Изобретение относится к области машиностроения, а именно к устройствам для обработки металлов, в частности к фрезерованию профиля головки рельсов.
Известна сборная фасонная фреза для обработки профиля головки рельсов, содержащая корпус с посадочными поверхностями для установки на шпиндель станка и режущие пластины для обработки профиля головки рельсов, отличающаяся тем, что корпус выполнен в виде пятиугольной призмы с выступами, служащими для передачи крутящего момента (Патент РФ №2279333, опубл. 10.07.2006 г.).
Недостатком данной фрезы, в том числе технической проблемой, является невозможность обработки полного профиля головки рельсов за один проход.
В основу заявленного изобретения был положен технический результат -повышение точности обработки профиля головки рельсов за один проход, при повышении производительности обработки за счет выбора формы режущей кромки каждой режущей пластины повторяющей заданную форму участка профиля головки рельсов.
Технический результат достигается тем, что в сборной фасонной фрезе для обработки профиля головки рельсов, содержащей корпус с посадочными поверхностями для установки на шпиндель станка и режущие пластины для обработки профиля головки рельсов, корпус выполнен в виде пятиугольной призмы с выступами, служащими для передачи крутящего момента, фреза снабжена опорными пластинами, пятью установленными на соответствующем выступе на грани корпуса фрезы и закрепленными винтами сегментами, каждый из которых содержит три ряда тангенциальных режущих пластин, под которыми расположены опорные пластины, служащие для равномерного распределения нагрузки на режущие пластины, последние и опорные пластины закреплены в гнездах, выполненных в соответствующем сегменте посредством крепежных винтов, форма режущей кромки каждой режущей пластины выбрана повторяющей заданную форму участка профиля головки рельса, пластины в рядах устанавливаются таким образом, чтобы проекции режущих кромок режущих пластан на плоскость, проходящую через ось фрезы, перекрывали друг друга, при этом режущие пластины, установленные на одном сегменте, предназначены для обработки полного профиля головки рельса, а головки винтов выполнены коническими и расположены эксцентрично в отверстиях сегментов для поджима каждого сегмента к выступу корпуса в направлении, противоположном силе резания.
Изобретение поясняется графическими изображениями.
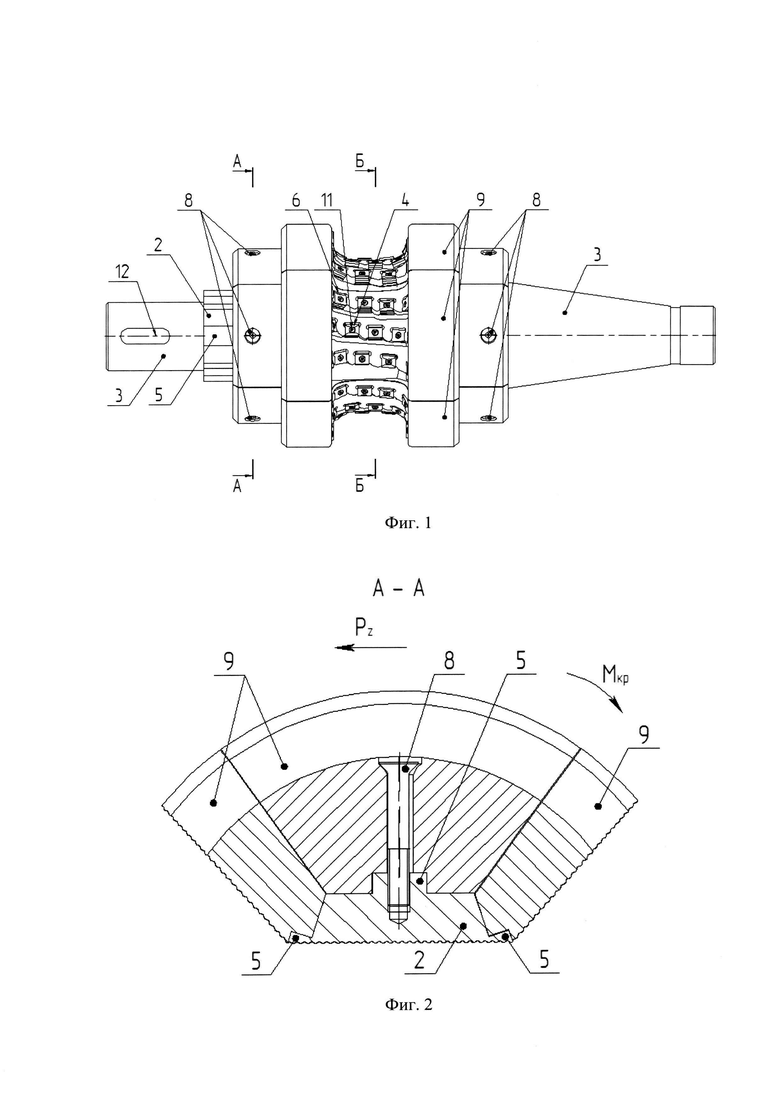
На фиг. 1 изображен главный вид сборной фасонной фрезы для обработки профиля головки рельсов.
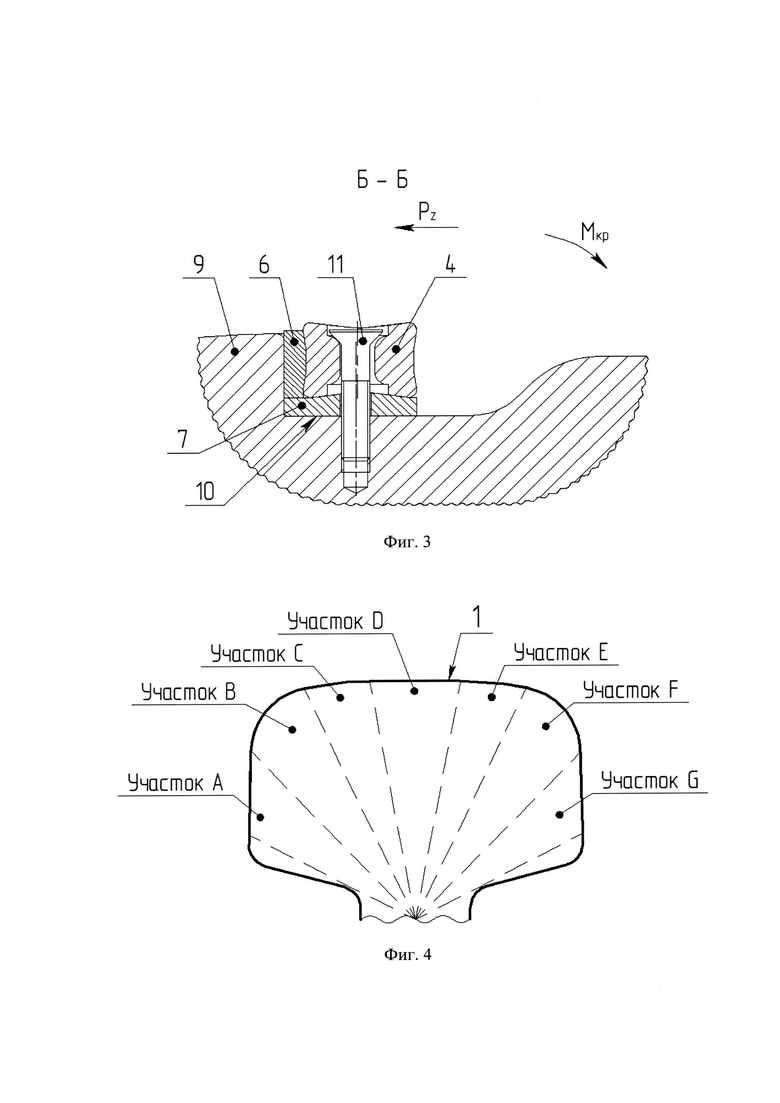
На фиг. 2 изображен разрез А-А, где показан способ крепления сегментов в корпусе фрезы.
На фиг. 3 изображен разрез Б-Б, где показано крепление режущих и опорных пластин в сегменте.
На фиг. 4 изображен профиль головки рельса, разделенный на 7 участков, из которых участки А и G обрабатываются тангенциальными режущими пластинами, имеющие прямые режущие кромки, а участки В, С, D, Е и F обрабатываются тангенциальными режущими пластинами, радиус формы режущих кромок которых равен радиусу участка профиля головки рельса.
Сборная фасонная фреза для обработки профиля головки рельса 1 содержит корпус 2 с посадочными поверхностями 3 для установки на шпиндель станка (на чертежах не показан) и режущие пластины 4 для обработки профиля головки рельса 1, при этом корпус 2 выполнен в виде пятиугольной призмы с выступами 5, служащими для передачи крутящего момента Мкр (см. фиг. 2 и фиг. 3). Фреза снабжена опорными пластинами 6 и 7, пятью установленными на соответствующем выступе 5 на грани корпуса 2 фрезы и закрепленными винтами 8 сегментами 9, каждый из которых содержит три ряда тангенциальных режущих пластин 4. Под режущими пластинами 4 расположены опорные пластины 6 и 7, служащие для равномерного распределения нагрузки на режущие пластины 4. Последние 4 и опорные пластины 6 и 7 закреплены в гнездах 10, выполненных в соответствующем сегменте 9 посредством крепежных винтов 11. Форма режущей кромки каждой режущей пластаны 4 выбрана повторяющей заданную форму участка профиля головки рельса 1. Пластины 4, 6 и 7 в рядах устанавливаются таким образом, чтобы проекции режущих кромок режущих пластин 4 на плоскость, проходящую через ось фрезы 12, перекрывали друг друга. Режущие пластины 4, установленные на одном сегменте 9, предназначены для обработки полного профиля головки рельса 1. Головки винтов 8 выполнены коническими и расположены эксцентрично в отверстиях сегментов 9 для поджима каждого сегмента 9 к выступу 5 корпуса 2 в направлении, противоположном силе резания Pz (см. фиг. 2 и фиг. 3).
Сборная фасонная фреза для обработки профиля головки рельсов работает следующим образом.
При сборке фрезы на сегменты 9 устанавливаются опорные пластины 6 и 7, режущие пластины 4 в соответствующие гнезда 10 и закрепляются винтами 11. На корпус 2 устанавливаются сегменты 9 с закрепленными в гнездах 10 пластинами 4, 6 и 7 и закрепляются винтами 8. Поскольку каждый из сегментов 9 содержит три ряда тангенциальных режущих пластин 4, где проекции режущих кромок режущих пластин 4 на плоскость, проходящую через ось фрезы 12, перекрывают друг друга, позволяет обрабатывать полный профиль головки рельса 1 за один проход.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения, обеспечивает получение заявленного технического результата - повышение точности обработки профиля головки рельсов за один проход, при повышении производительности обработки за счет выбора формы режущей кромки каждой режущей пластины повторяющей заданную форму участка профиля головки рельсов..
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для фрезерной обработки профилей головки рельсов сменными тангенциальными многогранными режущими твердосплавными пластинами;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная фасонная фреза для обработки профиля железнодорожных колес | 2020 |
|
RU2746204C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| СБОРНЫЙ ТОКАРНЫЙ РЕЗЕЦ, ОСНАЩЕННЫЙ МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМОЙ СМЕННОЙ РУЖУЩЕЙ МНОГОГРАННОЙ КАНАВОЧНОЙ ПЛАСТИНОЙ | 2010 |
|
RU2443509C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2007 |
|
RU2349425C1 |
| СБОРНАЯ ФАСОННАЯ ФРЕЗА | 2010 |
|
RU2454301C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2337794C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2638475C2 |
| ВРЕЗНАЯ И ТОРЦЕВАЯ ФРЕЗА С УНИВЕРСАЛЬНЫМИ ГНЕЗДАМИ ДЛЯ РЕЖУЩИХ ПЛАСТИН | 1995 |
|
RU2124970C1 |
| ОХВАТЫВАЮЩИЙ ЗЕНКЕРНЫЙ ИНСТРУМЕНТ И СПОСОБ ВЫПОЛНЕНИЯ ДУГООБРАЗНЫХ ПАЗОВ | 1997 |
|
RU2189297C2 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2505381C1 |
Изобретение относится к области машиностроения и может быть использовано при фрезеровании профиля головки рельсов. Сборная фасонная фреза содержит корпус с посадочными поверхностями для установки на шпиндель станка и режущие пластины. Корпус выполнен в виде пятиугольной призмы с выступами для передачи крутящего момента. Фреза снабжена опорными пластинами и пятью сегментами, закрепленными посредством винтов с коническими головками на соответствующем выступе на грани корпуса фрезы с возможностью поджима каждого сегмента к выступу корпуса в направлении, противоположном силе резания. В гнездах каждого сегмента закреплены три ряда тангенциальных режущих пластин и расположенные под ними опорные пластины. Режущие пластины выполнены с режущей кромкой, форма которой повторяет форму заданного участка профиля головки рельса. Режущие пластины расположены таким образом, чтобы проекции режущих кромок режущих пластин, установленных в рядах, на плоскость, проходящую через ось фрезы, перекрывали друг друга, а режущие пластины, установленные на одном сегменте, обеспечивали обработку полного профиля головки рельса. Головки винтов выполнены коническими и расположены эксцентрично в отверстиях сегментов. Повышается точность обработки профиля головки рельсов за один проход. 4 ил.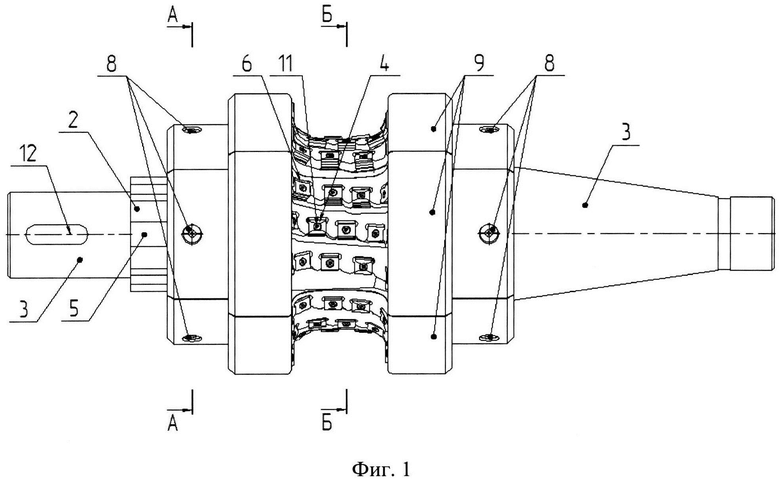
Сборная фасонная фреза для обработки профиля головки рельсов, содержащая корпус с посадочными поверхностями для установки на шпиндель станка и тангенциальные режущие пластины для обработки профиля головки рельса, отличающаяся тем, что корпус выполнен в виде пятиугольной призмы с выступами для передачи крутящего момента, а фреза снабжена опорными пластинами, расположенными под режущими пластинами и обеспечивающими равномерное распределение нагрузки на режущие пластины, и пятью сегментами, закрепленными посредством винтов на соответствующем выступе на грани корпуса с возможностью поджима к соответствующему выступу корпуса в направлении, противоположном силе резания, за счет эксцентричного расположения конических головок винтов в отверстиях сегментов, каждый из которых выполнен с гнездами, в которых посредством крепежных винтов закреплены три ряда тангенциальных режущих пластин с расположенными под ними опорными пластинами, при этом режущие пластины выполнены с режущей кромкой, форма которой повторяет заданную форму участка профиля головки рельса, и установлены таким образом, что проекции режущих кромок режущих пластин, установленных в рядах, на плоскость, проходящую через ось фрезы, перекрывают друг друга, а режущие пластины, установленные в одном сегменте, обеспечивают обработку полного профиля головки рельса.
| ФРЕЗА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2004 |
|
RU2279333C1 |
| Фасонная фреза | 1990 |
|
SU1779487A1 |
| RU 2007143790 A, 10.06.2009 | |||
| ФРЕЗА КОМБИНИРОВАННАЯ ДЛЯ ОБРАБОТКИ ПОДОШВЫ РЕЛЬСА | 2011 |
|
RU2460836C1 |
| WO 1995026246 A1, 05.10.1995. | |||

