Изобретение относится к области металлообрабатывающей промышленности.
Известен способ предварительного фрезерования профиля головки рельсов и фрезы для предварительной обработки профиля головки рельсов (Е01В 31/13 - RU 2291928 С2, 2006), где на этапе предварительного фрезерования рельсов сборными фрезами снимают наплывы металла на радиусной части со стороны бывшей нерабочей грани головки рельса.
Недостатками такого способа предварительного фрезерования профиля головки рельсов является то, что значения углов наклона режущих кромок λ изменяются вдоль профиля в широком диапазоне и выходят за пределы рациональных. Это приводит к повышенному износу СМП и увеличению затрат на обработку рельсов.
Технической задачей, на решение которой направлено предлагаемое изобретение, является снижение вибраций процесса фрезерования, повышение качества обработанной поверхности и стойкости инструмента.
Технический результат достигается тем, что режущие кромки СМП располагают на корпусе инструмента под углами φ (главный угол в плане) к обрабатываемому профилю, что позволяет с сохранением схемы формообразования обеспечить рациональные значения углов λ, тем самым уменьшить вибрации.
При этом используют две фрезы, производящая поверхность которых имеет прямолинейную образующую.
У одной фрезы СМП с прямолинейными режущими кромками расположены на корпусе фрезы под углами λ>0 и под углами φ к обрабатываемому профилю таким образом, что, при вращении фрезы, расположенной под углом относительно оси симметрии рельса и под углом к направлению подачи, проекция производящей поверхности фрезы на плоскость нормального сечения рельса представляет собой профиль головки рельса, рассчитанный из условия постоянства радиальной составляющей силы резания при чистовом фрезеровании, при этом без разворота рельсов при встречном фрезеровании получают профиль левого рельса, при попутном фрезеровании - профиль правого рельса.
У второй фрезы СМП с прямолинейными режущими кромками расположены на корпусе фрезы под углами λ<0 и под углами φ к обрабатываемому профилю таким образом, что, при вращении фрезы, расположенной под углом относительно оси симметрии рельса и под углом к направлению подачи, проекция производящей поверхности фрезы на плоскость нормального сечения рельса представляет собой профиль головки рельса, рассчитанный из условия постоянства радиальной составляющей силы резания при чистовом фрезеровании, при этом без разворота рельсов при встречном фрезеровании получают профиль правого рельса, при попутном фрезеровании - профиль левого рельса.
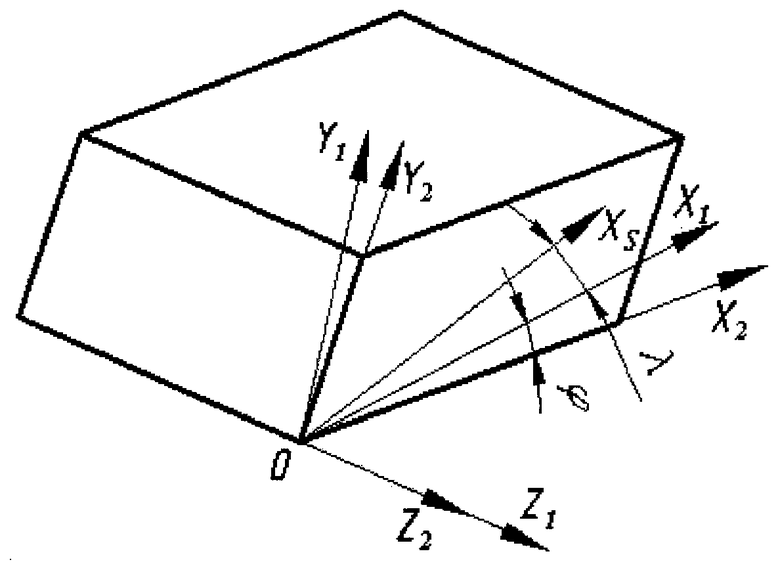
Изобретение поясняется чертежом, где изображена схема установки СМП под углом φ.
В способе-прототипе при невозможности обработать весь профиль СМП, установленными вдоль одной прямолинейной образующей, необходимо для каждой СМП увеличивать значение угла λ, задавая таким образом новую прямолинейную образующую. Это приводит к необходимости устанавливать СМП под углами λ, значения которых выходят рамки рациональных.
В предлагаемом способе каждой СМП задают угол φ (главный угол в плане) наклона относительно профиля.
Практическую реализацию способа осуществляют следующим образом.
Задают теоретическое рациональное значение углов λ, определяют фактические значения углов λ для каждой СМП, используя программу «Программа установки прямолинейных образующих гиперболических фрез» (Свидетельство об официальной регистрации программы для ЭВМ №2006611974, 10.04.2006). Затем определяют необходимый угол φ наклона режущей кромки каждой СМП по формуле:
 ,
,
где xk, уk - координаты точки режущей кромки, в которой определяется угол φ;
а - действительная полуось получаемой гиперболической кривой.
Затем осуществляют формообразование данного профиля вогнутыми производящими линиями, которые образуются при вращении СМП с прямолинейной режущей кромкой.
При этом СМП на корпусе фрез развернуты относительно друг друга с обеспечением равенства задних углов в середине каждой режущей пластины.
У одной фрезы СМП с прямолинейными режущими кромками расположены на корпусе фрезы под углами λ>0 и под углами φ к обрабатываемому профилю таким образом, что, при вращении фрезы, расположенной под углом относительно оси симметрии рельса и под углом к направлению подачи, проекция производящей поверхности фрезы на плоскость нормального сечения рельса представляет собой профиль головки рельса, рассчитанный из условия постоянства радиальной составляющей силы резания при чистовом фрезеровании. При этом без разворота рельсов при встречном фрезеровании получают профиль левого рельса, при попутном фрезеровании - профиль правого рельса.
У второй фрезы СМП с прямолинейными режущими кромками расположены на корпусе фрезы под углами λ<0 и под углами φ к обрабатываемому профилю таким образом, что, при вращении фрезы, расположенной под углом относительно оси симметрии рельса и под углом к направлению подачи, проекция производящей поверхности фрезы на плоскость нормального сечения рельса представляет собой профиль головки рельса, рассчитанный из условия постоянства радиальной составляющей силы резания при чистовом фрезеровании, при этом без разворота рельсов при встречном фрезеровании получают профиль правого рельса, при попутном фрезеровании - профиль левого рельса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2456144C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2472895C2 |
| ЖЕЛЕЗНОДОРОЖНЫЙ РЕЛЬС, СПОСОБ ОБРАБОТКИ ГИПЕРБОЛИЧЕСКИХ РЕЛЬСОВ И ФРЕЗА ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2420624C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ПОВЕРХНОСТИ КАТАНИЯ РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЭТОГО | 2001 |
|
RU2267570C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| Сборная фасонная фреза для обработки профиля головки рельсов | 2020 |
|
RU2746202C1 |
Изобретение относится к области металлообрабатывающей промышленности для предварительного фрезерования профиля головки рельсов. Способ предварительного фрезерования профиля головки рельсов сборными фрезами включает удаление наплыва металла на радиусной части со стороны бывшей нерабочей грани головки рельса, при этом профиль формируемой поверхности определяют из условия постоянства радиальной составляющей силы резания при чистовом фрезеровании. Фреза для предварительного фрезерования оснащена сменными многогранными пластинами (СМП), которые располагают на корпусе под углами λ к ее оси и устанавливают фрезу под углом относительно оси симметрии рельса и под углом к направлению подачи. При этом режущие кромки СМП располагают на корпусе фрезы под углами φ (главный угол в плане) к обрабатываемому профилю для обеспечения рациональных значений углов λ, после чего осуществляют формообразование данного профиля вогнутыми производящими линиями, которые образуются при вращении СМП с прямолинейной режущей кромкой. Технический результат от использования данного изобретения заключается в снижении вибраций процесса фрезерования, повышении качества обработанной поверхности и стойкости инструмента. 3 н.п. ф-лы, 1 ил.
1. Способ предварительного фрезерования профиля головки рельсов сборными фрезами, включающий удаление наплыва металла на радиусной части со стороны бывшей нерабочей грани головки рельса, при этом профиль формируемой поверхности определяют из условия постоянства радиальной составляющей силы резания при чистовом фрезеровании, а фрезу для предварительного фрезерования оснащают сменными многогранными пластинами (СМП), которые располагают на корпусе под углами λ к ее оси, и устанавливают фрезу под углом относительно оси симметрии рельса и под углом к направлению подачи, отличающийся тем, что режущие кромки СМП располагают на корпусе фрезы под углами φ (главный угол в плане) к обрабатываемому профилю для обеспечения рациональных значений углов λ,
где xk, уk - координаты точки режущей кромки, в которой определяется угол φ;
а - действительная полуось получаемой гиперболической кривой, после чего осуществляют формообразование данного профиля вогнутыми производящими линиями, которые образуются при вращении СМП с прямолинейной режущей кромкой.
2. Фреза для предварительной обработки профиля головки рельсов, оснащенная СМП, отличающаяся тем, что производящая поверхность фрезы имеет прямолинейную образующую и СМП с прямолинейными режущими кромками располагают на корпусе фрезы под углами λ>0 и под углами φ к обрабатываемому профилю таким образом, что при вращении фрезы, ось которой располагают под углом относительно оси симметрии рельса и под углом к направлению подачи, проекция производящей поверхности фрезы на плоскость нормального сечения рельса представляет собой профиль головки рельса, рассчитанный из условия постоянства радиальной составляющей силы резания при чистовом фрезеровании, при этом без разворота рельсов при встречном фрезеровании получают профиль левого рельса, при попутном фрезеровании профиль правого рельса.
3. Фреза для предварительной обработки профиля головки рельсов, оснащенная СМП, отличающаяся тем, что производящая поверхность фрезы имеет прямолинейную образующую и СМП с прямолинейными режущими кромками располагают на корпусе фрезы под углами λ<0 и под углами φ к обрабатываемому профилю таким образом, что при вращении фрезы, ось которой располагают под углом относительно оси симметрии рельса и под углом к направлению подачи, проекция производящей поверхности фрезы на плоскость нормального сечения рельса представляет собой профиль головки рельса, рассчитанный из условия постоянства радиальной составляющей силы резания при чистовом фрезеровании, при этом без разворота рельсов при встречном фрезеровании получают профиль правого рельса, при попутном фрезеровании профиль левого рельса.
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| US 6033166 A, 07.03.2000. | |||

