Изобретение относится к области обработки изделий из пластмасс, в частности к способу чистовой обкатки пластмассовых зубчатых колес, используемых в машиностроении для машин и механизмов, приборов и аппаратов.
В настоящее время для изготовления зубчатых колес используется широкая номенклатура конструкционных пластмасс, однако они уступают по ряду показателей традиционно применяемым в производстве зубчатых колес металлам, но превосходят их по технологичности изготовления, простоте обрабатываемости, улучшенной демпфирующей способности, обуславливающей снижение массы передачи, уменьшение шума, вибрации, потерь на трение и снижение расходов на изготовление колес и обслуживание зубчатого механизма.
Известен способ изготовления пластмассовых зубчатых колес методом литья под давлением (Белый В. и др. Зубчатые передачи из пластмасс. Минск: Наука и техника, 1965, с.30).
Однако при формовании зубчатых колес из термопластов литьем под давлением важнейшей задачей является изготовление изделий с требуемой точностью. Отклонение геометрических размеров изготавливаемых колес от номинальных зависит главным образом от конструкции литьевой формы и, главное, параметров технологического процесса и теплофизических свойств полимера.
Известны способы изготовления литьевых зубчатых колес повышенной точности:
- повышение точности зубчатых колес достигается армированием пластмассовых зубчатых колес металлом. Наиболее широкое применение получила арматура в виде металлической ступицы, которая не только повышает точность колеса, но улучшает крепление колес на валу (Белый В. и др. Металлополимерные зубчатые передачи. Минск: Наука и техника, 1981, с.101);
- способ изготовления изделий свободным литьем, в частности шестерен и зубчатых колес, из капролона предусматривает использование как металлической арматуры (металлическая ступица), так и армирование волокнистым стеклонаполнителем, что позволяет повысить точность изделий, уменьшить внутренние напряжения, возникающие между металлической арматурой и полимером (SU 191102 А1, 1967);
- повышение точности и стабильности оформляющих размеров обеспечивается способом изготовления толстостенных литьевых изделий, состоящем в подпитке оформляющей полости из дополнительных полостей после затвердевания расплава в литниковых каналах, сочетающем использование давления и разогрева в дополнительных полостях (SU 844358, 07.07.1981).
Наиболее близким по технической сущности и достигаемому результату к предлагаемому способу является способ изготовления пластмассовых, в частности полиамидных, зубчатых колес с формованным зубом накаткой, обеспечивающий повышение качества изделия за счет дополнительного осуществления чистовой обкатки зубьев инструментом, аналогичным инструменту, применяемому для формирования зуба - роликом, температура которого ниже температуры нагретого ролика (SU 645534 А, 30.01.1979).
Способ предусматривает различные варианты использования формующего и обкатывающего роликов с точки зрения их температуры: в начале процесса нарезают зубья, используя одновременно и нагретый и холодный ролики, в конце процесса осуществляют чистовую обкатку холодным роликом, при этом можно осуществлять обкатку как нагретой, так и холодной цилиндрической заготовки.
В качестве примера в патенте приводится чистовая обкатка холодным роликом с температурой 20oС заготовки зубчатого колеса из нейлона при скорости вращения 30 об/мин. Однако ни одной характеристики, подтверждающей улучшение качества изделия, в описании к патенту не приводится. Кроме того, предложенное в патенте SU 645534 техническое решение относится только к изготовлению и чистовой обкатке пластмассовых зубчатых колес с использованием метода накатки, что ограничивает его применение. К недостаткам этого способа также можно отнести невозможность получения формы зуба с заданными характеристиками, используя для обкатки ролик.
Задачей изобретения является получение высокоточной геометрии зуба косозубых или прямозубых колес, получаемых методом литья под давлением, из пластмасс с формованным зубом и металлической ступицей.
Технический результат, достигаемый при реализации данного изобретения, заключается в улучшении технических и эргономических характеристик пластмассовых зубчатых колес.
Указанный технический результат достигается тем, что способ чистовой обкатки пластмассовых зубчатых колес с формованным зубом, изготовленных методом литья под давлением, осуществляют с использованием обкатывающего инструмента, представляющего собой нагретое металлическое зубчатое колесо.
Обкатку пластмассового колеса проводят при температуре обкатываемого колеса от комнатной до 280oС, а обкатывающего колеса от 60 до 280oС.
Обкатку осуществляют при числе оборотов обкатывающего колеса от 60 до 5000 об/мин, при этом время обкатки, как правило, не превышает 1 мин.
В качестве пластмассы могут быть применены немодифицированные ненаполненные термопласты, например полиамид 6, или модифицированный наполненный термопласт, например "Армамид ПА СВ 30-1ЭТМ".
Также используют полиолефины, полиэфиры, полиформальдегид, полисульфон, полиамиды и др., предпочтительно полиамиды, имеющие наилучшие показатели усадки, работающие в интервале температур от -40 до 200oС. Лучшие результаты показывают модифицированные термопласты, в частности полиамид, модифицированный полиизобутиленовым каучуком.
В качестве наполнителей для указанных термопластов могут быть использованы минеральные и органические, волокнистые и дисперсные наполнители, такие как углеродные, карбидные, нитрильные, базальтовые, стеклянные и др., предпочтительно стекловолокно, и/или органические наполнители, например целлюлозное волокно.
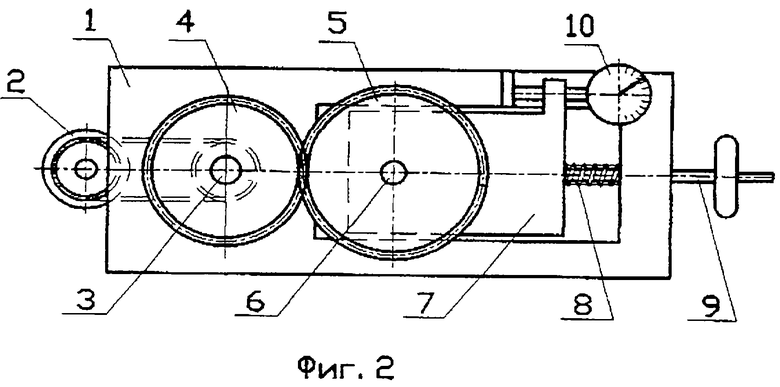
Сущность изобретения поясняется чертежами, где на фиг.1 изображен общий вид устройства, реализующего данный способ; на фиг.2 - то же, вид сверху.
Устройство для чистовой обкатки включает станину 1 с закрепленными на ней электромотором 2 с фиксируемым или регулируемым числом оборотов, передающим вращение на вал 3 непосредственно или с помощью механической передачи (ремень, цепь, шестерня), на котором закреплено металлическое обкатывающее зубчатое колесо 4, входящее в беззазорное зацепление с обкатываемым пластмассовым колесом 5, закрепленной на валу 6 каретки 7, установленной с возможностью перемещения в направляющих станины и поджимаемой к обкатывающему колесу пружиной 8 или винтом 9; перемещение каретки 7 фиксируется по шкале 10 станины 1 и по индикатору 11, закрепленному на каретке 7 и упирающемуся в станину 1. Устройство содержит узел торможения в виде установленного на валу 6 барабана 12, к которому с выбранным усилием Р, равным 0-30 кгс, поджимается ленточный или колодочный тормоз 13. Тормозящий момент создается также с помощью электрогенератора 14.
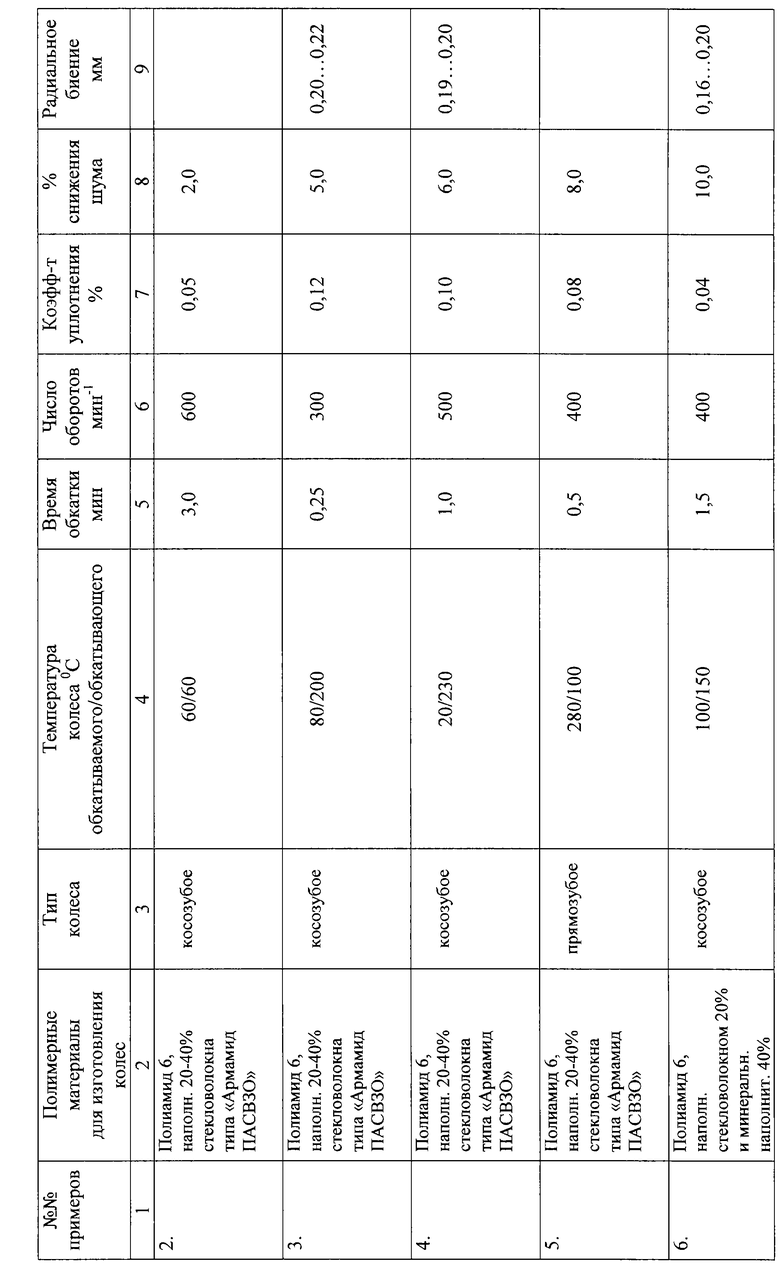
Пример 1. Для изготовления косозубого колеса (модуль 2,5, наружный диаметр 108,7 мм) с параметрами зубьев (Z=37, угол наклона зуба 24o) из армированного полиамида марки "Армамид ПА СВ 30-1ЭТМ" (полиамид 6, наполненный 30 мас.% стекловолокна, модифицированный каучуком), охлажденное после литья до температуры 100oС зубчатое колесо закрепляют на валу 6 каретки 7. Обкатывающее металлическое колесо 4 с параметрами (Z=37, модуль 2,5), нагретое до температуры 200oС, закрепляют на валу 3. Величина зазора между обкатываемым и обкатывающим колесами 0,18 мм.
Обкатку ведут при числе оборотов обкатывающего колеса 400 мин-1 в течение 30 с. Усилие торможения 20 кгс. Коэффициент уплотнения 0,15%, снижение шума 7%, радиальное биение 0,15-0,20.
Сведения по примерам 2-12 и контрольному примеру представлены в таблице.
Коэффициент уплотнения, характеризующий повышение прочности зубьев, радиальное биение, определяющее точность геометрии зубчатого венца, и процент снижения шума определялись в сравнении с контрольным примером, выполненным в соответствии с примером 1, но без обкатки.
Как видно из представленной таблицы, изготовленные в соответствии с изобретением колеса характеризуются повышенной на 0,04-0,22% прочностью (коэффициент уплотнения) и снижением шума в процессе эксплуатации двигателей на 2-12% (5-9 дБ). При этом получены колеса с зубьями, параметры которых незначительно отличаются от заданных, что подтверждается уменьшением радиального биения зубчатого венца на 6-17%.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОСОЗУБАЯ ШЕСТЕРНЯ | 2008 |
|
RU2381401C1 |
| КОСОЗУБАЯ ШЕСТЕРНЯ | 1991 |
|
RU2016296C1 |
| Способ изготовления пластмассовых зубчатых колес накаткой | 1973 |
|
SU645534A3 |
| КОСОЗУБАЯ ШЕСТЕРНЯ | 1999 |
|
RU2194896C2 |
| ЧЕРВЯЧНОЕ ЗУБЧАТОЕ КОЛЕСО И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО КОМПОЗИТНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2005 |
|
RU2389594C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ПУТЕМ ПОЛИМЕРИЗАЦИИ ЛАКТАМОВ В ФОРМАХ | 1995 |
|
RU2133672C1 |
| Способ поверхностной термомеханической обработки металлических изделий | 1980 |
|
SU964013A1 |
| Инструмент для обкатки зубчатых колес | 1989 |
|
SU1616749A1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОГО ФОРМОВАННОГО ИЗДЕЛИЯ | 2010 |
|
RU2515522C2 |

Способ относится к области обработки изделий из пластмасс, в частности к способу чистовой обкатки пластмассовых зубчатых колес, используемых в машиностроении для машин и механизмов, приборов и аппаратов. Способ чистовой обкатки пластмассовых зубчатых колес с формованным зубом, изготовленных методом литья под давлением, осуществляется с использованием обкатывающего инструмента, представляющего собой нагретое металлическое зубчатое колесо. Данный способ позволяет улучшить технические и эргономические характеристики пластмассовых зубчатых колес. 6 з.п.ф-лы, 2 ил., 1 табл.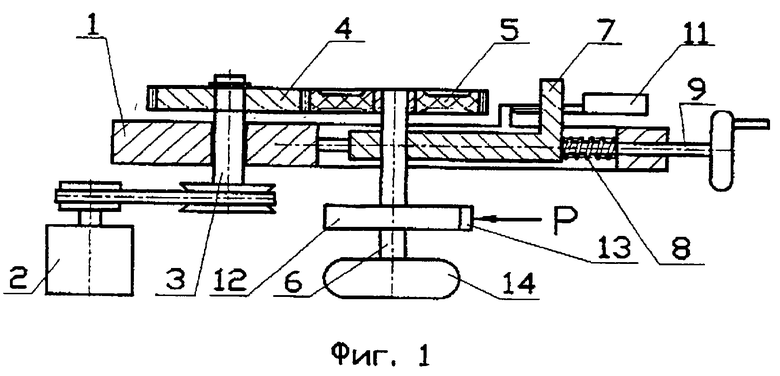
| Способ изготовления пластмассовых зубчатых колес накаткой | 1973 |
|
SU645534A3 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| БЕЛЫЙ В | |||
| и др | |||
| Зубчатые передачи из пластмасс | |||
| - Минск: Наука и техника, 1965, с.30-41 | |||
| US 3361004 А, 02.06.1968. | |||

