Настоящее изобретение относится в общем к производству слоистых подложек, в частности к способу и системе контроля или регулирования нанесения смолы в производстве слоистых подложек, включая слоистые изделия на древесной основе.
Предпосылки изобретения
Слоистые подложки, такие как слоистые изделия на древесной основе, обычно изготавливают путем покрытия подложки, такой как плита, каким-либо слоем. Пригодные плиты включают, например, древесно-стружечные плиты, древесно-волокнистые плиты средней плотности, фанеру, вафельные плиты, ориентированно-стружечные плиты (ОСП), твердые древесно-волокнистые плиты. Упомянутый слой может быть нанесен на плиту путем фанерования, настилки или облицовки пленкой с тем, чтобы изготовить, например, ламинированную бумагой древесно-стружечную плиту, ламинатное покрытие пола, паркетное покрытие пола, клееную многослойную фанеру средней плотности (MDO), опалубочную доску, фанерованную плиту и т.п. При нанесении этого слоя может быть использован ряд различных устройств нанесения смолы, включая устройства нанесения покрытий валиком, устройства нанесения покрытий поливом, экструдеры, пульверизаторы и т.д.
Однако проблема, с которой сталкиваются при производстве слоистых изделий на древесной основе, независимо от технологии или оборудования, применяемых для нанесения смолы, состоит в определении дозировки смолы, подлежащей нанесению на конкретную плиту, а также в поддержании желательной дозировки смолы. Требуемая или правильная дозировка смолы может в значительной степени варьироваться между различными плитами, даже в пределах одной и той же партии изделий, вследствие непостоянства свойств или характеристик среди различных плит, таких как частицы древесины в плите, влагосодержание, размер частиц в поверхностном слое, плотность плиты, количество карбамидоформальдегидной смолы в поверхностном слое, переменная степень проникновения смолы в подложку и т.д. Другие факторы могут быть связаны с технологической линией, включая линейную скорость конвейера, дозировку отвердителя, толщину плиты и т.д. Кроме того, изменения могут происходить и в самой смоле.
Такие переменные свойства или характеристики плит и/или обусловленные технологической линией факторы могут в результате привести к неравномерному нанесению смолы на плиты. Кроме того, они могут вызывать передозировку смолы, которая, в свою очередь, может привести к более высоким затратам (вследствие того факта, что используется неоправданно большое количество смолы), искажениям волокон, таким как распрямление волокон в поверхностном слое подложки, обуславливающее неровную поверхность плиты, которая, в свою очередь, может приводить к так называемому эффекту «апельсиновой корки». Более того, передозировка, среди прочего, может иметь результатом обесцвечивание покрытой поверхности и образование пузырей на поверхности раздела подложка-слой. Недостаточная дозировка смолы также представляет собой серьезную проблему, которая, например, может вести к тому, что нанесенный слой отслаивается от плиты. Поэтому является существенным, чтобы дозировка смолы была точно отрегулирована с учетом этих меняющихся свойств конкретной плиты, переменных характеристик технологической линии и/или самой смолы, и т.д.
Еще один важный параметр в производстве слоистых подложек состоит в проникновении смолы в эти подложки, что тесно связано с наличием пор в подложке. Явление проникновения смолы является существенным для качества слоистого изделия. Это обусловлено тем фактом, что то количество нанесенной смолы, которое впиталось в подложки, не участвует в клеевом соединении в процессе склеивания продукта, что, разумеется, зависит от глубины проникновения. Проникновение в подложку типа древесно-стружечной плиты может быть связано с такими параметрами, как влагосодержание, гидрофобные свойства поверхности подложки, наличие пор в макроскопическом масштабе из-за расстояния между частицами опилок, образующими поверхность плиты, но также и в микроскопическом масштабе из-за наличия каналов в смоле, окаймленных пор и просветов трахеид в самом материале древесины. Наличие пор в древесно-стружечной плите тесно связано с проницаемостью древесно-стружечной плиты. Проницаемость измеряется простым измерением прохождения воздуха через плиту. Другие аналитические методы, которые могут потенциально обладать возможностью измерения связанных с проникновением откликов, представляют собой анализ краевого угла смачивания в статическом и динамическом режиме.
WO 2004/094947 на имя Мбаху (Mbachu) и других раскрывает способ спектроскопического контроля нанесения смолы на листы фанерованной древесины во время перемещения по сборочной линии. Спектроскопическое оборудование для контроля за нанесенной смолой градуируется путем измерений заранее установленных нанесений смолы на контрольно-испытательные образцы с тем, чтобы представить заранее заданную взаимосвязь, позволяющую контролировать нанесенную смолу в процессе промышленного производства фанерованной древесной продукции с использованием спектра в видимой области и ближней инфракрасной области, простирающейся до 2500 нм. Спектроскопическое измерение выполняется непосредственно после устройства нанесения смолы с помощью датчика, выполненного с возможностью выбора длин волн электромагнитного излучения в пределах вышеупомянутого диапазона. Однако способ согласно WO 2004/094947 на имя Мбаху и других не учитывает такие эффекты, как, например, степень проникновения смолы в подложку.
Кроме того, влагосодержание подложки может варьироваться между различными подложками. Поскольку используемая смола, например, карбамидоформальдегидная (КФ) или фенолформальдегидная (ФФ), также содержит воду, существует значительный риск помех от воды (в смоле и в подложке) в БИК-спектрах (спектрах в ближней инфракрасной области), когда нанесение смолы измеряется с использованием способов, раскрытых в WO 2004/094947 на имя Мбаху и других.
Более того, подложки также могут содержать некоторые количества уже введенной КФ смолы в поверхностном слое, которые в дополнение могут меняться между различными подложками. Это может вносить ошибки в БИК-спектры, когда нанесение смолы измеряется с использованием способов, раскрытых в WO 2004/094947 на имя Мбаху и других.
Таким образом, существует необходимость в усовершенствованных способе и системе контроля или регулирования или отслеживания параметров, например, дозировки смолы или проницаемости подложек, в производстве слоистых подложек, таких как слоистые изделия на древесной основе.
Краткое описание изобретения
Задача настоящего изобретения состоит в том, чтобы предоставить усовершенствованные способ и систему контроля или регулирования параметров (управления ими), например, дозировки смолы или проницаемости подложек, в производстве слоистых подложек, таких как слоистые изделия (продукция) на древесной основе.
Еще одна задача настоящего изобретения состоит в том, чтобы предоставить усовершенствованные способ и систему контроля или регулирования нанесения смолы в производстве слоистых подложек, таких как слоистые изделия на древесной основе, в отношении точности дозировки смолы.
Эти и другие задачи решаются настоящим изобретением путем предоставления способа, системы, считываемого компьютером носителя и компьютерной программы, имеющих признаки, охарактеризованные в независимых пунктах формулы изобретения. Различные варианты воплощения охарактеризованы в зависимых пунктах формулы изобретения.
В контексте этой заявки термин «подложка» относится к панели, такой как плита, включая, среди прочих, древесно-стружечные плиты (ДСП), древесно-волокнистые плиты (ДВП) средней плотности, фанерные плиты, вафельные плиты, ориентированно-стружечные плиты (ОСП) и твердые древесно-волокнистые плиты.
В связи с этой заявкой термин «слоистая подложка» относится к подложке, снабженной каким-либо слоем посредством, среди прочих, фанерования, настилки (нанесения настилочного материала) или облицовки пленкой.
Согласно первому аспекту настоящего изобретения предоставляется способ управления процессом производства слоистой подложки, включающим в себя этапы нанесения отвердителя на подложку; нанесения смолы на подложку; и транспортировки подложки к прессу с помощью транспортировочного средства, где на этапе прессования на подложку наносят по меньшей мере один слой с тем, чтобы сформировать слоистую подложку. Способ дополнительно включает в себя этапы: сбора по меньшей мере одного первого набора данных измерений, относящихся к параметрам подложки, на первой стадии процесса с использованием первого измерительного средства, причем эта первая стадия процесса располагается выше по ходу относительно этапа прессования в направлении поступательного перемещения транспортировочного средства; сбора по меньшей мере одного второго набора данных измерений, относящихся к параметрам подложки, на второй стадии процесса с использованием второго измерительного средства, причем эта вторая стадия процесса располагается выше по ходу относительно этапа прессования и ниже по ходу относительно первой стадии процесса в направлении поступательного перемещения транспортировочного средства; и управления количеством смолы, подлежащей нанесению на подложку на этапе нанесения смолы во время процесса производства слоистых подложек, с использованием собранных данных измерений с первой и второй стадии процесса и рассчитанной градуировочной модели, причем эта модель основана на данных измерений подложек, собранных на первой и/или второй стадии процесса.
Согласно второму аспекту настоящего изобретения предоставляется система управления процессом производства слоистой подложки, такой как слоистая подложка на древесной основе, причем эта система включает в себя средство нанесения отвердителя на подложку; средство нанесения смолы на подложку; и транспортировочное средство, приспособленное для поступательного перемещения подложки к прессовочному средству, приспособленному для нанесения по меньшей мере одного слоя на подложку с тем, чтобы сформировать слоистую подложку. Система дополнительно включает в себя первое измерительное средство, приспособленное для сбора по меньшей мере одного первого набора данных измерений, относящихся к параметрам подложки, на первой стадии процесса, причем это первое измерительное средство располагается выше по ходу относительно прессовочного средства в направлении поступательного перемещения транспортировочного средства; второе измерительное средство, приспособленное для сбора по меньшей мере одного второго набора данных измерений, относящихся к параметрам подложки, на второй стадии процесса, причем это второе измерительное средство располагается выше по ходу относительно прессовочного средства и ниже по ходу относительно первого измерительного средства в направлении поступательного перемещения транспортировочного средства; и средство управления, соединенное с первым и вторым измерительными средствами и приспособленное для управления средством нанесения смолы с тем, чтобы определять количество смолы, подлежащей нанесению на подложку во время процесса производства слоистой подложки, с использованием собранных данных измерений с первой и второй стадии процесса и рассчитанной градуировочной модели, причем эта модель основана на данных измерений подложек, собранных на первой и/или второй стадии процесса.
Согласно третьему аспекту настоящего изобретения предоставляется компьютерная программа для системы согласно второму аспекту настоящего изобретения. Программа включает в себя программные команды, которые, будучи исполняемыми в средстве управления этой системы, заставляют средство управления выполнять этапы способа по изобретению.
Согласно четвертому аспекту настоящего изобретения предоставляется компьютерный программный продукт, включающий в себя считываемый компьютером носитель и компьютерную программу согласно третьему аспекту, причем эта компьютерная программа хранится на этом считываемом компьютером носителе.
Таким образом, настоящее изобретение основывается на понимании того, что эффект проникновения смолы в подложку является существенным при определении нанесения смолы (дозировке смолы) вследствие того факта, что количество смолы, впитавшейся в подложку, не принимает участия в клеевом соединении в процессе склеивания продукта (в зависимости от глубины проникновения). Проникновение смолы в подложку, такую как древесно-стружечная плита, могло быть связано с такими параметрами, как влагосодержание, гидрофобные свойства поверхности подложки и т.д. Более того, изобретение также основывается на понимании того, что эти свойства могут быть оценены количественно с помощью спектроскопии с использованием измерительных датчиков, расположенных на по меньшей мере двух специальных стадиях процесса вдоль технологической линии для производства слоистых подложек. В связи с этим, есть возможность разработать градуировочную модель, основанную на данных, собранных на этих по меньшей мере двух стадиях процесса, способную обеспечить высокую предсказательную способность в отношении, например, дозировки смолы. Настоящее изобретение предоставляет несколько преимуществ в сравнении с традиционной технологией, раскрытой в WO 2004/094947 на имя Мбаху и других, в которой такие эффекты, как, например, степень проникновения смолы в подложку, не принимаются в расчет. Например, настоящее изобретение обеспечивает высокоточное и надежное управление нанесением смолы, поскольку такие эффекты, как глубина проникновения, принимаются во внимание в градуировочной модели.
Согласно одному варианту воплощения настоящего изобретения первая стадия процесса, то есть первое измерительное средство располагается выше по ходу относительно стадии нанесения отвердителя. В ходе испытаний было найдено, что это расположение первого измерительного средства обеспечивает особенно полезные данные измерений для градуировочной модели, а также для управления дозировкой смолы во время процесса производства.
В одном варианте воплощения настоящего изобретения вторая стадия процесса располагается ниже по ходу относительно стадии нанесения смолы. В ходе испытаний было найдено, что это расположение второго измерительного средства обеспечивает особенно полезные данные измерений для градуировочной модели, а также для управления дозировкой смолы во время процесса производства.
В еще одном варианте воплощения настоящего изобретения во время производства слоистой подложки собирают данные, относящиеся к дозировке нанесенного на подложку отвердителя, и эти данные о дозировке отвердителя используют при управлении дозировкой смолы. Поэтому точность и надежность градуировочной модели, а также управления дозировкой смолы во время процесса производства могут быть еще более улучшены.
В еще одном варианте воплощения во время производства слоистой подложки собирают данные, относящиеся к линейной скорости конвейера, и используют их при управлении дозировкой смолы. Поэтому точность и надежность градуировочной модели, а также управления дозировкой смолы во время процесса производства могут быть повышены.
Согласно другим вариантам воплощения настоящего изобретения могут быть собраны и использованы при управлении дозировкой смолы данные, относящиеся к технологическим переменным процесса, таким как температура и/или атмосферная влажность в производственных помещениях, температура пресса или влияние нагревателя.
Предпочтительно, градуировочную модель рассчитывают с помощью многомерного анализа. Согласно вариантам воплощения методы многомерного анализа, которые могут быть использованы в изобретении, представляют собой PLS, PCA или PCR. Кроме того, нейронные сети также представляют собой технологию, которая может быть использована для разработки градуировочной модели.
Согласно одному варианту воплощения настоящего изобретения градуировочную модель рассчитывают в соответствии со следующими этапами: данные измерений, собранные на первой стадии процесса, сводят в по меньшей мере одну матрицу; с использованием многомерного анализа рассчитывают первую субмодель для первой стадии процесса; и получают, на второй стадии процесса с по меньшей мере первой стадии процесса, информацию, относящуюся к многомерной субмодели, рассчитанной по меньшей мере для первой стадии процесса. Тем самым может быть получена модель, имеющая более высокую степень предсказуемости, то есть дозировка смолы, спрогнозированная посредством этой модели, демонстрирует более высокую степень точности и надежности. Это обусловливается тем фактом, что вариации подложки, например, вариация влагосодержания или различия в удельном содержании КФ смолы в поверхностном слое подложки, включают в первую субмодель и переносят во вторую субмодель в качестве главной (основной) компоненты модели многомерного анализа (такой как РСА или PLS модель). Использование главных компонент вместо полного спектра снижает риск перерегулировки и родственных проблем вследствие многих некоррелированных переменных и шума в градуировочной модели.
Данные измерений могут быть собраны посредством спектроскопических измерений, выполненных в ультрафиолетовом (УФ), инфракрасном (ИК), ближнем инфракрасном (БИК) спектрах или спектре видимого света (ВС), а предпочтительно - в ближнем инфракрасном (БИК) спектре. В альтернативном варианте воплощения данные измерений могут быть собраны посредством ультразвука.
Согласно одному варианту воплощения настоящего изобретения градуировочная модель используется для контроля проницаемости подложки.
Признаки, которые характеризуют изобретение как в отношении организации, так и в отношении способа эксплуатации, вместе с его дальнейшими задачами и преимуществами, будут более понятны из нижеследующего описания, использованного в сочетании с сопроводительными чертежами. Следует отчетливо понимать, что чертежи представлены в целях иллюстрации и описания и не предназначены служить определением пределов изобретения. Эти и другие решаемые настоящим изобретением задачи и предоставленные настоящим изобретением преимущества станут более очевидными по мере прочтения нижеследующего описания в сочетании с сопроводительными чертежами.
Подробное описание чертежей
В нижеследующем подробном описании изобретения будут сделаны ссылки на сопроводительные чертежи, из которых
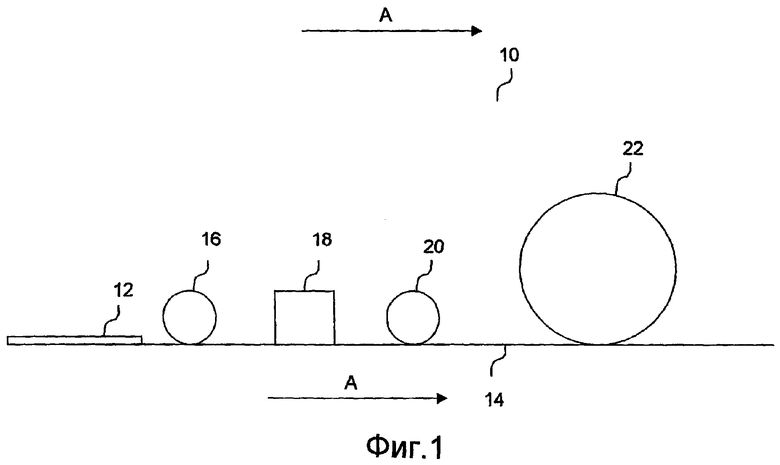
Фиг. 1 представляет собой схематический вид технологической линии для производства слоистой подложки, на которой может быть применено настоящее изобретение.
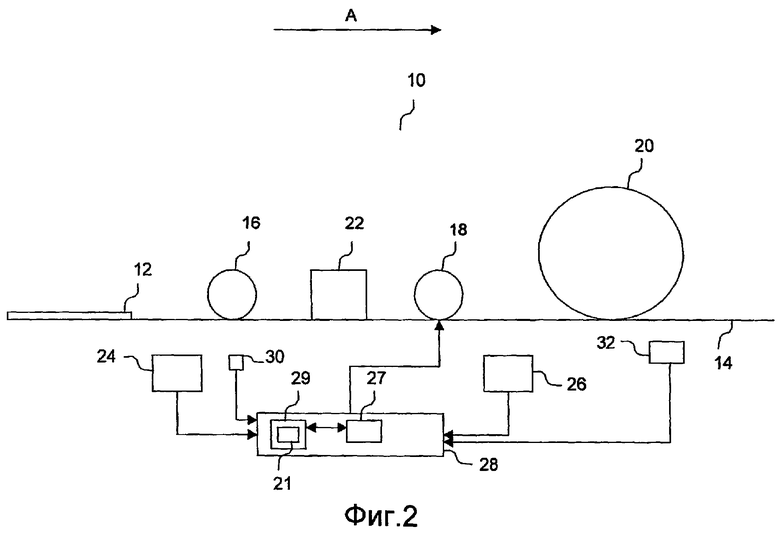
Фиг. 2 представляет собой схематический вид системы контроля нанесения смолы во время производства слоистой подложки на технологической линии, показанной на Фиг. 1, согласно одному варианту воплощения настоящего изобретения.
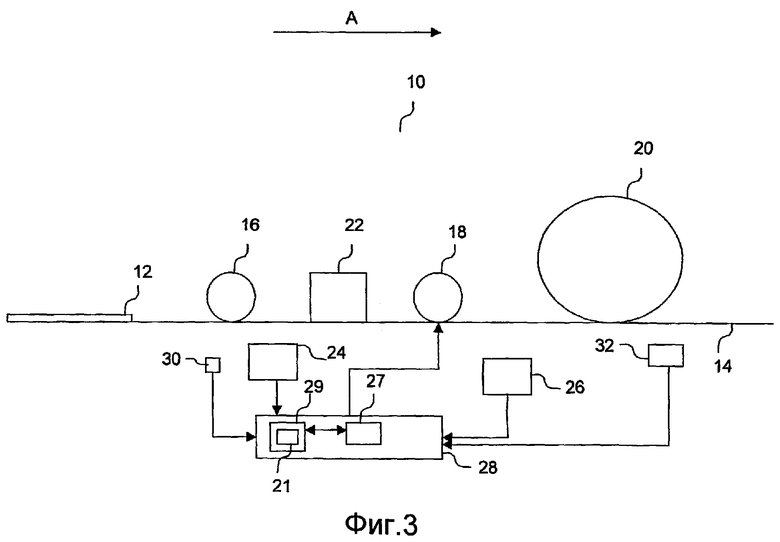
Фиг. 3 представляет собой схематический вид системы контроля нанесения смолы во время производства слоистой подложки на технологической линии, показанной на Фиг. 1, согласно еще одному варианту воплощения настоящего изобретения.
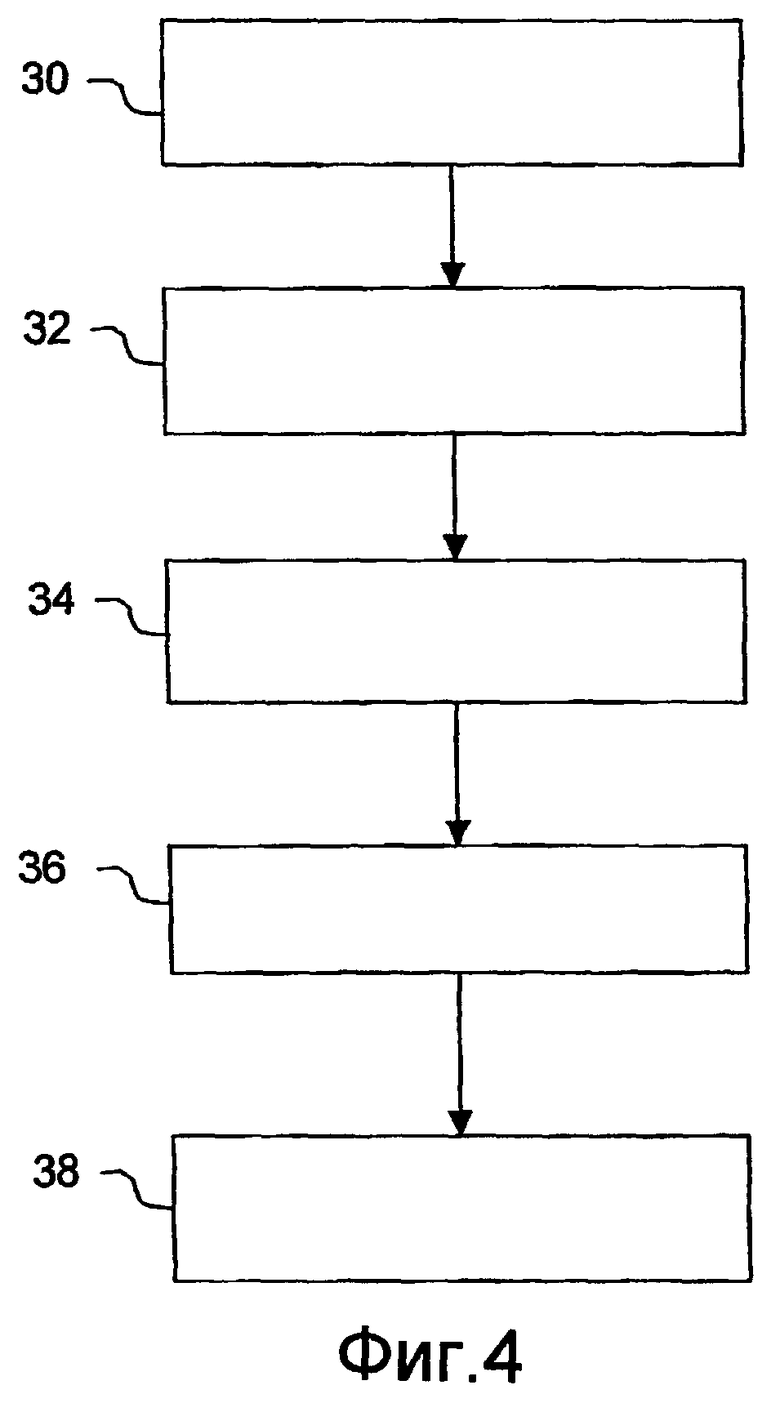
Фиг. 4 показывает общие принципы способа контроля нанесения смолы во время производства слоистой подложки на технологической линии, показанной на Фиг. 2 или Фиг. 3, согласно варианту воплощения настоящего изобретения.
Описание предпочтительных вариантов воплощения
Со ссылкой сначала на Фиг. 1 будет описана технологическая линия для производства слоистой подложки, на которой могут быть использованы система и способ согласно настоящему изобретению.
Технологическая линия 10 включает в себя средство 16 нанесения отвердителя, приспособленное для нанесения отвердителя на подложку 12, например распределитель, средство 18 нанесения смолы на подложку, например распределитель смолы, и прессовочное средство 20, такое как пресс горячего каландрования, приспособленное для нанесения по меньшей мере одного слоя на подложку с тем, чтобы сформировать слоистую подложку. Однако, как понимает специалист, этот слой может быть нанесен на подложку посредством, например, настилки, фанерования или облицовки пленкой. Этот слой может быть, например, из бумаги, шпона или ткани. Более того, следует также отметить, что существует ряд других подходящих прессовочных средств в дополнение к прессу горячего каландрования, которые потенциально включают в себя машину для плоского прессования, которая, однако, непригодна в случае облицовки пленкой, или машину для холодного прессования.
Подложки 12, такие как изделия на древесной основе в виде плит, транспортируются или конвейерно перемещаются с помощью транспортировочного средства 14 между различными стадиями процесса по технологической линии 10 в направлении стрелки, обозначенной буквой А. Между распределителем 16 отвердителя и распределителем 18 смолы располагается нагреватель 22, который приспособлен для нагревания подложки с тем, чтобы высушить нанесенный отвердитель. Предпочтительно, нагреватель 22 представляет собой инфракрасный (ИК) нагреватель. Обычно ниже по ходу относительно пресса 20 горячего каландрования располагается пила (не показана) для того, чтобы разрезать подложку на куски, имеющие желаемый размер.
Обращаясь теперь к Фиг. 2, будет описана система контроля нанесения смолы во время производства слоистой подложки, установленная на технологической линии, показанной на Фиг. 1, согласно одному варианту воплощения настоящего изобретения. Первое измерительное средство 24, приспособленное для сбора по меньшей мере одного первого набора данных измерений, относящихся к параметрам подложки, располагается на первой стадии процесса, которая в этом варианте воплощения располагается выше по ходу относительно пресса 20 горячего каландрования. Предпочтительно, первое измерительное средство располагается выше по ходу относительно распределителя 16 отвердителя. Далее, второе измерительное средство 26, приспособленное для сбора по меньшей мере одного второго набора данных измерений, относящихся к параметрам подложки, располагается на второй стадии процесса. В этом варианте воплощения второе измерительное средство 26 располагается выше по ходу относительно пресса 20 горячего каландрования и ниже по ходу относительно первого измерительного средства 24. Предпочтительно, второе измерительное средство 26 располагается между распределителем 18 смолы и прессом 20 горячего каландрования.
Согласно предпочтительному варианту воплощения первое и второе измерительные средства 24 и 26 представляют собой спектроскопические датчики, приспособленные испускать волны электромагнитного излучения в одном или более диапазонах максимального поглощения нанесенной смолой и другими компонентами, такими как влага, содержащаяся в материале подложки и в смоле. В частности, электромагнитное излучение существует в форме ультрафиолетового, инфракрасного, ближнего инфракрасного излучения или видимого света. Если используется излучение ближней инфракрасной области, то могут быть применены так называемые БИК-датчики.
Кроме того, система включает в себя средство 28 управления, включающее в себя средство 27 обработки, соединенное с первым и вторым измерительными средствами 24 и 26 соответственно. Средство 28 управления управляет тем, должны ли быть активны или нет первое и второе измерительные средства 24 и 26 соответственно, то есть тем, когда должны быть проведены измерения. Кроме того, средство 28 управления включают в себя средство 29 хранения, обменивающееся информацией со средством 27 обработки через стандартную адресную/контрольную шину (не показана). Средство 29 хранения может включать в себя оперативное запоминающее устройство (ОЗУ) и/или энергонезависимое запоминающее устройство, такое как постоянное запоминающее устройство (ПЗУ). Как будет понято рядовым специалистом в данной области техники, средство хранения может включать в себя различные типы физических устройств для временного и/или длительного хранения данных, которые включают в себя твердотельные, магнитные, оптические и комбинированные устройства. Например, средство хранения может быть реализовано с использованием одного или более физических устройств, таких как динамическое ОЗУ (DRAM), программируемые ПЗУ (PROMS или ППЗУ), стираемые ППЗУ (EPROMS или СППЗУ), электронно-стираемые ППЗУ (EEPROMS или ЭСППЗУ), флэш-память и т.п. Средство 29 хранения может дополнительно включать в себя компьютерную программу 21, содержащую команды для вынуждения компьютера выполнять этапы способа в соответствии с настоящим изобретением.
Средство 28 управления также приспособлено для управления распределителем 18 смолы с тем, чтобы определять количество смолы, подлежащей нанесению на подложку во время процесса производства слоистой подложки. Это управление распределителем 18 смолы выполняется с использованием собранных данных измерений, которые могут храниться в средстве 29 хранения, от первого и/или второго измерительных средств 24 и 26 соответственно и рассчитанной градуировочной модели, которая может храниться в средстве 29 хранения. Предпочтительно, эта градуировочная модель основывается на данных измерений подложек, собранных на первой и/или второй стадии процесса.
Согласно альтернативному варианту воплощения настоящего изобретения при расчете градуировочной модели могут быть использованы данные измерений относительно дозировки наносимого отвердителя и линейной скорости перемещения конвейера 14. Эти данные измерений могут быть получены с помощью устройства 30 измерения дозировки отвердителя и датчика 32 линейной скорости. Однако использование интеграции технологических сигналов в изобретении не ограничивается дозировкой отвердителя и линейной скоростью, как понимает специалист в данной области техники, и для этой цели могут быть использованы и другие имеющие отношение сигналы из этого процесса. Такие сигналы включают в себя температуру и/или атмосферную влажность в производственных помещениях, температуру пресса или влияние нагревателя.
Со ссылкой на Фиг. 3 показан альтернативный вариант воплощения настоящего изобретения. Части или устройства, показанные на Фиг. 2 и 3, имеющие сходную или подобную функцию или функции, будут обозначены одинаковыми ссылочными номерами. В этом варианте воплощения первое измерительное средство 24, приспособленное для сбора по меньшей мере одного первого набора данных измерений, относящихся к параметрам подложки, расположено помещенным ниже по ходу относительно распределителя 16 отвердителя. Кроме того, второе измерительное средство 26, приспособленное для сбора по меньшей мере одного второго набора данных измерений, относящихся к параметрам подложки, располагается между распределителем 18 смолы и прессом 20 горячего каландрования. Функция и расположение других устройств и частей, таких как средство 28 управления, являются такими же, как в варианте воплощения, показанном на Фиг. 2, и поэтому их описание в связи с этим вариантом воплощения опущено.
Обращаясь теперь к Фиг. 4, будут описаны общие принципы способа управления процессом производства слоистой подложки согласно настоящему изобретению. Различные этапы будут теперь описаны в порядке хода производственного процесса (то есть в направлении транспортировки конвейера 14, которое показано стрелкой А). Сначала, на этапе 30, отвердитель наносят на подложку распределителем 16 отвердителя. Затем на этапе 32, по меньшей мере один первый набор данных измерений, относящихся к параметрам подложки, собирают на первой стадии процесса с использованием первого измерительного средства 24, которое, как указано выше, предпочтительно представляет собой БИК-датчик, приспособленный работать на длинах волн в пределах диапазона 400-2500 нм. Эти данные измерений передают средству 28 управления для использования при определении дозировки смолы на основе градуировочной модели. В одном варианте воплощения первый БИК-датчик 24 располагается выше по ходу относительно распределителя 16 отвердителя. После этого, на этапе 34, по меньшей мере один второй набор данных измерений, относящихся к параметрам подложки, с использованием второго измерительного средства 26, которое, как указано выше, предпочтительно представляет собой БИК-датчик, приспособленный работать на длинах волн в пределах диапазона 400-2500 нм. Эти данные измерений передают средству 28 управления для использования при определении дозировки смолы на основе градуировочной модели. В одном варианте воплощения второй БИК-датчик 26 располагается выше по ходу относительно пресса 22 горячего каландрования и ниже по ходу относительно распределителя 19 смолы. Затем на этапе 36 управляют количеством наносимой на подложку смолы с использованием собранных данных измерений от первого и второго БИК-датчиков 24 и 26 соответственно и рассчитанной градуировочной модели. Градуировочная модель, как указано выше и как будет более подробно описано ниже, основывается на данных измерений подложек, собранных первым и вторым БИК-датчиками 24 и 26 соответственно.
Предпочтительно, данные измерений подложки, собранные на первой стадии процесса, то есть первым БИК-датчиком 24, и на второй стадии процесса, то есть вторым БИК-датчиком 26 во время производственного процесса сравнивают в средстве 28 управления с реперными данными из рассчитанной градуировочной модели во время производства слоистой подложки с тем, чтобы скорректировать дозировку смолы по свойствам конкретной подложки в процессе.
Наконец, на этапе 38 подложку поступательно перемещают к прессу 22 горячего каландрования, где на подложку наносится по меньшей мере один слой с тем, чтобы сформировать слоистую подложку.
Как указано выше, при расчете градуировочной модели используют данные, относящиеся к дозировке отвердителя, наносимого на испытательные образцы подложки, и данные, относящиеся к линейной скорости конвейерного средства 14.
Разработка градуировочной модели
Методика БИК-спектроскопии в последние годы приобрела широкое признание как мощный диагностический инструмент, особенно для целей обеспечения контроля текущего производственного процесса в жестких промышленных условиях (Antti et al., Journal of Chemometrics, 10, 591-603 (1996), Pope J. M., “Near-infrared Spectroscopy of Wood Products” (1995), Conners T. E. and Banerjee S., Ed., “Surface Analysis of Paper”, 142-151). Обычно при БИК-спектроскопии используются длины волн от 400 до 2500 нм. Фундаментальные принципы БИК-спектроскопии были обобщены в огромном количестве статей, например, в Barton Spectroscopy Europe 14, No. 1, 12-18 (2002). Одной из главных предпосылок успеха БИК-спектроскопии является разработка методов многомерного анализа, которые сделали возможной обработку колоссального количества данных, полученных при таких БИК-измерениях, например анализ главных компонент (РСА) и метод проекции частных наименьших квадратов на латентные структуры (PLS), см. среди прочих, P. Geladi “Partial least-Squares Regression: A tutorial”, Anal. Chim. Acta, 185, 1-32 (1986). Еще одним методом может быть регрессия на главные компоненты (PCR). В последние годы были разработаны и другие технологии, пригодные для обработки больших массивов данных, такие как нейронные сети.
Анализ главных компонент (РСА)
Методом РСА набор коррелированных переменных сжимают в меньший набор некоррелированных переменных. Это преобразование состоит в повороте координатной системы, приводящем к выстраиванию информации на меньшем числе осей, чем при исходном размещении. Тем самым переменные, которые являются высококоррелированными друг с другом, обрабатываются как единое целое. Поэтому при использовании метода РСА становится возможным получить малый набор некоррелированных переменных, все еще представляющий большую часть той информации, которая была представлена в исходном наборе переменных, но гораздо проще используемый в моделях. В общем же, от 2 до 15 главных компонент будут охватывать от 85% до 98% отклонений переменных.
Метод проекций частных наименьших квадратов на латентные структуры (PLS)
PLS представляет собой моделирующий и вычислительный метод, которым могут быть установлены количественные соотношения между блоками переменных, например, блоком данных дескриптора (спектры) для серии образцов и блоком данных отклика, измеренных на этих образцах. С помощью количественного соотношения между блоками возможно ввести спектральные данные для нового образца в дескрипторный блок и сделать предсказания ожидаемого отклика. Одно огромное преимущество этого метода состоит в том, что результаты могут быть оценены графически с помощью разнообразных графиков. Во многих случаях визуальные интерпретации графика являются достаточными для достижения хорошего понимания различных соотношений между переменными. Метод основывается на проекциях, сходных с РСА. Метод PLS подробно раскрыт в Carlsson R., “Design and optimization in organic synthesis” и B.G.M. Vandeginste, O.M. Kvalheim, Eds., “Data handling in science and Technology”, (Elsevier, 1992), том 8.
Регрессия на главные компоненты (PCR)
Метод PCR тесно связан с методами РСА и PLS. Как и в РСА, каждый объект в дескрипторном блоке проецируется на подпространство меньшей размерности, давая графики счетов и нагрузок. Эти счета затем регрессируются относительно блока отклика в методике наименьших квадратов, приводя к регрессионной модели, которая может быть использована для предсказания неизвестных образцов. Такая же модельная статистика, как и в РСА и PLS, может быть использована для проверки достоверности модели.
Методы РСА, PLS, и PCR обстоятельно описаны в работе P. Geladi “Partial least-Squares Regression: A tutorial”, Anal. Chim. Acta, 185, 1-32 (1986).
Иерархическое и последовательное моделирование
Иерархическое моделирование представляет собой метод, где счета и/или остатки из одной модели используются как переменные в другой модели. Метод описан автором S. Wold и коллегами в работе “Hierarchical multiblocks PLS and PC models for easier model interpretation and as an alternative to variable selection”, Journal of Chemometrics, том 10, стр. 463-482 (1996).
Эти методы далее развиты автором S. Wold в WO 2004/003671 A1, описывающем способ применения в промышленном процессе, включающем в себя первый субпроцесс и второй субпроцесс, расположенные в технологической цепочке, включающей в себя, для второго субпроцесса, этапы сбора данных и расчета многомерной субмодели, основанной на собранных данных, причем упомянутый способ характеризуется этапами получения в первом субпроцессе из второго субпроцесса информации, относящейся к многомерной субмодели, рассчитанной для второго субпроцесса, сбора данных, относящихся к первому субпроцессу, и расчета многомерной субмодели для первого субпроцесса, основанной на собранных данных и полученной информации.
Нейронные сети
Искусственные нейронные сети (ИНС) представляют собой математические описания того, что известно о физической структуре и механизме биологического обучения и знания (J. Zupan, J. Gasteiger, Anal. Chim. Acna, 248 (1991) 1-30). ИНС может быть использована для прогнозирования и предсказания выходных значений и для выявления тенденций.
Пример: Предсказание дозировки смолы
Согласно первому примеру первый БИК-прибор или датчик 24 был расположен выше по ходу относительно распределителя 16 отвердителя, а второй БИК-прибор или датчик 26 был расположен выше по ходу относительно валка 20 горячего каландрования и ниже по ходу относительно распределителя 20 смолы, как схематически показано на Фиг. 2. В этом примере оба прибора были типа диодной матрицы, работающей на 900-1700 нм. Конечно, могут быть также использованы приборы, работающие, например, на 400-2500 нм. Однако сравнительные испытания среди приборов, работающих на длинах волн между 900 и 1700 нм, и приборов, работающих на длинах волн между 400 и 2500 нм, показали сходные результаты. Работа приборов 24, 26 была синхронизирована с тем, чтобы обеспечить возможность снимать спектры с одного и того же испытательного образца плиты в двух точках измерения или стадиях процесса. Следующие переменные: тип плиты (два различных производителя), дозировка отвердителя (5-15 г/м2), линейная скорость (12-19 м/мин) и нанесение смолы (карбамидоформальдегидная смола UF 1205 от фирмы Casco Adhesives AB, 45-70 г/м2), варьировали согласно экспериментальному плану 24 с тремя центральными точками. Измерения реальной дозировки смолы были проведены гравиметрическим анализом на испытательных плитах до и после нанесения смолы. В этом случае были использованы PLS модели для предсказания дозировки смолы. PLS модели были построены с использованием различных стратегий моделирования согласно таблице. Обучающий набор состоял из четырех измерений каждого отверждения согласно экспериментальному плану. Для оценки эффективности модели были использованы среднеквадратичные ошибки предсказания (RMSEP) для испытательного набора. R2 представляет собой кумулятивную сумму квадратов предсказанной дозировки смолы, объясненную извлеченными компонентами. Q2 представляет собой долю общей вариации дозировки смолы, которая может быть предсказана извлеченными компонентами, как оценено перекрестной проверкой. При перекрестной проверке часть данных оставалась вне разработки модели и была затем предсказана по модели и сравнена с реальными величинами.
Стратегии моделирования были следующими:
А) Только БИК-датчик ниже по ходу относительно распределителя смолы. Данные измерений содержат величины поглощения на 128 длинах волн между 900 и 1700 нм от 44 испытательных плит.
В) Были использованы оба БИК-датчика. Данные измерений содержат величины поглощения на 128 длинах волн между 900 и 1700 нм от 44 испытательных плит.
С) Были использованы оба БИК-датчика. Данные измерений содержат величины поглощения на 128 длинах волн между 900 и 1700 нм от 44 испытательных плит. Результаты в таблице содержат спектральные данные от БИК-датчика ниже по ходу относительно распределителя смолы и величины счетов для каждой плиты из двух главных компонент РСА-анализа спектральных данных от БИК-датчика, расположенного выше по ходу относительно распределителя отвердителя.
D) Как в модели А, включая реальную линейную скорость и дозировку отвердителя для каждой плиты.
Е) Как в модели С, включая реальную линейную скорость и дозировку отвердителя для каждой плиты.
Вышеприведенные результаты ясно демонстрируют преимущество введения спектроскопической информации от первого БИК-датчика как счетов из РСА-анализа. Однако в качестве альтернативы, мог быть использован и PLS-анализ вместо РСА-анализа спектральных данных от первого БИК-датчика.
Модель С превосходит модели А и В при сравнении RMSEP, а модель Е превосходит модель D. Модель Е показывает наилучшую совокупную предсказательную способность среди сравниваемых моделей.
Пример: Предсказание проницаемости
Древесно-стружечные плиты с различными характеристиками были изготовлены соответственно экспериментальному плану, где плотность плит, относительное количество поверхностных стружек и молярное соотношение между формальдегидом и мочевиной в карбамидоформальдегидной смоле варьировались согласно плану 23. Плиты были проанализированы с использованием БИК-спектроскопии в диапазоне длин волн 410-2250 нм на вращающихся плитах, и была определена проницаемость воздуха сквозь плиты. Моделирование спектроскопических данных с использованием PLS с проницаемостью в качестве отклика дало восьмикомпонентную модель, описывающую 75,1% вариаций проницаемости. Таким образом, вышеприведенные результаты указывают на то, что с использованием градуировочной модели в соответствии с настоящим изобретением может быть достигнут улучшенный контроль проницаемости подложек.
Хотя здесь в целях иллюстрирования и пояснениями примерами были показаны и описаны конкретные варианты воплощения, рядовым специалистам в данной области техники понятно, что показанные и описанные конкретные варианты воплощения могут быть заменены широким разнообразием альтернативных и/или эквивалентных вариантов реализации без отклонения от объема настоящего изобретения. Рядовые специалисты в данной области техники без труда поймут, что настоящее изобретение может быть реализовано в широком многобразии вариантов воплощения, включая аппаратные и программные варианты реализации, или их комбинации. Эта заявка предназначена охватить любые адаптации или вариации обсуждаемых здесь вариантов воплощения. Следовательно, настоящее изобретение охарактеризовано формулировками прилагаемой формулы изобретения и их эквивалентами.
Настоящее изобретение относится к производству слоистых подложек, а именно к способу и системе контроля или регулирования нанесения смолы в производстве слоистых подложек, включая слоистые изделия на древесной основе. Техническим результатом заявленной группы изобретений является создание усовершенствованного способа и системы контроля дозировки смолы в отношении точности дозировки. Технический результат достигается способом производства слоистых подложек, который включает в себя этап сбора по меньшей мере одного первого набора данных измерений, относящихся к параметрам подложки, на первой стадии процесса, расположенной выше по ходу относительно этапа прессования в направлении поступательного перемещения транспортировочного средства. Затем проводят сбор по меньшей мере одного второго набора данных измерений, относящихся к параметрам подложки, на второй стадии процесса, расположенной выше по ходу относительно этапа прессования в направлении поступательного перемещения транспортировочного средства. Далее проводят управление дозировкой смолы с использованием собранных данных измерений с первой и второй стадии процесса и рассчитанной градуировочной модели, которая основывается на данных измерений подложек, собранных на первой и/или второй стадии процесса. 4 н. и 15 з.п. ф-лы, 4 ил., 1 табл.
1. Способ управления процессом производства слоистой подложки (12), включающим в себя стадии нанесения (30) отвердителя на упомянутую подложку (12); нанесения смолы на упомянутую подложку (12); и транспортирования упомянутой подложки (12) к прессу (20) посредством транспортировочного средства (14), где на этапе прессования на упомянутую подложку (12) наносят (38) по меньшей мере один слой с тем, чтобы сформировать слоистую подложку, причем упомянутый способ дополнительно включает в себя этапы:
сбора (32) по меньшей мере одного первого набора данных измерений, относящихся к параметрам упомянутой подложки (12), на первой стадии процесса с использованием первого измерительного средства (24), причем упомянутая первая стадия процесса располагается выше по ходу относительно упомянутого этапа прессования в направлении (А) поступательного перемещения упомянутого транспортировочного средства (14);
сбора (34) по меньшей мере одного второго набора данных измерений, относящихся к параметрам упомянутой подложки (12), на второй стадии процесса с использованием второго измерительного средства (26), причем упомянутая вторая стадия процесса располагается выше по ходу относительно упомянутого этапа прессования и ниже по ходу относительно упомянутой первой стадии процесса в направлении (А) поступательного перемещения упомянутого транспортировочного средства (14); и
управления (36) количеством смолы, подлежащей нанесению на подложку (12) на упомянутой стадии нанесения смолы во время упомянутого процесса производства слоистых подложек, с использованием собранных данных измерений с упомянутой первой и второй стадии процесса и рассчитанной градуировочной модели, причем упомянутая модель основана на данных измерений подложек, собранных на упомянутой первой и/или второй стадии процесса.
2. Способ по п.1, в котором этап управления (36) включает в себя этап:
сравнения упомянутых данных измерений подложки, собранных на упомянутой первой и второй стадии процесса, с реперными данными упомянутой рассчитанной градуировочной модели во время производства слоистой подложки.
3. Способ по п.1 или 2, в котором упомянутая первая стадия процесса располагается выше по ходу относительно упомянутой стадии нанесения (30) отвердителя на упомянутую подложку (12).
4. Способ по п.1 или 2, в котором упомянутая вторая стадия процесса располагается ниже по ходу относительно упомянутой стадии нанесения смолы на упомянутую подложку (12).
5. Способ по п.1 или 2, дополнительно включающий в себя этапы:
получения данных, относящихся к дозировке отвердителя, наносимого на подложку во время производства слоистой подложки; и
использования упомянутых данных о дозировке отвердителя на упомянутом этапе управления (36).
6. Способ по п.1 или 2, дополнительно включающий в себя этапы:
получения данных, относящихся к линейной скорости упомянутого конвейера во время производства слоистой подложки; и
использования упомянутых данных о линейной скорости на упомянутом этапе управления (36).
7. Способ по п.1 или 2, в котором упомянутую градуировочную модель рассчитывают посредством многомерного анализа.
8. Способ по п.1 или 2, дополнительно включающий в себя этапы:
сбора данных измерений испытательных образцов подложки на упомянутой первой стадии процесса;
сведения собранных на упомянутой первой стадии процесса данных измерений упомянутых испытательных образцов в по меньшей мере одну матрицу;
расчета первой субмодели для упомянутой первой стадии процесса с использованием многомерного анализа; и
получения на второй стадии процесса с по меньшей мере первой стадии процесса информации, относящейся к многомерной субмодели, рассчитанной по меньшей мере для упомянутой первой стадии процесса.
9. Способ по п.1 или 2, в котором упомянутые данные измерений собирают посредством спектрометрического метода и/или из технологических переменных.
10. Способ по п.9, в котором упомянутый спектрометрический метод использует ультрафиолетовый, инфракрасный, ближний инфракрасный или видимый свет.
11. Система (10) управления процессом производства слоистой подложки (12), включающая в себя средство (16) нанесения отвердителя на упомянутую подложку; средство (18) нанесения смолы на упомянутую подложку; и транспортировочное средство (14), приспособленное для поступательного перемещения упомянутой подложки (12) к прессовочному средству (20), приспособленному для нанесения по меньшей мере одного слоя на упомянутую подложку (12) с тем, чтобы сформировать слоистую подложку, причем упомянутая система дополнительно включает в себя
первое измерительное средство (24), приспособленное для сбора по меньшей мере одного первого набора данных измерений, относящихся к параметрам упомянутой подложки (12), на первой стадии процесса, причем упомянутое первое измерительное средство (24) располагается выше по ходу относительно упомянутого прессовочного средства (20) в направлении (А) поступательного перемещения упомянутого транспортировочного средства (14);
второе измерительное средство (26), приспособленное для сбора по меньшей мере одного второго набора данных измерений, относящихся к параметрам упомянутой подложки (12), на второй стадии процесса, причем упомянутое второе измерительное средство (26) располагается выше по ходу относительно упомянутого прессовочного средства (20) и ниже по ходу относительно упомянутого первого измерительного средства (24) в направлении (А) поступательного перемещения упомянутого транспортировочного средства (14); и
средство (28) управления, соединенное с упомянутыми первым и вторым измерительными средствами (24, 26) и приспособленное для управления упомянутым средством (18) нанесения смолы с тем, чтобы определять количество смолы, подлежащей нанесению на подложку во время упомянутого процесса производства слоистой подложки, с использованием собранных данных измерений с упомянутой первой и второй стадии процесса и рассчитанной градуировочной модели, причем упомянутая модель основана на данных измерений подложки, собранных на упомянутой первой и/или второй стадии процесса.
12. Система по п.11, в которой упомянутое средство (28) управления приспособлено для сравнения упомянутых данных измерений, собранных с подложки на упомянутых первой и второй стадиях процесса, с реперными данными упомянутой рассчитанной градуировочной модели во время производства слоистой подложки.
13. Система по п.11 или 12, в которой упомянутое первое измерительное средство (24) располагается выше по ходу относительно упомянутого средства (16) нанесения отвердителя.
14. Система по п.11 или 12, в которой упомянутое второе измерительное средство (26) располагается ниже по ходу относительно упомянутого средства (18) нанесения смолы.
15. Система по п.11 или 12, в которой упомянутое первое измерительное средство (24) представляет собой датчик, приспособленный для сбора данных посредством спектрометрического метода.
16. Система по п.11 или 12, в которой упомянутое второе измерительное средство (26) представляет собой датчик, приспособленный для сбора данных посредством спектрометрического метода.
17. Система (10) управления процессом производства слоистой подложки (12) на технологической линии, причем упомянутая технологическая линия включает в себя средство (16) нанесения отвердителя на упомянутую подложку; средство (18) нанесения смолы на упомянутую подложку; и транспортировочное средство (14), приспособленное для поступательного перемещения упомянутой подложки (12) к прессовочному средству (20), приспособленному для нанесения по меньшей мере одного слоя на упомянутую подложку (12) с тем, чтобы сформировать слоистую подложку, причем упомянутая система дополнительно включает в себя
первое измерительное средство (24), приспособленное для сбора по меньшей мере одного первого набора данных измерений, относящихся к параметрам упомянутой подложки (12), на первой стадии процесса, причем упомянутое первое измерительное средство (24) располагается выше по ходу относительно упомянутого прессовочного средства (20) в направлении поступательного перемещения упомянутого транспортировочного средства (14);
второе измерительное средство (26), приспособленное для сбора по меньшей мере одного второго набора данных измерений, относящихся к параметрам упомянутой подложки (12), на второй стадии процесса, причем упомянутое второе измерительное средство (26) располагается выше по ходу относительно упомянутого прессовочного средства (20) и ниже по ходу относительно упомянутого первого измерительного средства (24) в направлении поступательного перемещения упомянутого транспортировочного средства (14); и
средство (28) управления, соединенное с упомянутыми первым и вторым измерительными средствами (24, 26) и приспособленное для управления упомянутым средством нанесения смолы с тем, чтобы определять количество смолы, подлежащей нанесению на подложку (12) во время упомянутого процесса производства слоистой подложки, с использованием собранных данных измерений с упомянутой первой и второй стадии процесса и рассчитанной градуировочной модели, причем упомянутая модель основана на данных измерений подложек, собранных на упомянутой первой и/или второй стадии процесса.
18. Система по п.17, при этом упомянутая система выполнена в соответствии с любым из предшествующих пп.11-16.
19. Считываемый компьютером носитель, содержащий команды для вынуждения компьютера выполнять способ по любому из предшествующих пп.1-10.
| WO 2004094947 A1, 04.11.2004 | |||
| Способ изготовления древесины слоистого пластика | 1972 |
|
SU440277A1 |
| Двухслойная кабельная бумага | 1977 |
|
SU947253A1 |
| КОМПОЗИЦИОННЫЙ ДРЕВЕСНОСЛОИСТЫЙ МАТЕРИАЛ | 1994 |
|
RU2049673C1 |
| DE 3015679 A1, 13.11.1980 | |||
| US 2003024640 A1, 06.02.2003. | |||

