Изобретение относится к способам обработки поверхности головки рельса резанием в условиях рельсового пути с применением рельсообрабатывающих поездов и в заводских условиях на специальных металлообрабатывающих станках.
Известен способ обработки рельса на специальном рельсофрезерном станке модели 6992М ОАО «Ульяновский завод тяжелых и уникальных станков», при котором обработку поверхности головки рельса осуществляют профильной фрезой диаметром 560 мм с ее осью вращения, параллельной основанию рельса и лежащей в плоскости его поперечного сечения при относительной скорости фрезы вдоль рельса (подаче) 2,5-14 м/мин и максимальной глубине срезаемого слоя 3 мм [Рекламный проспект: Станок рельсофрезерный. ОАО «УЗТС», Россия, Ульяновск, ул.Герасимова, 10].
Известен аналогичный способ обработки поверхности головки рельса в условиях рельсового пути с применением рельсообрабатывающего поезда, оснащенного рельсофрезерной установкой SF03 фирмы "Linsinger" (Австрия), при котором съем припуска осуществляется несколькими инструментами, профильными фрезами, с осями вращения, параллельными основанию рельса и лежащими в плоскости его поперечного сечения [Рекламный проспект: Рельсофрезерная установка SF 03. LINSINGER, AUSTRIA].
Недостатками этих способов обработки поверхностей головки рельса профильными фрезами является их низкая производительность - не более 2500 м/час и необходимость применения весьма дорогостоящего режущего инструмента - специальных профильных фрез.
Известен способ обработки поверхности головки рельса шлифованием, принятый в качестве ближайшего аналога [Патент США №4843765, МКИ E 01 B 31/17, 1989], при котором обработка ведется вращающимися шлифовальными кругами. Способ предусматривает съем припуска одновременно несколькими вращающимися инструментами, шлифовальными кругами, установленными на разных участках вдоль и поперек рельса со смещением друг относительно друга, их перемещение вдоль рельса и вращение вокруг своих осей с расположением осей в поперечных сечениях рельса так, что перпендикулярные им рабочие торцовые плоскости инструментов касательны к расчетной направляющей ходовой поверхности рельса, которая, если головка рельса обрабатывается за несколько проходов, является промежуточной для рассматриваемого прохода, и базовой, если проход инструмента последний или единственный. Это позволяет обрабатывать не только поверхность катания рельса, но и придавать головке профиль, соответствующий средней изношенности, необходимый для оптимального распределения нагрузки, приходящейся на рельс. Этот способ шлифования поверхности головки рельса вращающимися инструментами при относительной скорости их перемещения вдоль рельса 4-6 км/час обеспечивает съем за один проход максимального припуска не более 0,15 мм. Поэтому для съема с головки рельса припуска толщиной от 0,5 до 3 мм потребуется от 4 до 20 проходов, при этом фактическая производительность обработки поверхности головки рельса при относительной скорости 6 км/час существенно уменьшится до 1,5-0,3 км/час. Такая низкая фактическая производительность этого способа требует продолжительного временного «окна», что вызывает ограничение или нарушение графика движения поездов и, как следствие, приводит к высоким капитальным и эксплуатационным расходам. Другим недостатком этого способа обработки является интенсивный износ дорогостоящих шлифовальных кругов, который сопровождается большой запыленностью окружающей среды абразивом с металлической стружкой, что является экологической проблемой и приводит, в частности, к вопросу герметизации помещений и узлов рельсошлифовального поезда.
Перед изобретением поставлена задача существенно повысить производительность обработки головки рельса при обеспечении ее профиля и качества обработанной поверхности, в частности, за счет уменьшения количества проходов при увеличении толщины припуска, снимаемого с головки рельса.
В изобретении поверхность головки рельса обрабатывают инструментами, которые устанавливают на разных участках вдоль и поперек рельса со смещением друг относительно друга. Инструменты перемещают вдоль рельса и вращают вокруг своих осей. Оси располагают в поперечных сечениях рельса так, что перпендикулярные им рабочие торцовые плоскости инструментов касательны к расчетной направляющей ходовой поверхности рельса, которая, если головка рельса обрабатывается за несколько проходов, является промежуточной для рассматриваемого прохода, и базовой, если проход инструмента последний или единственный. При этом поверхность головки рельса обрабатывают инструментами правого и (или) левого вращения с резцами, главные режущие кромки которых установлены в рабочих торцовых плоскостях инструментов. Обработку производят, перемещая инструменты с относительной скоростью вдоль рельса, составляющей не менее одной десятой оптимальной скорости резания материала рельса.
А именно, 
 ,
,
где νs - относительная скорость инструментов вдоль рельса;
[ν] - оптимальная скорость резания материала рельса.
При этом для всех обрабатывающих инструментов отношение этих скоростей m=νs/[ν] удовлетворяет следующим неравенствам:



где q - индекс обрабатывающего инструмента (q=1,...);





 - расстояние от оси q-го (q=1,...) инструмента до ближней (дальней) границы обработанной им плоской поверхности;
- расстояние от оси q-го (q=1,...) инструмента до ближней (дальней) границы обработанной им плоской поверхности;
 k=1, если обработка рельса попутная, и
k=1, если обработка рельса попутная, и
 , k=-1, если - встречная;
, k=-1, если - встречная;
 - ширина обработанной поверхности;
- ширина обработанной поверхности;
Rq - радиус инструмента.
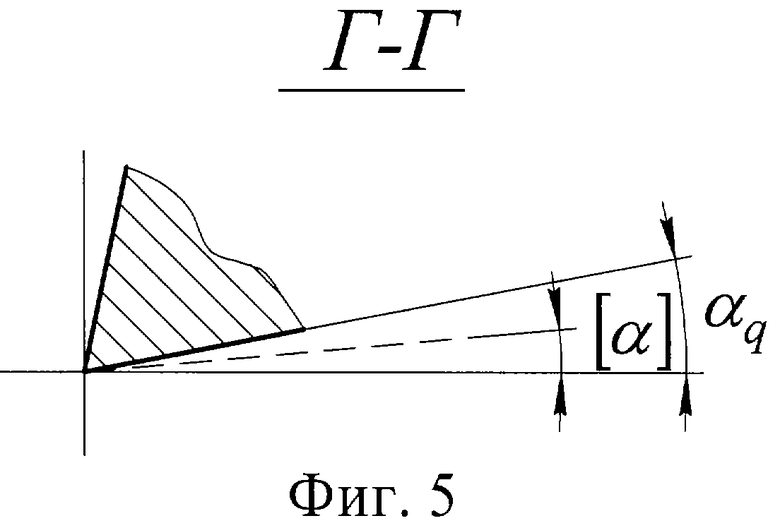
Обрабатывающий инструмент устанавливают так, что расстояние от его оси до дальней границы обработанной им плоской поверхности не меньше 0,9 радиуса инструмента  а расстояние до ближней границы должно удовлетворять неравенству
а расстояние до ближней границы должно удовлетворять неравенству

где  - линейная окружная скорость вершин главных режущих кромок обрабатывающих инструментов;
- линейная окружная скорость вершин главных режущих кромок обрабатывающих инструментов;
 - конструктивный задний угол резцов инструмента;
- конструктивный задний угол резцов инструмента;
[α]=3°...6° - минимально допустимый кинематический задний угол резцов инструмента.
При этом вершинам главных режущих кромок обрабатывающих инструментов обеспечивают линейную окружную скорость, определяемую по формуле

и соответствующие ей угловую скорость инструментов, определяемую по формуле

и подачу на резец, определяемую по формуле

где zq - число резцов инструмента.
Наряду с этим обрабатывающие инструменты устанавливают так, что угол между вектором относительной скорости инструментов вдоль рельса и вектором линейной окружной скорости любой точки их главных режущих кромок, находящейся в зоне резания, является тупым при попутной обработке рельсов и острым - при встречной.
При этом обрабатывающие инструменты устанавливают так, что на одних участках вдоль и (или) поперек рельса инструменты одновременно осуществляют попутную обработку рельса, а на других - встречную.
Кроме этого обработку рельса можно осуществлять последовательно за несколько проходов одним обрабатывающим инструментом.
Благодаря изобретению достигнут технический результат, а именно существенно повышена производительность обработки головки рельса при обеспечении ее профиля и качества обработанной поверхности, в частности, за счет уменьшения количества проходов, при котором с головки рельса припуск толщиной до 3 мм снимается за один проход, либо за несколько (не более пяти) проходов.
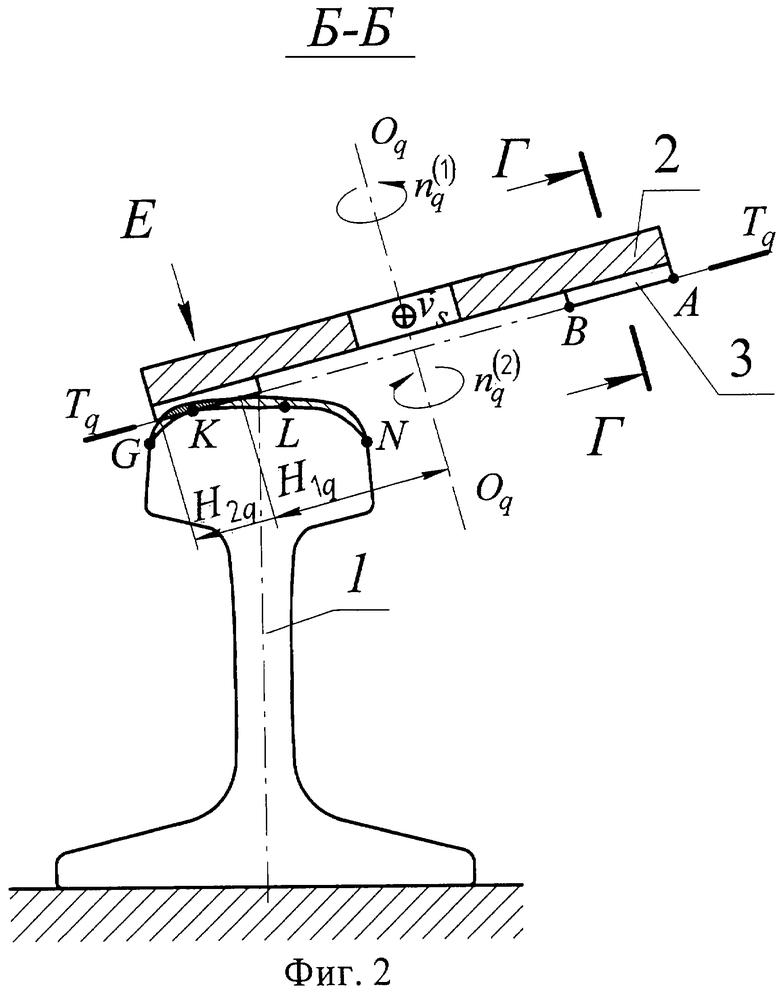
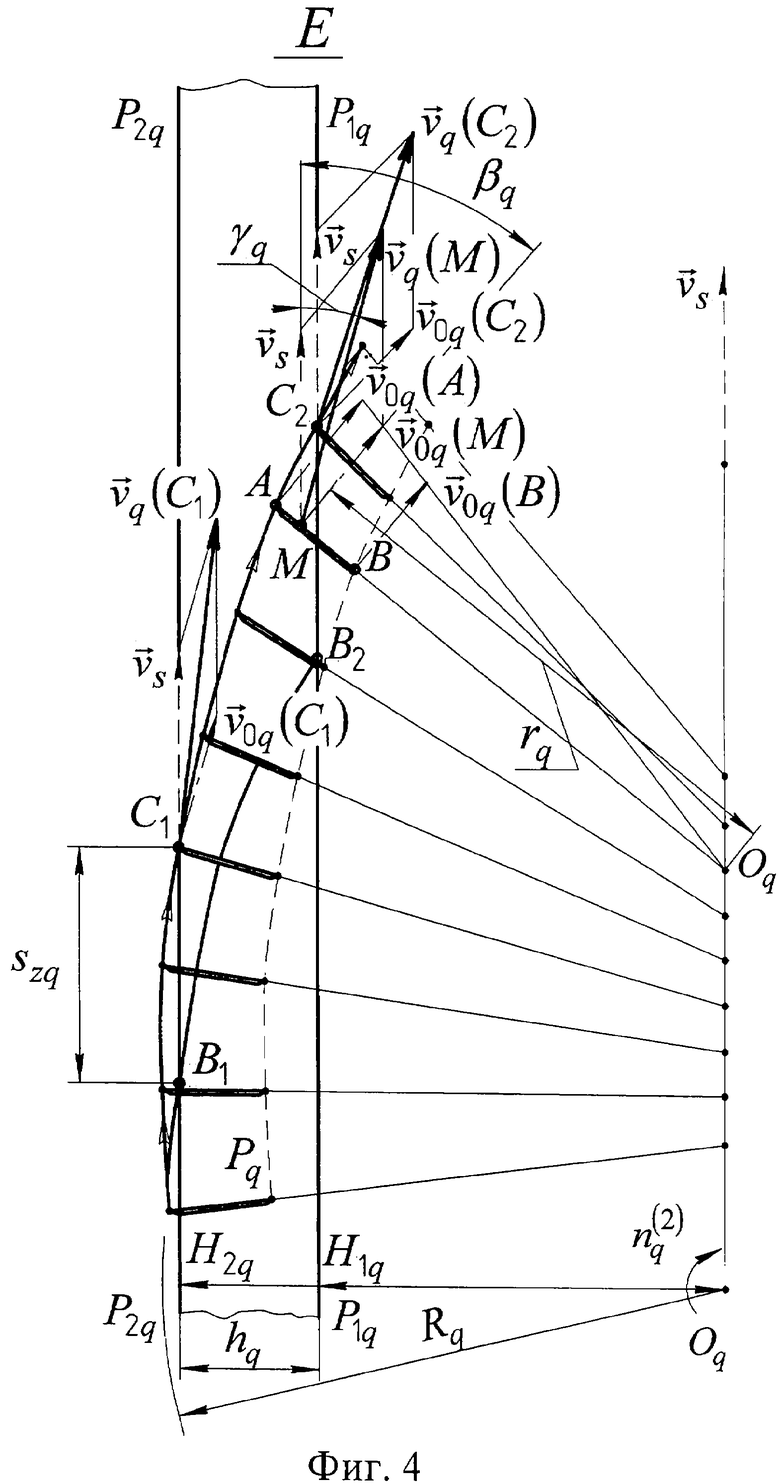
На фиг.1 показано возможное расположение q-го и (q+1)-го обрабатывающих инструментов вдоль рельса и обработанные ими поверхности Pq и Pq+1 головки рельса; на фиг.2 - разрез Б-Б на фиг.1; на фиг.3 и 4 - вектор относительной скорости  инструментов вдоль рельса, траектории вершин главных режущих кромок q-го инструмента, векторы скоростей резания
инструментов вдоль рельса, траектории вершин главных режущих кромок q-го инструмента, векторы скоростей резания  и эпюры векторов линейных окружных скоростей
и эпюры векторов линейных окружных скоростей  при попутной и встречной обработке, соответствующие виду Е на фиг.2; на фиг.5 - сечение - Г-Г на фиг.2. На фиг.1,..., 4 угловая скорость nq q-го обрабатывающего инструмента, определяемая по формуле (6), обозначена
при попутной и встречной обработке, соответствующие виду Е на фиг.2; на фиг.5 - сечение - Г-Г на фиг.2. На фиг.1,..., 4 угловая скорость nq q-го обрабатывающего инструмента, определяемая по формуле (6), обозначена  , если обработка рельса попутная, и
, если обработка рельса попутная, и  , если обработка встречная.
, если обработка встречная.
Предлагаемый способ обработки поверхности головки 1 рельса предусматривает снятие припуска одновременно несколькими инструментами 2. Обрабатывающие инструменты устанавливают на разных участках вдоль и поперек рельса 1 со смещением друг относительно друга (фиг.1). Инструменты перемещают вдоль рельса и вращают вокруг своих осей OqOq. Оси располагают в поперечных сечениях рельса так, что перпендикулярные им рабочие торцовые плоскости TqTq инструментов касательны к расчетной направляющей GLN ходовой поверхности рельса в точках K (фиг.2), которая, если головка рельса обрабатывается за несколько проходов, является промежуточной для рассматриваемого прохода, и базовой, если проход инструмента последний или единственный.
Сущность предлагаемого способа заключается в том, что обрабатывающие инструменты 2, выполненные, например, в виде фрез или резцовых головок, правого и (или) левого вращения с резцами 3, главные режущие кромки АВ которых размещены в рабочих торцовых плоскостях TqTq инструментов (фиг.2), перемещают с относительной скоростью νs, вдоль рельса, состовляющей не меньше одной десятой оптимальной скорости резания [ν] материала рельса  при условии, что для всех обрабатывающих инструментов отношение этих скоростей
при условии, что для всех обрабатывающих инструментов отношение этих скоростей  удовлетворяет неравенствам (1), (2) и (3).
удовлетворяет неравенствам (1), (2) и (3).
Обрабатывающие инструменты устанавливают так (фиг.3 и 4), что расстояние H2q от оси инструмента Oq до дальней границы P2qP2q обработанной им плоской поверхности Pq не больше радиуса Rq инструмента и не меньше 0,9 его радиуса  . При этом расстояние H1q от оси инструмента Oq до ближней границы P1qP1q должно удовлетворять неравенству (4).
. При этом расстояние H1q от оси инструмента Oq до ближней границы P1qP1q должно удовлетворять неравенству (4).
Вершинам главных режущих кромок А обрабатывающих инструментов обеспечивают линейную окружную скорость  , определяемую по формуле (5), и соответствующие ей угловую скорость
, определяемую по формуле (5), и соответствующие ей угловую скорость  инструмента (формула (6)) и подачу на резец Szq (формула (7)). При этом главные режущие кромки АВ резцов q-го инструмента входят в зону резания в точках С1 и B1 и выходят из зоны резания в точках С2 и В2 (фиг.3 и 4).
инструмента (формула (6)) и подачу на резец Szq (формула (7)). При этом главные режущие кромки АВ резцов q-го инструмента входят в зону резания в точках С1 и B1 и выходят из зоны резания в точках С2 и В2 (фиг.3 и 4).
При попутной обработке поверхности головки рельса угол βq между вектором относительной скорости  , обрабатывающих инструментов вдоль рельса и вектором линейной окружной скорости
, обрабатывающих инструментов вдоль рельса и вектором линейной окружной скорости  любой точки М их главных режущих кромок АВ, находящейся в зоне резания C1C2B2B1 на расстоянии rq от оси Oq инструмента, модуль которого равен
любой точки М их главных режущих кромок АВ, находящейся в зоне резания C1C2B2B1 на расстоянии rq от оси Oq инструмента, модуль которого равен
должен быть тупым, а при встречной обработке - острым. Сумма этих векторов определяет вектор скорости резания

Относительная скорость νs обрабатывающих инструментов вдоль рельса может быть и больше оптимальной скорости резания [ν] материала рельса. Причем их отношение m влияет на модуль вектора скорости резания  и его направление. Увеличение скорости νs приводит к уменьшению угла γq между векторами
и его направление. Увеличение скорости νs приводит к уменьшению угла γq между векторами  и
и  при попутной обработке с тупого угла до острого, а при встречной - с острого угла до 0° (фиг.3 и 4).
при попутной обработке с тупого угла до острого, а при встречной - с острого угла до 0° (фиг.3 и 4).
[Для сравнения при традиционных схемах как попутного, так и встречного фрезерования относительная скорость (подача) νs фрез вдоль обрабатываемой заготовки в 100...1000 раз меньше линейной окружной скорости ν0q. Это означает, что увеличение скорости (подачи) νs даже в несколько раз практически не влияет на изменение модуля и направление вектора скорости резания  , а следовательно, на изменение угла
, а следовательно, на изменение угла  . Тем самым в первом приближении векторы линейной окружной скорости
. Тем самым в первом приближении векторы линейной окружной скорости  и скорости резания считают равными.]
и скорости резания считают равными.]
Отклонение скорости резания νq(M) в каждой точке М главных режущих кромок АВ, находящейся в зоне резания, от оптимальной скорости резания [ν] материала рельса не должно превышать ±30%, то есть
 ,
,
при этом наибольшие отклонения в меньшую и большую сторону от оптимальной скорости резания [ν] материала рельса равны, так как

где  и
и 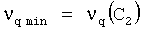 - наибольшая и наименьшая скорости резания νq, соответствующие точкам входа С1 и выхода C2 из зоны резания C1C2B2B1 главных режущих кромок АВ резцов инструментов (фиг.3 и 4).
- наибольшая и наименьшая скорости резания νq, соответствующие точкам входа С1 и выхода C2 из зоны резания C1C2B2B1 главных режущих кромок АВ резцов инструментов (фиг.3 и 4).
Для уменьшения продольной и поперечной составляющих вектора результирующей силы резания, равного сумме векторов сил резания, действующих на все режущие кромки инструментов, находящиеся каждая в своей зоне резания, устанавливают так, что на одних участках вдоль и (или) поперек рельса инструменты одновременно осуществляют попутную обработку рельса, а на других - встречную.
Кроме одновременной обработки поверхности головки рельса несколькими инструментами ее можно обрабатывать последовательно за несколько проходов одним обрабатывающим инструментом.
Таким образом, предложенный способ позволяет на высокоскоростных режимах резания в зависимости от свойств материала рельса, конструктивного выполнения обрабатывающих инструментов и применяемого в них инструментального материала значительно повысить производительность обработки головки рельса до 4000-8000 м/час при обеспечении ее профиля и качества обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки вала | 1982 |
|
SU1058719A1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| Способ фрезерования | 1982 |
|
SU1148723A1 |
| Способ фрезерования валов | 1982 |
|
SU1042907A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
Изобретение относится к способам обработки поверхности головки рельса резанием в условиях рельсового пути с применением рельсообрабатывающих поездов и в заводских условиях на специальных металлообрабатывающих станках. Способ обработки поверхности головки рельса включает установку на разных участках вдоль и поперек рельса со смещением друг относительно друга обрабатывающих инструментов, их перемещение вдоль рельса и вращение вокруг своих осей с расположением осей в поперечных сечениях рельса так, что перпендикулярные им рабочие торцовые плоскости инструментов касательны к расчетной направляющей ходовой поверхности рельса. Обрабатывают поверхность головки рельса инструментами правого и/или левого вращения с резцами. Главные режущие кромки резцов установлены в рабочих торцовых плоскостях инструментов, которые перемещают с относительной скоростью вдоль рельса, составляющей не менее одной десятой оптимальной скорости резания материала рельса, при условии, что для всех обрабатывающих инструментов отношение этих скоростей, а также расстояние от оси обрабатывающего инструмента до ближней границы обработанной им плоской поверхности интерполируются с учетом конкретных математических зависимостей. При этом обрабатывающий инструмент устанавливают так, что расстояние от его оси до дальней границы обработанной им плоской поверхности не менее 0,9 его радиуса. Техническим результатом изобретения является существенное повышение производительности обработки головки рельса при обеспечении ее профиля и качества обработанной поверхности за счет использования высокоскоростных режимов резания, которые позволяют обрабатывать поверхность головки рельсов за один проход, тем самым снижая капитальные и эксплуатационные затраты. 4 з.п. ф-лы, 5 ил.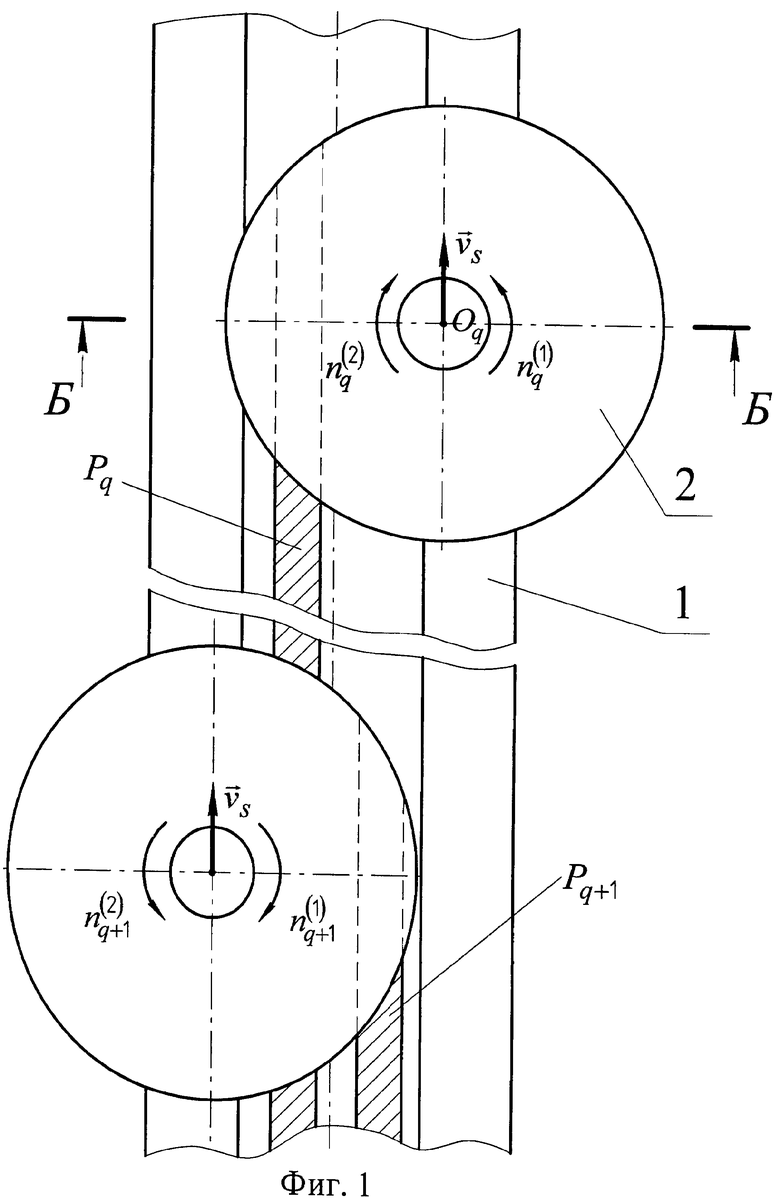

где m=νs/[ν];
νs - относительная скорость инструментов вдоль рельса;
[ν] - оптимальная скорость резания материала рельса;
q - индекс обрабатывающего инструмента (q=1,...);





H1q(H2q) - расстояние от оси q-го (q=1,...) инструмента до ближней (дальней) границы обработанной им плоской поверхности;
H1q(H2q) - расстояние от оси q-го (q=1,...) инструмента до ближней (дальней) границы обработанной им плоской поверхности;
Нiq=Н1q, Нjq=Н2q, k=1, если обработка рельса попутная, и
Hiq=H2q, Hjq=H1q, k=-1, если встречная;
hq=Н2q - Н1q - ширина обработанной поверхности;
Rq - радиус инструмента;
при этом обрабатывающий инструмент устанавливают так, что расстояние от его оси до дальней границы обработанной им плоской поверхности не менее 0,9 его радиуса, а расстояние до ближней границы должно удовлетворять неравенству

где ν0q - линейная окружная скорость вершин главных режущих кромок обрабатывающих инструментов;
αq - конструктивный задний угол резцов инструмента;
[α]=3...6° - минимально допустимый кинематический задний угол резцов инструмента.

и соответствующие ей угловую скорость инструментов, определяемую по формуле

и подачу на резец, определяемую по формуле

где zq - число резцов инструмента.
| US 4843765 А, 04.07.1989 | |||
| Рельсошлифовальная машина | 1978 |
|
SU1033011A3 |
| ДИССЕКТОР ДЛЯ РАЗДЕЛЕНИЯ МЯГКИХ ТКАНЕЙ | 1995 |
|
RU2110966C1 |
| Устройство для пуска асинхронного электродвигателя | 1989 |
|
SU1658355A2 |

