Предлагаемые способ и устройство относятся к станкостроению, в частности к станкам для фрезерования специальных изделий, а именно для формирования ремонтного профиля как одиночных рельсов, так и сваренной плети, по всему профилю катания и радиусам закругления головки за один проход рельса. Кроме того, возможна механическая обработка новых рельсов.
Восстановление старогодных рельсов выполняется шлифованием, строганием или фрезерованием на соответствующем оборудовании. Восстановленная сторона рельса устанавливается с внутренней стороны пути, т.е. правые рельсы укладываются слева и наоборот, что позволяет сохранить шпалы, элементы крепления без каких-либо изменений.
Известен специальный продольно-строгальный станок модели НС-42, предназначенный для обработки профиля головки старогодных рельсов Р50, Р65, Р75 методом строгания профильными резцами (Завод-изготовитель Новосибирское ПО "Тяжстанкогидропресс").
Станок содержит станину, на направляющих которой установлена с возможностью продольного перемещения поперечина, несущая четыре суппорта с резцедержателями, и привод перемещения поперечины, кинематически связанный с двумя зубчатыми рейками, закрепленными на станине.
В резцедержателях ползунов каждого суппорта закреплено по три профильных резца: центральный - для обработки поверхности катания, правый и левый - для обработки радиусов закругления головки рельса. Обрабатываемые старогодные рельсы устанавливаются, базируются и закрепляются в приспособлениях, смонтированных вдоль станины с двух сторон в зоне действия суппортов. Базирование рельса в приспособлении выполняется в вертикальной плоскости по подошве, а в горизонтальной плоскости - по шейке рельса. К базовым поверхностям рельс прижимается рычагами, расположенными с промежутками по всей длине рельса.
Указанный способ обработки и соответствующий станок имеют следующие недостатки: ограниченную длину (до 25 м) обрабатываемого рельса и большую занимаемую площадь. Габарит станка по длине обусловлен длиной обрабатываемого рельса даже с некоторым его превышением, связанным с конструктивными требованиями, так, известный станок имеет длину 37,6 м при длине обработки 25 м; низкую производительность, связанную с обработкой однолезвийным инструментом, ограниченной глубиной снимаемого слоя, недостаточной стойкостью по сравнению с многолезвийным инструментом - многозубой фрезой.
Прототипом предлагаемого способа обработки и станка для его осуществления является способ обработки профиля головки старогодного рельса методом фрезерования на станке модели PRV 250 фирмы Geismar, Франция (см. EP 0148089, B 23 C 3/00, 1985).
Способ обработки изношенной головки рельса на указанном станке заключается в том, что рельс базируют вначале по изношенной поверхности катания рельса, с поджимом через подошву рельса обрабатывают поверхность катания, затем базирование производят по уже восстановленной поверхности катания и обрабатывают одну из радиусных поверхностей головки рельса, сопрягая ее с поверхностью катания. Базирование в горизонтальной плоскости происходит по боковой неизношенной бывшей нерабочей грани головки рельса с поджимом по противоположной боковой грани головки коническими роликами.
Недостатком указанного способа обработки является недостаточная точность. Низкая точность обработки продольного профиля рельса обусловлена тем, что базирование в вертикальной плоскости производится по изношенной поверхности катания старогодного рельса, поэтому неровности, волнистость, рифли и другие дефекты изношенной поверхности частично копируются на поверхности обработки.
Низкая точность обработки поперечного профиля рельса обусловлена тем, что обработка радиусной поверхности производится другой фрезой и на другой базе - на обработанной поверхности катания. Смена баз вносит дополнительную погрешность обработки.
Выставка двух фрез требует согласования пространственного расположения их при каждой смене фрез, что вносит дополнительную погрешность.
Станок модели PRV 250 содержит станину, стойки, поперечину, несущую две фрезерные бабки, механизмы базирования и поджима рельса, приводы перемещения рельса. Поперечина установлена на двух стойках, связанных с боковыми поверхностями станины, и снабжена на передней и задней сторонах направляющими, на которых установлены с возможностью наладочного горизонтального перемещения две ползунковые бабки. Одна бабка выполнена с возможностью поворота в пределах до 20o от вертикали и предназначена для обработки поверхности катания головки рельса. Вторая вертикальная бабка служит для обработки радиуса закругления головки рельса с левой или с правой стороны без изменения положения рельса. Ползуны бабок выполнены с возможностью осевого перемещения и несут специальные фрезы.
Для перемещения рельса при фрезеровании предусмотрены три группы редукторов с электродвигателями, одна группа из трех редукторов расположена в средней части станины под поперечиной между двух бабок, а две другие (по три редуктора) - в начале и в конце станины. Каждый редуктор посредством карданного вала кинематически связан с роликом для фрикционного перемещения рельса. Эти ролики выполнены с возможностью вертикального перемещения и поджима рельса к базирующим роликам с помощью гидроцилиндров (см. 1А), шарнирно связанных со станиной. Ролики, базирующие рельс в вертикальной плоскости, смонтированы в трех отдельных корпусах, два из которых (средний и крайний на выходе рельса) жестко связаны со станиной, а третий (на входе рельса) выполнен с возможностью вертикального перемещения по направляющим колонкам от отдельного привода, что позволяет устанавливать толщину срезаемого металла на головке рельса. Таким образом, базирование в вертикальной плоскости перед первой фрезой происходит по изношенной поверхности катания, при этом фреза по высоте выставлена с учетом необходимой величины снимаемого припуска.
Перед второй (радиусной) фрезой базирование производится по уже обработанной поверхности катания, и вторая бабка выставляется так, чтобы выполнить обработку радиусной поверхности, обеспечив сопряжение ее с поверхностью катания.
Для вертикального базирования рельса в трех корпусах установлен 21 ролик двух размеров по диаметру и 9 поджимных приводных роликов другой конструкции. Кроме того, в зонах обработки предусмотрены дополнительные поддерживающие ролики с горизонтальной осью вращения, противодействующие усилиям резания и вибрациям, действующим в вертикальной плоскости. Эти ролики смонтированы на двух вертикально-подвижных платформах (по 12 штук в каждой) и контактируют с подошвой рельса, а сами платформы шарнирно связаны со станиной и снабжены гидроцилиндром для поджима роликов к рельсу. При прохождении рельса в станке для его направления в горизонтальной плоскости предусмотрены 6 пар оппозитно расположенных роликов с вертикальной осью вращения. Эти ролики установлены на поворотных рычагах и контактируют с боковыми гранями головки рельса. Рычаги поворачиваются на осях, закрепленных на станине, и могут поджиматься гидроцилиндрами или быть зафиксированными в зависимости от того, какая боковая грань головки рельса обрабатывается.
Для базирования рельса в горизонтальной плоскости в зоне обработки имеется восемь пар роликов, по четыре пары под каждой фрезой. Каждая паpa роликов смонтирована на поворотном рычаге и может быть после соответствующей перенастройки либо базирующей (опорной), либо поджимной в зависимости от того, с какой стороны рельса обрабатывается радиусная поверхность.
Указанный станок имеет недостатки, обусловленные способом обработки, компоновочными и конструктивными решениями: усложнен привод подачи рельса, содержащий девять редукторов с электродвигателями, карданными валами и приводными роликами; большое количество базирующих в вертикальной плоскости и приводных роликовых устройств, которые имеют различные конструкции и размеры; сложная гидравлическая система, много гидроцилиндров и аппаратов для управления ими, что снижает надежность, безотказность в работе станка; необходимость перемены сторон бокового базирования в горизонтальном направлении вызвала усложнение конструкции роликов, их крепления и фиксации.
Ограниченная величина тягового усилия не обеспечивает возможность попутного фрезерования обеими фрезами, что существенно снижает стойкость режущего инструмента.
Задачей предлагаемой группы изобретений является повышение производительности и точности обработки рабочей поверхности головки нетермообработанных и закаленных рельсов и повышение надежности работы рельсофрезерного станка и обеспечение возможности обработки рельсов с расширенным диапазоном допусков по кривизне и извернутости.
Предложен способ обработки рабочей поверхности головки рельса, при котором производят фрезерование поверхности катания рельса и одной или двух радиусных поверхностей, сопряженных с боковыми гранями головки, на рельсофрезерном станке при базировании рельса в вертикальной и горизонтальной плоскостях и его непрерывной подаче. Новым в способе является то, что базирование рельса производят по неизнашиваемым наклонным поверхностям основания головки и подошвы рельса с центрированием по вертикальной плоскости симметрии рельса и горизонтальной плоскости симметрии пазух. В процессе фрезерования изменяют глубину резания с учетом предварительно устанавливаемых предельных значений изменения срезаемого слоя металла и допустимого угла уклона на обработанной поверхности катания. По первому варианту обрабатывают одной фрезой одновременно поверхность катания и одну или обе радиусные поверхности, сопряженные с боковыми гранями головки при попутном фрезеровании. По второму варианту последовательно обрабатывают одной фрезой предварительно радиусную поверхность головки рельса со стороны бывшей нерабочей грани, а второй фрезой - одновременно поверхность катания и одну или обе радиусные поверхности, сопряженные с боковыми гранями при попутном фрезеровании обеими фрезами.
Выбор варианта способа обработки определяется видами обрабатываемых рельсов: новые или старогодные, нетермоупрочненные или закаленные, степенью их износа и наличия дефектов.
Предложенный способ реализуется на станке, содержащем станину с роликовыми устройствами базирования и фрикционного перемещения рельса, несущую систему с одной или несколькими шпиндельными бабками и приводы подачи рельса. Новым в станке является то, что роликовые устройства базирования и фрикционного перемещения рельса выполнены в виде отдельных блоков базирования и базирующе-приводных блоков, содержащих по две пары оппозитно расположенных роликов с механизмами их прижима к рельсу. Блоки базирования установлены в зонах резания под фрезами, а базирующе-приводные блоки - в зонах входа и выхода рельса над приводами подач, встроенными в станину. Ролики выполнены с вертикальной осью вращения и снабжены рабочими поверхностями в виде усеченных тел вращения, например тора, контактирующих с наклонными поверхностями основания головки и подошвы рельса. Каждый ролик установлен на поворотной вокруг вертикальной оси плите, размещенной на горизонтальных направляющих корпуса блоков, закрепленных на станине. Механизм прижима роликов блоков базирования выполнен в виде гидроцилиндра с двусторонним клиновым штоком, клиновые поверхности которого выполнены взаимодействующими через промежуточные плунжеры с поворотными рычагами, связанными с плитами, несущими ролики, а механизм прижима одной из двух пар роликов к рельсу в базирующе-приводных блоках выполнен с возможностью самоустановки роликов.
Для обеспечения возможности обработки рельсов с расширенным диапазоном допусков по кривизне и извернутости без снижения сил сцепления роликов с рельсом в механизмах прижима роликов к рельсу базирующе-приводных блоков промежуточные плунжеры подпружинены, клиновые поверхности, управляющие перемещениями промежуточных плунжеров, выполнены самотормозящими, а в одной из двух пар роликов клиновые поверхности, управляющие перемещениями промежуточных плунжеров, выполнены на поворотной втулке, связанной со штоком гидроцилиндра с помощью оси, а ось поворота плиты, несущей ролик, выполнена в виде круговой бочки, обеспечивающей возможность самоустановки плиты с роликом в вертикальной плоскости.
Привод подач рельса содержит для каждой пары оппозитно расположенных роликов базирующе-приводных блоков двигатель и червячные передачи, кинематически связанные через карданные передачи с роликами, причем общий вал, несущий червяки, выполнен самоустанавливающимся в осевом направлении, а карданный вал размещен внутри червячного колеса.
Экономический эффект достигается при совместном использовании предлагаемых изобретений на способ обработки и станок для его реализации, что подтверждает единый изобретательский замысел.
Базирование рельса по единым неизнашиваемым при эксплуатации рельса и несменяемым в процессе обработки поверхностям, увеличение количества точек фрикционной связи и жесткости опор и механизма подач рельса и обработка одной фрезой смежных поверхностей катания и одной или двух радиусных поверхностей, сопряженных с боковыми гранями головки, обеспечивают повышение точности обработки и производительности.
Попутное фрезерование и изменение глубины резания в процессе фрезерования с учетом предварительно устанавливаемых предельных значений изменения срезаемого слоя металла и угла уклона позволяют уменьшить энергозатраты и повысить стойкость режущего инструмента.
Выполнение в базирующе-приводных блоках в механизмах прижима роликов к рельсу промежуточных плунжеров подпружиненными, выполнение в одной из двух пар роликов в механизмах прижима роликов к рельсу клиновых поверхностей, управляющих перемещениями промежуточных плунжеров, на поворотной втулке, связанной со штоком гидроцилиндра с помощью оси, и выполнение оси поворота плиты, несущей ролик, в виде круговой бочки позволяют обрабатывать рельсы с расширенным диапазоном допусков по кривизне и извернутости без снижения сил сцепления роликов с рельсом, тем самым расширяя ассортимент обрабатываемых рельсов.
Расположение привода подач в станине непосредственно под базирующе-приводным блоком с двумя парами роликов увеличивает жесткость привода, что необходимо при высокопроизводительном попутном фрезеровании.
Выполнение роликовых устройств базирования и фрикционного перемещения рельса в отдельных блоках делают конструкцию станка рациональной, технологичной в производстве и ремонте.
Выполнение всех роликов блоков базирования и базирующе-приводных блоков единой конструкции и размеров и выполнение привода подач рельса от одного двигателя сразу пары роликов обеспечивают упрощение конструкции, сокращение номенклатуры деталей и унификацию деталей и механизмов.
Сущность предлагаемого изобретения поясняется чертежами.
На фиг.1 дан общий вид станка.
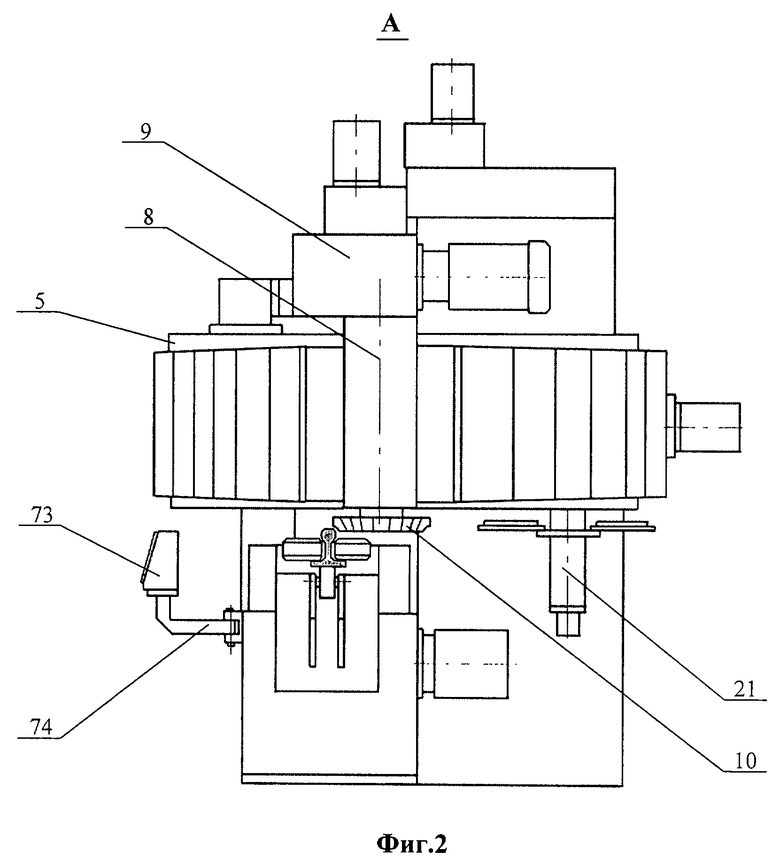
На фиг.2 - вид А на фиг.1.
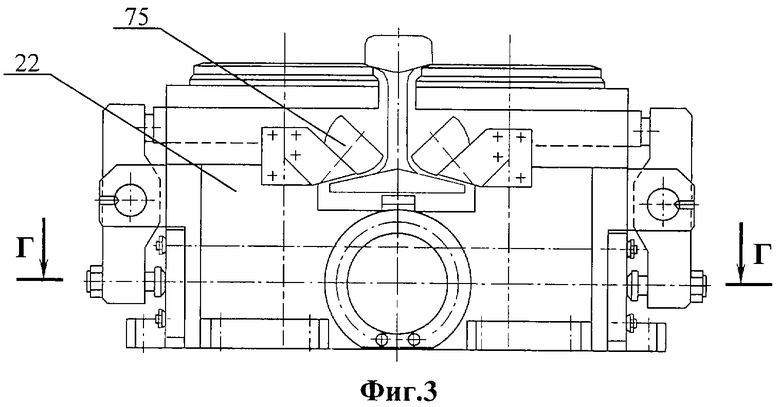
На фиг.3 - вид сбоку на блок базирования.
На фиг.4 - вид в плане на блок базирования.
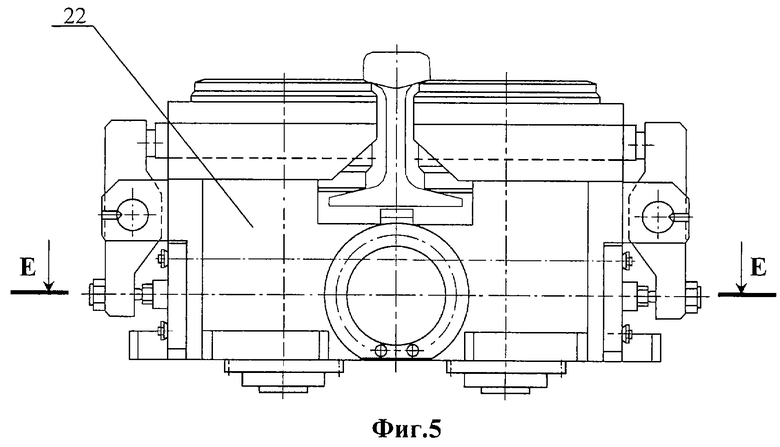
На фиг.5 - вид сбоку на базирующе-приводной блок.
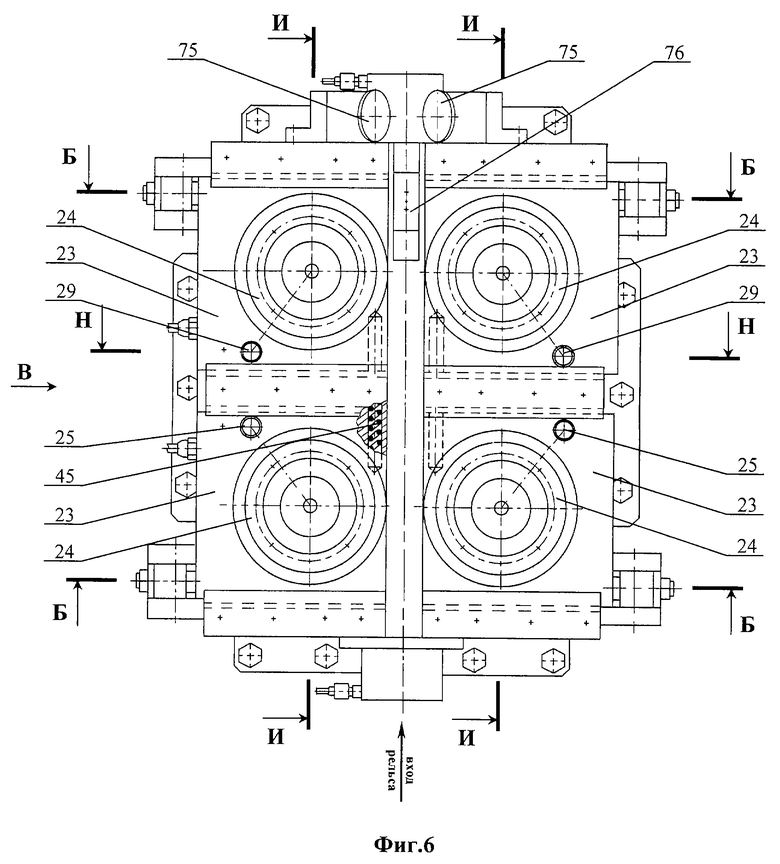
На фиг.6 - вид в плане на базирующе-приводной блок.
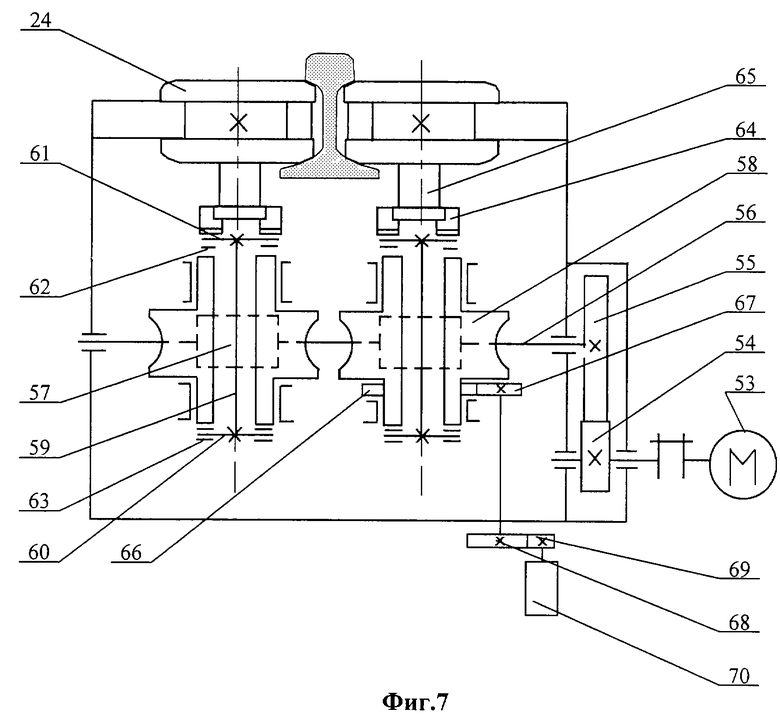
На фиг.7 - кинематическая схема привода подач.
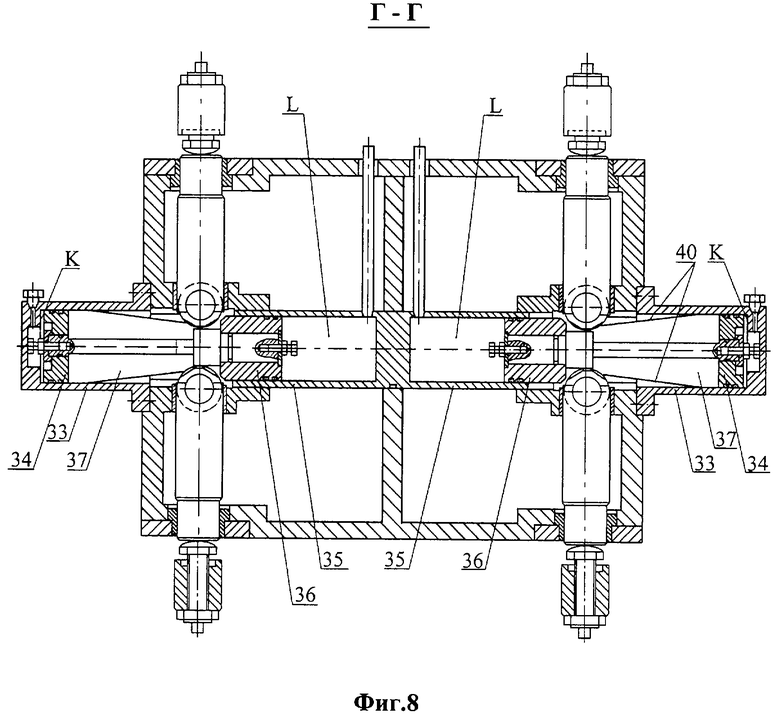
На фиг.8 - разрез Г-Г на фиг.3.
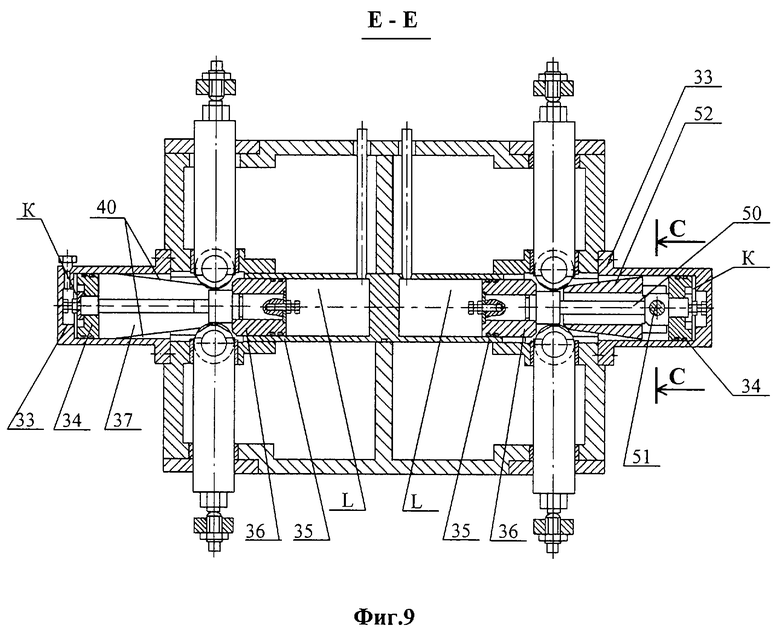
На фиг.9 - разрез Е-Е на фиг.5.
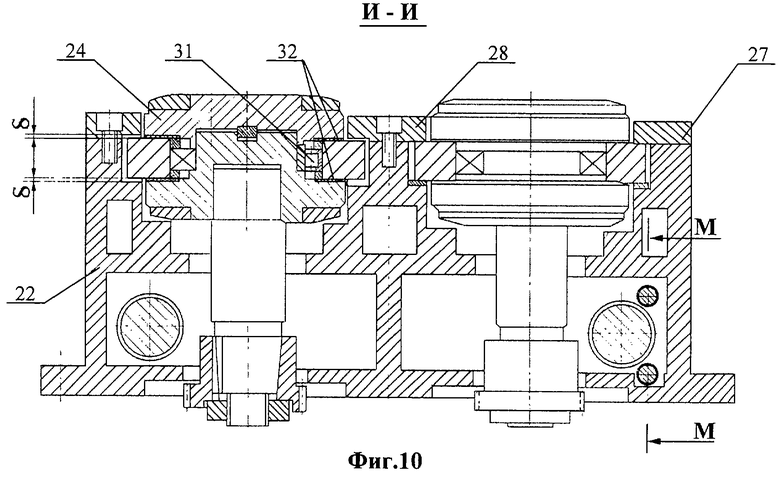
На фиг.10 - разрез И-И на фиг.6.
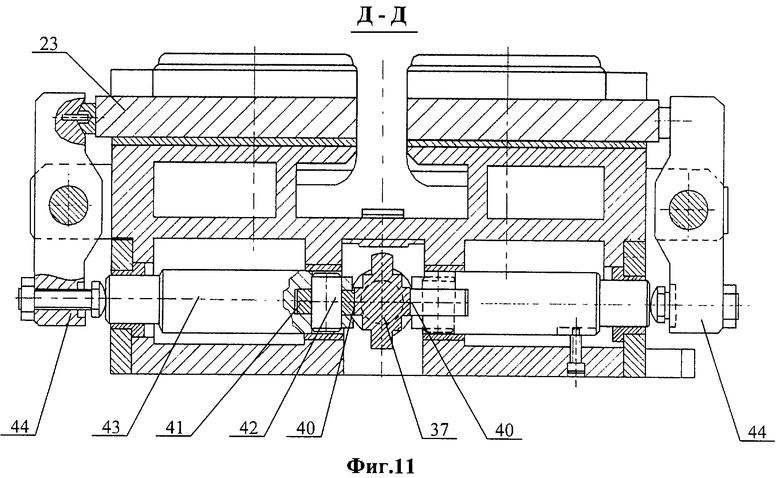
На фиг.11 - разрез Д-Д на фиг.4.
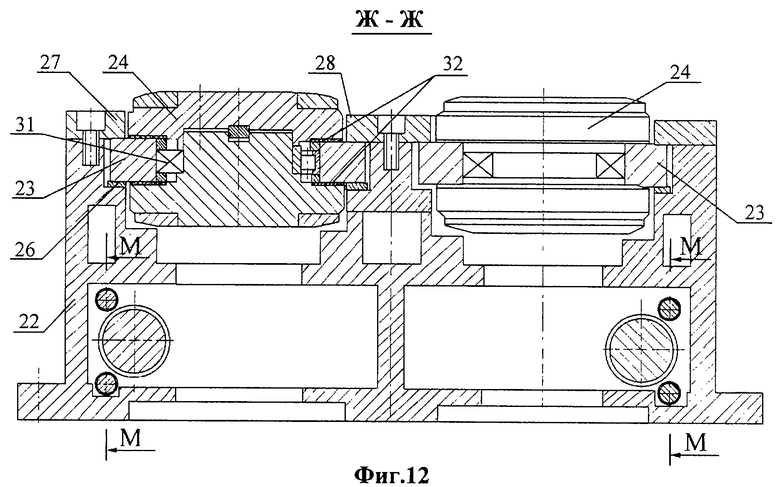
На фиг.12 - разрез Ж-Ж на фиг.4.
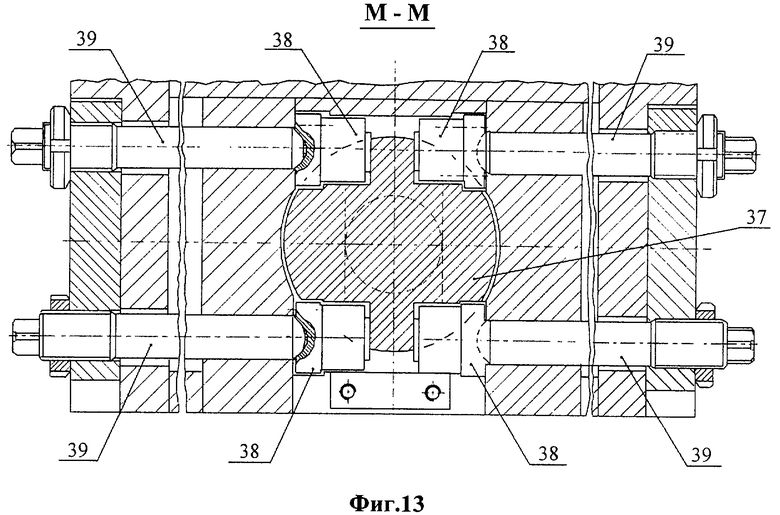
На фиг.13 - разрез - М-М на фиг.10, 12.
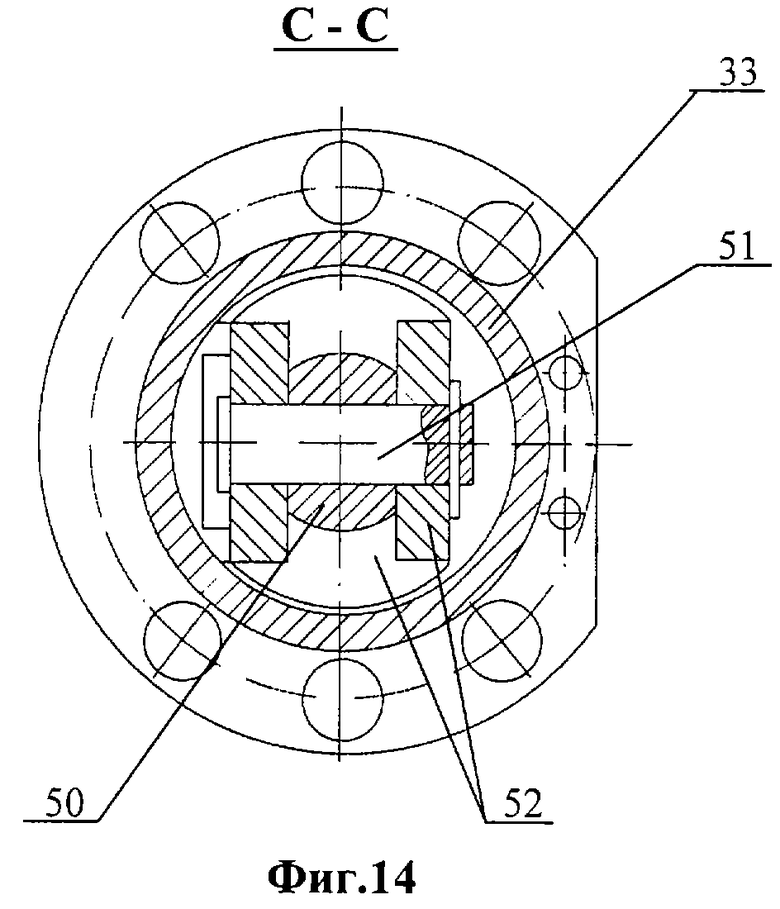
На фиг.14 - разрез С-С на фиг.9.
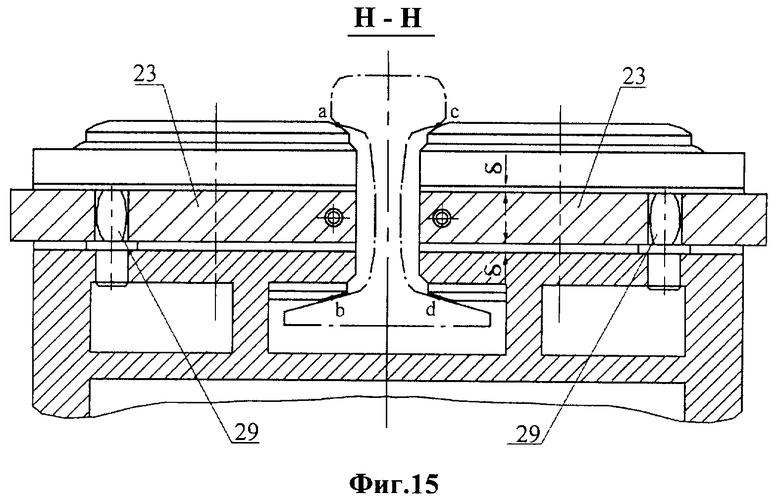
На фиг.15 - разрез Н-Н на фиг.6.
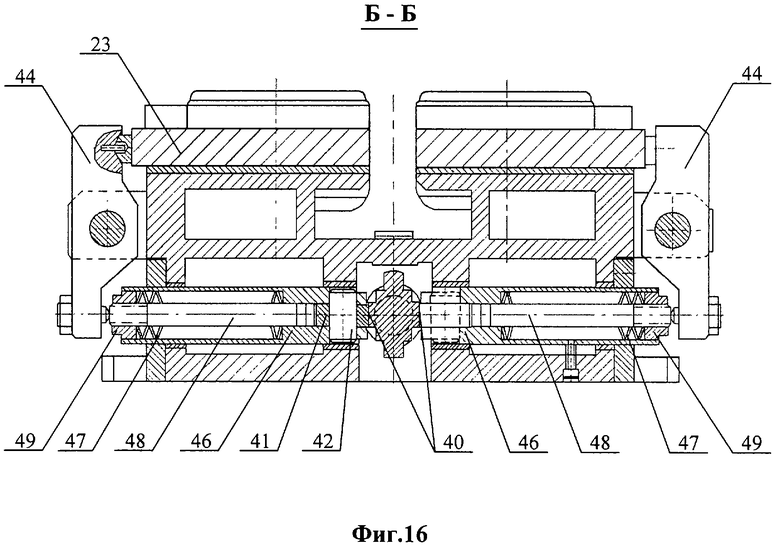
На фиг.16 - разрез Б-Б на фиг.6.
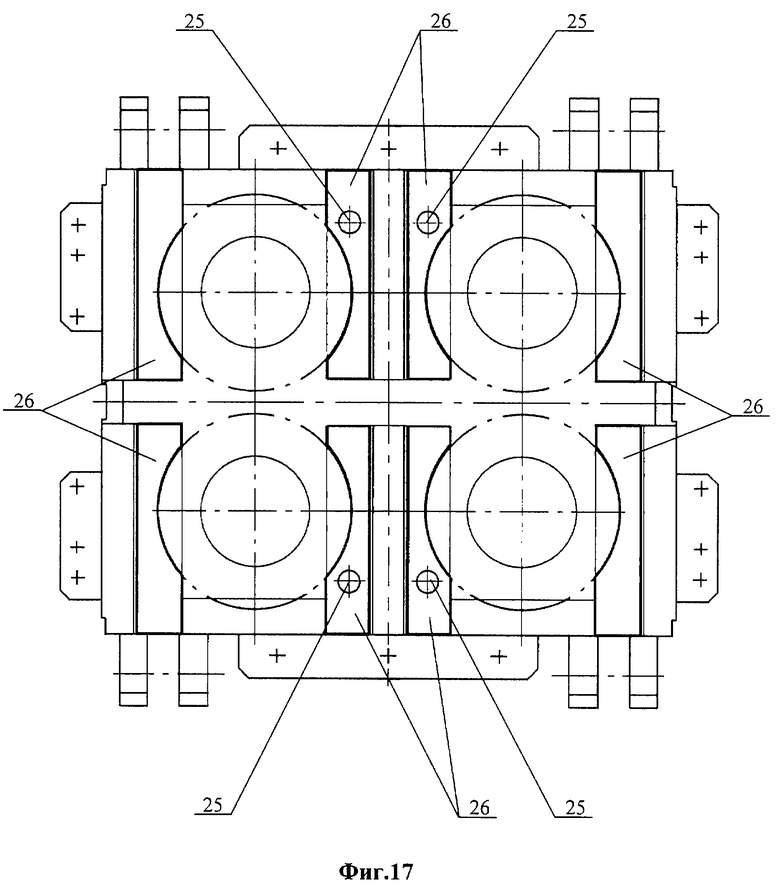
На фиг.17 - вид в плане на базирующий блок со снятыми роликами и плитами.
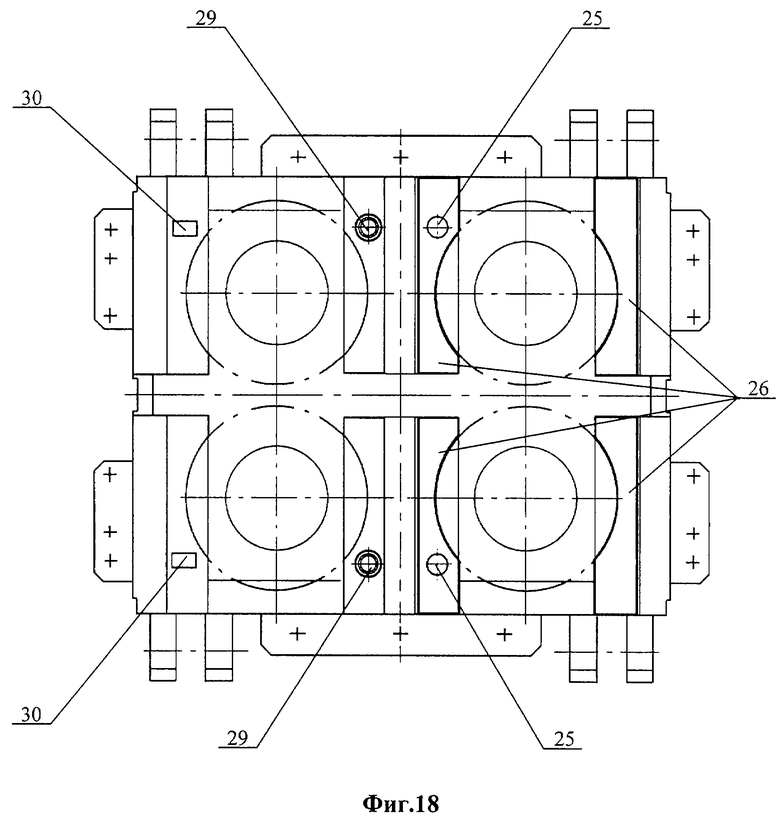
На фиг.18 - вид в плане на базирующе-приводной блок со снятыми роликами и плитами.
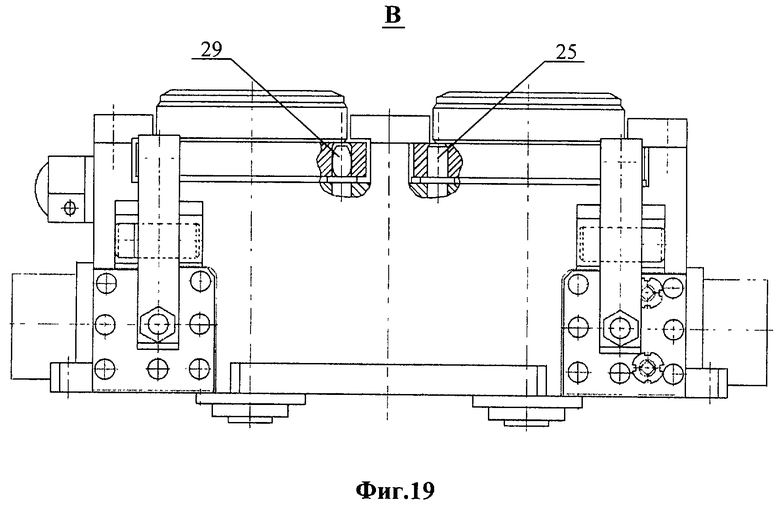
На фиг.19 - вид по стрелке В на фиг.6.
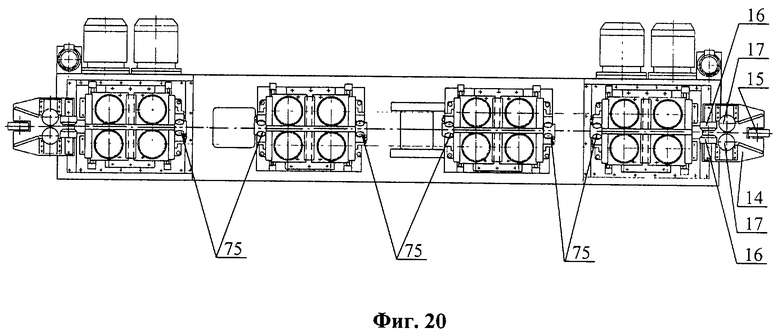
На фиг.20 - вид в плане на станину.
Предлагаемые способ и устройства реализованы в станке рельсофрезерном модели РФС 6992, проект которого разработан Инженерным коммандитным товариществом "Комплекс-Центр-УЗТС, Калужский и компания".
Станок изготавливается АО "Ульяновский завод тяжелых и уникальных станков".
Предлагаемый рельсофрезерный станок содержит продольную станину 1 (см. фиг. 1). Сзади к центральной части станины пристыкована рамная стойка 2, внутри которой на вертикальных направляющих установлена фрезерная бабка 3, несущая фрезу 4. Ось шпинделя бабки 3 расположена над рельсом перпендикулярно к плоскости его симметрии, расположенной вертикально.
На боковой стенке стойки 2 со стороны входа рельса закреплена поперечина 5, связанная со станиной с помощью двух тумб 6. На направляющих поперечины установлена с возможностью горизонтального перемещения фрезерная бабка, состоящая из саней 7 и ползуна 8, несущего коробку скоростей 9 и фрезу 10.
На верхней плоскости станины 1 установлены два базирующе-приводных блока 11, расположенные в зонах входа и выхода рельса, и два блока базирования 12, установленные в зонах резания под фрезами 4 и 10.
На торцах станины с обеих сторон смонтированы приемные блоки 13, содержащие элементы предварительного направления рельса при его подаче в станок внешним рольгангом (не показан). Приемный блок 13 содержит боковые склизы 14, горизонтальные ролики 15 и 16, вертикальные ролики 17 (фиг.20).
Оператор 18 предназначен для смены фрез 4 в шпинделе бабки 3, а двухместный магазин 19 - для оперативной замены изношенной фрезы на подготовленную к работе. Оператор 18 установлен на направляющих балки 20 с возможностью перемещения от магазина 19 к бабке 3 и обратно. Балка 20 закреплена на поперечины 5 и на стойке 2. Устройство 21 (см. фиг.2), установленное на поперечине 5, предназначено для смены фрез 10 в шпинделе ползуна 8.
Блоки базирования 12 и базирующе-приводные блоки 11 содержат корпус 22, в котором смонтированы четыре поворотные плиты 23, несущие ролики 24 (см. фиг. 3, 4, 5, 6). Плиты 23 блоков базирования и две противолежащие плиты базирующе-приводных блоков имеют возможность поворота вокруг осей 25 и установлены в горизонтальных направляющих, образованных снизу опорными планками 26, а сверху - прижимными планками 27 и 28, закрепленными на корпусе 22 (см. фиг.12, 17).
Две другие плиты 23 базирующе-приводных блоков имеют возможность поворота вокруг осей 29, на бортиках которых и на планках 30 они установлены. Высота планки 30 равна высоте бортика. В прижимных планках 27 и 28 над плитами 23 выполнены уступы, благодаря чему сверху и снизу плиты 23 образованы зазоры δ (см. фиг.15, 10). Каждый ролик 24 установлен на радиальном подшипнике 31 и торцевых направляющих трения скольжения 32.
Рабочие поверхности роликов 24 выполнены в виде усеченных торов, образованных двумя радиусными поверхностями. Контакт роликов с рельсом происходит в точках а, b, с, d (см. фиг.15).
Ролики 24 расположены оппозитными парами, каждая из которых снабжена механизмом прижима роликов к рельсу.
Механизм прижима роликов (см. фиг.8) в базирующем блоке 12 содержит зажимной гидроцилиндр 33 с поршнем 34 и отжимной гидроцилиндр 35 с поршнем 36. Поршни 34 и 36 закреплены на общем штоке 37. Соответственно полость "К" является зажимной, а полость "L" - отжимной.
Боковые стороны штока 37 контактируют с роликовыми опорами качения 38 (см. фиг.13), закрепленными в корпусе 22 блока 12 с помощью четырех регулируемых винтов 39. Шток 37 имеет две клиновые поверхности 40 (см. фиг.11), угол уклона которых равен 30o (несамотормозящийся), контактирующие с роликами 41, установленными на осях 42, встроенных в промежуточных плунжерах 43, которые через рычаги 44 имеют возможность взаимодействия с плитами 23, несущими ролики 24. Для возврата плиты 23 в исходное положение предусмотрена пружина 45 (см. фиг.4, 6).
В базирующе-приводном блоке 11 в механизмах прижима роликов к рельсу (см. рис. 9) зажимные и отжимные гидроцилиндры 33 и 35 и их поршни 34 и 36 имеют одинаковую конструкцию с гидроцилиндрами и поршнями механизмов прижима роликов в базирующих блоках. Угол уклона клиновых поверхностей на штоке 37 равен 7o и является самотормозящимся.
В механизмах прижима обеих пар роликов в базирующе-приводном блоке промежуточные плунжеры выполнены подпружиненными (см. фиг.16). Для этого в плунжере 46 выполнена расточка, в которой установлен пакет тарельчатых пружин 47, одетых на болт 48 и поджатых гайкой 49. Головка болта 48 срезана с боковых сторон так, чтобы болт можно было завести в расточку плунжера через паз, выполненный в корпусе плунжера 46 под ролик 41.
В механизмах прижима первой и последней пары (по ходу рельса) оппозитно расположенных роликов базирующе-приводных блоков шток 37 поддерживается опорами качения 38 (см. фиг.10, 13), а в механизме прижима второй пары роликов в штоке 50, на котором закреплены поршни 34 и 36, встроена ось 51 (см. фиг. 14), на которой подвижно установлена втулка 52, несущая клиновые поверхности с углом уклона 7o, контактирующие с роликами 41, смонтированными в плунжерах 46 (см. фиг.16).
В этом же механизме прижима ось поворота плиты 23, несущей ролик 24, выполнена в виде круговой бочки 29 (см. фиг.15), обеспечивающей возможность покачивания плиты 23 в вертикальной плоскости на величину зазоров δ.
Приводы подачи рельса встроены в станину 1 и расположены под базирующе-приводными блоками 11. Для пары оппозитно расположенных роликов 24 предназначен один привод (см. фиг.7), который содержит двигатель 53, кинематически связанный с зубчатой передачей 54, 55. В ал 56, на котором установлена шестерня 55, несет два червяка 57, взаимодействующих с червячными колесами 58. Один из червяков правого, а другой - левого исполнения.
Внутри каждого червячного колеса 58 размещен карданный вал 59, содержащий крестовины 60 и 61 с игольчатыми подшипниками 62 и 63, образуя подвижное соединение. Крестовины 60 жестко связаны с червячными колесами 58.
Крестовина 61 соединена зубчатой муфтой 64 с валом 65, на котором закреплен ролик 24.
Вал 56 имеет возможность осевого смещения в опорах.
На одном из двух валов червячных колес привода подач рельса базирующе-приводных блоков установлена шестерня 66, которая кинематически связана через шестерни 67, 68, 69 с круговым датчиком 70 отсчета перемещения рельса.
На корпусе базирующе-приводных блоков 11 закреплены кронштейны 71, 72 (см. фиг. 1) с установленными на них датчиками контроля прохождения рельса, связанными с программируемым контроллером (не показаны).
Датчик контроля высоты головки рельса установлен вне станка на удалении от оси первого шпинделя, превышающем необходимую длину допустимого уклона на поверхности катания.
Управление станком происходит с поворотного пульта 73, закрепленного с помощью кронштейна 74 на станине.
На торцах корпусов блоков 11 и 12 закреплены направляющие ролики 75 и клинья 76 (см. фиг.20, 3, 4, 5, 6).
Станок работает следующим образом, реализуя предлагаемый способ обработки.
Запускается в работу станок нажатием кнопки "Пуск" на пульте управления 73, обработка рельса происходит в автоматическом режиме по заданной программе.
Вначале по команде фрезерные бабки, несущие фрезы 4 и 10, приходят в позиции обработки, включаются вращения шпинделей. Пускается внешний загрузочный рольганг, расположенный вне станка, с предварительно установленным на нем рельсом. Рельсы могут быть одиночные или сваренные в длинномерные плети. Рельс перемещается в приемный блок 13, направляется боковыми склизами 14, предварительно ориентируется роликами 15, 16, 17, заходит между роликами 24 в базирующе-приводной блок 11, проходит через него, и датчик контроля прохождения рельса, установленный на кронштейне 72, отключает подающий рольганг.
Включается привод подачи рельса одновременно в обоих базирующе-приводных блоках 11. Вращение от электродвигателя 53 через зубчатую передачу 54, 55, червячную передачу 57, 58, крестовину 60, карданный вал 59, крестовину 61, зубчатую муфту 64, вал 65 передается роликам 24.
Правое и левое исполнение червяков 57 обеспечивает вращение оппозитно расположенных роликов навстречу друг другу.
Одновременно включается подача масла под давлением в полости "К" зажимных гидроцилиндров 33 механизмов прижима роликов к рельсу базирующе-приводного блока 11.
В механизме прижима первой пары (по ходу рельса) оппозитно расположенных роликов 24 поршни 34 и 36 перемещаются в осевом направлении вместе со штоком 37 из одного крайнего положения в другое. Клиновые поверхности 40 штока 37 нажимают на ролики 41 и через оси 42 раздвигают плунжеры 46. Пружины 47 в двух плунжерах предварительно поджаты гайками 49 на равные усилия. Плунжеры 46, перемещаясь, сжимают пружины 47, которые через гайки 49 воздействуют на болты 48. Болты 48 нажимают на рычаги 44, которые, поворачиваясь, воздействуют на плиты 23, несущие ролики 24, поворачивая их вокруг осей 25 по направляющим планкам 26. Вращающиеся ролики 24 поджимаются с обеих сторон к рельсу и центрируют его. Рельс получает заданное направление и происходит его базирование по наклонным поверхностям подошвы рельса в точках а, b с, d. Контакт рельса с рабочими поверхностями ролика в виде усеченных тел вращения с двумя радиусами во взаимно перпендикулярных плоскостях, например тора, позволяет выдерживать значительные контактные напряжения.
После прижима роликов к рельсу промежуточные плунжеры останавливаются в крайнем положении и в дальнейшем остаются неподвижными при подаче рельса. Изменение высоты пазух рельса по его длине приводит к следящему перемещению роликов поперек рельса, что компенсируется дополнительным сжатием или разжатием пружин 47 в пределах расчетного усилия.
В механизме прижима второй пары роликов этого же блока при подаче давления в полость "К" поршни 34 и 36 вместе со штоком 50 и втулкой 52 сдвигаются из одного крайнего положения в другое. Клиновые поверхности втулки 52, взаимодействуя с роликами 41, раздвигают плунжеры 46 через оси 42. Плунжеры 46, воздействуя через гайки 49 и болты 48 на рычаги 44, поворачивают вокруг оси 29 плиты 23 с роликами 24.
Так как положение рельса в пространстве уже определено и зафиксировано механизмом прижима первой пары роликов, то происходит самоустановка второй пары роликов относительно рельса и выравнивание усилий их прижима. В горизонтальной плоскости самоустановка роликов происходит за счет возможности поворота втулки 52 вокруг оси 51, а в вертикальной плоскости - за счет возможности покачивания плиты 23 в зазорах δ (см. фиг.15) вместе с роликом 24 при повороте плиты вокруг оси 29, выполненной в виде круговой бочки.
Таким образом, достигается постоянный контакт всех четырех роликов по точкам а, b, с, d соприкосновения с рельсом независимо от его кривизны как в вертикальной, так и горизонтальной плоскостях и извернутости.
Вращающиеся навстречу друг другу ролики, прижатые к рельсу, перемещают его, подавая в зону обработки.
Радиальное смещение роликов 24 к рельсу и обратно в процессе перемещения рельса и при их зажиме-отжиме без нарушения связи с приводом подачи осуществляется за счет карданных передач, содержащих подвижные крестовины.
Вместе с роликом 24 смещается вал 65 с установленной на нем зубчатой муфтой 64, полумуфта которой жестко соединена с крестовиной 61. Крестовина 61 обеспечивает передачу крутящего момента, создавая гибкое соединение с карданным валом 59.
Так как червяки 57 неподвижно закреплены на валу 56, то для обеспечения выравнивания скоростей и передаваемых крутящих моментов вал 56 имеет возможность самоустанавливаться путем осевого смещения в опорах.
Рельс, перемещаясь, проходит через направляющие ролики 75 и заходит в блок базирования 12, проходит первую пару роликов 24, происходит прижим этой пары роликов к рельсу. При этом давление масла подается в полость "К" зажимного гидроцилиндра 33, поршни 34 и 36, соединенные штоком 37, перемещаются, клиновые поверхности 40 на штоке 37 раздвигают через ролики 41 и оси 42 плунжеры 43, которые, поворачивая рычаги 44, нажимают на плиты 23 и поворачивают их вокруг осей 25.
Ролики 24, установленные на плитах 23, зажимают рельс с двух противоположных сторон, базируя его по плоскости симметрии рельса вертикальной плоскости и по плоскости симметрии впадин в горизонтальной плоскости.
При контакте рельса с фрезой 10 начинается предварительная обработка радиусной поверхности головки, скорость подачи рельса при этом снижается для обеспечения обработки консольно расположенного переднего конца рельса. Рельс попадает в зону между второй парой роликов базирующего блока, происходит их прижим, скорость подачи рельса повышается до рабочей.
Далее рельс попадает во второй блок базирования, после прохождения рельса между роликами первой пары происходит прижим роликов, далее идет обработка консольной части рельса профильной фрезой 4, одновременно поверхности катания и радиусной поверхности, сопряженной с боковой гранью головки. При обработке консольной части скорость подачи снижается, и после зажима второй пары роликов второго блока базирования скорость увеличивается до рабочей.
Команды на поочередный по ходу рельса прижим роликов в базирующих блоках поступают от кругового датчика 70 отсчета перемещения рельса, расположенного в приводе подач рельса входного базирующе-приводного блока.
Для исключения заклинивания роликов при уменьшении размера пазухи рельса по мере его перемещения углы на клиновых поверхностях штоков 37 равны 30o (несамотормозящие), что позволяет штоку 37 смещаться в направлении, противоположном действию давления масла в поршневой полости гидроцилиндра 33 под действием усилий, выталкивающих ролики из пазух рельса.
Чтобы разгрузить поршни гидроцилиндров механизмов прижима роликов от радиальных нагрузок и повысить точность базирования и жесткость зажима в базирующих блоках и в механизме прижима первой пары роликов базирующе-приводных блоков, встроены роликовые опоры качения 38, которые передают усилия на корпус блока.
Рельс перемещается в базирующе-приводной блок 11, расположенный в конце станины, проходит между разжатыми роликами. Срабатывает датчик контроля прохождения рельса, установленный на кронштейне 71, включаются одновременно механизмы прижима обеих пар роликов этого блока при вращающихся роликах. Прижим роликов к рельсу проходит аналогично описанному в базирующе-приводном блоке, установленном в начале станины.
Попутное фрезерование одной или двумя фрезами позволяет снизить необходимое тяговое усилие подачи рельса и существенно (до 4-х раз) повышает стойкость режущего инструмента.
Чтобы предотвратить аварийную ситуацию - выброс рельса при действии горизонтальной составляющей сил резания при попутном фрезеровании, в случае падения давления в зажимных гидроцилиндрах механизмов прижима роликов всех блоков, углы уклона штоков гидроцилиндров в базирующе-приводных блоках выполнены самотормозящими - 7o, что позволяет наряду с наличием самотормозящих червячных пар в механизмах подач рельса до аварийной остановки станка удерживать зажимное усилие рельса в базирующе-приводных блоках.
При обработке новых рельсов обрабатывают одной фрезой 4 одновременно поверхность катания и одну или обе радиусные поверхности, сопряженные с боковыми гранями головки. Ползун 8 в это время находится в верхнем нерабочем положении.
Обработанная часть рельса за пределами приемного блока 13 опирается на приемный рольганг (не показан) за пределами станка.
Прохождение консольного заднего конца рельса через базирующие блоки 12 происходит на пониженной скорости подач аналогично переднему концу со сменой последовательности разжима оппозитных пар роликов по команде от кругового датчика 70 отсчета перемещения рельса, расположенного в приводе подач выходного базирующе-приводного блока.
После выхода рельса из-под фрезы 4 подача рельса прекращается. Бабка 3 и ползун 8 отводятся в крайнее верхнее положение. Механизмы прижима рельса срабатывают на разжим. Приемный рольганг включается и переносит рельс в позицию выгрузки.
Возможен вариант, когда выгрузка рельса производится с загрузочного рольганга. В этом случае после окончания обработки базирующие блоки разжимаются, а базирующе-приводные блоки 11 включаются в обратном направлении, и рельс на быстром ходу возвращается на подающий рольганг для выгрузки.
Управление станком осуществляется программируемым контроллером, который связан с исполнительными органами станка, датчиками и органами управления через дискретные и аналоговые входы и выходы.
Обработка рельса производится в автоматическом режиме. Положения подвижных узлов станка для обработки определяются в параметрах, которые могут быть установлены оператором или автоматически по информации датчика, контролирующего высоту головки рельса. Глубина снимаемого слоя металла устанавливается оператором перед обработкой в специальном параметре.
При обработке по информации датчика контроля высоты головки рельса обеспечиваются с учетом предварительно установленных допустимых значений изменения срезаемого слоя металла автоматические перемещения бабки 3 и ползуна 8 для оптимизации глубины снимаемого слоя металла. Скорость перемещения определяется автоматически с учетом предварительно установленного допустимого угла наклона на обработанной поверхности катания и скорости перемещения рельса.
Скорость перемещения рельса может автоматически изменяться в зависимости от мощности, потребляемой приводом главного движения бабки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА | 2001 |
|
RU2191095C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ОСТРЯКА СТРЕЛОЧНОГО ПЕРЕВОДА | 2005 |
|
RU2294267C2 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2264890C1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2011 |
|
RU2466830C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2004 |
|
RU2262416C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
| РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК И ЕГО СИСТЕМА УПРАВЛЕНИЯ ЧИСТОВЫМ ФРЕЗЕРОВАНИЕМ РЕЛЬСОВ | 2021 |
|
RU2802920C1 |

Изобретение относится к области станкостроения, к станкам для формирования ремонтного профиля как одиночных рельсов, так и сваренной плети, по всему профилю катания и радиусам закругления головки за один проход рельса. Возможна также обработка новых рельсов. Способ включает фрезерование поверхности катания рельса и одной или двух радиусных поверхностей, сопряженных с боковыми гранями головки. Для повышения производительности и точности обработки базирование рельса при его непрерывной подаче производят по неизнашиваемым наклонным поверхностям основания головки и подошвы рельса с самоцентрированием по вертикальной плоскости симметрии рельса и горизонтальной плоскости симметрии его пазух. При попутном фрезеровании обрабатывают фрезой одновременно поверхность катания и одну или обе радиусные поверхности, сопряженные с боковыми гранями головки. Предварительно одной фрезой может обрабатываться радиусная поверхность головки рельса со стороны бывшей нерабочей грани. Рельсофрезерный станок содержит станину с роликовыми устройствами базирования, содержащими по две пары оппозитно расположенных роликов с механизмами их прижима к рельсу, устройствами фрикционного перемещения рельса, несущую систему с одной или несколькими шпиндельными бабками и приводы подачи рельса. Для повышения надежности работы и обеспечения возможности обработки рельсов с расширенным диапазоном допусков по кривизне и извернутости роликовые устройства базирования и фрикционного перемещения рельса выполнены в виде отдельных блоков базирования и базирующе-приводных блоков, последние из которых содержат по две пары оппозитно расположенных роликов с механизмами их прижима к рельсу. Блоки базирования установлены в зонах резания под фрезами, базирующе-приводные блоки - в зонах входа и выхода рельса над приводами подач, встроенными в станину. Ролики имеют рабочие поверхности в виде усеченных тел вращения, например в виде тора, предназначенные для контактирования с наклонными поверхностями головки и подошвы рельса, а их оси расположены вертикально. При этом каждый ролик установлен на поворотной вокруг вертикальной оси плите, размещенной на горизонтальных направляющих корпуса блоков, закрепленных на станине. Механизм прижима роликов выполнен в виде гидроцилиндра с двухсторонним клиновым штоком, клиновые поверхности которого предназначены для взаимодействия через промежуточные плунжеры с поворотными рычагами, связанными с упомянутыми плитами, несущими ролики, а механизм прижима одной из двух пар роликов к рельсу в базирующе-приводных блоках выполнен с возможностью самоустановки роликов. 3 с. и 3 з.п. ф-лы, 20 ил.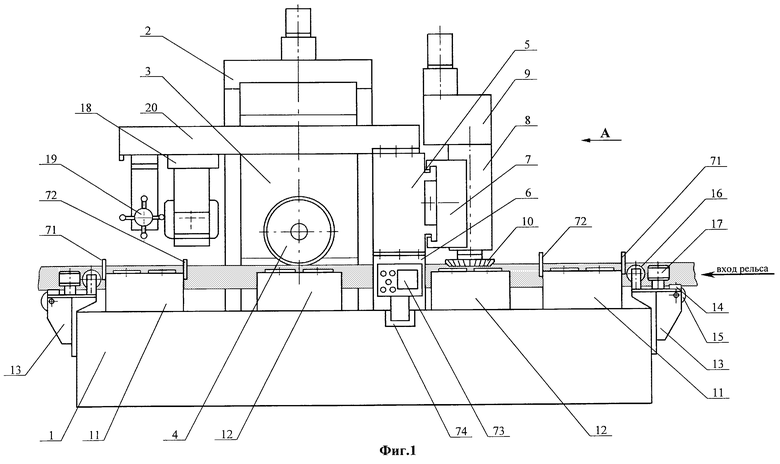
| Низколегированная сталь | 1961 |
|
SU148089A1 |
| Станок для фрезерования железнодорожных бандажей | 1932 |
|
SU36762A1 |
| Станок для обработки длинномерныхиздЕлий | 1979 |
|
SU806287A1 |
| Станок для непрерывной обработки деталей | 1989 |
|
SU1692764A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2111837C1 |
| Воздушно-центробежный сепаратор | 1950 |
|
SU88197A1 |
| Репродукционный объектив однократного увеличения | 1975 |
|
SU536456A1 |

