Настоящее изобретение относится к топливным элементам на основе полимерных мембран, а точнее к способам сборки мембранно-электродных блоков топливных элементов на основе полимерных мембран, в частности мембран из полибензимидазолов, допированных протон-проводящим жидким электролитом.
Известен способ сборки мембранно-электродного блока топливного элемента на основе мембраны из полимера (в том числе класса полибензимидазолов), допированной сильной кислотой (в том числе фосфорной) до степеней не менее 200 мол.%. Получение такой мембраны раскрыто, например, в WO 9613872. Однако для достижения высоких разрядных характеристик топливного элемента на основе подобных мембран требуются высокие значения протонной проводимости (до 0.1 См/см), которые достигаются лишь при высоких степенях допирования мембран. При таких степенях допирования механические характеристики мембраны существенно деградируют в сравнении с недопированной пленкой того же полимера. Это осложняет процесс сборки мембранно-электродного блока. Другим недостатком данного известного способа является двустадийность процесса предподготовки мембран для сборки: сначала мембрана должна быть отлита из раствора в органическом растворителе с последующим полным его уходом, затем продопирована в кислоте (например, фосфорной), что усложняет технологию получения мембранно-электродного блока.
Известен одностадийный способ предподготовки мембран, раскрытый, например, в WO 9737396, при котором мембрану, в том числе из полибензимидазолов, получают непосредственно в допированном состоянии. Согласно этому способу мембрану отливают из раствора в смеси трифторуксусной и фосфорной кислот. После испарения трифторуксусной кислоты получают мембрану, содержащую только фосфорную кислоту в требуемом количестве. Недостатками этого способа является, во-первых, необходимость использовать значительные количества экологически небезопасной и химически агрессивной трифторуксусной кислоты, во-вторых, получаемая мембрана, содержащая фосфорную кислоту (т.е. допированная), также характеризуется невысокими механическими характеристиками, что усложняет процесс сборки мембранно-электродного блока.
Известен способ получения мембран, в том числе из полибензимидазолов, для мембранно-электродных блоков топливных элементов WO 9814505, согласно которому используют коагуляционную ванну, содержащую осадитель для полимера. В эту ванну помещают полимерную пасту, приготовленную из полимера и растворителя для данного полимера. Такой способ позволяет получить микропористую полимерную мембрану. Затем ее помещают в смеси нерастворителя для полимера (например, воды) и допирующего агента (например, фосфорной кислоты), которые пропитывают пористую структуру пленки. Механические свойства микропористой мембраны, содержащей воду и кислоту, достаточны для проведения сборки мембранно-электродного блока. После сборки и вывода мембранно-электродного блока на рабочий режим вода должна уходить из полимерной мембраны, что должно приводить к схлопыванию пористой структуры, обеспечивая однородное распределение допирующего агента - фосфорной кислоты, в толще полимера. Недостатком данного способа является многостадийность процесса предподготовки мембраны, включающего стадии помещения полимерной пасты в коагуляционную ванну и последующего допирования сформировавшейся микропористой мембраны.
Все указанные выше способы основаны на применении при сборке мембранно-электродного блока мембраны в полностью допированном состоянии, т.е. уже содержащей требуемое количество кислоты. Такая мембрана не может храниться при нормальных условиях (ненулевой относительной влажности), поскольку будет поглощать влагу из окружающей среды, что приведет к разбавлению и потерям допирующего агента - фосфорной кислоты. Это накладывает ограничение на технологический процесс - сборка мембранно-электродного блока на технологической линии должна производиться, по возможности, непосредственно после получения мембраны в допированном состоянии.
Кроме того, мембрана в недопированном или частично допированном состоянии характеризуется лучшими механическими свойствами и большей механической стабильностью по сравнению с полностью допированной мембраной. Механически более стабильная мембрана удобнее в обращении при сборке мембранно-электродного блока. Технологически, процесс сборки упрощается при использовании механически более стабильных мембран. Поэтому, если при сборке мембранно-электродного блока удавалось бы использовать недопированную или частично (неполностью) допированную мембрану, то, во-первых, при транспортировке или хранении такой подготовленной мембраны не возникло бы жестких ограничений на влажность атмосферы, во-вторых, процесс сборки был бы технологически проще.
Известен способ сборки мембранно-электродного блока топливного элемента, при котором исходно недопированную или частично допированную фосфорной кислотой полибензимидазольную матрицу-мембрану приводят в контакт с предварительно пропитанными фосфорной кислотой электродами с последующей сборкой мембранно-электродного блока, в том числе методом горячего прессования. Такой способ сборки раскрыт, в частности, в патентной заявке WO 2004/066428. Газодиффузионный электрод служит, таким образом, резервуаром допанта - фосфорной кислоты для мембраны. В предпочитаемой реализации количество допанта в электродах составляет от 60% до 120% по весу от массы мембраны. В процессе либо применяемого далее горячего прессования, либо вывода собранного мембранно-электродного блока в рабочий диапазон температур имеет место перераспределение фосфорной кислоты в составе МЭБ и значительное ее количество переходит в полимерную мембрану. При этом даже исходно недопированная мембрана принимает требуемое количество кислоты, чтобы ее протонная проводимость приближалась к значениям около 0.1 См/см. Мембранно-электродные блоки, собранные таким способом, позволяют достигать напряжения 0.6 В при плотности тока 0.4 А/см2 при температуре 160°С и приложении избыточного давления газовых реагентов - водорода и воздуха. Недостатком этого способа является необходимость пропитки фосфорной кислотой пористой структуры газодиффузионных электродов, поверхность которых целесообразно гидрофобизировать для предотвращения затопленности в процессе работы топливного элемента. Пропитка гидрофобизованных электродов фосфорной кислотой может быть затруднительна в силу выраженных репеллентных свойств таких электродов не только по отношению к воде, но и к фосфорной кислоте. Снижение степени гидрофобизации пористой структуры электродов возможно, однако требует более тщательного дозирования вводимой в мембранно-электродный блок жидкой фосфорной кислоты, избыток которой способен заблокировать транспорт газов. При этом в силу возможных потерь фосфорной кислоты с водой, особенно в процессах запуска-остановки топливного элемента, целесообразно вводить фосфорную кислоту с некоторым избытком для поддержания требуемого уровня протонной проводимости мембраны в течение всего времени работы топливного элемента. Хотя введение фосфорной кислоты в гидрофобизованные электроды возможно, если использовать ее смеси с модифицирующими смачиваемость агентами (например, спиртами), впоследствии подлежащими удалению путем испарения или отжига, однако в обоих случаях, после вывода на режим мембранно-электродного блока, переход кислоты в мембрану будет неполным, и в газодиффузионном слое катода останутся следы фосфорной кислоты, которые в присутствие воздуха или кислорода будут окислять поверхность углеродного материала и вызывать деламинацию гидрофобизующего покрытия от его поверхности. В результате потери гидрофобности газодиффузионных слоев смачиваемость их пористой структуры фосфорной кислотой в этих локальных участках увеличится, что может привести опять же к затоплению и блокировке транспорта газового реагента-окислителя.
Техническим результатом заявленного технического решения является упрощение технологии сборки мембранно-электродного блока.
Механические характеристики недопированной или частично допированной полимерной пленки из полибензимидазолов выше, чем у полностью допированной фосфорной кислотой мембраны из того же полимера. Недопированную или частично допированную пленку можно хранить в условиях, жестко не ограниченных значением влажности атмосферы. Использование недопированной или частично допированной пленки при сборке мембранно-электродного блока существенно упрощает технологию сборки в силу высокой механической стабильности такой пленки в сравнении с допированной мембраной. Однако реализация сборки мембранно-электродного блока с исходно недопированной или частично допированной пленкой подразумевает необходимость перевода пленки в мембрану путем ее допирования или додопирования в процессе сборки. Заявляемый способ реализации такой сборки лишен недостатков прототипа, раскрываемого в заявке WO 2004/066428, поскольку не зависит от степени гидрофобности электродов, не требует применения каких-либо добавок, модифицирующих смачиваемость электродов, и не приводит к появлению остаточных следов допирующего агента - фосфорной кислоты в электродах.
Сущность предлагаемого способа состоит в дополнительном использовании специальной допирующей пасты, содержащей допирующий агент и наполнитель - стабилизатор пасты. В качестве допирующего агента наиболее предпочтительно использовать фосфорную кислоту. В качестве наполнителя - стабилизатора пасты могут быть использованы нерастворимые или слабо растворимые в фосфорной кислоте дисперсные углеродные частицы (печная сажа, ацетиленовая сажа, нанотрубки, коммерческий дисперсный углеродный материал, такой как Vulcan XC72r и его аналоги), дисперсные керамические частицы (карбида кремния, нитрида кремния; оксидов, например кремния, алюминия, циркония; фосфатов, например циркония; кислых фосфатов, например циркония; сульфатов, например бария; частиц минералов, например глин, цеолитов, силикатов и т.п.), дисперсные полимерные частицы (дисперсный полибензимидазол, дисперсный политетрафторэтилен, дендримеры, сверхразветвленные полимерные структуры, другие дисперсные полимерные частицы), либо волокнистые структуры (углеродное волокно, стекловолокно, полимерное волокно). Оптимальный размер дисперсных частиц, стабилизирующих пасту, определяется свойствами материала (его взаимодействием с допирующим агентом), но, как правило, составляет от десятков до единиц микрон и менее. При этом размер отдельных звеньев цепочечных структур может составлять единицы нанометров. Диаметр волокнистых и фибриллярных структур может лежать в диапазоне от десятков микрон до десятков нанометров.
Указанная паста при сборке мембранно-электродного блока помещается между полимерной мембраной и активным слоем газодиффузионных электродов. Способы нанесения пасты включают намазывание, напыление, трафаретную печать, перенесение с матрицы (трафарета), нанесение кистью, нанесение с применением распределяющего лезвия и т.п. Паста может быть нанесена как на активные слои электродов, с последующим размещением мембраны между двумя электродами, так и на поверхность мембраны - последовательно, сначала на одну сторону, затем, после соединения этой стороны с электродом, на другую сторону, с последующим присоединением второго электрода, либо комбинацией этих подходов (нанесение и на мембрану, и на электроды).
Сущность изобретения поясняется чертежами.
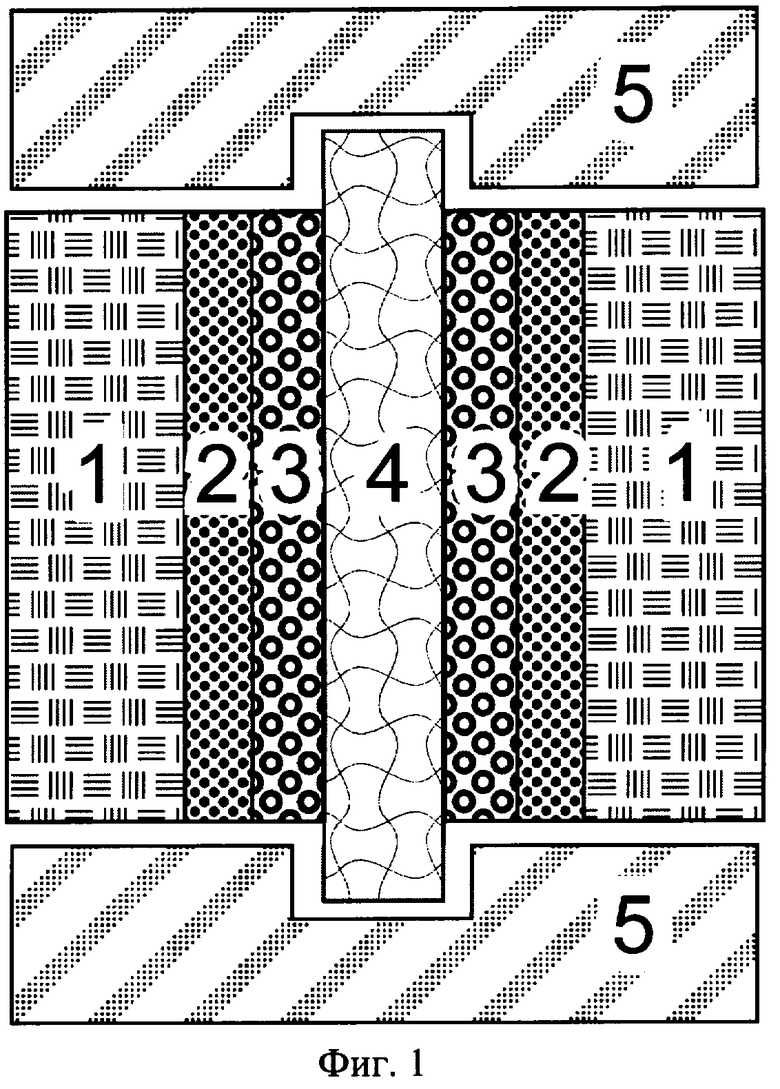
Фиг.1 изображает схему сборки мембранно-электродного блока. Цифрами на схеме указаны: газодиффузионные электроды с газодиффузионными слоями 1 и активными слоями 2, допирующая паста 3, мембрана 4, уплотняющие прокладки 5.
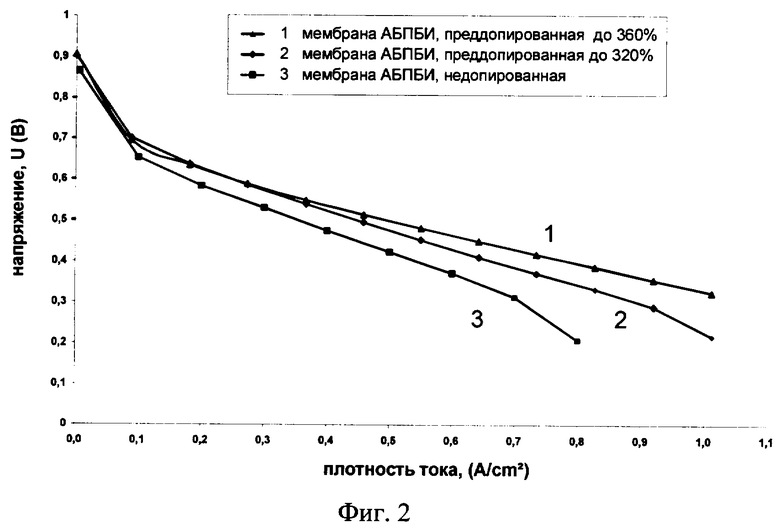
Фиг.2 представляет результаты тестирования МЭБ, собранных с применением допирующей пасты, при использовании стандартных электродов Pemeas и различных мембран: преддопированной до 360% АБПБИ (кривая 1), преддопированной до 320% АБПБИ (кривая 2), недопированной АБПБИ (кривая 3). Тестирование проведено при 160°С с использованием водорода и воздуха в качестве газовых реагентов при атмосферном давлении реагентов и без увлажнения.
На фиг.1 показана схема сборки мембранно-электродного блока. В одной из возможных реализаций на активные слои 2 обоих газодиффузионных электродов наносят допирующую пасту 3, после чего приводят в контакт оба электрода с двумя сторонами мембраны 4, ориентируя электроды активными слоями 2 с нанесенной пастой 3 к мембране 4. Кроме того, дополнительно могут быть использованы уплотняющие прокладки 5 для обеспечения герметичности и равномерности контакта мембраны и электродов. После этого собранный мембранно-электродный блок может быть подвергнут горячему прессованию при температуре в диапазоне 150-250°С и требуемом давлении, определяемом площадью электродов и прокладок.
В процессе сборки в качестве мембраны может быть использована любая полимерная мембрана, приобретающая после допирования способность к протонному транспорту, например мембрана АБПБИ производства компании FuMA-Tech (продукт Fumapem-A). В качестве допирующего агента может быть использована любая малолетучая кислота, например фосфорная. В качестве электродов могут быть использованы либо любые готовые коммерческие электроды для мембранно-электродных блоков топливных элементов, содержащие платину в качестве катализатора, например продукт компании Pemeas, либо электроды, самостоятельно приготавливаемые перед сборкой нанесением платиносодержащего активного слоя на пористые электропроводящие и газопроницаемые газодиффузионные слои, например тканые или нетканые углеродные материалы.
Пример 1.
В качестве допирующего агента используют фосфорную кислоту. В качестве стабилизирующего наполнителя пасты - углеродный дисперсный материал Vulcan XC72r. В качестве мембраны используют полимерную полибензимидазольную мембрану АБПБИ производства компании FuMA-Tech (материал Fumapem-A), предопированную до 320% (мас). В качестве электродов - стандартный коммерческий электрод производства компании Pemeas, содержащий платину в активном слое. Размер электродов составляет 5×5 см. Активная площадь, ограниченная уплотнительными прокладками, составляет 16 см3. Сажу Vulcan вручную перемалывают в керамической ступке и смешивают с фосфорной кислотой. Соотношение компонентов пасты следующее: 85% фосфорная кислота: сажа Vulcan=95:5. Пасту наносят и на электрод и на мембрану стеклянной палочкой. Общее содержание чистой фосфорной кислоты составляет около 50 мг/см2 на стороне катода и 30 мг/см2 на стороне анода. Большее количество, особенно на стороне катода, использовать нецелесообразно, поскольку происходит выдавливание пасты из мембранно-электродного блока. После нанесения пасты собирают мембранно-электродный блок и устанавливают в измерительную ячейку. Горячее прессование не применяют. Ячейку затягивают болтами с фиксацией усилия на уровне 1 H/мм2. На ячейку подают азот (в оба канала), поднимая температуру до 160°С. После нагрева проводят тестирование при фиксированной температуре 160°С, при этом на анод и катод подают чистый водород и воздух без избыточного давления. Увлажнение газовых реагентов не используют. Типичные разрядные характеристики собранного описанным способом мембранно-электродного блока приведены на фиг.2 - кривая 2.
Пример 2.
В условиях примера 1 используют соотношение компонентов пасты: 85% фосфорная кислота: сажа Vulcan=90:10. В качестве мембраны используют полимерную полибензимидазольную мембрану АБПБИ производства компании FuMA-Tech (материал Fumapem-A): либо предопированную до 360%, либо недопированную. Пасту наносят и на электрод, и на и мембрану кистью. Типичные разрядные характеристики собранного описанным способом мембранно-электродного блока приведены на фиг.2 - кривая 1 соответствует преддопированной до 360% мембране, кривая 3 соответствует недопированной мембране.
Изобретение промышленно применимо для сборки мембранно-электродных блоков с использованием частично допированных или недопированных мембран на основе полибензимидазолов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ТОПЛИВНОГО ЭЛЕМЕНТА, СПОСОБ ФОРМИРОВАНИЯ АКТИВНОГО СЛОЯ ЭЛЕКТРОДА И ПРИМЕНЕНИЕ ЭЛЕКТРОДА | 2008 |
|
RU2355071C1 |
| МЕМБРАННО-ЭЛЕКТРОДНЫЙ БЛОК (МЭБ) ДЛЯ КИСЛОРОДНО(ВОЗДУШНО)-ВОДОРОДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2328797C1 |
| МЕМБРАННО-ЭЛЕКТРОДНЫЙ БЛОК ТОПЛИВНОГО ЭЛЕМЕНТА | 2011 |
|
RU2462797C1 |
| МЕМБРАННО-ЭЛЕКТРОДНЫЙ БЛОК (МЭБ) ДЛЯ ТОПЛИВНОГО ЭЛЕМЕНТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2331145C1 |
| Электродная сборка для топливного элемента без протонообменной мембраны, способ ее получения и топливный элемент | 2021 |
|
RU2793458C1 |
| ПРОТОНПРОВОДЯЩАЯ МЕМБРАНА | 2008 |
|
RU2382672C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МЕМБРАН-ЭЛЕКТРОДНЫХ БЛОКОВ | 2013 |
|
RU2563029C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОТОНПРОВОДЯЩИХ ПОЛИМЕРНЫХ МЕМБРАН | 2007 |
|
RU2336604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННО-ЭЛЕКТРОДНОГО БЛОКА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2023 |
|
RU2805994C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ ПРОТОНООБМЕННАЯ МЕМБРАНА, ИСПОЛЬЗУЮЩАЯ ПРОТОННЫЙ ПРОВОДНИК ИОНОМЕР/ТВЕРДОЕ ВЕЩЕСТВО, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СОДЕРЖАЩИЙ ЕЕ ТОПЛИВНЫЙ ЭЛЕМЕНТ | 2003 |
|
RU2313859C2 |
Изобретение относится к области топливных элементов и применимо для сборки мембранно-электродных блоков топливных элементов на основе допированных полимерных мембран, например полибензимидазольных, протонная проводимость которых обеспечена допирующим агентом, например фосфорной кислотой. Изобретение позволяет использовать при сборке мембранно-электродных блоков мембраны в недопированном или частично допированном состоянии, когда они подлежат хранению без жесткого ограничения влажности среды и характеризуются более высокими механическими характеристиками в сравнении с полностью допированными мембранами. При такой процедуре процесс окончательного допирования или додопирования мембраны до требуемого уровня, обеспечивающего приемлемые значения протонной проводимости, завершается уже после сборки мембранно-электродного блока. Источником допирующего агента, переходящего в мембрану в составе мембранно-электродного блока либо в процессе вывода топливного элемента в рабочий режим, либо в процессе горячего прессования, является допирующая паста, помещаемая при сборке между мембраной и электродами. Допирующая паста содержит допирующий агент и стабилизатор пасты в форме дисперсных частиц, природа которых может быть различной. Техническим результатом является упрощение технологии сборки мембранно-электродного блока. 33 з.п. ф-лы, 2 ил.
1. Способ изготовления мембранно-электродного блока топливного элемента с недопированной или частично допированной допирующим агентом полимерной мембраной, отличающийся тем, что при сборке между мембраной и электродами помещают допирующую пасту, содержащую допирующий агент.
2. Способ по п.1, отличающийся тем, что в качестве допирующего агента используют фосфорную кислоту.
3. Способ по п.1, отличающийся тем, что в качестве полимерной мембраны используют мембрану из полимера, принадлежащего к классу полибензимидазолов.
4. Способ по пп.1-3, отличающийся тем, что допирующая паста составлена из смеси фосфорной кислоты, воды и нерастворимых или слаборастворимых в фосфорной кислоте дисперсных частиц.
5. Способ по п.4, отличающийся тем, что дисперсные частицы представляют собой дисперсные углеродные частицы.
6. Способ по п.5, отличающийся тем, что дисперсные углеродные частицы представляют собой печную или ацетиленовую сажу.
7. Способ по п.5, отличающийся тем, что дисперсные углеродные частицы представляют собой углеродные нанотрубки.
8. Способ по п.5, отличающийся тем, что дисперсные углеродные частицы представляют собой углеродный материал такой, как Vulcan XC72r или его аналоги.
9. Способ по п.4, отличающийся тем, что дисперсные частицы представляют собой керамические частицы.
10. Способ по п.9, отличающийся тем, что дисперсные керамические частицы представляют собой частицы карбида или нитрида кремния.
11. Способ по п.9, отличающийся тем, что дисперсные керамические частицы представляют собой частицы оксидов, в том числе кремния, алюминия, циркония.
12. Способ по п.9, отличающийся тем, что дисперсные керамические частицы представляют собой частицы фосфатов или кислых фосфатов, в том числе циркония.
13. Способ по п.9, отличающийся тем, что дисперсные керамические частицы представляют собой частицы сульфатов, в том числе бария.
14. Способ по п.4, отличающийся тем, что дисперсные частицы представляют собой частицы минералов.
15. Способ по п.14, отличающийся тем, что дисперсные частицы минералов представляют собой частицы глин, цеолитов или силикатов.
16. Способ по п.4, отличающийся тем, что дисперсные частицы представляют собой полимерные частицы.
17. Способ по п.16, отличающийся тем, что дисперсные полимерные частицы представляют собой дисперсные частицы полибензимидазола.
18. Способ по п.16, отличающийся тем, что дисперсные полимерные частицы представляют собой дисперсные частицы политетрафторэтилена.
19. Способ по п.16, отличающийся тем, что дисперсные полимерные частицы представляют собой частицы дендримеров.
20. Способ по п.16, отличающийся тем, что дисперсные полимерные частицы представляют собой частицы сверхразветвленного полимера.
21. Способ по пп.1-3, отличающийся тем, что допирующая паста составлена из смеси фосфорной кислоты, воды и нерастворимого или слаборастворимого в фосфорной кислоте волокнистого материала.
22. Способ по п.21, отличающийся тем, что волокнистый материал представляет собой углеродное волокно.
23. Способ по п.21, отличающийся тем, что волокнистый материал представляет собой стекловолокно.
24. Способ по п.21, отличающийся тем, что волокнистый материал представляет собой полимерное волокно.
25. Способ по п.1, отличающийся тем, что пасту наносят на мембрану.
26. Способ по п.1, отличающийся тем, что пасту наносят на электроды.
27. Способ по п.1, отличающийся тем, что пасту наносят и на мембрану, и на электрод(ы).
28. Способ по п.1 и любому из пп.25-27, отличающийся тем, что пасту наносят методом намазывания.
29. Способ по п.1 и любому из пп.25-27, отличающийся тем, что пасту наносят методом напыления.
30. Способ по п.1 и любому из пп.25-27, отличающийся тем, что пасту наносят методом трафаретной печати.
31. Способ по п.1 и любому из пп.25-27, отличающийся тем, что пасту наносят методом нанесения кистью.
32. Способ по п.1 и любому из пп.25-27, отличающийся тем, что пасту наносят поливом с последующим применением распределяющего лезвия.
33. Способ по п.1, отличающийся тем, что для обеспечения герметичности и равномерности контакта мембраны и электродов используют уплотняющие прокладки.
34. Способ по п.1, отличающийся тем, что собранный мембранно-электродный блок после сборки подвергают горячему прессованию при температуре в диапазоне 150-250°С и давлении, определяемому в зависимости от площади электродов и прокладок.
| WO 2004066428 А2, 05.08.2004 | |||
| Способ изготовления мембранно-электродного блока | 1988 |
|
SU1831517A3 |
| WO 9613872 А1, 09.05.1996 | |||
| ZA 200001232 А, 13.05.2002. | |||

