Изобретение относится к изготовлению и ремонту деталей машин, а именно к устройствам автоматической аргонодуговой наплавки поверхности деталей, и может быть использовано для восстановления изношенных поверхностей цилиндрических деталей, а также для придания поверхности детали особых физико-механических свойств при их изготовлении.
Большинство деталей двигателей внутреннего сгорания и трансмиссий современных сельскохозяйственных машин имеют износы в пределах 0,1…0,3 мм, их доля достигает до 64%, а доля деталей типа тел вращения составляет 63,8% от общего их количества. Для восстановления этих деталей применяются различные устройства электродуговой наплавки, которые в реальных условиях производства не позволяют получить толщину наплавки менее одного миллиметра на сторону. При дальнейшей механической обработке до 80%о наплавленного металла переводится в стружку. Для экономного расходования наплавленного металла с учетом последующей механической обработки необходимо наплавлять слой толщиной 0,3…0,6 мм.
Известно устройство для аргонодуговой сварки и наплавки деталей [Бельфор М.Г., Патон В.Е. Оборудование для дуговой и шлаковой сварки и наплавки. - М.: Высшая школа, 1974, с.119, Рис.102 и 103], которое содержит охлаждаемую сварочную головку, которая состоит из горелки с вольфрамовым электродом и наконечника (канала) для направления присадочной проволоки в сварочную ванну (в зону дуги).
Недостатками этого устройства являются: наплавка дает удовлетворительные результаты при получении толщины наплавки 1,0…1,5 мм и более, низкая производительность, а также низкая скорость процесса (2,2-3,6 мм/сек).
Наиболее близким по технической сущности к предлагаемому устройству является устройство [Пат.2211123. Способ высокоскоростной аргонодуговой наплавки цилиндрических деталей, Бюл. № 24, 2003], которое содержит наплавочную головку, которая состоит из специальной охлаждаемой аргонодуговой горелки с вольфрамовым электродом и канала для направления присадочной проволоки в сварочную ванну (зону дуги).
Недостатками этого устройства являются невысокий коэффициент использования тепловой мощности дуги, сравнительно низкий срок службы устройства.
Целью изобретения является повышение экономичности процесса наплавки путем обеспечения рациональной толщины наплавки, уменьшения гребнистости наплавленного слоя, увеличения коэффициента полезного действия дуги и срока службы устройства при сохранении высокой производительности процесса.
Поставленная цель достигается с помощью следующего устройства, которое, как и в прототипе содержит охлаждаемую аргонодуговую сварочную головку, которая состоит из горелки с вольфрамовым электродом, наконечника (канала) для направления присадочной проволоки в сварочную ванну.
В предлагаемом устройстве в плоскости корпуса головки, обращенной к обрабатываемой детали, вдоль оси детали выполнена выборка в виде сегмента боковой поверхности усеченного конуса, которая в поперечном направлении расположена на одинаковом расстоянии от обрабатываемой детали, а в осевом направлении наклонена в сторону наплавки, вокруг выхода проволокоподающего канала равномерно по углу расположены штифты, их количество должно быть не менее 3, при этом занимаемая ими площадь составляет не больше 30% от кольцевой площади их расположения, угол заточки неплавящегося электрода выполнен под тупым углом и с закруглением на вершине этого угла, этот угол заточки выполнен под углом 90-110° и с радиусом закругления, равным 0,5-0,75 диаметра электрода.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство для осуществления высокоскоростной аргонодуговой наплавки цилиндрических деталей отличается наличием новых признаков:
- в плоскости корпуса головки, обращенной к обрабатываемой детали, вдоль оси детали выполнена выборка в виде сегмента боковой поверхности усеченного конуса, которая в поперечном направлении расположена на одинаковом расстоянии от обрабатываемой детали, а в осевом направлении наклонена в сторону наплавки;
- вокруг выхода проволокоподающего канала равномерно по углу расположены штифты;
- количество штифтов должно быть не менее 3, при этом занимаемая ими площадь составляет не более 30% от кольцевой площади их расположения;
- угол заточки неплавящегося электрода выполнен под тупым углом и с закруглением на вершине этого угла;
- угол выполнен под углом 90-110° и с радиусом закругления при вершине, равным 0,5-0,75 диаметра электрода.
При анализе патентной и технической литературы заявитель не обнаружил другого тождественного и эквивалентного заявляемому устройству технического решения, поэтому полагает, что предлагаемое изобретение соответствует критерию охраноспособности «новизна». Кроме того, совокупность существенных признаков и достигаемый результат явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии решения критерию «изобретательский уровень».
Первым, по нашему мнению, ранее неизвестным отличительным признаком заявляемого устройства является то, что в плоскости, обращенной к обрабатываемой детали, вдоль оси детали выполнена выборка в виде сегмента боковой поверхности усеченного конуса, которая в поперечном направлении расположена на одинаковом расстоянии от обрабатываемой детали, а в осевом направлении наклонена в сторону наплавки. Такая выборка позволяет целенаправленно использовать часть теплоты, рассеивающуюся в окружающую среду, в данном случае для улучшения подогрева поверхности под наплавку, что способствует повышению коэффициента полезного действия дуги.
Вторым отличительным признаком является то, что вокруг выхода проволокоподающего канала равномерно по углу расположены штифты в количестве не менее трех штук, обеспечивающих прямолинейность подачи проволоки, направленную в зону наплавки, и уменьшающих радиальное биение проволоки в зоне контакта с деталью, что увеличивает срок службы выходного отверстия и всего устройства.
Следующим отличительным признаком является то, что занимаемая штифтами площадь составляет не более 30% от кольцевой площади их расположения. При площади больше 30% ухудшается теплоотвод, увеличивается прилипание капель на эти штифты, что ухудшает процесс наплавки. Таким образом, эти признаки способствуют увеличению срока службы устройства.
Угол заточки неплавящегося электрода выполнен под тупым углом и с закруглением на вершине этого угла. При аргонодуговой сварке и наплавке рекомендован острый угол, при такой заточке наблюдается интенсивный расход вольфрамового электрода, что приводит к изменению геометрических параметров процесса, в конечном итоге ухудшаются качественные показатели наплавленного слоя.
Угол выполнен под углом 90-110° и с радиусом закругления при вершине, равным 0,5-0,75 диаметра электрода. При угле заточки электрода менее 90° и более 110° наблюдается повышенный расход материала электрода и ухудшение качественных показателей наплавленной поверхности, и такой же эффект наблюдается и с радиусом закругления при вершине электрода. Указанные пределы установлены экспериментально, при таких параметрах соблюдаются оптимальные параметры процесса. В совокупности эти признаки способствуют экономичности и уменьшению гребнистости процесса наплавки.
Заявляемое устройство высокоскоростной аргонодуговой наплавки цилиндрических деталей иллюстрируется чертежами 1-7.
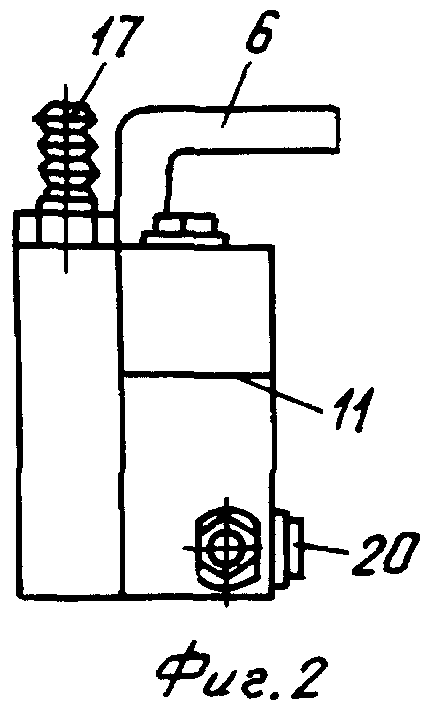
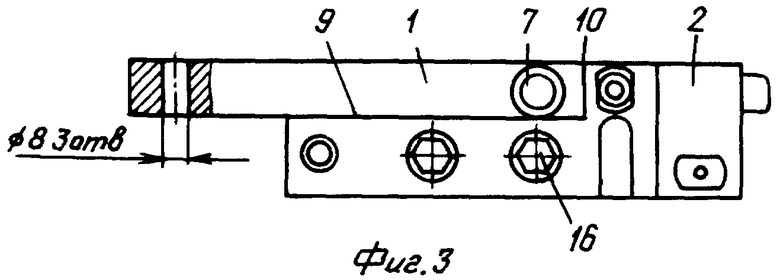
Фиг.1, 2, 3 - чертежи устройства (соответственно вид спереди, сбоку и сверху).
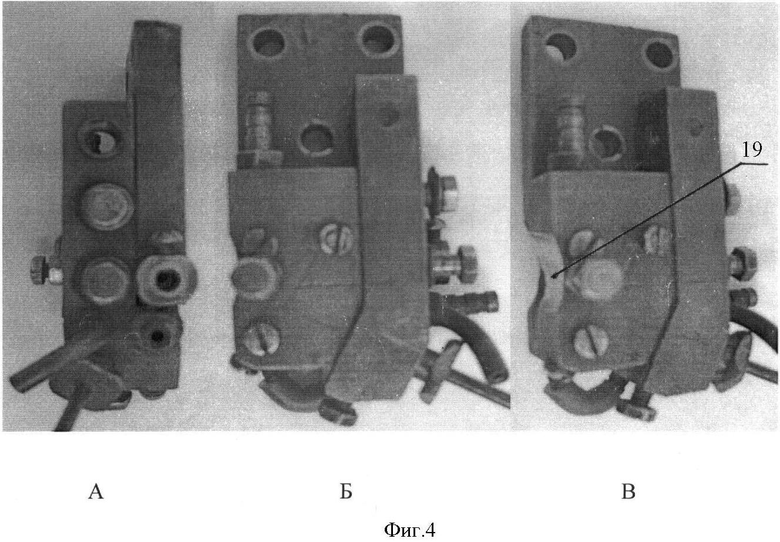
Фиг.4 - общий вид устройства (А, Б, - соответственно вид сверху, спереди и В - вид со стороны обращенной детали).
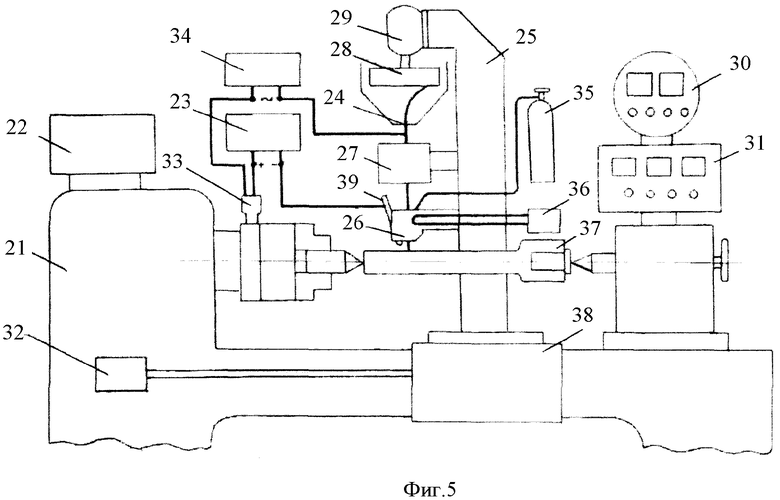
Фиг.5 - принципиальная схема установки.
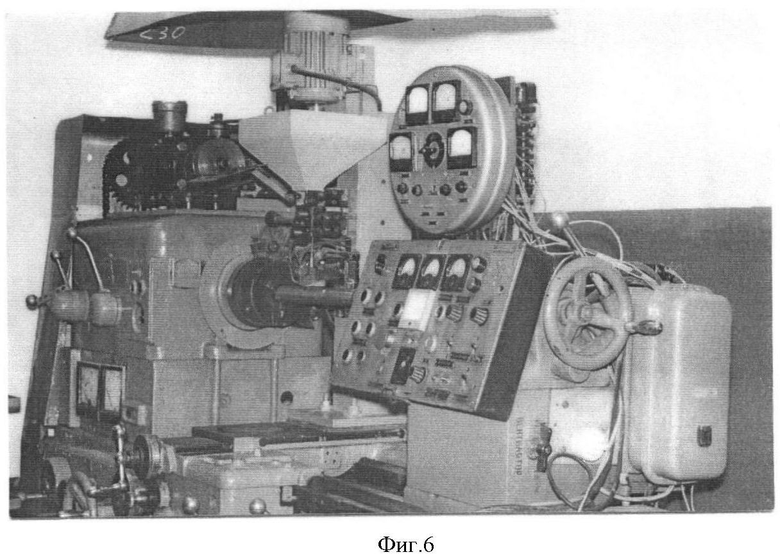
Фиг.6 - общий вид установки.
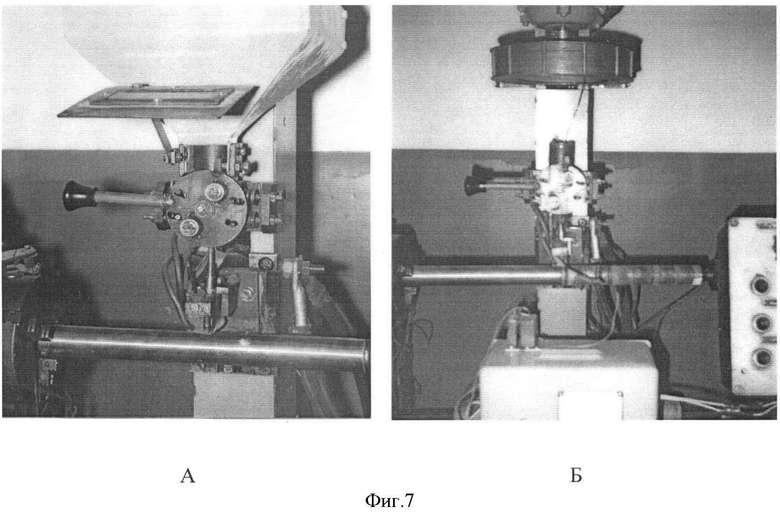
Фиг.7 - наплавочная стойка с предлагаемым устройством (А - процесс настройки, Б - процесс наплавки).
Пояснения по конструкции и назначению отдельных элементов устройства заключаются в том, что на корпусе 1 (фиг.1, 2, 3) жестко крепится накладка 2, болтами 16, между корпусом и накладкой установлены изоляционные втулки 14 и прокладки 9, 10, 11, 12, 15. Изолирование корпуса 1 и накладки 2 с помощью прокладок 9, 10, 11, 12 необходимо для того, чтобы присадочной проволоке, проходящей через канал 18, подавать переменное напряжение с целью регулирования толщины наплавки (Пат. № 2211123). Устройство к наплавочной стойке 25 (фиг.5) крепится через три отверстия диаметром 8 мм болтами и резьбовое отверстие М8. Неплавящийся электрод прикреплен к накладке с помощью зажимного винта 4. Электрод установлен относительно канала 18 под углом в двух плоскостях (заявка № 2008111412 от 24.03.08 г.). Штуцеры (водяные патрубки) 5, 8, 13, 17 служат для подвода и отвода охлаждающей жидкости. Через патрубок 6 подается защитный газ, а патрубки 5 и 13 предназначены для подачи охлаждающий жидкости с накладки 2 к корпусу 1. Винт 20 является технологической заглушкой и служит для очистки канала. Коническая втулка 7 предназначена для облегчения подачи вращающейся присадочной проволоки (Пат. № 2266180) с определенным усилием через канал 18 в «микросварочную» ванну. На выходе канала 18 расположены штифты 3. Общий вид изготовленного устройства приведен на фиг.4.
Возможность получения слоя небольшой толщины при высоком качестве слоя и полном сплавлении с металлом детали объясняется действием всего комплекса признаков формулы изобретения, а также высокой скоростью наплавки, соответствующим диаметром присадки и малыми размерами сварочной ванны.
Устройство для высокоскоростной аргонодуговой наплавки цилиндрических деталей изготовлено. Заявляемое устройство для ВАН работает в составе наплавочной установки. Принципиальная схема установки приведена на фиг.5, общий вид установки - на фиг.6, наплавочный узел (наплавочная стойка) с предлагаемым устройством - на фиг.7. Установка включает следующие основные механизмы: серийный токарно-винторезный станок 21, служащий для осуществления вращения детали 37 и обеспечения продольной подачи 32, с гидравлическим регулятором скорости 22; на суппорте 38 токарного станка 21 установлена наплавочная стойка 25. На наплавочной стойке 25 закреплены электродвигатель 29 с кассетой 28 присадочной проволоки 24, проволокопадающий механизм 27 [Пат. № 2266180], предлагаемое устройство 26 с направляющим каналом для подачи присадочной проволоки и установленным на нем неплавящимся вольфрамовым электродом 39. Кроме этого, в комплект установки входят источник питания дуги 23, пульты управления 30, 31, трансформатор для подогрева присадочной проволоки 34, баллон с аргоном 35 и водяной насос 36 для охлаждения устройства 26.
При наплавке вала из стали 45 диаметром 40 мм используются следующие установочные параметры: электрод вольфрамовый диаметром 4 мм (ЭВЛ ГОСТ 23969-80), присадка-проволока Нп-65Г, диметром 2 мм, Ток дуги 500А, угол подачи присадочной проволоки равен 80°, вылет присадки 5 мм, межэлектродный зазор 2 мм., зазор между электродом и проволокой равен 3 мм, смещение с зенита 1,5 мм, скорость подачи проволоки в 1,2 раза больше скорости, ее плавления, электрод относительно оси вращения проволоки отклонен в плоскости, перпендикулярной оси вращения, на 24° в сторону, противоположную вращению детали, а также на 18° по направлению наплавки (заявка № 2008111412 от 24.03.08 г.).
Угол заточки электрода равен 100°, радиус закругления 2 мм, диаметр штифта 1,5 мм (а их количество 3 шт., занимаемая площадь составляет 25%).
В плоскости корпуса головки, обращенной к обрабатываемой детали, вдоль оси детали выполнена выборка 19 (фиг.1 и фиг.4) в виде сегмента боковой поверхности усеченного конуса, при этом вершина конуса находится в направлении наплавки, угол конуса равен 35°, при следующих размерах: длина малой хорды усеченного конуса равна 20 мм, ширина устройства (т.е корпуса головки обращенной части к детали) равна 35 мм. Выборка в осевом направлении наклонена в сторону наплавки, угол уклона составляет 17,5°, этот угол рационален при принятых технологических режимах, при необходимости изменение этого угла в небольших пределах можно осуществлять установкой регулировочных шайб между заявляемым устройством и наплавочной стойкой.
Режим наплавки
Частота вращения детали 2,33 с-1, продольная подача 0,5 мм./об, частота вращения присадки 46,7 с-1, осевое усилие F=20 H, напряжение U=13 B, ток I=450 А, расход аргона 7 л/мин, источник питания дуги ВДУ-1201.
Наплавка детали производится в следующем порядке.
Деталь закрепляется в центры токарного станка 21. Предлагаемое устройство 26 подводится к шейке детали 37 и производится его настройка согласно установочным параметрам, приведенным выше. Перед началом процесса конец присадки 24 затачивается на конус под углом при вершине, равным 150…176° (Пат. № 2211123) и присадка отводится от детали на расстояние 5…6 мм.
Последовательность проведения процесса. Управление высокоскоростной аргонодуговой наплавкой производится оператором при использовании пульта 30 и 31. Включается вращение детали 37, подается аргон в мундштук 26, подается напряжение на электрод 37 и деталь через токоподвод 33 и зажигается дуга между вольфрамовым 39 электродом и деталью 37. Дуга зажигается с помощью осциллирующего напряжения [Пат. № 39850] или путем короткого замыкания угольным стержнем межэлектродного зазора. Поверхность детали разогревается дугой в течение 4…6 с (более точно устанавливается согласно разработанной программе расчета «Расчет температурных полей в цилиндре при действии поверхностных тепловых источников «Тепло 5.0» свидетельство Роспатента № 2008612210). Включается вращение присадки и ее подача. При контактировании присадки с деталью, выходя из предлагаемого устройства, прижимается с постоянным усилием, и после разогрева конца присадки начинается выдавливание металла в основание конуса и образование на детали начального валика. Включается подача суппорта станка с закрепленным на суппорте устройством, и шейка детали наплавляется на всю длину. Окончание процесса наплавки производится общей кнопкой «стоп» (при этом выключаются: напряжение на дуге, подача аргона, привод станка, привод вращения и подача проволоки).
Указанный режим наплавки дает полное сплавление слоя с основой при толщине слоя 0,35 мм; время наплавки шейки длиной 25 мм приблизительно 24 с. Если присадку подогревать на вылете от дополнительного источника питания током I1=180 A при U1=5 B, то толщина наплавки увеличивается до 0,6 мм. Изменением значений U1 и I1 можно получить промежуточные значения толщины наплавки.
Экспериментальное определение температурных полей проводилось на поверхности и в глубине наплавляемой детали, с целью выявления влияния предлагаемой выборки на коэффициент полезного действия электрической дуги. При термометрировании использовалась хромель-алюмелевая термопара, ртутный токосъемник «Трак-4М»; регистрация измеряемых величин осуществлялась с помощью многофункционального измерительного комплекса MIC 400D.
Устройство для высокоскоростной аргонодуговой наплавки цилиндрических деталей дает минимальную шероховатость наплавленного слоя, что позволяет назначать припуск на последующую обработку (шлифование) в пределах 0,10…0,12 мм на сторону. Увеличение коэффициента полезного действия дуги составляет 5-6%, а срок службы устройства на 40-50% больше при сохранении других качественных и количественных характеристик высокоскоростной аргонодуговой наплавки цилиндрических деталей. При восстановлении деталей с малыми износами предлагаемая наплавка позволяет экономить присадочного металла 30-40% по сравнению с другим устройствам, принятым за прототип.
Предлагаемая высокоскоростная аргонодуговая наплавка цилиндрических деталей может быть использована в машиностроении, например, при изготовлении валов, когда поверхности шеек валов требуется придание особых свойств (высокой износостойкости, химической стойкости и др.). При этом предлагаемая наплавка экономически более эффективна по сравнению с известными способами наплавками или напыления металла даже при использовании дорогих присадочных материалов, так как предлагаемая наплавка дает малые толщины наплавки при сравнительно высокой производительности процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
Изобретение может быть использовано для восстановления изношенных поверхностей цилиндрических деталей, а также для придания поверхности детали особых физико-механических свойства при их изготовлении. Корпус 1 охлаждаемой сварочной головки имеет канал 18 для подачи присадочной проволоки в сварочную ванну. В плоскости корпуса головки, обращенной к обрабатываемой детали, выполнена выборка 19 в виде сегмента боковой поверхности усеченного конуса. В процессе наплавки головку располагают в поперечном направлении на одинаковом расстоянии от наплавляемой детали, а в осевом направлении - наклоненной в сторону наплавки вдоль оси детали. Вокруг выхода канала для подачи присадочной проволоки равномерно расположены штифты 3. Вольфрамовый электрод, используемый в устройстве, выполнен с тупым углом заточки 90-110° и с радиусом закругления на вершине этого угла, равным 0,5-0,75 диаметра электрода. Количество штифтов составляет не менее трех, при этом занимаемая ими площадь составляет не более 30% от площади кольца их расположения. Изобретение позволяет повысить экономичность процесса наплавки путем обеспечения рациональной толщины наплавки, уменьшения гребнистости наплавленного слоя, увеличить коэффициент полезного действия дуги и срока службы устройства при сохранении высокой производительности процесса. 2 з.п. ф-лы, 7 ил.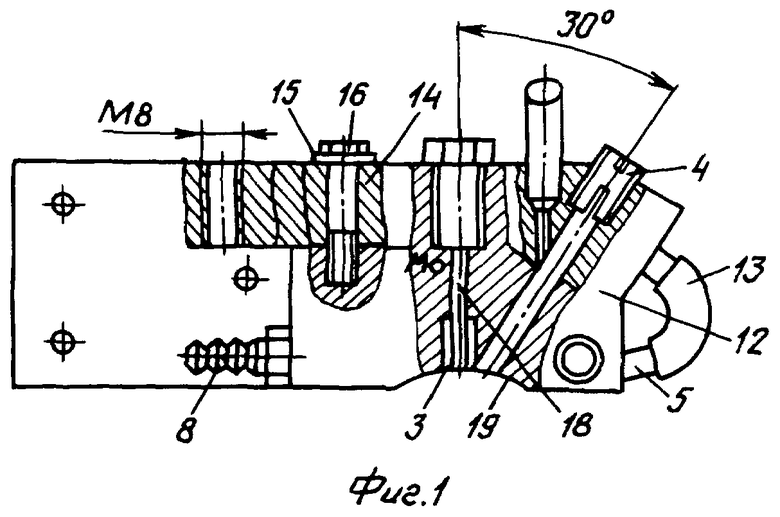
1. Устройство для высокоскоростной аргонодуговой наплавки цилиндрических деталей, содержащее охлаждаемую аргонодуговую сварочную головку с каналом для подачи присадочной проволоки в сварочную ванну и вольфрамовым электродом, отличающееся тем, что в плоскости корпуса головки, обращенной к обрабатываемой детали, выполнена выборка в виде сегмента боковой поверхности усеченного конуса с обеспечением в процессе наплавки возможности ее расположения в поперечном направлении на одинаковом расстоянии от наплавляемой детали, а в осевом направлении - наклоненной в сторону наплавки вдоль оси детали, при этом вокруг выхода канала для подачи присадочной проволоки равномерно расположены штифты, а вольфрамовый электрод выполнен с тупым углом заточки и с закруглением на вершине этого угла.
2. Устройство по п.1, отличающееся тем, что количество штифтов составляет не менее трех, при этом занимаемая ими площадь составляет не более 30% от площади кольца их расположения.
3. Устройство по п.1, отличающееся тем, что вольфрамовый электрод выполнен с углом заточки 90-110° и с радиусом закругления при вершине, равным 0,5-0,75 диаметра электрода.
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| Способ электродуговой наплавки | 1976 |
|
SU599935A1 |
| Устройство для уменьшения звуковой реверберации при пользовании репродуктором | 1935 |
|
SU45093A1 |

