Изобретение относится к области машиностроения, в частности к зубчатым передачам, используемым для машин и механизмов, приборов и аппаратов, в т.ч. для применения в транспортных средствах и летательных аппаратах, а также в текстильном и пищевом машиностроении, в резинотехнической и др. отраслях промышленности.
В настоящее время для изготовления зубчатых колес используется широкая номенклатура конструкционных пластмасс, однако они уступают по ряду показателей традиционно применяемым в производстве зубчатых колес металлам, но превосходят их по технологичности изготовления, простоте обрабатываемости, улучшенной демпфирующей способности, пониженной массе передачи, уменьшению шума, вибрации, потере на трение, снижению расходов на изготовление колес и обслуживанию зубчатого механизма.
Известен способ изготовления зубчатых колес методом литья (Белый В.А. и др. Зубчатые передачи из пластмасс. Минск, «Наука и техника», 1965 г., с.30).
Однако при формовании зубчатых колес из термопластов литьем под давлением важнейшей задачей является изготовление изделий с требуемой точностью. Отклонение геометрических размеров изготавливаемых колес от номинальных зависят, главным образом, от конструкции литьевой формы, теплофизических свойств полимера и конструкции ступицы.
Известны шестерни, зубчатые колеса и способы их изготовления литьем под давлением из термопластичных полимеров:
1. Наиболее широкое применение в производстве зубчатых колес получила арматура в виде металлической ступицы, которая не только повышает точность колеса, но и повышает прочность крепления на валу механизма (Белый В.А. и др. Металлополимерные зубчатые передачи. Минск, «Наука и техника», 1981 г., с.101).
2. Способ изготовления шестерен и зубчатых колес свободным литьем из стеклонаполненного полиамида (капролона). Он предусматривает армирование материала волокнистым стеклонаполнителем и использование металлической арматуры в виде ступицы. Все это позволяет повысить точность изделий, уменьшить внутренние напряжения, возникающие между металлической арматурой и полимером (Авт. свид. СССР №191102, В29D 15/00, В29С 39/10, опубл. 1967 г.).
3. Косозубая шестерня, содержащая металлическую ступицу, жестко соединенный с ней зубчатый венец и полимерный диск, выполненный из стеклонаполненного полимера, например Армамида ПАСВ30, с коэффициентом линейного расширения α1.
Наружная поверхность ступицы для ее жесткого соединения с полимерным диском выполнена с отдельными Н-образными в сечении выступами, имеющими поднутрения, причем переход полимерного диска к ступице выполнен по радиусу (патент России №2194896, кл F16H 55/02, 1999 г., опубл. 2002 г.).
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой косозубой шестерне является косозубая шестерня, содержащая металлическую закладную ступицу и жестко соединенный с ней полимерный диск, переходящий в зубчатый венец, причем диск выполнен из полиамида с ребрами жесткости таким образом, что отношение площади поперечного сечения венца к сумме площадей поперечного сечения диска и ребер от 1:2 до 1:4, а количество ребер определяется из соотношения:

где  - количество ребер;
- количество ребер;
Dдел - делительный диаметр шестерни.
Толщина диска в1 и толщина зубчатого венца в2 определяются по формуле:
в1=в2(1/25-1/35)Dш,
где Dш - диаметр окружности вершин зубьев (патент России №2016296, кл 5 F16H 55/02, 1994 г.)
К недостаткам шестерни, заявленной в прототипе, относится невозможность применения данной конструкции в двигателях с впрыском топлива, отвечающих требованиям Евро 3 и Евро 4, со сниженным выбросом газов СО, NO и др. Кроме того, предложенное техническое решение не дает прочного сцепления полимерного диска и металлической ступицы при повышенных рабочих температурах и высоких оборотах (ограниченный уровень передаваемого крутящего момента при высоких нагрузках), а также происходит постепенное раскачивание ступицы, особенно при знакопеременных нагрузках, в полимерном диске при колебаниях температур от -45° до 160°С. Применяемые в прототипе ступицы материалоемки, трудоемки в изготовлении от заготовки до конечного изделия и требуют последующую обработку в отлитой с их использованием заготовке шестерни.
Технической задачей настоящего изобретения является усовершенствование всей конструкции шестерни, включая ступицу, позволяющее ее применять в двигателях с впрыском топлива, отвечающих требованиям Евро 3 и Евро 4 по токсичности выделяющихся газов СО, NO и др., обладающей повышенными эксплуатационными характеристиками за счет большей прочности сцепления диска шестерни со ступицей, повышенной устойчивостью конструкции к поперечным и продольным нагрузкам, точностью косозубого венца (снижение шумности двигателя) во всем диапазоне рабочих температур и, как следствие, повышенной ходимостью шестерни, а также улучшение технологических параметров литья под давлением при использовании ступицы, не имеющей на внешней поверхности каких-либо выступов, затрудняющих течение материала.
Технический результат изобретения, состоящий в обеспечении работоспособности шестерни при ее использовании в двигателях с впрыском топлива, в повышении прочности диска, устойчивости шестерни к поперечным и продольным нагрузкам, в повышении прочности и жесткости сцепления ступицы и диска шестерни, в улучшении текучести расплава за счет отсутствия на внешней поверхности ступицы выступов, а также за счет применения композиций полиамида с полиолефинами или каучуками, достигается тем, что в косозубой шестерне, содержащей металлическую ступицу, жестко соединенный с ней полимерный диск с ребрами жесткости, переходящий в зубчатый венец, на поверхности полимерного диска выполнены 2 или 4 прилива в виде дисков меньшего размера, причем некоторое количество ребер жесткости имеют уменьшенную длину, а на наружной цилиндрической поверхности ступицы имеются выемки и/или проточки.
Приливы на поверхности диска косозубой шестерни, на которые устанавливаются металлические отметчики для работы впрыскового двигателя, имеют диаметр от 1/20 до 1/4 диаметра шестерни.
Ребра жесткости уменьшенной длины, как правило имеются в впрысковой шестерне в количестве от 2 до 6 штук.
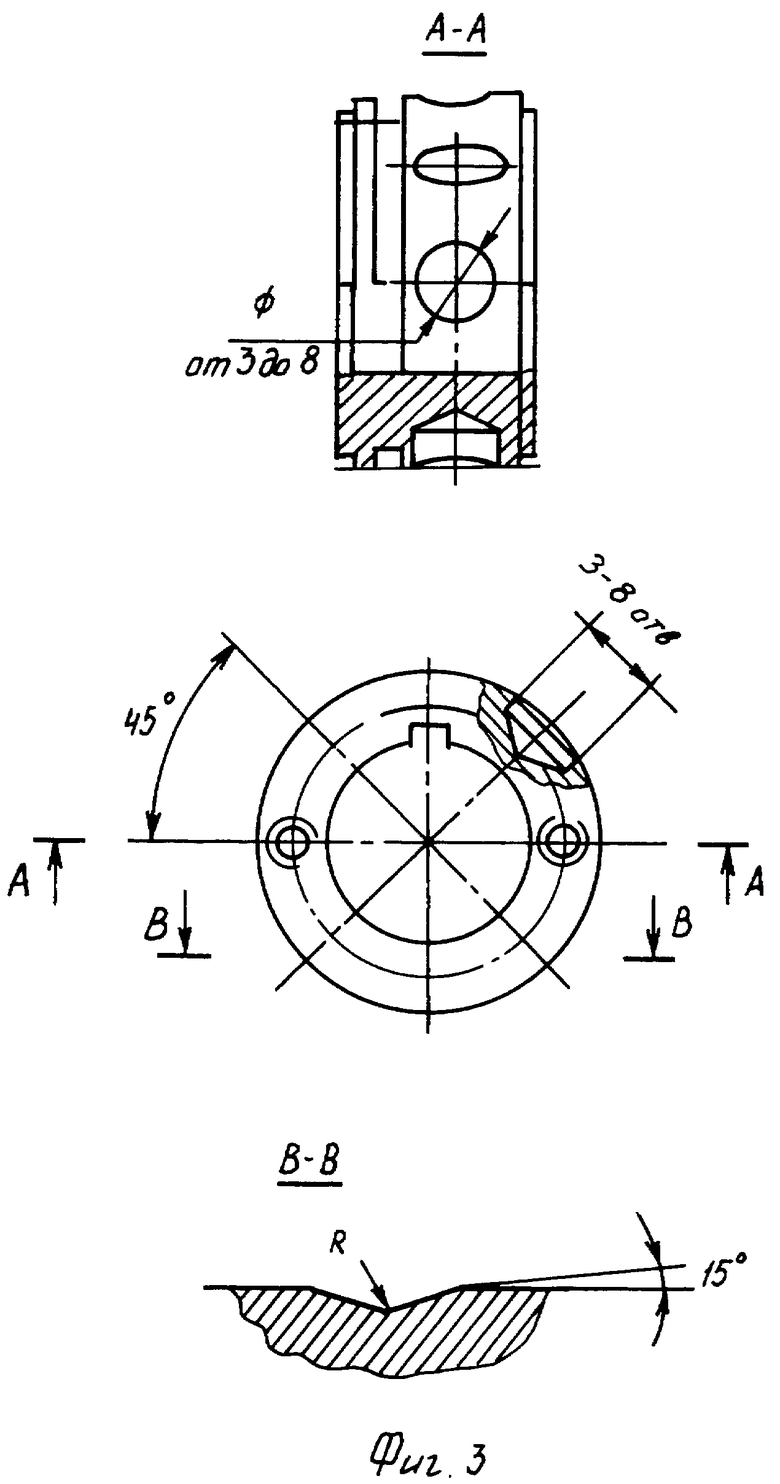
Для жесткого соединения диска с шестерней на наружной поверхности ступицы имеются от 3 до 8 выемок предпочтительно в виде круглых или квадратных углублений с параллельными в радиальном направлении образующими и фасками по краям.
Уменьшенные ребра жесткости по своей длине составляют от 1/100 до 1/5 от диаметра шестерни.
Выемки на наружной поверхности ступицы имеют диаметр от 1/4 до 1/3 ширины ступицы и глубину от 1/5 до 1/12 диаметра ступицы.
Для повышения надежности крепления шестерни в продольном направлении на наружной поверхности ступицы могут иметь место проточки по окружности ступицы шириной от 1/10 до 1/5 ширины ступицы.
Количество ребер жесткости составляет от 8 до 24, предпочтительно 12-16.
Полимерный диск с венцом и малые диски шестерни предпочтительно изготавливать из наполненных стекловолокном композиций полиамидов 6 или 66, модифицированных полиолефинами или каучуками, марок Армамид ПАСВ30-1Э, ПАСВ30-1ЭТМ, ПАСВ30-2ТАФ, ПАСВМН40-1.
Ступица изготавливается из чугуна или стали, более предпочтительно из металлических пресспорошков типа ПК40К-64, и в этом случае за одну операцию получается ступица, не требующая большой, трудоемкой, многостадийной механической обработки, т.е имеется готовая ступица.
Общая схема конструкции 16-реберной косозубой шестерни приведена на фиг.1, где 1 - ступица (фиг.2, 3); 2 - полимерный диск; 3 - косозубый венец; 4 - ребра жесткости, предпочтительно 16.
Фиг.2 - ступица, с ребрами жесткости меньшей длинны в количестве от 2 до 6; 5 - круглые приливы на диске шестерни для установки отметчиков на впрысковой шестерне.
Технология производства шестерни иллюстрируется примером.
Пример
Для изготовления пластмассовой косозубой шестерни на соответствующий термопластавтомат устанавливается прессформа. В разогретый цилиндр подают стеклонаполненную композицию полиамида Армамид ПАСВ30-1Э, после чего раскрывают прессформу и на знак (центральный вал) надевают разогретую ступицу, имеющую на внешней поверхности 4 выемки. Затем прессформу смыкают и в нее под давлением 70-100 МПа подают указанную выше разогретую до 230-280°С композицию полиамида.
Заполненную прессформу охлаждают до 60-80°С и готовую косозубую шестерню выталкивают из прессформы (общий цикл 2-3 мин). Шестерню охлаждают при комнатной температуре в течение 24 часов, далее готовое изделие передается на контрольные замеры, затем на стендовые и эксплуатационные испытания.
Изготовленные косозубые шестерни с вариантами ступиц, в том числе стандартные применяемые на ОАО «УМЗ», ОАО «ЗМЗ», и по прототипу, устанавливались в двигатели для проведения сравнительных стендовых и эксплуатационных испытаний.
Сравнительные испытания на предмет прочности на прогиб с выпресовкой ступицы для различных конструкций косозубых шестерен, проведенные на прессе в лаборатории ОАО «УМЗ», г.Ульяновск, представлены в таблице.
Для испытаний были взяты по 4 образца каждой шестерни различных конструкций: 1 - шестерни без приливов с традиционной ступицей, имеющей выступы; 2 - шестерни с приливами для впрыскового двигателя с традиционной ступицей, имеющей выступы; 3 - шестерни для впрыскового двигателя со ступицей, имеющей 8 выемок; 4 - шестерни для впрыскового двигателя со ступицей, имеющей 4 выемки и проточку.
С указанными выше ступицами, представленными на фиг.2, 3, были проведены 400-часовые стендовые испытания на двигателях с впрыском топлива (модель 42115СР, 4218СР) и ходовые на автомобилях УАЗ, ГАЗ (Бюро надежности ОАО «УМЗ»). Испытуемые шестерни прошли от 80 до 100 тыс. км без замечаний, без раскачивания ступиц на оси. Шестерни со ступицами по прототипу теряют свою прочность, вследствие чего сбивается зажигание, двигатель работает неустойчиво. Шестерни со ступицами, имеющими паз (проточку) (фиг.3), препятствуют такому ослаблению крепления, особенно в поперечно-осевом направлении, и, кроме того, центрируют диск шестерни в двигателе при широком диапазоне рабочих температур от -45 до 160°С. Ходимость впрысковых косозубых шестерен с приливами на диске, на которых установлены отметчики с различными ступицами, к настоящему времени превышает 200000 км пробега в различных климатических зонах России. Технический результат изобретения состоит в том, что:
- изготовленные косозубые шестерни газораспределительного механизма предназначены для использования в впрысковом двигателе, отвечающем требованиям Евро 3 и Евро 4; они могут быть применены и в обычных двигателях, как, например, УМЗ 417;
- повышается прочность диска и снижается износ ступицы за счет устойчивости шестерни к поперечным и продольным нагрузкам;
- повышается ходимость шестерни за счет большей прочности и жесткости сцепления ступицы и диска шестерни; в этом случае зажигание в двигателе работает устойчиво;
- снижается вес шестерни на 20-25% за счет применения менее материалоемкой ступицы;
- существенно уменьшается (на 3-4 дБ) шумность работы двигателя за счет использования полиамидных композиций, модифицированных полиолефинами, каучуками;
- сокращается цикл литья на 10-15% за счет повышения текучести расплава при применении композиций, имеющих добавки, и отсутствия выступов на внешней поверхности ступицы;
- существенно упрочняется диск шестерни при возможных ее прогибах с 1300-1500 кг/мм до 2200-2500 кг/мм прогиба.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОСОЗУБАЯ ШЕСТЕРНЯ | 1999 |
|
RU2194896C2 |
| КОСОЗУБАЯ ШЕСТЕРНЯ | 1991 |
|
RU2016296C1 |
| СПОСОБ ЧИСТОВОЙ ОБКАТКИ ПЛАСТМАССОВЫХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2207954C2 |
| Зубчатое колесо | 2024 |
|
RU2829579C1 |
| РУЧНОЕ ГАЗОПЛАМЕННОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2010 |
|
RU2458285C2 |
| АВТОМАТИЗИРОВАННАЯ КОРОБКА ПЕРЕДАЧ | 2010 |
|
RU2437011C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |
| Зубчатая передача | 1989 |
|
SU1716217A1 |
| СОСТАВНОЕ ЗУБЧАТОЕ КОЛЕСО | 1991 |
|
RU2019771C1 |
| Устройство для прокручивания рабочего органа уборочной машины при его забивании | 1981 |
|
SU965384A1 |

Изобретение относится к области машиностроения, в частности к зубчатым передачам, используемым для машин и механизмов, приборов и аппаратов, в т.ч. для применения в двигателях транспортных средств, а также в других отраслях промышленности. Косозубая шестерня содержит металлическую ступицу (1), жестко соединенный с ней полимерный диск (2) с ребрами (4) жесткости, переходящий в зубчатый венец (3), на поверхности основного полимерного диска выполнены 2 или 4 прилива в виде дисков меньшего размера предпочтительно с диаметром от 1/20 до 1/4 диаметра косозубой шестерни, некоторое количество ребер (4) жесткости имеют уменьшенную длину предпочтительно от 2 до 6 штук с длиной от 1/100 до 1/5 диаметра шестерни, а на наружной цилиндрической поверхности ступицы (1) имеются выемки предпочтительно от 3 до 8 с диаметром от 1/4 до 1/3 ширины ступицы и глубиной от 1/5 до 1/12 диаметра ступицы и/или проточки по окружности ступицы шириной от 1/10 до 1/5 ширины ступицы. Изобретение позволяет повысить прочность диска, устойчивость шестерни к поперечным и продольным нагрузкам, увеличить прочность и жесткость сцепления ступицы и диска шестерни, улучшить текучесть расплава. 9 з.п. ф-лы, 3 ил., 1 табл.
1. Косозубая шестерня, содержащая металлическую ступицу, жестко соединенный с ней полимерный диск с ребрами жесткости, переходящий в зубчатый венец, отличающаяся тем, что на поверхности основного полимерного диска выполнены 2 или 4 прилива в виде дисков меньшего размера, причем некоторое количество ребер жесткости имеют уменьшенную длину, а на наружной цилиндрической поверхности ступицы имеются выемки и/или проточки.
2. Косозубая шестерня по п.1, отличающаяся тем, что приливы имеют диаметр от 1/20 до 1/4 диаметра косозубой шестерни.
3. Косозубая шестерня по п.1, отличающаяся тем, что количество ребер жесткости уменьшенной длины составляет от 2 до 6.
4. Косозубая шестерня по п.1, отличающаяся тем, что наружная поверхность ступицы имеет от 3 до 8 выемок.
5. Косозубая шестерня по п.3, отличающаяся тем, что длина уменьшенных ребер жесткости составляет от 1/100 до 1/5 диаметра шестерни.
6. Косозубая шестерня по п.4, отличающаяся тем, что выемки имеют диаметр от 1/4 до 1/3 ширины ступицы и глубину от 1/5 до 1/12 диаметра ступицы.
7. Косозубая шестерня по п.4, отличающаяся тем, что на наружной поверхности ступицы имеется проточка по окружности ступицы шириной от 1/10 до 1/5 ширины ступицы.
8. Косозубая шестерня по п.1, отличающаяся тем, что количество ребер жесткости составляет от 8 до 24.
9. Косозубая шестерня по п.1, отличающаяся тем, что полимерный диск с венцом и малые диски выполнены из наполненных композиций полиамидов, предпочтительно стеклонаполненного полиамида 6 или 66, модифицированных полиолефинами или каучуками, марок Армамид ПАСВ30-1Э, ПАСВ 30-1ЭТМ, ПАСВ30-2ТАФ, ПАСВМН40-1.
10. Косозубая шестерня по п.1, отличающаяся тем, что ступица выполнена из чугуна, или стали, или металлических пресс-порошков типа ПК40К-64.
| КОСОЗУБАЯ ШЕСТЕРНЯ | 1991 |
|
RU2016296C1 |
| КОСОЗУБАЯ ШЕСТЕРНЯ | 1999 |
|
RU2194896C2 |
| ЗУБЧАТОЕ КОЛЕСО | 0 |
|
SU184566A1 |

