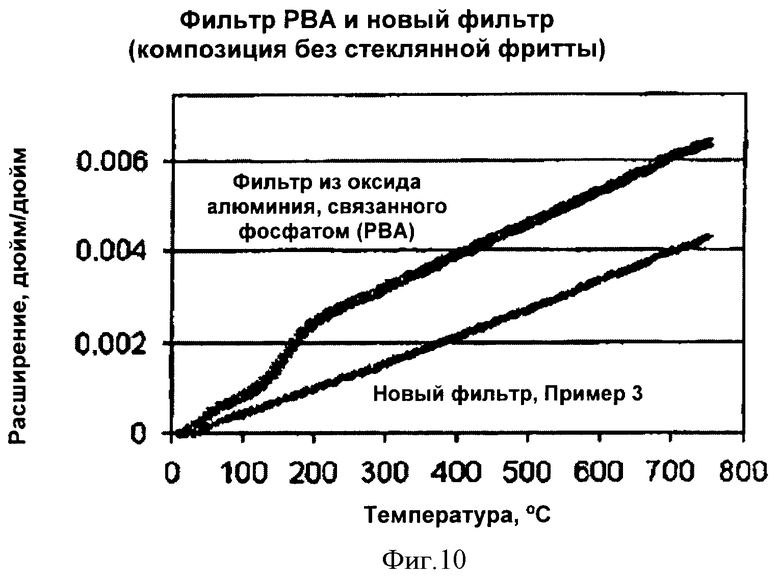
На Фиг.10 графически представлено сравнение процентного расширения для известного фильтра из оксида алюминия, связанного фосфатом (РВА), с фильтром в соответствии с настоящим изобретением.
Сведения, подтверждающие возможность осуществления изобретения
Настоящее изобретение относится к пористому фильтру, особенно пригодному для фильтрации расплавленного алюминия или алюминиевых сплавов. Фильтр имеет базовый состав, включающий 20-70 масс.% Al2O3, 20-60 масс.% SiO2, 0-25 масс.% оксида элемента группы II и 2-20 масс.% В2O3, в форме сердцевины и оболочки, причем сердцевина богата оксидом алюминия и кремнеземом, а оболочка, содержащая боросиликатное стекло, окружает сердцевину. Более предпочтительно базовый состав содержит 40-60 масс.% Al2O3, 30-50 масс.% SiO2, 0-10 масс.% СаО, 0-10 масс.% MgO и 3-10 масс.% В2O3.
Оксид элемента группы II предпочтительно включает в себя, по меньшей мере, один из оксидов кальция, магния, стронция и бария.
В состав фильтра наиболее предпочтительно входит сердцевина, составляющая 65-85 масс.%, и оболочка, составляющая 15-35 масс.%. Более предпочтительно сердцевина составляет 70-80 масс.% фильтра, а остаток приходится на оболочку. Оболочка окружает сердцевину, таким образом, защищая сердцевину от химического воздействия при фильтрации и, в особенности, от воздействия магния.
Сердцевина предпочтительно содержит 45-60 масс.% оксида алюминия и 40-55 масс.% кремнезема. Оксид алюминия и кремнезем предпочтительно объединены в алюмосиликат, такой как муллит, кианит, силиманит, кальцинированный каолин и андалузит. Наиболее предпочтительным является кианит. Другими возможными материалами сердцевины являются другие силикатные материалы с низким или нулевым тепловым расширением, такие как кварцевое стекло, алюмосиликаты лития (петалит) и алюмосиликаты магния (кордиерит).
Оболочка является в основном матрицей, связанной боросиликатным стеклом, окружающей сердцевину. Оболочка предпочтительно содержит 15-45 масс.% оксида алюминия, 2-35 масс.% кремнезема, 15-50 масс.% оксида бора и 0-25 масс.%, по меньшей мере, одного оксида элемента группы II. Более предпочтительно оксид алюминия составляет 15-25 масс.%. Более предпочтительно кремнезем составляет 5-10 масс.%. Более предпочтительно оксид бора составляет 30-50 масс.%. Оксид элемента группы II предпочтительно выбирают из оксидов кальция, стронция, бария и магния.
Подход настоящего изобретения отличается от известной технологии пенокерамического фильтра. Алюмосиликатный зернистый материал с низким тепловым расширением, наиболее предпочтительно кианит или муллит, используют вместо оксида алюминия для достижения улучшенной термостойкости и снижения напряжения поперечного сжатия. Однако муллит и кианит являются химически активными с расплавленным алюминием и его сплавами. Чтобы защитить зернистый материал от химического воздействия, используют относительно инертную связующую фазу на основе составного боросиликатного стекла, содержащего оксид элемента группы II, предпочтительно кальция или магния, оксид алюминия и кремнезем. Связующее из боросиликатного стекла является граничным во всей матрице фильтра, образуя структуру «сердцевина-оболочка» с оболочкой из боросиликатного стекла, полностью окружающей и защищающей сердцевину из агрегированного зерна от коррозионного воздействия паров магния. Указанное связующее из боросиликатного стекла приобретает хорошую прочность всырую при низкой температуре и расплавляет и связывает зерна кианита в процессе обжига. Указанное новое тело фильтра при испытаниях в расплавленном металле показывает превосходную коррозионную стойкость к воздействию паров магния. На Фиг.4 представлен новый фильтр после испытания погружением в магниевоалюминиевый сплав, содержащий 4,5% магния, на 2 часа при температуре 725°С, т.е. при тех же условиях, которые использовались для фильтра, связанного фосфатом алюминия, представленного на Фиг.3.
В состав в виде примесей могут входить другие оксиды металлов в малых количествах, обычно менее 3 масс %. Сюда входят среди прочих К2O, Na2O, Fe2O3, ТiO2.
Пенокерамический материал имеет структуру с открытыми порами с распространением соединенных пустот, окруженных перемычками из керамического материала. Такая структура обычно используется для фильтрации расплавленного металла и известна в промышленности как пенокерамика.
Пенокерамический фильтр в соответствии с настоящим изобретением имеет коэффициент теплового расширения 1,5-7,5×10-6 мм/мм/°С. Более предпочтительно пенокерамический фильтр в соответствии с настоящим изобретением имеет коэффициент теплового расширения 5,0-6,0×10-6 мм/мм/°С.
Пенокерамический фильтр продемонстрировал стойкость к химическому воздействию расплавленных алюминиевых сплавов при обычных условиях использования.
Пенокерамический фильтр имеет легкий вес при предпочтительной плотности приблизительно 0,25-0,40 г/см3.
Фильтр по существу не является химически активным и не образует фосфористого водорода или химически активных материалов после фильтрации расплавленных алюминиевых сплавов. Известные фильтры из оксида алюминия, связанного фосфатом, образуют фосфористый водород и должны сжигаться после использования.
Предпочтительно в состав материала включают керамические волокна, упрочняющие материал. Особенно предпочтительно использование волокон, содержащих оксид алюминия, кремнезем и силикаты алюминия, магния, кальция и их сочетания. Особенно предпочтительны волокна Pyrolog®. Волокна Pyrolog® содержат приблизительно 47 масс.% Al2O3 и приблизительно 53 масс.% SiO2. Другими предпочтительными волокнами является волокно Isofrax® 1260 (силикат магния) или волокно Isofrax® 3010/3011 (силикат CaMg).
В соответствии с одним из вариантов осуществления настоящего изобретения оболочка содержит борсодержащий стеклянный порошок. Особенно предпочтительным борсодержащим стеклом является В40С от компании Matrix Enterprises, содержащее приблизительно 30,8 масс.% Al2O3, 2,4 масс.% SiO2, 23,25 масс.% СаО, 41,38 масс.% В2O3, 1,47 масс.% Na2O, остальное составляют примеси, такие как Fe2O3, К2O и МgО.
Фильтр имеет первичную пористость, созданную макроструктурой пеноматериала, являющейся наружной твердой оболочкой исходного полиуретана, которая повторяется покрытием суспензией, за которым следует сушка и обжиг. Размер первичных пор обычно составляет 3-100 ppi и более предпочтительно 20-70 ppi.
В процессе спекания в связующей фазе из боросиликатного стекла формируются распределенные микропористые пустоты. Считается, что указанная распределенная микропористость обеспечивает дополнительное улучшение термостойкости, поскольку пустоты имеют тенденцию снижать распространение любых возможных термических трещин. Общий коэффициент теплового расширения значительно ниже, чем для фильтра из оксида алюминия, связанного фосфатом. Микропористость имеет размер пор приблизительно 0,1-10 микрон и более предпочтительно 0,5-5 микрон.
Кианит является полиморфом высокого давления алюмосиликатов из группы незосиликатов, включающей кианит, силиманит и андалузит.Эти три глиноземных, или богатых оксидом алюминия минерала имеют идентичный химический состав, Al2SiO5, но разные кристаллические структуры.
Пенокерамический материал изготавливают путем пропитки водной суспензией пластов эластичного исходного пеноматериала с открытыми порами. В результате последующей сушки и обжига материала образуется готовый пенокерамический продукт.
Исходным материалом может являться материал любого типа, достаточно упругий для восстановления своей первоначальной формы после сжатия. Обычно для этой цели используют пенополиуретан.
Керамическую суспензию изготавливают путем смешения желаемых ингредиентов для образования водной суспензии твердых частиц. Суспензия предпочтительно имеет реологические характеристики, позволяющие суспензии легко течь при приложении нагрузки, как, например, в процессе пропитки суспензией пенополиуретана, но препятствующие ее течению при снятии нагрузки. Такая суспензия имеет присущие ей высокий предел текучести и тиксотропные свойства.
Исходные ингредиенты для изготовления материала в соответствии с настоящим изобретением предпочтительно имеют высокое содержание кианитового зерна размером 325 меш. В основном номинальный размер частиц материала составляет обычно менее 44 микрон. Однако допустимо использовать кианит с более грубым или тонким зерном. Обычно имеется материал с размером зерна 270 меш с номинальным размером частиц обычно менее 53 микрон.
Порошок кианита является обычным сырьем, широко использующимся для изготовления многих керамических продуктов. Порошок кианита является добытым, очищенным и кальцинированным продуктом, содержащим приблизительно 95% минерала кианита, 3% кварца и 2% других материалов или примесей. В состав используемого порошка обычно входит 58 масс.% Al2O3, 40 масс.% SiO2, 1% TiO2 и остальное примеси. Известно, что минерал кианит переходит в муллитовую кристаллическую фазу низкой плотности при температурах, превышающих 1200°С. Этот переход является необратимым.
Настоящее изобретение демонстрирует использование порошка кианита в производстве пенокерамических фильтров, но порошки алюмосиликата, аморфного кремнезема, алюмосиликата магния или алюмосиликата лития могут использоваться также эффективно. Примерами таких коммерчески доступных материалов являются муллит, кордиерит, петалит или кварцевое стекло.
В соответствии с настоящим изобретением предпочтительно порошок кианита используют в водной суспензии при содержании 40-60 масс.%. Считается, что кианитовый материал создает стабильную структуру зерна, обеспечивающую низкие характеристики теплового расширения готового продукта. Кроме того, использование крупных партий указанного сырья при стабильных долгосрочных поставках является рентабельным.
Кроме того, в водной суспензии используют борсодержащее сырье, которое при обжиге обеспечивает образование стеклофазы в готовом продукте. Примеры указанного сырья включают борную кислоту, оксид бора, колеманит, борат кальция или борсодержащие стекла. Наиболее предпочтительна борная кислота. Борсодержащий материал, используемый в концентрации 2-25 масс.% в водной суспензии, в процессе обжига обеспечивает создание стеклоформирующей системы с другими ингредиентами суспензии. Это стекло содержит материал оболочки, который, в свою очередь, защищает алюмосиликатное зерно от химического воздействия расплавленных алюминиевых сплавов при использовании.
Водная суспензия предпочтительно содержит вспомогательные вещества для обеспечения различных свойств. Особенно предпочтительны вспомогательные вещества, включающие поверхностно-активные вещества (ПАВ), модификаторы реологии, противовспениватели, спекающие добавки, растворители, диспергирующие вещества и т.п. Суспензию можно определить как имеющую твердую фазу и несущую фазу, причем твердая фаза содержит исходные материалы для керамики, а несущая фаза содержит растворители и вспомогательные вещества. Предпочтительно растворителем или носителем является вода.
Сушку керамического материала после пропитки исходного пеноматериала водной керамической суспензией обычно осуществляют в сушилке конвекционного типа при температуре от 100°F до 600°F в течение от 15 минут до 6 часов. В целях экономии и высокой производительности желательна меньшая продолжительность процесса.
Обжиг керамического материала обычно осуществляют при температурах, превышающих температуру формирования и связывания стекловидной фазы материала, и, таким образом, обеспечиваются характеристики прочности и коррозионной стойкости, желательные для готового продукта. Обжиг обычно осуществляют в печи непрерывного действия при температуре, превышающей 1100°С, в течение 1-3 часов, с пиковыми температурами, поддерживаемыми в течение 15 минут каждого часа. Более низкие температуры и меньшая продолжительность повышает экономичность производства. Однако необходимо обеспечить достаточную продолжительность и температуру для достижения желаемой прочности и коррозионной стойкости материала.
Размер пор фильтра определяется главным образом размером первичных пор пенополимера, используемого в процессе. Для эффективной фильтрации алюминиевого сплава размер первичных пор составляет от 10 до 70 пор на линейный дюйм. Однако каждое применение требует своего размера пор в зависимости от требований к литейному цеху или изготовителю заготовки в отношении необходимой эффективности фильтрации и желаемой проницаемости фильтра для указанного применения.
Коэффициент теплового расширения готового фильтра составляет от 1,5×10-6 мм/мм/°С до 7,5×10-6 мм/мм/°С. Более предпочтителен коэффициент теплового расширения готового фильтра от 5,0×10-6 мм/мм/°С до 6,5×10-6 мм/мм/°С. Эти испытания проводились в соответствии со стандартом ASTM (Американское общество по испытанию материалов) Е831.
Испытание на предел прочности при изгибе (MOR от англ. "modulus of rupture") является обычным испытанием, используемым для проверки прочности керамических материалов. При испытании образец для испытания с номинальными размерами 12''×2''×2'' разрушается при трехопорной нагрузке с нижним пролетом 6”. Максимальное усилие, необходимое для разрушения образца для испытаний, регистрируют, и предел прочности при изгибе рассчитывают по следующей формуле:
где Р - разрушающая нагрузка,
L - пролет,
W- ширина элемента, и
Т - толщина элемента.
Для пенокерамического фильтра в соответствии с настоящим изобретением MOR больше 50 psi (фунтов на квадратный дюйм) при относительной плотности менее 11%.
Коррозионные испытания готового продукта необходимы для оценки способности материала противостоять коррозионной среде алюминиевого сплава. Коррозионные испытания осуществлялись путем лабораторных испытаний, заводских испытаний или тех и других. При лабораторных испытаниях маленькие испытательные отрезки отрезались от репрезентативных материалов и помещались в горячий коррозионный алюминиевый сплав на заданный период времени.
Используемый сплав выбирают с содержанием, по меньшей мере, 4,5 масс.% магния для создания наибольшей коррозионности сплава. Для оценки воздействия изменения рабочих условий при производстве исследуют различные температуры плавления. При указанных лабораторных испытаниях образец должен постоянно подвергаться воздействию свежего металла, чтобы обеспечить условия, как можно более близкие к заводским. Для этого образец, погруженный в расплавленный сплав, либо движется, либо постоянно поднимается и опускается, чтобы создать поток, протекающий через поры образца пенокерамического фильтра. После того как образец, по меньшей мере, два часа подвергается такому воздействию металла, его удаляют из расплавленного металла и быстро охлаждают на алюминиевой охлаждающей плите. Это быстрое направленное отверждение обеспечивает получение относительно плотного, или не имеющего пористости образца для последующего металлургического анализа.
При заводских испытаниях весь фильтр испытывают в производственной среде с использованием полунепрерывного процесса вертикального прямого охлаждения. Продолжительность испытания обычно составляет от 35 до 120 минут.
Испытательную площадку выбирают там, где используются АА6063 или АА6061 или другой магнийсодержащий алюминиевый сплав. Используют стандартные уплотнения фильтра и условия предварительного нагрева фильтра. В процессе испытаний собирают данные, включая скорость потока металла и условия разливки, температуру расплавленного металла, и данные визуальных наблюдений за состоянием фильтра в процессе предварительного нагрева и сразу после разливки. После разливки использованные фильтры подвергают металлургическому анализу для оценки их способности противостоять коррозионному расплавленному алюминиевому сплаву.
Размер пор обычно обозначается в настоящей области техники как количество пор на линейный размер, как, например, количество пор на дюйм (ppi). Большее значение ppi соответствует меньшему диаметру поры. Такой способ является стандартным способом обозначения размера поры.
В настоящем описании под алюминиевым сплавом понимается сплав, содержащий алюминий.
Плотность пористых керамических материалов обычно определяется как относительная плотность. Относительная плотность является отношением измеренной плотности к теоретической плотности, причем теоретическая плотность подразумевает отсутствие пустот.
Пример 1
Пенокерамический материал в соответствии с настоящим изобретением был изготовлен в соответствии с обычной технологией изготовления пенокерамического материала. В примере водная суспензия была изготовлена из следующих ингредиентов:
Ингредиенты были смешаны для изготовления в основном однородной водной суспензии с вязкостью смеси 10000-20000 сантипуаз. Затем суспензией были пропитаны поры исходного пенополиуретана, имеющего желаемый размер пор приблизительно 30 пор на линейный дюйм (ppi). Затем суспензия была выдавлена из пенополиуретана при помощи валиков, и процесс повторяли до получения однородного покрытия из суспензии на пластах пенополиуретана. Зазор между валиками был установлен таким образом, чтобы относительная плотность желаемого готового продукта составила 10-12%.
Затем фильтр высушивали в конвекционной печи для удаления жидкой фазы суспензии, чтобы обеспечить прочность всырую или жесткое изделие. Затем фильтр подвергали обжигу на роликовом поду при пиковой температуре 1185°С в течение двух часов для получения готового продукта. Несколько фильтров были изготовлены одинаковым способом и использовались для различных измерений характеристик.
В конечный теоретический состав продукта входили 53,9 масс.% Al2O3, 33,2 масс.% SiO2, 2,5 масс.% СаО, 1,4 масс % МgО, 7,3 масс.% В2O3, 1,0 масс % TiO2, остальное, в количестве 0,7%, составляли примеси, такие как К2O, Na2O, Fe2O3 и другие.
Материал разрезали на полосы для измерения предела прочности при изгибе (MOR). На Фиг.5 представлены результаты испытаний для фильтра в соответствии с этим примером. Фильтр также разрезали для получения образца для испытаний на тепловое расширение. На Фиг.6 представлены результаты испытания на тепловое расширение материала в соответствии с этим примером. В соответствии с этим графиком среднее значение теплового расширения материала составляло 6,0×10-6 дюйм/дюйм/°С.
Для испытания погружением в расплавленный металл для определения коррозионной стойкости и несмачиваемости в 4,5% магниевоалюминиевом сплаве был изготовлен испытательный образец размером 3,8 см × 5,08 см × 45,72 см (1,5 дюйма × 2,0 дюйма × 18 дюймов). Размер пор испытательного образца составлял 3,93 поры на см (10 ppi), и образец был изготовлен так же, как описанный для других материалов в соответствии с этим примером. Однако суспензия испытательного образца имела полимерные микросферы диаметром 80 микрон, добавленные в суспензию для придания соответствующей микропористости для коррозионного испытания. Идея добавления полимерных сфер для создания пористости материала описана в патенте US №6036743. Целью этого испытания являлась оценка сопротивления высокомикропористого материала фильтра смачиванию расплавленным металлом и проникновению в процессе коррозионного испытания. Испытательный образец был погружен в тигель глубиной 12'' с расплавленным алюминием, температура которого поддерживалась на уровне 750°С. Затем испытательный образец вращали в тигле, чтобы обеспечить протекание расплавленного металла через поры пенокерамического образца в процессе испытания. Длительность коррозионного испытания составила 2,5 часа. В заключение испытания испытательный образец был удален из тигля, и его нижний конец был отвержден на алюминиевой охлаждающей плите. Затем от нижнего конца испытательного образца была отрезана часть, и путем шлифования и полировки был изготовлен металлографический образец. На Фиг.7 представлен сканированный электронный микрограф стыка фильтр-металл. На Фиг.7 представлен материал фильтра, содержащий сферические микропоры, не смоченные и не вступившие в реакцию с расплавленным 4,5% MgAl сплавом. Это испытание рассматривается как очень тяжелое испытание, основанное на высокой температуре металла (750°С), продолжительности испытания (2,5 часа), глубине погружения (12”), размере пор и высоком содержании магния.
Пример 2
В этом примере использовались следующие ингредиенты:
Указанные ингредиенты использовали для изготовления пенокерамического материала способом, описанным в Примере 1. В теоретический состав готового материала входили 52,3 масс.% Al2O3, 34,9 масс.% SiO2, 2,4 масс.% СаО, 1,4 масс.% МgО, 7,2 масс.% В2O3, 1,1 масс.% TiO2, остальное, в количестве 0,7%, составляли примеси, такие как К2O, Na2O, Fe2O3 и другие.
Измеренный предел прочности при изгибе (MOR) составил в среднем 56,5 psi при средней относительной плотности 11,6, а средняя прочность на раздавливание составила 64,4 psi при средней относительной плотности 11,0%.
Предпочтительно, чтобы модуль упругости материалов фильтра не превышал приблизительно 300 ГПа и более предпочтительно приблизительно 150 ГПа.
Фильтры размером 50,8 см × 50,8 см × 5,08 см (20 дюймов × 20 дюймов × 2 дюйма) были изготовлены с использованием суспензии указанного состава для испытания в промышленном цехе по производству алюминия, производящем круглые слитки из АА6063 (0,90% Мд) путем литья прямым охлаждением. Размер пор фильтра для этого испытания составил 30 ppi, а относительная плотность фильтра составляла приблизительно 11,5%. Продолжительность разливки составила приблизительно 40-50 минут, а температура металла в стакане фильтра от 680 до 720°С. Скорость потока металла составила от 344,7 кг/мин до 453,2 кг/мин в зависимости от диаметра слитка и количества отливок. Использованные фильтры были сохранены для металлургической оценки для определения присутствия какой-либо реакции между материалом фильтра и расплавленным алюминиевым сплавом и для определения несмачиваемости фильтра. На Фиг.8 представлен оптический микрограф, показывающий, что материал фильтра не вступал в реакцию с расплавленным алюминиевым сплавом и остался несмоченным.
Пример 3
В этом примере использовали следующие ингредиенты:
Указанные ингредиенты использовали для изготовления пенокерамического материала способом, описанным в Примере 1. В теоретический состав готового материала входили 50,7 масс % Al2O3, 37,3 масс.% SiO2, 4,0 масс.% СаО, 6,3 масс.% В2O3, 1,0 масс.% TiO2, остальное, в количестве 0,7%, составляли примеси, такие как К2O, Na2O, Fe2O3 и другие.
Пенокерамические части оценивали на прочность продукта и коррозионную стойкость. Средний измеренный предел прочности при изгибе составил 75,5 psi при средней относительной плотности 10,5%. Средняя прочность продукта на поперечное раздавливание составила 72,2 psi при средней относительной плотности 9,8%.
Испытательные фильтры цилиндрической формы из указанного материала были получены при использовании алмазного трубчатого сверла диаметром 1,30''. Эти образцы (толщиной 2'') были затем вставлены в муллитовую трубку длиной 18'' и удерживались внутри трубки при помощи уплотнения из теплорасширяющегося волокна. Потом комплекты фильтр-трубка подвергали предварительному нагреву, а затем погружали в тигель глубиной 12'', содержащий расплавленный 4,5% MgAl, для испытания в течение двух часов. Испытания погружением проводили при температурах 675, 700, 725 и 750°С. В процессе испытаний погружением комплекты фильтр-трубка непрерывно поднимали и опускали, чтобы имитировать скорость потока металла, обычно встречающуюся при промышленном применении. В конце испытания комплекты фильтр-трубка извлекали, и нижний конец, содержащий фильтр, отверждался на алюминиевой охлаждающей плите. Затем из материала фильтра изготавливали металлографические образцы, которые оценивали с использованием оптической микроскопии.
На Фиг.9 представлен электронный микрограф образца из Примера 3 после испытания в расплавленном алюминии с 4,5 масс.% магния в течение 2 часов при температуре 750°С. Как показано на Фиг.9, даже при этих относительно тяжелых условиях наблюдается отсутствие какой-либо реакции: расплавленный металл-фильтр, и материал фильтра остался несмоченным. На Фиг.9 выглядящие гладкими участки являются сердцевиной, а матрица, окружающая сердцевину, является оболочкой.
Пример 4.
Был изготовлен фильтр, содержащий сердцевину, составляющую от 65 масс.% до 85 масс.% фильтра, содержащую кианит с приблизительно 57,5 масс.% Al2O3 и 40,3 масс.% SiO2, с остатком в виде примесей, обычно связанных с кианитом, таких как К2O, Na2O, Fe2O3, TiO2 и MgO. Оболочка составляет приблизительно от 15 до 35 масс.% фильтра и содержит приблизительно 19,82 масс.% Al2O3, 23,3 масс.% SiO2, 21,94 масс.% СаО и 34,75 масс % В2O3 с остатком в виде примесей, таких как К2O, Na2O, Fe2O3, TiO2 и MgO. На Фиг.10 представлено улучшение теплового расширения в соответствии с Примером 4 по сравнению с известным уровнем техники.
Пример 5
Был изготовлен фильтр, содержащий сердцевину, составляющую от 65 до 85 масс.% фильтра, содержащую кианит с приблизительно 57,5 масс % Al2O3 и 40,3 масс.% SiO2, с остатком в виде примесей, обычно связанных с кианитом, таких как К2O, Na2O, Fe2O3, TiO2 и MgO. Оболочка составляет приблизительно от 15 до 35 масс.% фильтра и содержит приблизительно 40,79 масс.% Al2O3, 7,8 масс.% SiO2, 11,05 масс.% СаО и 31,98 масс.% В2O3, 6,37 масс.% MgO с остатком в виде примесей, таких как К2O, Na2O, Fe2O3 и TiO2. В этом варианте осуществления настоящего изобретения оболочка присоединяется перед обжигом, для достижения желаемого соотношения компонентов добавляют стеклянный порошок В40С с остальными материалами. Также дополнительный кремнезем является коллоидным кремнеземом.
Пример 6
Был изготовлен фильтр, содержащий сердцевину, составляющую от 65 до 85 масс.% фильтра, содержащую кианит с приблизительно 57,5 масс.% Al2O3 и 40,3 масс.% SiO2 с остатком в виде примесей, обычно связанных с кианитом, таких как К2O, Na2O, Fe2O3, TiO2 и MgO. Оболочка составляет приблизительно от 15 до 35 масс.% фильтра и содержит приблизительно 23,65 масс.% Al2O3, 4,89 масс.% SiO2, 15,36 масс.% СаО и 45,84 масс.% В2O3, 8,85 масс % MgO с остатком в виде примесей, таких как К2O, Na2O, Fe2O3 и TiO2. В этом варианте осуществления настоящего изобретения оболочку присоединяют перед обжигом, для достижения желаемого соотношения компонентов добавляют стеклянный порошок (стеклянную фритту) В40С с остальными материалами.
Настоящее изобретение описано со ссылками на конкретные варианты осуществления, не являющиеся ограничивающими. Дополнительные варианты осуществления настоящего изобретения и изменения, осуществляемые на основе настоящего описания, не выходят за пределы сферы действия изобретения, ограниченной прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ФИЛЬТРОВАНИЯ РАСПЛАВЛЕННЫХ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2465356C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ПЕНОКЕРАМИЧЕСКИЙ ФИЛЬТР ДЛЯ УЛУЧШЕНИЯ ФИЛЬТРОВАНИЯ РАСПЛАВЛЕННОГО ЧУГУНА | 2006 |
|
RU2380138C2 |
| СПОСОБ ПРОИЗВОДСТВА ФИЛЬТРУЮЩЕЙ ПЕНОКЕРАМИКИ | 2005 |
|
RU2351573C2 |
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ КИАНИТА | 2012 |
|
RU2487183C1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ ГЛИНОЗЕМА, ИЗДЕЛИЕ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2224548C2 |
| ОГНЕУПОРНАЯ СМЕСЬ "ГАММА-ЗХП" | 1999 |
|
RU2138464C1 |
| ПРОППАНТ | 2010 |
|
RU2442639C1 |
| Способ изготовления фильтрующей пенокерамики для обработки алюминиевых расплавов | 2018 |
|
RU2684628C1 |
| ОГНЕУПОРНЫЙ ВСПЕНЕННЫЙ УГЛЕРОДСОДЕРЖАЩИЙ МАТЕРИАЛ | 2003 |
|
RU2263648C2 |
| СПОСОБ ПРОИЗВОДСТВА АЛЮМИНИЕВО-КРЕМНИЕВОГО СПЛАВА | 1999 |
|
RU2148670C1 |






Изобретение относится к фильтрам для расплавленных металлов. Предложен пенокерамический фильтр для расплавленных алюминиевых сплавов, содержащий богатую оксидом алюминия сердцевину и оболочку из боросиликатного стекла, в химический состав которого входит: 20-70 масс.% Аl2O3, 20-60 масс.% SiO2, 0-25 масс.% оксидов элементов второй группы и 2-20 масс.% В2О3. Сердцевина выполнена, предпочтительно, из алюмосиликата. Изобретение позволяет создать фильтр с высокой термической и коррозионной стойкостью, повышенной экономичностью в изготовлении и экологичностью при использовании. 17 з.п. ф-лы, 10 ил.
1. Пенокерамический фильтр для расплавленных алюминиевых сплавов, содержащий богатую оксидом алюминия сердцевину и оболочку из боросиликатного стекла и имеющий химический состав, включающий: от 20 до 70 мас.% Аl2О3, от 20 до 60 мас.% SiO2, от 0 до 25 мас.%, по меньшей мере, одного оксида элемента группы II и от 2 до 20 мас.% В2О3.
2. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что содержит от 65 до 85 мас.% сердцевины и от 15 до 35 мас.% оболочки.
3. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что сердцевина содержит алюмосиликат, а оболочка содержит от 15 до 45 мас.% оксида алюминия, от 2 до 35 мас.% кремнезема, от 0 до 25 мас.% оксида кальция, от 15 до 50 мас.% оксида бора и от 0 до 25 мас.% оксида магния.
4. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что сердцевина содержит от 45 до 60 мас.% оксида алюминия и от 40 до 55 мас.% кремнезема.
5. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что сердцевина содержит алюмосиликат.
6. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.5, отличающийся тем, что алюмосиликат содержит, по меньшей мере, один материал, выбранный из группы, состоящей из муллита, кианита, силиманита, кальцинированного каолина и андалузита.
7. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что оксид элемента группы II содержит, по меньшей мере, один из оксидов магния, кальция, стронция и бария.
8. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что оболочка содержит, по меньшей мере, один материал, выбранный из группы, состоящей из борсодержащего стеклянного порошка и волокна.
9. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.8, отличающийся тем, что волокно содержит материал, выбранный из группы, состоящей из оксида алюминия, алюмосиликата, волокон кальций-магниевого силиката и магниевого силиката.
10. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.8, отличающийся тем, что волокно содержит от 70 до 80 мас.% SiO2 и от 18 до 27 мас.% MgO.
11. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.10, отличающийся тем, что имеет теоретическую плотность в диапазоне от 7 до 18%.
12. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что имеет размер первичной поры от 3 пор на линейный дюйм до 100 пор на линейный дюйм.
13. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что оболочка имеет микропоры с размером поры от 0,1 до 10 мк.
14. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что имеет коэффициент теплового расширения от, по меньшей мере, 1,5·10-6 мм/мм/°С до не более чем 7,5·10-6 мм/мм/°С.
15. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что имеет предел прочности при изгибе, по меньшей мере, 50 фунтов на квадратный дюйм при теоретической плотности менее 11%.
16. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что имеет плотность от 0,25 до 0,4 г/см3.
17. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что является в основном устойчивым к химическому воздействию расплавленных алюминиевых сплавов при продолжительности воздействия сплавов менее двух часов.
18. Пенокерамический фильтр для расплавленных алюминиевых сплавов по п.1, отличающийся тем, что является в основном не смачиваемым расплавленными алюминиевыми сплавами при продолжительности воздействия сплавов менее двух часов.
| US 3947363 А, 30.03.1976 | |||
| US 4343704 А, 10.02.1982 | |||
| US 3574646 А, 13.04.1971 | |||
| US 5152893 А, 06.10.1992 | |||
| US 6663776 А, 30.03.1976 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНОГО ПОКРЫТИЯ НА СТРОИТЕЛЬНОМ МАТЕРИАЛЕ | 1994 |
|
RU2084429C1 |

