Изобретение относится к области металлообрабатывающей промышленности.
Известен железнодорожный рельс, профили головки которого регламентированы ГОСТ 7174-75, ГОСТ 8161-75 (ГОСТ 16210-70) и Техническими указаниями по репрофилированию старогодных рельсов [1]. Известна также методика проектирования ремонтных профилей железнодорожных рельсов [2, стр.51] и ремонтные профили рельсов в зависимости от наработки тоннажа [2, стр.55-67]. Недостатком данного рельса является то, что для формообразования каждого профиля головки рельса необходимо проектирование комплекта специальных фрез, так как он представляет собой коробовую кривую симметричную или несимметричную относительно оси симметрии рельса.
Известен способ формирования рабочего профиля головки рельсов профильными фрезами, оснащенными сменными многогранными пластинами (СМП), и фреза для реализации способа (Е01В 31/13 - RU 2291929 С2, 2006). Недостатками данного способа и используемых фрез является то, что формообразование коробовой кривой профиля производится совокупностью гиперболических кривых, прямолинейные образующие которых располагают под соответствующими углами к оси фрезы, что усложняет конструкцию фрезы, повышает ее стоимость и не позволяет использовать данную фрезу для формирования других профилей.
Технической задачей, на решение которой направлено предлагаемое изобретение, является повышение качества обработанной поверхности, снижение стоимости процесса обработки и вибраций процесса фрезерования, а также повышение степени универсальности используемых фрез.
Технический результат достигается тем, что профиль головки рельса образуют
- двумя (правой и левой) гиперболическими кривыми, действительные оси которых расположены симметрично под углом к оси симметрии рельса и, каждая из кривых имеет одну прямолинейную образующую, расположенную под углом  к ее мнимой оси;
к ее мнимой оси;
- тремя гиперболическими кривыми, которые описывают, соответственно, правую, левую и среднюю части профиля и, каждая из кривых имеет одну прямолинейную образующую, расположенную под углом к ее мнимой оси, при этом получают профиль как симметричный, так и несимметричный относительно оси рельса.
Формообразование данного профиля осуществляют вогнутыми производящими линиями, каждая из которых формирует участок профиля, и образуется при вращении прямолинейной образующей производящей поверхности инструмента, расположенной под углом ±λ к его оси. При этом данная прямолинейная образующая производящей поверхности инструмента совпадает с прямолинейной образующей, расположенной под углом к мнимой оси гиперболической кривой, участка профиля головки рельса.
Таким образом, получают профили как новых рельсов, так и ремонтные профили при их механической обработке. При этом перед обработкой технолог определяет, какой вид профиля целесообразен для конкретного рельса исходя из экономических параметров и технологических возможностей оборудования. В общем случае необходимо удалить минимально необходимый дефектный поверхностный слой головки рельсов с формированием требуемых геометрических параметров поперечного профиля головки рельсов.
Способ обработки гиперболических рельсов профильными фрезами заключается в формообразовании данного профиля вогнутыми производящими линиями, каждая из которых формирует заданный профиль, и образуется при вращении СМП с прямолинейной режущей кромкой, расположенными на корпусе фрезы вдоль следов одной прямолинейной образующей производящей поверхности, расположенной под углом λ к его оси. При этом прямолинейные режущие кромки СМП располагают таким образом, чтобы они совпали со следом прямолинейной образующей производящей поверхности.
Фрезу для профильной обработки гиперболических рельсов располагают под углом  к направлению подачи и под углом к оси симметрии рельса
к направлению подачи и под углом к оси симметрии рельса  , оснащают СМП только с прямолинейной режущей кромкой. При этом режущие кромки СМП располагают вдоль одной прямолинейной образующей производящей поверхности, расположенной под углом λ к оси фрезы и при фрезеровании получают:
, оснащают СМП только с прямолинейной режущей кромкой. При этом режущие кромки СМП располагают вдоль одной прямолинейной образующей производящей поверхности, расположенной под углом λ к оси фрезы и при фрезеровании получают:
- при λ>0 гиперболическую кривую образующую левую или среднюю части профиля головки рельса;
- при λ<0 гиперболическую кривую образующую правую или среднюю части профиля головки рельса.
Таким образом, для формирования требуемого профиля, необходим комплект из двух профильных фрез. При этом правая и левая части могут быть как симметричными, так и несимметричными. В том случае если профиль головки рельса представлен тремя гиперболическими кривыми, то необходим комплект из трех профильных фрез. Третья фреза формирует средний участок профиля.
Изменяя значения углов установки фрезы относительно направления подачи и (или) относительно оси симметрии рельса, одной фрезой получают различные профили, что делает фрезу более универсальной и позволяет сократить затраты на проектирование и производство фрез.
Изобретение поясняется чертежом, на котором изображена схема формирования профиля головки гиперболического рельса фрезой с одной прямолинейной образующей, расположенной под углом λ.
Построение гиперболического участка профиля осуществляют следующим образом (см. чертеж):
- задают углы поворота фрезы относительно оси симметрии рельса и относительно направления подачи;
- задают координаты двух крайних точек кривой (точки 1 и 3) и точки на действительной оси гиперболы (точка 2);
- определяют необходимый угол наклона режущих кромок СМП по формуле:

где R2, R3 - радиусы фрезы в соответствующих точках кривой профиля, мм;
x3 - координата по оси X соответствующей точки кривой профиля, мм.
При вращении прямолинейной образующей, расположенной под углом λ к оси вращения, получим участок гиперболического профиля головки рельса.
Формообразование каждого гиперболического участка профиля головки рельса осуществляют фрезами, оснащенными СМП с прямолинейными режущими кромками, расположенными вдоль следов прямолинейной образующей производящей поверхности, расположенной под углом λ к оси фрезы.
Фрезу для профильной обработки гиперболических рельсов располагают под углом к направлению подачи и под углом к оси симметрии рельса , оснащают СМП только с прямолинейной режущей кромкой. При этом режущие кромки СМП располагают вдоль одной прямолинейной образующей производящей поверхности, расположенной под углом λ к оси фрезы таким образом, чтобы режущая кромка совпала с прямолинейной образующей.
При этом формирование профиля производится одним зубом фрезы и производящая поверхность фрезы имеет только одну прямолинейную образующую, что упрощает конструкцию фрезы и снижает ее стоимость.
Расположение СМП под одним углом λ позволяет снизить вибрации, а следовательно, повысить стойкость режущего инструмента.
Источники информации
1. Технические указания по репрофилированию старогодных рельсов (ЦПсв-03/26) [Текст]: Утв.: 25.09.2001/ МПС РФ. Департамент пути и сооружений. М.: 2002. 43 с.
2. Альбрехт В.Г. Профильная обработка рельсов шлифовальными поездами с активными рабочими органами [Текст] / В.Г.Альбрехт, Л.Г.Крысанов [и др.]. М.: ТЕХИНФОРМ, 1999. 96 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2007 |
|
RU2380471C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2472895C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2456144C2 |
| Устройство и способ профилирования поверхности катания головки рельса | 2023 |
|
RU2802981C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ПОВЕРХНОСТИ КАТАНИЯ РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЭТОГО | 2001 |
|
RU2267570C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| АБРАЗИВНЫЙ КРУГ ДЛЯ ОБРАБОТКИ ВАЛОВ ГИПЕРБОЛИЧЕСКИХ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ И ПРОТЯЖНОГО ИНСТРУМЕНТА С ГИПЕРБОЛИЧЕСКИМ ПРОФИЛЕМ | 2008 |
|
RU2401191C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
Изобретение относится к области металлообрабатывающей промышленности для формирования профиля головки рельсов профильными фрезами, оснащенными сменными многогранными пластинами (СМП) с прямолинейной режущей кромкой. Железнодорожный рельс содержит головку, шейку и подошву. Профиль головки рельса образован либо двумя (правой и левой) гиперболическими кривыми, либо тремя гиперболическими кривыми, которые описывают соответственно правую, левую и среднюю часть профиля. Каждая из кривых имеет одну прямолинейную образующую, расположенную под углом  к ее мнимой оси. Способ обработки гиперболических рельсов профильными фрезами, оснащенными сменными многогранными пластинами (СМП) только с прямолинейной режущей кромкой. Формообразование данного профиля осуществляют вогнутыми производящими линиями. Каждая линия формирует заданный профиль и образуется при вращении СМП с прямолинейной режущей кромкой, расположенными на корпусе инструмента вдоль следов одной прямолинейной образующей производящей поверхности, расположенной под углом λ к его оси. Технический результат заключается в повышении качества обработанной поверхности, в снижении вибраций процесса фрезерования, в повышении степени универсальности используемых фрез. 3 н.п. ф-лы, 1 ил.
к ее мнимой оси. Способ обработки гиперболических рельсов профильными фрезами, оснащенными сменными многогранными пластинами (СМП) только с прямолинейной режущей кромкой. Формообразование данного профиля осуществляют вогнутыми производящими линиями. Каждая линия формирует заданный профиль и образуется при вращении СМП с прямолинейной режущей кромкой, расположенными на корпусе инструмента вдоль следов одной прямолинейной образующей производящей поверхности, расположенной под углом λ к его оси. Технический результат заключается в повышении качества обработанной поверхности, в снижении вибраций процесса фрезерования, в повышении степени универсальности используемых фрез. 3 н.п. ф-лы, 1 ил.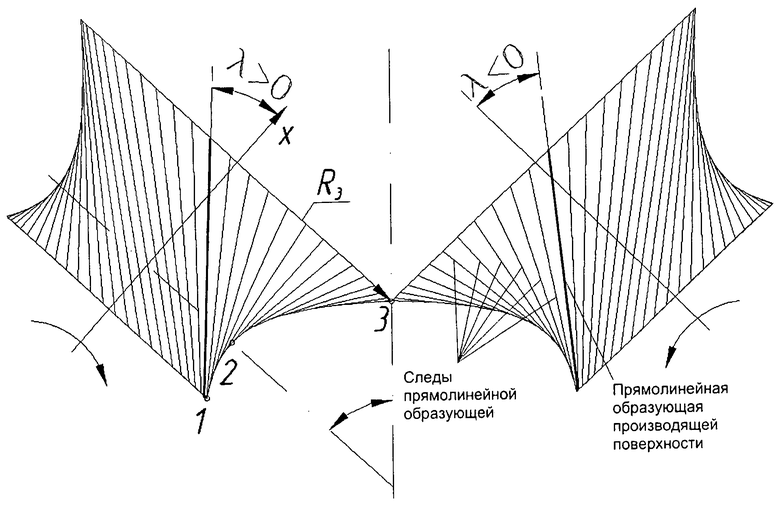
1. Железнодорожный рельс, содержащий головку, шейку и подошву, отличающийся тем, что профиль головки рельса образован двумя (правой и левой) гиперболическими кривыми, действительные оси которых расположены под углом к оси симметрии рельса симметрично или не симметрично; либо тремя гиперболическими кривыми, которые описывают соответственно правую, левую и среднюю части профиля, при этом каждая из кривых имеет одну прямолинейную образующую, расположенную под углом  к ее мнимой оси.
к ее мнимой оси.
2. Способ обработки гиперболических рельсов профильными фрезами, расположенными под углом  к направлению подачи и под углом к оси симметрии рельса
к направлению подачи и под углом к оси симметрии рельса  , оснащенными сменными многогранными пластинами (СМП) только с прямолинейной режущей кромкой, отличающийся тем, что формообразование данного профиля осуществляют вогнутыми производящими линиями, каждая из которых формирует заданный профиль, и образуется при вращении СМП с прямолинейной режущей кромкой, расположенными на корпусе инструмента вдоль следов одной прямолинейной образующей производящей поверхности, расположенной под углом λ к его оси, при этом, изменяя значения углов установки фрезы относительно направления подачи и (или) относительно оси симметрии рельса, одной фрезой получают различные профили.
, оснащенными сменными многогранными пластинами (СМП) только с прямолинейной режущей кромкой, отличающийся тем, что формообразование данного профиля осуществляют вогнутыми производящими линиями, каждая из которых формирует заданный профиль, и образуется при вращении СМП с прямолинейной режущей кромкой, расположенными на корпусе инструмента вдоль следов одной прямолинейной образующей производящей поверхности, расположенной под углом λ к его оси, при этом, изменяя значения углов установки фрезы относительно направления подачи и (или) относительно оси симметрии рельса, одной фрезой получают различные профили.
3. Фреза для профильной обработки гиперболических рельсов, расположенная под углом  к направлению подачи и под углом к оси симметрии рельса
к направлению подачи и под углом к оси симметрии рельса  , оснащенная СМП только с прямолинейной режущей кромкой, отличающаяся тем, что режущие кромки СМП расположены вдоль следов одной прямолинейной образующей производящей поверхности, расположенной либо под углом λ>0 к оси фрезы, и при фрезеровании получают гиперболическую кривую, образующую левую или среднюю часть профиля рельса; либо под углом λ<0 к оси фрезы и при фрезеровании получают гиперболическую кривую, образующую правую или среднюю часть профиля рельса.
, оснащенная СМП только с прямолинейной режущей кромкой, отличающаяся тем, что режущие кромки СМП расположены вдоль следов одной прямолинейной образующей производящей поверхности, расположенной либо под углом λ>0 к оси фрезы, и при фрезеровании получают гиперболическую кривую, образующую левую или среднюю часть профиля рельса; либо под углом λ<0 к оси фрезы и при фрезеровании получают гиперболическую кривую, образующую правую или среднюю часть профиля рельса.
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| Плотицын В.Г | |||
| Наладка фрезерных станков | |||
| - Л.: Машиностроение, Ленинградское отделение, 1976, с.44-51 | |||
| Ансеров М.А | |||
| Справочное руководство фрезеровщика, Лениздат, 1964, с.24-29 | |||
| Альбрехт В.Г | |||
| Профильная обработка рельсов шлифовальными поездами с активными рабочими органами | |||
| - М.: Техинформ, 1999, с.51, 55-67. | |||

