Данное изобретение в общем случае относится к способу жидкофазного каталитического окисления ароматического соединения. Один аспект изобретения относится к частичному окислению диалкилароматического соединения (например, пара-ксилола) с получением сырой неочищенной ароматической дикарбоновой кислоты (например, сырой неочищенной терефталевой кислоты), которую после этого можно будет подвергнуть очистке и разделению. Еще один аспект изобретения относится к улучшенной барботажной колонне реакторного типа, которая позволяет реализовать более эффективный и экономичный способ жидкофазного окисления.
УРОВЕНЬ ТЕХНИКИ
Реакции жидкофазного окисления используют в широком ассортименте существующих промышленных способов. Например, жидкофазное окисление в настоящее время используют для окисления альдегидов до получения кислот (например, пропионового альдегида до получения пропионовой кислоты), окисления циклогексана до получения адипиновой кислоты и окисления алкилароматики до получения спиртов, кислот или дикислот. Промышленным способом окисления, имеющим в особенности большое значение и относящимся к последней категории (окисление алкилароматики), является жидкофазное каталитическое частичное окисление пара-ксилола до получения терефталевой кислоты. Терефталевая кислота представляет собой важное соединение, характеризующееся широким ассортиментом сфер применения. Основным вариантом использования терефталевой кислоты является использование в качестве исходного сырья при получении полиэтилентерефталата (ПЭТФ). ПЭТФ представляет собой хорошо известный пластик, используемый в больших количествах по всему миру для получения такой продукции как бутылки, волокна и упаковка.
В типичном способе жидкофазного окисления, включающем частичное окисление пара-ксилола до получения терефталевой кислоты, поток жидкофазного исходного подаваемого материала и поток газофазного окислителя вводят в реактор, и в реакторе они образуют многофазную реакционную среду. Вводимый в реактор поток жидкофазного исходного подаваемого материала содержит, по меньшей мере, одно окисляемое органическое соединение (например, пара-ксилол), в то время как поток газофазного окислителя содержит молекулярный кислород. По меньшей мере, часть молекулярного кислорода, вводимого в реактор в качестве газа, растворяется в жидкой фазе реакционной среды, что обеспечивает доступность кислорода для жидкофазной реакции. Если жидкая фаза многофазной реакционной среды будет содержать недостаточную концентрацию молекулярного кислорода (то есть, если определенные части реакционной среды будут «обеднены кислородом»), то тогда нежелательные побочные реакции могут привести к образованию примесей и/или целевые реакции могут замедлиться по скорости. Если жидкая фаза реакционной среды будет содержать чрезмерно малое количество окисляемого соединения, то тогда скорость реакции может оказаться нежелательно низкой. Кроме того, если жидкая фаза реакционной среды будет содержать избыточную концентрацию окисляемого соединения, то тогда дополнительные нежелательные побочные реакции могут привести к образованию примесей.
Обычно используемые реакторы жидкофазного окисления оборудуют средствами перемешивания, предназначенными для перемешивания многофазной реакционной среды, содержащейся в них. Перемешивание реакционной среды проводят в целях стимулирования растворения молекулярного кислорода в жидкой фазе реакционной среды, выдерживания относительно однородных концентраций растворенного кислорода в жидкой фазе реакционной среды и выдерживания в жидкой фазе реакционной среды относительно однородных концентраций окисляемого органического соединения.
Перемешивание реакционной среды, подвергающейся жидкофазному окислению, зачастую проводят при использовании механических средств перемешивания в емкостях, таких как, например, проточные реакторы смешения (CSTR). Несмотря на то, что реакторы CSTR могут обеспечить проведение тщательного перемешивания реакционной среды, реакторам CSTR присущи несколько недостатков. Например, реакторы CSTR характеризуются относительно высоким уровнем капитальных затрат из-за потребности в дорогостоящих двигателях, подшипниках с жидкостным уплотнением и приводных валах и/или сложных перемешивающих механизмах. Кроме того, вращающиеся и/или осциллирующие механические компоненты обычно используемых реакторов CSTR требуют регулярного проведения технологического обслуживания. Работы и время остановки, связанные с проведением такого технического обслуживания, увеличивают эксплуатационные расходы для реакторов CSTR. Однако даже при регулярном проведении технического обслуживания механические системы перемешивания, используемые в реакторах CSTR, подвержены отказам механической части и могут потребовать замены по истечении относительно коротких периодов времени.
Барботажные колонны реакторного типа представляют собой привлекательную альтернативу для реакторов CSTR и других реакторов окисления с механическим перемешиванием. Барботажные колонны реакторного типа обеспечивают перемешивание реакционной среды без необходимости в дорогостоящем и ненадежном механическом оборудовании. Барботажные колонны реакторного типа обычно включают удлиненную вертикальную зону реакции, внутри которой содержится реакционная среда. Перемешивание реакционной среды в зоне реакции обеспечивается главным образом за счет естественного всплывания пузырьков газа, поднимающихся через жидкую фазу реакционной среды. Данное обусловленное естественным всплыванием перемешивание, достигаемое в барботажных колоннах реакторного типа, приводит к уменьшению капитальных затрат и расходов на техническое обслуживание по сравнению с реакторами с механическим перемешиванием. Кроме того, по существу отсутствие подвижных механических деталей, связанное с барботажными колоннами реакторного типа, обеспечивает получение системы окисления, которая менее подвержена отказам механической части по сравнению с реакторами с механическим перемешиванием.
Если жидкофазное частичное окисление пара-ксилола будут проводить в обычно используемом реакторе окисления (CSTR или барботажная колонна), то тогда продуктом, отбираемым из реактора, обычно будет являться суспензия, содержащая сырую неочищенную терефталевую кислоту (СТА) и маточный раствор. СТА характеризуется относительно высокими уровнями содержания примесей (например, 4-карбоксибензальдегида, пара-толуиловой кислоты, флуоренонов и других окрашенных веществ), что делает ее непригодной для использования в качестве исходного сырья при получении ПЭТФ. Таким образом, СТА, полученную в обычно используемых реакторах окисления, обычно подвергают технологическому процессу очистки, который превращает СТА в очищенную терефталевую кислоту (РТА), подходящую для использования при получении ПЭТФ.
Один типичный способ очистки при превращении СТА в РТА включает следующие далее стадии: (1) замена маточного раствора в суспензии, содержащей СТА, на воду, (2) нагревание суспензии СТА/вода для растворения СТА в воде, (3) каталитическое гидрирование раствора СТА/вода для превращения примесей в более желательные и/или легко отделяемые соединения, (4) осаждение полученной в результате РТА из подвергнутого гидрированию раствора при использовании нескольких стадий кристаллизации и (5) отделение закристаллизованной РТА от остающихся жидкостей. Несмотря на свою эффективность данный тип обычно используемого способа очистки может оказаться очень дорогостоящим. Индивидуальные факторы, вносящие свой вклад в высокую стоимость обычно используемых способов очистки СТА, включают, например, тепловую энергию, необходимую для стимулирования растворения СТА в воде, катализатор, необходимый для проведения гидрирования, поток водорода, необходимый для проведения гидрирования, потери выхода, вызванные гидрированием некоторой части терефталевой кислоты, и наличие нескольких емкостей, необходимых для проведения многоступенчатой кристаллизации. Таким образом, было желательным предложение продукта СТА, который можно было очищать без необходимости в растворении в воде, которое ускоряется нагреванием, гидрировании и/или многоступенчатой кристаллизации.
ЦЕЛИ ИЗОБРЕТЕНИЯ
Поэтому цель настоящего изобретения заключается в предложении более эффективных и экономичных реактора и способа жидкофазного окисления.
Другая цель изобретения заключается в предложении более эффективных и экономичных реактора и способа для жидкофазного каталитического частичного окисления пара-ксилола до получения терефталевой кислоты.
Еще одна цель изобретения заключается в предложении барботажной колонны реакторного типа, которая облегчает проведение улучшенных реакций жидкофазного окисления при пониженной эффективности образования примесей.
И еще одна цель изобретения заключается в предложении более эффективной и экономичной системы, предназначенной для получения чистой терефталевой кислоты (РТА) в результате проведения жидкофазного окисления пара-ксилола с получением сырой неочищенной терефталевой кислоты (СТА), а после этого очистки СТА до получения РТА.
Дополнительная цель изобретения заключается в предложении барботажной колонны реакторного типа, предназначенной для окисления пара-ксилола и получения продукта СТА, способного подвергнуться очистке без необходимости в растворении СТА в воде с использованием нагревания, гидрировании растворенной СТА и/или многоступенчатой кристаллизации гидрированной РТА.
Необходимо отметить, что объем настоящего изобретения, определенный в прилагаемой формуле изобретения, не ограничивается способами или аппаратами, способными обеспечить реализацию всех целей, перечисленных выше. Вместо этого объем заявленного изобретения может включать широкий ассортимент систем, которые не позволяют добиться достижения всех или любых из перечисленных выше целей. Дополнительные цели и преимущества настоящего изобретения станут вполне очевидными для специалиста в соответствующей области техники после ознакомления со следующим далее подробным описанием и сопутствующими чертежами.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
Один вариант реализации настоящего изобретения относится к способу, включающему введение потока окислителя, содержащего молекулярный кислород, в зону реакции барботажной колонны реакторного типа через множество отверстий, определенных в канале, где падение давления, связанное с выпуском потока окислителя из канала, составляет величину, не превышающую приблизительно 0,3 МПа.
Другой вариант реализации настоящего изобретения относится к способу, включающему введение потока окислителя, содержащего молекулярный кислород, в зону реакции барботажной колонны реакторного типа через множество отверстий, определенных в канале, где, по меньшей мере, приблизительно 1% мас. от потока окислителя выпускают из канала в направлении сверху вниз.
Еще один вариант реализации настоящего изобретения относится к способу, включающему одновременное введение преимущественно жидкофазного потока и преимущественно газофазного потока в зону реакции барботажной колонны реакторного типа через общий барботер, где жидкофазный поток содержит окисляемое соединение, а газофазный поток содержит молекулярный кислород.
А еще один вариант реализации настоящего изобретения относится к способу получения терефталевой кислоты, включающему следующие далее стадии: (а) введение потока окислителя, содержащего молекулярный кислород, в зону реакции барботажной колонны реакторного типа через множество отверстий в канале, где падение давления, связанное с выпуском потока окислителя из канала, составляет величину, не превышающую приблизительно 0,3 МПа; (b) окисление пара-ксилола в жидкой фазе многофазной реакционной среды, содержащейся в зоне реакции, до получения таким образом сырой неочищенной терефталевой кислоты; и (с) окисление, по меньшей мере, части сырой неочищенной терефталевой кислоты в реакторе вторичного окисления до получения таким образом более чистой терефталевой кислоты.
Дополнительный вариант реализации настоящего изобретения относится к барботажной колонне реакторного типа, предназначенной для проведения реакции между преимущественно жидкофазным и преимущественно газофазным потоком. Барботажная колонна реакторного типа включает корпус и барботер. Корпус определяет зону реакции, которая является удлиненной вдоль центральной оси. Зона реакции имеет нижний и верхний уровни, отстоящие один от другого на максимальное расстояние (L). Зона реакции характеризуется максимальным диаметром (D) и соотношением L:D, равным, по меньшей мере, приблизительно 3:1. Барботер определяет множество отверстий, которые обеспечивают выпуск в зону реакции потока газофазного окислителя. По меньшей мере, приблизительно 1% от общей площади реального сечения, определенного всеми отверстиями для окислителя, можно отнести на счет отверстий, сконфигурированных для выпуска потока окислителя в направлении, в большей степени ориентированном в сторону нижнего уровня, чем в сторону верхнего уровня.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Предпочтительные варианты реализации изобретения подробно описываются далее со ссылкой на прилагаемые чертежи,
где фиг.1 представляет собой вид сбоку реактора окисления, сконструированного в соответствии с одним вариантом реализации настоящего изобретения, в частности, иллюстрирующего введение потоков исходного подаваемого материала, окислителя или флегмы в реактор, присутствие в реакторе многофазной реакционной среды и отбор газа и суспензии из верха и низа реактора соответственно;
фиг.2 представляет собой увеличенный вид сбоку в разрезе низа барботажной колонны реакторного типа, по линии 2-2 на фиг.3, в частности иллюстрирующий местоположение и конфигурацию барботера для окислителя, используемого для введения в реактор потока окислителя;
фиг.3 представляет собой вид сверху для барботера для окислителя фиг.2, в частности иллюстрирующий отверстия для окислителя в области верха барботера для окислителя;
фиг.4 представляет собой вид снизу барботера для окислителя фиг.2, в частности иллюстрирующий отверстия для окислителя в нижней части барботера для окислителя;
фиг.5 представляет собой вид сбоку в разрезе барботера для окислителя, по линии 5-5 на фиг.3, в частности иллюстрирующий ориентацию отверстий для окислителя в областях верха и низа барботера для окислителя;
фиг.6 представляет собой увеличенный вид сбоку нижней части барботажной колонны реакторного типа, в частности иллюстрирующий систему, предназначенную для введения в реактор потока исходного подаваемого материала в нескольких разнесенных по высоте позициях;
фиг.7 представляет собой вид сверху в разрезе, по линии 7-7 на фиг.6, в частности иллюстрирующий то, как система введения исходного подаваемого материала, продемонстрированная на фиг.6, распределяет поток исходного подаваемого материала в зоне предпочтительной радиальной подачи исходного подаваемого материала (FZ) и более, чем одном азимутальном квадранте (Q1, Q2, Q3, Q4);
фиг.8 представляет собой вид сверху в разрезе, подобный фиг.7, но иллюстрирующий альтернативное средство выпуска потока исходного подаваемого материала в реактор, использующее быстросъемные трубы, каждая из которых имеет множество небольших отверстий для исходного подаваемого материала;
фиг.9 представляет собой изометрическое изображение для альтернативной системы, предназначенной для введения потока исходного подаваемого материала в зону реакции в нескольких разнесенных по высоте позициях без необходимости в точках ввода в емкость, в частности иллюстрирующее то, что система распределения исходного подаваемого материала может, по меньшей мере, отчасти опираться на барботер для окислителя;
фиг.10 представляет собой вид сбоку для системы распределения исходного подаваемого материала с одной точкой ввода в емкость и барботера для окислителя, проиллюстрированных на фиг.9;
фиг.11 представляет собой вид сверху в разрезе, по линии 11-11 на фиг.10, и дополнительно иллюстрирующий систему распределения исходного подаваемого материала с одной точкой ввода в емкость, опирающуюся на барботер для окислителя;
фиг.12 представляет собой изометрическое изображение альтернативного барботера для окислителя, имеющего все отверстия окислителя расположенными в нижней части кольцевого элемента;
фиг.13 представляет собой вид сверху альтернативного барботера для окислителя фиг.12;
фиг.14 представляет собой вид снизу альтернативного барботера для окислителя фиг.12, в частности иллюстрирующий местоположение нижних отверстий, предназначенных для введения потока окислителя в зону реакции;
фиг.15 представляет собой вид сбоку в разрезе барботера для окислителя, по линии 15-15 на фиг.13, в частности иллюстрирующий ориентацию нижних отверстий окислителя;
фиг.16 представляет собой вид сбоку барботажной колонны реакторного типа, оборудованной внутренней деаэрационной емкостью, расположенной непосредственно вблизи нижнего выпускного отверстия реактора;
фиг.17 представляет собой увеличенный вид сбоку в разрезе нижней части барботажной колонны реакторного типа фиг.16, по линии 17-17 на фиг.18, в частности иллюстрирующий конфигурацию внутренней деаэрационной емкости, расположенной у нижнего выпускного отверстия барботажной колонны реакторного типа;
фиг.18 представляет собой вид сверху в разрезе, по линии 18-18 на фиг.16, в частности иллюстрирующий стабилизатор потока, расположенный в деаэрационной емкости;
фиг.19 представляет собой вид сбоку барботажной колонны реакторного типа, оборудованной внешней деаэрационной емкостью, иллюстрирующий способ, по которому часть деаэрированной суспензии, покидающей низ деаэрационной емкости, можно использовать для промывания линии уменьшения коэффициента заполнения, соединенной с низом реактора;
фиг.20 представляет собой вид сбоку барботажной колонны реакторного типа, оборудованной гибридной внутренне/внешней деаэрационной емкостью, предназначенной для отделения газовой фазы реакционной среды, отбираемой из боковой позиции повышенного уровня расположения в реакторе;
фиг.21 представляет собой вид сбоку барботажной колонны реакторного типа, оборудованной альтернативной гибридной деаэрационной емкостью, расположенной вблизи от низа реактора;
фиг.22 представляет собой увеличенный вид сбоку в разрезе для нижней части барботажной колонны реакторного типа фиг.21, в частности иллюстрирующий применение альтернативного барботера для окислителя, использующего каналы впускных отверстий, которые принимают поток окислителя через днище реактора;
фиг.23 представляет собой увеличенный вид сбоку в разрезе, подобный фиг.22, в частности иллюстрирующий альтернативное средство введения потока окислителя в реактор через множество отверстий в днище реактора и необязательно с использованием отбойников для более равномерного распределения потока окислителя в реакторе;
фиг.24 представляет собой вид сбоку барботажной колонны реакторного типа, использующей внутренний канал для течения в целях содействия улучшению диспергирования окисляемого соединения в результате рециркуляции части реакционной среды с ее переходом из верхней части реактора в нижнюю часть реактора;
фиг.25 представляет собой вид сбоку барботажной колонны реакторного типа, использующей внешний канал для течения в целях содействия улучшению диспергирования окисляемого соединения в результате рециркуляции части реакционной среды с ее переходом из верхней части реактора в нижнюю часть реактора;
фиг.26 представляет собой вид сбоку в разрезе горизонтального эжектора, который можно использовать для улучшения диспергирования окисляемого соединения в реакторе окисления, в частности иллюстрирующий эжектор, который использует поступающий жидкий исходный подаваемый материал для затягивания реакционной среды в эжектор и выпускает смесь исходного подаваемого материала и реакционной среды в зону реакции с высокой скоростью;
фиг.27 представляет собой вид сбоку в разрезе вертикального эжектора, который можно использовать для улучшения диспергирования окисляемого соединения в реакторе окисления, в частности иллюстрирующий эжектор, который объединяет жидкий исходный подаваемый материал и газ из впускного отверстия и использует объединенную двухфазную текучую среду для затягивания реакционной среды в эжектор и выпускает смесь жидкого исходного подаваемого материала, газа из впускного отверстия и реакционной среды в зону реакции с высокой скоростью;
фиг.28 представляет собой вид сбоку барботажной колонны реакторного типа, содержащей многофазную реакционную среду, в частности иллюстрирующий реакционную среду, теоретически разделенную на 30 горизонтальных слоев с равным объемом для того, чтобы количественно установить определенные градиенты в реакционной среде;
фиг.29 представляет собой вид сбоку барботажной колонны реакторного типа, содержащей многофазную реакционную среду, в частности иллюстрирующий первый и второй дискретные 20% сплошные объемы реакционной среды, которые характеризуются существенно различными концентрациями кислорода и/или скоростями расходования кислорода;
фиг.30 представляет собой вид сбоку двух расположенных друг над другом реакционных емкостей с использованием или без использования необязательного механического перемешивания, содержащих многофазную реакционную среду, в частности иллюстрирующий то, что емкости вмещают дискретные 20% сплошные объемы реакционной среды, характеризующиеся существенно различными концентрациями кислорода и/или скоростями расходования кислорода;
фиг.31 представляет собой вид сбоку трех расположенных рядом друг с другом реакционных емкостей с использованием или без использования необязательного механического перемешивания, содержащих многофазную реакционную среду, в частности иллюстрирующий то, что емкости вмещают дискретные 20% сплошные объемы реакционной среды, характеризующиеся существенно различными концентрациями кислорода и/или скоростями расходования кислорода;
фиг.32А и 32В представляют собой увеличенные изображения частиц сырой неочищенной терефталевой кислоты (СТА), полученных в соответствии с одним вариантом реализации настоящего изобретения, в частности иллюстрирующие то, что каждая частица СТА представляет собой частицу, характеризующуюся малой плотностью и большой площадью удельной поверхности и состоящую из множества неплотно связанных субчастиц СТА;
фиг.33А и 33В представляют собой увеличенные изображения обычно получаемой СТА, в частности иллюстрирующие то, что обычная частица СТА характеризуется большим размером частиц, меньшей плотностью и меньшей площадью удельной поверхности по сравнению с частицей СТА фиг.32А и 32В;
фиг.34 представляет собой упрощенную схему технологичного процесса способа получения очищенной терефталевой кислоты (РТА) предшествующего уровня техники;
фиг.35 представляет собой упрощенную схему технологического процесса способа получения РТА в соответствии с одним вариантом реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Один вариант реализации настоящего изобретения относится к жидкофазному частичному окислению окисляемого соединения. Такое окисление предпочтительно проводят в жидкой фазе многофазной реакционной среды, содержащейся в одном или нескольких реакторах с перемешиванием. Подходящие реакторы с перемешиванием включают, например, реакторы с барботажным перемешиванием (например, барботажные колонны реакторного типа), реакторы с механическим перемешиванием (например, проточные реакторы смешения) и реакторы с перемешиванием потоком (например, струйные реакторы). В одном варианте реализации жидкофазное окисление проводят в одной барботажной колонне реакторного типа.
В соответствии с использованием в настоящем документе термин «барботажная колонна реакторного типа» должен обозначать реактор, предназначенный для облегчения проведения химических реакций в многофазной реакционной среде, где перемешивание реакционной среды главным образом обеспечивается в результате перемещения пузырьков газа снизу вверх через реакционную среду. В соответствии с использованием в настоящем документе термин «перемешивание» должен обозначать работу, затрачиваемую в реакционной среде, которая приводит к возникновению течения и/или перемешивания текучей среды. В соответствии с использованием в настоящем документе термины «основная часть», «главным образом» и «преимущественно» должны обозначать более чем 50%. В соответствии с использованием в настоящем документе термин «механическое перемешивание» должен обозначать перемешивание реакционной среды, вызываемое физическим перемещением жестких или гибких элементов (элемента) по отношению к реакционной среде или внутри реакционной среды. Например, механическое перемешивание можно обеспечить при использовании вращения, осцилляции и/или вибрации внутренних мешалок, лопастей, вибраторов или акустических диафрагм, расположенных в реакционной среде. В соответствии с использованием в настоящем документе термин «перемешивание потоком» должен обозначать перемешивание реакционной среды, вызванное высокоскоростными инжектированием и/или рециркуляцией одной или нескольких текучих сред в реакционной среде. Например, перемешивание потоком можно обеспечить при использовании сопел, эжекторов и/или эжекторных устройств.
В предпочтительном варианте реализации настоящего изобретения менее чем приблизительно 40% от величины перемешивания реакционной среды в барботажной колонне реакторного типа во время окисления обеспечивают в результате наличия механического перемешивания и/или перемешивания потоком, более предпочтительно менее чем приблизительно 20% от величины перемешивания обеспечивают в результате наличия механического перемешивания и/или перемешивания потоком, а наиболее предпочтительно менее чем приблизительно 5% от величины перемешивания обеспечивают в результате наличия механического перемешивания и/или перемешивания потоком. Предпочтительно величина механического перемешивания и/или перемешивания потоком, придаваемая многофазной реакционной среде во время окисления, составляет величину, меньшую, чем приблизительно 3 кВт/м3 реакционной среды, более предпочтительно меньшую, чем приблизительно 2 кВт/м3, а наиболее предпочтительно меньшую, чем 1 кВт/м3.
Если обратиться теперь к фиг.1, то можно сказать, что на ней проиллюстрирована предпочтительная барботажная колонна реакторного типа 20, содержащая как включающая корпус 22, включающий секцию реакции 24 и секцию отделения 26. Секция реакции 24 определяет внутреннюю зону реакции 28, в то время как секция отделения 26 определяет внутреннюю зону отделения 30. Поток преимущественно жидкофазного исходного подаваемого материала вводят в зону реакции 28 через впускные отверстия для исходного подаваемого материала 32а, b, c, d. Поток преимущественно газофазного окислителя вводят в зону реакции 28 через барботер для окислителя 34, расположенный в нижней части зоны реакции 28. Поток жидкофазного исходного подаваемого материала и поток газофазного окислителя совместно образуют многофазную реакционную среду 36 внутри зоны реакции 28. Многофазная реакционная среда 36 включает жидкую фазу и газовую фазу. Более предпочтительно многофазная реакционная среда 36 включает трехфазную среду, включающую твердофазный, жидкофазный и газофазный компоненты. Твердофазный компонент реакционной среды 36 предпочтительно выпадает в осадок внутри зоны реакции 28 в результате прохождения реакции окисления, проводимой в жидкой фазе реакционной среды 36. Барботажная колонна реакторного типа 20 включает выпускное отверстие для суспензии 38, расположенное вблизи от низа реакционной колонны 28, и выпускное отверстие для газа 40, расположенное вблизи от верха зоны отделения 30. Отходящий поток суспензии, включающий жидкофазный и твердофазный компоненты реакционной среды 36, отбирают из зоны реакции 28 через выпускное отверстие для суспензии 38, в то время как отходящий поток преимущественно газа отбирают из зоны отделения 30 через выпускное отверстие для газа 40.
Поток жидкофазного исходного подаваемого материала, вводимый в барботажную колонну реакторного типа 20 через впускные отверстия для исходного подаваемого материала 32а, b, c, d, предпочтительно включает окисляемое соединение, растворитель и систему катализатора.
Окисляемое соединение, присутствующее в потоке жидкофазного исходного подаваемого материала, предпочтительно имеет, по меньшей мере, одну углеводородную группу. Более предпочтительно окисляемое соединение представляет собой ароматическое соединение. Еще более предпочтительно окисляемое соединение представляет собой ароматическое соединение, имеющее, по меньшей мере, одну присоединенную углеводородную группу или, по меньшей мере, одну присоединенную замещенную углеводородную группу или содержащее, по меньшей мере, один присоединенный гетероатом или, по меньшей мере, одну присоединенную функциональность карбоновой кислоты (-СООН). Еще более предпочтительно окисляемое соединение представляет собой ароматическое соединение, имеющее, по меньшей мере, одну присоединенную углеводородную группу или, по меньшей мере, одну присоединенную замещенную углеводородную группу, при этом каждая присоединенная группа содержит от 1 до 5 атомов углерода. И еще более предпочтительно окисляемое соединение представляет собой ароматическое соединение, имеющее ни больше, ни меньше чем две присоединенные группы, при этом каждая присоединенная группа содержит ни больше, ни меньше чем один атом углерода и состоит из метильных групп и/или замещенных метильных групп и/или, самое большее, одной группы карбоновой кислоты. Даже еще более предпочтительно окисляемое соединение представляет собой пара-ксилол, мета-ксилол, пара-толуиловый альдегид, мета-толуиловый альдегид, пара-толуиловую кислоту, мета-толуиловую кислоту и/или ацетальдегид. Наиболее предпочтительно окисляемое соединение представляет собой пара-ксилол.
«Углеводородная группа» в соответствии с определением в настоящем документе представляет собой, по меньшей мере, один атом углерода, который связан только с атомами водорода или с другими атомами углерода. «Замещенная углеводородная группа» в соответствии с определением в настоящем документе представляет собой, по меньшей мере, один атом углерода, связанный, по меньшей мере, с одним гетероатомом и, по меньшей мере, с одним атомом водорода. «Гетероатомы» в соответствии с определением в настоящем документе представляют собой все атомы, отличные от атомов углерода и водорода. Ароматические соединения в соответствии с определением в настоящем документе включают ароматическое кольцо, предпочтительно содержащее, по меньшей мере, 6 атомов углерода, еще более предпочтительно содержащее только атомы углерода в качестве части кольца. Подходящие примеры таких ароматических колец включают нижеследующее, но не ограничиваются только им: бензольное, бифенильное, терфенильное, нафталиновое и другие конденсированные ароматические кольца на углеродной основе.
Подходящие примеры окисляемого соединения включают алифатические углеводороды (например, алканы, разветвленные алканы, циклические алканы, алифатические алкены, разветвленные алкены и циклические алкены); алифатические альдегиды (например, ацетальдегид, пропионовый альдегид, изомасляный альдегид и н-масляный альдегид); алифатические спирты (например, этанол, изопропанол, н-пропанол, н-бутанол и изобутанол); алифатические кетоны (например, диметилкетон, этилметилкетон, диэтилкетон и изопропилметилкетон); алифатические сложные эфиры (например, метилформиат, метилацетат, этилацетат); алифатические пероксиды, перкислоты и гидропероксиды (например, трет-бутилгидропероксид, перуксусная кислота и ди-трет-бутилгидропероксид); алифатические соединения, имеющие группы, которые представляют собой комбинации вышеупомянутых алифатических вариантов плюс другие гетероатомы, (например, алифатические соединения, содержащие один или несколько молекулярных сегментов углеводородов, альдегидов, спиртов, кетонов, сложных эфиров, пероксидов, перкислот и/или гидропероксидов в комбинации с натрием, бромом, кобальтом, марганцем и цирконием); различные бензольные кольца, нафталиновые кольца, бифенилы, терфенилы и другие ароматические группы, имеющие одну или несколько присоединенных углеводородных групп, (например, толуол, этилбензол, изопропилбензол, н-пропилбензол, неопентилбензол, пара-ксилол, мета-ксилол, орто-ксилол, все изомеры триметилбензолов, все изомеры тетраметилбензолов, пентаметилбензол, гексаметилбензол, все изомеры этилметилбензолов, все изомеры диэтилбензолов, все изомеры этилдиметилбензолов, все изомеры диметилнафталинов, все изомеры этилметилнафталинов, все изомеры диэтилнафталинов, все изомеры диметилбифенилов, все изомеры этилметилбифенилов и все изомеры диэтилбифенилов, стильбен и стильбен, имеющий одну или несколько присоединенных углеводородных групп, флуорен и флуорен, имеющий одну или несколько присоединенных углеводородных групп, антрацен и антрацен, имеющий одну или несколько присоединенных углеводородных групп, и дифенилэтан и дифенилэтан, имеющий одну или несколько присоединенных углеводородных групп); различные бензольные кольца, нафталиновые кольца, бифенилы, терфенилы и другие ароматические группы, имеющие одну или несколько присоединенных углеводородных групп и/или содержащие один или несколько присоединенных гетероатомов, которые могут соединяться с другими атомами или группами атомов, (например, фенол, все изомеры метилфенолов, все изомеры диметилфенолов, все изомеры нафтолов, простой бензилметиловый эфир, все изомеры бромфенолов, бромбензол, все изомеры бромтолуолов, включающие альфа-бромтолуол, дибромбензол, нафталенат кобальта и все изомеры бромбифенилов); различные бензольные кольца, нафталиновые кольца, бифенилы, терфенилы и другие ароматические группы, имеющие одну или несколько присоединенных углеводородных групп и/или содержащих один или несколько присоединенных гетероатомов и/или имеющих одну или несколько присоединенных замещенных углеводородных групп (например, бензальдегид, все изомеры бромбензальдегидов, все изомеры бромированных толуиловых альдегидов, в том числе все изомеры альфа-бромтолуиловых альдегидов, все изомеры гидроксибензальдегидов, все изомеры бромгидроксибензальдегидов, все изомеры бензолдикарбоксальдегидов, все изомеры бензолтрикарбоксальдегидов, пара-толуиловый альдегид, мета-толуиловый альдегид, орто-толуиловый альдегид, все изомеры толуолдикарбоксальдегидов, все изомеры все изомеры толуолтрикарбоксальдегидов, все изомеры толуолтетракарбоксальдегидов, все изомеры диметилбензолдикарбоксальдегидов, все изомеры диметилбензолтрикарбоксальдегидов, все изомеры диметилбензолтетракарбоксальдегидов, все изомеры триметилбензолтрикарбоксальдегидов, все изомеры этилтолуолальдегидов, все изомеры триметилбензолдикарбоксальдегидов, тетраметилбензолдикарбоксальдегид, гидроксиметилбензол, все изомеры гидроксиметилтолуолов, все изомеры гидроксиметилбромтолуолов, все изомеры гидроксиметилтолуиловых альдегидов, все изомеры гидроксиметилбромтолуиловых альдегидов, бензилгидроксипероксид, бензоилгидропероксид, все изомеры толилметилгидропероксидов и все изомеры метилфенолметилгидропероксидов); различные бензольные кольца, нафталиновые кольца, бифенилы, терфенилы и другие ароматические группы, имеющие одну или несколько присоединенных избранных групп, при этом избранные группы обозначают углеводородные группы и/или присоединенные гетероатомы и/или замещенные углеводородные группы и/или группы карбоновой кислоты и/или группы пероксикислоты (например, бензойная кислота, пара-толуиловая кислота, мета-толуиловая кислота, орто-толуиловая кислота, все изомеры этилбензойных кислот, все изомеры пропилбензойных кислот, все изомеры бутилбензойных кислот, все изомеры пентилбензойных кислот, все изомеры диметилбензойных кислот, все изомеры этилметилбензойных кислот, все изомеры триметилбензойных кислот, все изомеры тетраметилбензойных кислот, пентаметилбензойная кислота, все изомеры диэтилбензойных кислот, все изомеры бензолдикарбоновых кислот, все изомеры бензолтрикарбоновых кислот, все изомеры метилбензолдикарбоновых кислот, все изомеры диметилбензолдикарбоновых кислот, все изомеры метилбензолтрикарбоновых кислот, все изомеры бромбензойных кислот, все изомеры дибромбензойных кислот, все изомеры бромтолуиловых кислот, в том числе альфа-бромтолуиловые кислоты, толилуксусная кислота, все изомеры гидроксибензойных кислот, все изомеры гидроксиметилбензойных кислот, все изомеры гидрокситолуиловых кислот, все изомеры гидроксиметилтолуиловых кислот, все изомеры гидроксиметилбензолдикарбоновых кислот, все изомеры гидроксибромбензойных кислот, все изомеры гидроксибромтолуиловых кислот, все изомеры гидроксиметилбромбензойных кислот, все изомеры карбоксибензальдегидов, все изомеры дикарбоксибензальдегидов, пербензойная кислота, все изомеры гидропероксиметилбензойных кислот, все изомеры гидропероксиметилгидроксибензойных кислот, все изомеры гидропероксикарбонилбензойных кислот, все изомеры гидропероксикарбонилтолуолов, все изомеры метилбифенилкарбоновых кислот, все изомеры диметилбифенилкарбоновых кислот, все изомеры метилбифенилдикарбоновых кислот, все изомеры бифенилтрикарбоновых кислот, все изомеры стильбена, имеющие одну или несколько присоединенных избранных групп, все изомеры флуоренона, имеющие одну или несколько присоединенных избранных групп, все изомеры нафталина, имеющие одну или несколько присоединенных избранных групп, бензил, все изомеры бензила, имеющие одну или несколько присоединенных избранных групп, бензофенон, все изомеры бензофенона, имеющие одну или несколько присоединенных избранных групп, антрахинон, все изомеры антрахинона, имеющие одну или несколько присоединенных избранных групп, все изомеры дифенилэтана, имеющие одну или несколько присоединенных избранных групп, бензокумарин и все изомеры бензокумарина, имеющие одну или несколько присоединенных избранных групп).
Если окисляемое соединение, присутствующее в потоке жидкофазного исходного подаваемого материала, будет представлять собой соединение, твердое при нормальных условиях (то есть твердое вещество при стандартных температуре и давлении), то тогда предпочтительно, чтобы при введении в зону реакции 28 окисляемое соединение было по существу растворено в растворителе. Предпочтительно, чтобы температура кипения окисляемого соединения при атмосферном давлении была равной, по меньшей мере, приблизительно 50°С. Более предпочтительно температура кипения окисляемого соединения находится в диапазоне от приблизительно 80 до приблизительно 400°С, а наиболее предпочтительно в диапазоне от 125 до 155°С. Количество окисляемого соединения, присутствующего в жидкофазном исходном подаваемом материале, предпочтительно находится в диапазоне от приблизительно 2 до приблизительно 40% мас., более предпочтительно в диапазоне от приблизительно 4 до приблизительно 20% мас., а наиболее предпочтительно в диапазоне от 6 до 15% мас.
В данный момент следует отметить то, что окисляемое соединение, присутствующее в жидкофазном исходном подаваемом материале, может включать комбинацию двух или более различных окисляемых реагентов. Подачу данных двух или более различных химических веществ можно проводить при их смешении в потоке жидкофазного исходного подаваемого материала или ее можно проводить при их разделении на несколько потоков исходного подаваемого материала. Например, окисляемое соединение, включающее пара-ксилол, мета-ксилол, пара-толуиловый альдегид, пара-толуиловую кислоту и ацетальдегид, можно подавать в реактор через единственное впускное отверстие или несколько раздельных впускных отверстий.
Растворитель, присутствующий в потоке жидкофазного исходного подаваемого материала, предпочтительно включает кислотный компонент и водный компонент. Растворитель предпочтительно присутствует в потоке жидкофазного исходного подаваемого материала с концентрацией в диапазоне от приблизительно 60 до приблизительно 98% мас., более предпочтительно в диапазоне от приблизительно 80 до приблизительно 96% мас., а наиболее предпочтительно в диапазоне от 85 до 94% мас. Кислотный компонент растворителя предпочтительно представляет собой главным образом органическую низкомолекулярную монокарбоновую кислоту, содержащую 1-6 атомов углерода, более предпочтительно 2 атома углерода. Наиболее предпочтительно кислотный компонент растворителя представляет собой уксусную кислоту. Предпочтительно кислотный компонент составляет, по меньшей мере, приблизительно 75% мас. растворителя, более предпочтительно, по меньшей мере, приблизительно 80% мас. растворителя, а наиболее предпочтительно от 85 до 98% мас. растворителя, при этом баланс образует главным образом вода. Растворитель, вводимый в барботажную колонну реакторного типа 20, может содержать небольшие количества примесей, таких как, например, пара-толуиловый альдегид, терефталевый альдегид, 4-карбоксибензальдегид (4-СВА), бензойная кислота, пара-толуиловая кислота, пара-толуиловый альдегид, альфа-бром-пара-толуиловая кислота, изофталевая кислота, фталевая кислота, тримеллитовая кислота, полиароматика и/или суспендированный дисперсный материал. Предпочтительно, чтобы общее количество примесей в растворителе, вводимом в барботажную колонну реакторного типа 20, составляло величину, меньшую, чем приблизительно 3% мас.
Система катализатора, присутствующая в потоке жидкофазного исходного подаваемого материала, предпочтительно является однородной жидкофазной системой катализатора, способной стимулировать прохождение окисления (в том числе частичного окисления) окисляемого соединения. Более предпочтительно система катализатора включает, по меньшей мере, один переходный металл переменной валентности. Еще более предпочтительно переходный металл переменной валентности включает кобальт. Даже более предпочтительно система катализатора включает кобальт и бром. Наиболее предпочтительно система катализатора включает кобальт, бром и марганец.
В случае присутствия в системе катализатора кобальта предпочтительно, чтобы количество кобальта, присутствующего в потоке жидкофазного исходного подаваемого материала, было таким, чтобы концентрация кобальта в жидкой фазе реакционной среды 36 выдерживалась в диапазоне от приблизительно 300 до приблизительно 6000 м.д. мас., более предпочтительно в диапазоне от приблизительно 700 до приблизительно 4200 м.д. мас., а наиболее предпочтительно в диапазоне от 1200 до 3000 м.д. мас. В случае присутствия в системе катализатора брома предпочтительно, чтобы количество брома, присутствующего в потоке жидкофазного исходного подаваемого материала, было таким, чтобы концентрация брома в жидкой фазе реакционной среды 36 выдерживалась в диапазоне от приблизительно 300 до приблизительно 5000 м.д. мас., более предпочтительно в диапазоне от приблизительно 600 до приблизительно 4000 м.д. мас., а наиболее предпочтительно в диапазоне от 900 до 3000 м.д. мас. В случае присутствия в системе катализатора марганца предпочтительно, чтобы количество марганца, присутствующего в потоке жидкофазного исходного подаваемого материала, было таким, чтобы концентрация марганца в жидкой фазе реакционной среды 36 выдерживалась в диапазоне от приблизительно 20 до приблизительно 1000 м.д. мас., более предпочтительно в диапазоне от приблизительно 40 до приблизительно 500 м.д. мас., наиболее предпочтительно в диапазоне от 50 до 200 м.д. мас.
Концентрации кобальта, брома и/или марганца в жидкой фазе реакционной среды 36, представленные выше, выражают в виде усредненных по времени и объему величин. В соответствии с использованием в настоящем документе термин «усредненный по времени» должен обозначать среднюю величину, по меньшей мере, для 10 измерений, проведенных через равные промежутки времени в течение непрерывного периода времени продолжительностью, по меньшей мере, в 100 с. В соответствии с использованием в настоящем документе термин «усредненный по объему» должен обозначать среднюю величину, по меньшей мере, для 10 измерений, проведенных через однородные 3-мерные интервалы по всему определенному объему.
Массовое соотношение между кобальтом и бромом (Со:Br) в системе катализатора, вводимой в зону реакции 28, предпочтительно находится в диапазоне от приблизительно 0,25:1 до приблизительно 4:1, более предпочтительно в диапазоне от приблизительно 0,5:1 до приблизительно 3:1, а наиболее предпочтительно в диапазоне от 0,75:1 до 2:1. Массовое соотношение между кобальтом и марганцем (Со:Mn) в системе катализатора, вводимой в зону реакции 28, предпочтительно находится в диапазоне от приблизительно 0,3:1 до приблизительно 40:1, более предпочтительно в диапазоне от приблизительно 5:1 до приблизительно 30:1, а наиболее предпочтительно в диапазоне от 10:1 до 25:1.
Поток жидкофазного исходного подаваемого материала, вводимый в барботажную колонну реакторного типа 20, может содержать небольшие количества примесей, таких как, например, толуол, этилбензол, пара-толуиловый альдегид, терефталевый альдегид, 4-карбоксибензальдегид (4-СВА), бензойная кислота, пара-толуиловая кислота, пара-толуиловый альдегид, альфа-бром-пара-толуиловая кислота, изофталевая кислота, фталевая кислота, тримеллитовая кислота, полиароматика и/или суспендированный дисперсный материал. В случае использования барботажной колонны реакторного типа 20 для получения терефталевой кислоты, мета-ксилол и орто-ксилол также рассматриваются в качестве примесей. Предпочтительно, чтобы общее количество примесей в потоке жидкофазного исходного подаваемого материала, вводимого в барботажную колонну реакторного типа 20, составляло величину, меньшую, чем приблизительно 3% мас.
Несмотря на то, что фиг.1 иллюстрирует вариант реализации, в котором окисляемое соединение, растворитель и систему катализатора перемешивают друг с другом и вводят в барботажную колонну реакторного типа 20 в виде единственного потока исходного подаваемого материала, в альтернативном варианте реализации настоящего изобретения окисляемое соединение, растворитель и катализатор можно вводить в барботажную колонну реакторного типа 20 по отдельности. Например, поток чистого пара-ксилола можно подавать в барботажную колонну реакторного типа 20 через отдельное впускное отверстие, а не через впускное отверстие (отверстия) для растворителя и катализатора.
Поток преимущественно газофазного окислителя, вводимый в барботажную колонну реакторного типа 20 через барботер для окислителя 34, включает молекулярный кислород (О2). Предпочтительно поток окислителя включает молекулярный кислород в количестве в диапазоне от приблизительно 5 до приблизительно 40% мол., более предпочтительно молекулярный кислород в количестве в диапазоне от приблизительно 15 до приблизительно 30% мол., а наиболее предпочтительно молекулярный кислород в количестве в диапазоне от 18 до 24% мол. Предпочтительно, чтобы баланс потока окислителя главным образом составлял газ или газы, такие как азот, которые являются инертными по отношению к окислению. Более предпочтительно поток окислителя состоит по существу из молекулярного кислорода и азота. Наиболее предпочтительно поток окислителя представляет собой сухой воздух, который содержит приблизительно 21% мол. молекулярного кислорода и азот в количестве в диапазоне от приблизительно 78 до приблизительно 81% мол. В альтернативном варианте реализации настоящего изобретения поток окислителя может включать по существу чистый кислород.
Если обратиться опять к фиг.1, то можно сказать, что барботажную колонну реакторного типа 20 предпочтительно оборудуют распределителем флегмы 42, расположенным выше верхней поверхности 44 реакционной среды 36. Распределитель флегмы 42 может работать таким образом, чтобы вводить капли потока преимущественно жидкофазной флегмы в зону отделения 30 при использовании любого средства каплеобразования, известного на современном уровне техники. Более предпочтительно распределитель флегмы 42 производит распыление капель сверху вниз в направлении к верхней поверхности 44 реакционной среды 36. Предпочтительно данное распыление капель в направлении сверху вниз оказывает воздействие (то есть, распространяется и влияет), по меньшей мере, приблизительно на 50% от максимальной площади горизонтального поперечного сечения зоны отделения 30. Более предпочтительно распыление капель оказывает воздействие, по меньшей мере, приблизительно на 75% от максимальной площади горизонтального поперечного сечения зоны отделения 30. Наиболее предпочтительно распыление капель оказывает воздействие, по меньшей мере, на 90% от максимальной площади горизонтального поперечного сечения зоны отделения 30. Данное распыление жидкой флегмы в направлении сверху вниз может способствовать предотвращению вспенивания на или выше верхней поверхности 44 реакционной среды 36, а также может содействовать отделению любых капель жидкости или суспензии, захваченных в двигающемся снизу вверх газе, который перемещается в направлении выпускного отверстия для газа 40. Кроме того, жидкую флегму можно использовать для уменьшения количества дисперсного материала и потенциально выпадающих в осадок соединений (например, растворенных бензойной кислоты, пара-толуиловой кислоты, 4-СВА, терефталевой кислоты и металлических солей катализатора), уходящих с отходящим потоком газа, отбираемым из зоны отделения 30 через выпускное отверстие для газа 40. В дополнение к этому, в результате проведения перегонки введение капель флегмы в зону отделения 30 можно использовать для регулирования состава отходящего потока газа, отбираемого через выпускное отверстие для газа 40.
Поток жидкой флегмы, вводимый в барботажную колонну реакторного типа 20 через распределитель флегмы 42, предпочтительно имеет приблизительно тот же самый состав, что и образуемый растворителем компонент потока жидкофазного исходного подаваемого материала, вводимого в барботажную колонну реакторного типа 20 через впускные отверстия для исходного материала 32а, b, c, d. Таким образом, предпочтительно, чтобы поток жидкой флегмы содержал кислотный компонент и воду. Кислотный компонент потока флегмы предпочтительно представляет собой низкомолекулярную органическую монокарбоновую кислоту, содержащую 1-6 атомов углерода, более предпочтительно 2 атома углерода. Наиболее предпочтительно кислотный компонент потока флегмы представляет собой уксусную кислоту. Предпочтительно кислотный компонент составляет, по меньшей мере, приблизительно 75% мас. потока флегмы, более предпочтительно, по меньшей мере, приблизительно 80% мас. потока флегмы, а наиболее предпочтительно от 85 до 98% мас. потока флегмы, при этом баланс составляет вода. Поскольку поток флегмы обычно имеет по существу тот же самый состав, что и растворитель в потоке жидкофазного исходного подаваемого материала, то когда в данном описании будет упоминаться «общий растворитель», вводимый в реактор, такой «общий растворитель» должен будет включать как поток флегмы, так и образуемую растворителем часть потока исходного подаваемого материала.
Во время жидкофазного окисления в барботажной колонне реакторного типа 20 предпочтительно, чтобы потоки исходного подаваемого материала, окислителя и флегмы в зону реакции 28 по существу непрерывно вводили, в то время как отходящие потоки газа и суспензии из зоны реакции 28 по существу непрерывно отбирали. В соответствии с использованием в настоящем документе термин «по существу непрерывно» должен обозначать период продолжительностью, по меньшей мере, в 10 часов с перерывами продолжительностью, меньшей, чем 10 мин. Предпочтительно, чтобы во время окисления окисляемое соединение (например, пара-ксилол) по существу непрерывно вводили в зону реакции 28 при расходе, равном, по меньшей мере, приблизительно 8000 кг/час, более предпочтительно при расходе в диапазоне от приблизительно 13000 до приблизительно 80000 кг/час, еще более предпочтительно в диапазоне от приблизительно 18000 до приблизительно 50000 кг/час, а наиболее предпочтительно в диапазоне от 22000 до 30000 кг/час. Несмотря на то, что в общем случае предпочтительно, чтобы расходы поступающих потоков исходного подаваемого материала, окислителя и флегмы по существу являлись стационарными, в данный момент следует отметить то, что один вариант реализации настоящего изобретения предусматривает пульсацию поступающего потока исходного подаваемого материала, окислителя и/или флегмы для того, чтобы улучшить прохождение перемешивания и массопереноса. В случае введения поступающего потока исходного подаваемого материала, окислителя и/или флегмы в импульсном режиме, предпочтительно, чтобы их расходы варьировались в пределах от приблизительно 0 до приблизительно 500% от упоминаемых в настоящем документе стационарных расходов, более предпочтительно в пределах от приблизительно 30 до приблизительно 200% от упоминаемых в настоящем документе стационарных расходов, а наиболее предпочтительно в пределах от 80 до 120% от упоминаемых в настоящем документе стационарных расходов.
Среднюю скорость реакции за один проход в единицу времени (STR) в барботажной колонне реакторного типа окисления 20 определяют как массу окисляемого соединения, подаваемого на единицу объема реакционной среды 36 в единицу времени (например, килограммы пара-ксилола, подаваемые на один кубический метр в час). При обычном использовании количество окисляемого соединения, не превращенного в продукт, обычно вычитали из количества окисляемого соединения в потоке исходного подаваемого материала перед вычислением значения STR. Однако для многих окисляемых соединений, предпочитаемых в настоящем документе (например, пара-ксилола), степени превращения и выходы обычно являются высокими, и в настоящем документе данный термин удобно определить так, как это заявляется выше. Помимо прочего, по причинам, связанным с капитальными затратами и рабочим коэффициентом заполнения, в общем случае предпочтительно, чтобы реакцию проводили при высоком значении STR. Однако проведение реакции при значительно повышенных значениях STR может оказывать влияние на качество или выход частичного окисления. Барботажная колонна реакторного типа 20 является в особенности подходящей для использования тогда, когда значение STR по окисляемому соединению (например, по пара-ксилолу) находится в диапазоне от приблизительно 25 кг/м3·час до приблизительно 400 кг/м3·час, более предпочтительно в диапазоне от приблизительно 30 кг/м3·час до приблизительно 250 кг/м3·час, еще более предпочтительно от приблизительно 35 кг/м3·час до приблизительно 150 кг/м3·час, а наиболее предпочтительно в диапазоне от 40 кг/м3·час до 100 кг/м3·час.
Значение STR по кислороду в барботажной колонне реакторного типа 20 определяют как массу молекулярного кислорода, расходуемого на единицу объема реакционной среды 36 в единицу времени (например, килограммы молекулярного кислорода, расходуемого на один кубический метр в час). Помимо прочего, по причинам, связанным с капитальными затратами и расходованием растворителя при окислении, в общем случае предпочтительно, чтобы реакцию проводили при высоком значении STR по кислороду. Однако, проведение реакции при значительно повышенных значениях STR по кислороду в конечном счете приводит к ухудшению качества или выхода частичного окисления. Не в порядке связывания себя теорией представляется, что это возможно связано со скоростью переноса молекулярного кислорода из газовой фазы в жидкость на площади межфазной поверхности и, следовательно, в объем жидкости. Чрезмерно высокое значение STR по кислороду возможно будет приводить к чрезмерно низкому уровню содержания растворенного кислорода в объеме жидкой фазы реакционной среды.
Значение обобщенной средней STR по кислороду в настоящем документе определяют как массу всего кислорода, расходуемого во всем объеме реакционной среды 36 в единицу времени (например, килограммы молекулярного кислорода, расходуемого на один кубический метр в час). Барботажная колонна реакторного типа 20 является в особенности подходящей для использования тогда, когда значение обобщенной средней STR по кислороду находится в диапазоне от приблизительно 25 кг/м3·час до приблизительно 400 кг/м3·час, более предпочтительно в диапазоне от приблизительно 30 кг/м3·час до приблизительно 250 кг/м3·час, еще более предпочтительно от приблизительно 35 кг/м3·час до приблизительно 150 кг/м3·час, а наиболее предпочтительно в диапазоне от 40 кг/м3·час до 100 кг/м3·час.
Предпочтительно, чтобы во время окисления в барботажной колонне реакторного типа 20 соотношение между массовым расходом общего растворителя (из потоков как исходного подаваемого материала, так и флегмы) и массовым расходом окисляемого соединения, поступающим в зону реакции 28, выдерживалось в диапазоне от приблизительно 2:1 до приблизительно 50:1, более предпочтительно в диапазоне от приблизительно 5:1 до приблизительно 40:1, а наиболее предпочтительно в диапазоне от 7,5:1 до 25:1. Предпочтительно соотношение между массовым расходом растворителя, введенного в виде части потока исходного подаваемого материала, и массовым расходом растворителя, введенного в виде части потока флегмы, выдерживают в диапазоне от приблизительно 0,5:1 до уровня вообще нулевого расхода потока флегмы, более предпочтительно в диапазоне от приблизительно 0,5:1 до приблизительно 4:1, еще более предпочтительно в диапазоне от приблизительно 1:1 до приблизительно 2:1, а наиболее предпочтительно в диапазоне от 1,25:1 до 1,5:1.
Предпочтительно, чтобы во время жидкофазного окисления в барботажной колонне реакторного типа 20 поток окислителя вводили в барботажную колонну реакторного типа 20 в количестве, которое обеспечивает некоторое превышение количества молекулярного кислорода по сравнению со стехиометрической потребностью в кислороде. Количество избыточного молекулярного кислорода, необходимого при достижении наилучших результатов для конкретного окисляемого соединения, оказывает влияние на общие экономические показатели жидкофазного окисления. Предпочтительно, чтобы во время жидкофазного окисления в барботажной колонне реакторного типа 20 соотношение между массовым расходом потока окислителя и массовым расходом окисляемого органического соединения (например, пара-ксилола), поступающего в реактор 20, выдерживалось в диапазоне от приблизительно 0,5:1 до приблизительно 20:1, более предпочтительно в диапазоне от приблизительно 1:1 до приблизительно 10:1, а наиболее предпочтительно в диапазоне от 2:1 до 6:1.
Если обратиться опять к фиг.1, то можно сказать, что потоки исходного подаваемого материала, окислителя и флегмы, вводимые в барботажную колонну реакторного типа 20, совместно образуют, по меньшей мере, часть многофазной реакционной среды 36. Реакционная среда 36 предпочтительно представляет собой трехфазную среду, включающую твердую фазу, жидкую фазу и газовую фазу. Как упоминалось выше, окисление окисляемого соединения (например, пара-ксилола) происходит преимущественно в жидкой фазе реакционной среды 36. Таким образом, жидкая фаза реакционной среды 36 содержит растворенный кислород и окисляемое соединение. Экзотермическая природа реакции окисления, которая протекает в барботажной колонне реакторного типа 20, вызывает вскипание/испарение части растворителя (например, уксусной кислоты и воды), введенного через впускные отверстия для исходного подаваемого материала 32а, b, c, d. Таким образом, газовая фаза реакционной среды 36 в реакторе 20 образуется главным образом из испарившегося растворителя и не растворившейся и не вступившей в реакцию части потока окислителя. Определенные реакторы окисления предшествующего уровня техники используют теплообменные трубки/ребра для нагревания или охлаждения реакционной среды. Однако такие теплообменные конструкции могут оказаться нежелательными в реакторе и способе изобретения, описанных в настоящем документе. Таким образом, предпочтительно, чтобы барботажная колонна реакторного типа 20 существу не включала поверхностей, которые находятся в контакте с реакционной средой 36 и демонстрируют усредненную по времени плотность теплового потока, превышающую 30000 Вт/м2.
Концентрацию растворенного кислорода в жидкой фазе реакционной среды 36 формирует динамическое равновесие между скоростью массопереноса из газовой фазы и скоростью расходования за счет реакции в жидкой фазе (то есть, она не просто устанавливается парциальным давлением молекулярного кислорода в поступающей газовой фазе, хотя это один фактор в скорости подачи растворенного кислорода, и он на самом деле оказывает влияние на верхнюю предельную верхнюю концентрацию растворенного кислорода). Количество растворенного кислорода местно варьируется, при этом оно будет выше вблизи от межфазных поверхностей пузырьков. В целом количество растворенного кислорода зависит от баланса между факторами подачи и потребности в различных частях реакционной среды 36. Во времени количество растворенного кислорода зависит от однородности перемешивания газа и жидкости по отношению к скоростям химического расходования. При проектировании, обеспечивающем достижение надлежащего соответствия между подачей и потребностью в отношении растворенного кислорода в жидкой фазе реакционной среды 36, предпочтительно, чтобы усредненная по времени и объему концентрация кислорода в жидкой фазе реакционной среды 36 выдерживалась на уровне, превышающем приблизительно 1 м.д. (моль.), более предпочтительно находящемся в диапазоне от приблизительно 4 до приблизительно 1000 м.д. (моль.), еще более предпочтительно в диапазоне от приблизительно 8 до приблизительно 500 м.д. (моль.), а наиболее предпочтительно в диапазоне от 12 до 120 м.д. (моль.).
Реакция жидкофазного окисления, проводимая в барботажной колонне реакторного типа 20, предпочтительно представляет собой реакцию осаждения, в ходе которой образуется твердая фаза. Более предпочтительно жидкофазное окисление, проводимое в барботажной колонне реакторного типа 20, приводит к тому, что твердое соединение (например, частицы сырой неочищенной терефталевой кислоты) в реакционной среде 36 будет образовывать, по меньшей мере, приблизительно 10% мас. окисляемого соединения (например, пара-ксилола), вводимого в зону реакции 28. Еще более предпочтительно жидкофазное окисление приводит к тому, что твердое соединение в реакционной среде 36 будет образовывать, по меньшей мере, приблизительно 50% мас. окисляемого соединения. Наиболее предпочтительно жидкофазное окисление приводит к тому, что твердое соединение в реакционной среде 36 будет образовывать, по меньшей мере, 90% мас. окисляемого соединения. Предпочтительно, чтобы общее количество твердой фазы в реакционной среде 36 превышало приблизительно 3% мас. при выражении через усредненные по времени и объему величины. Более предпочтительно общее количество твердой фазы в реакционной среде 36 выдерживают в диапазоне от приблизительно 5 до приблизительно 40% мас., еще более предпочтительно в диапазоне от приблизительно 10 до приблизительно 35% мас., а наиболее предпочтительно в диапазоне от 15 до 30% мас. Предпочтительно, чтобы существенная часть продукта окисления (например, терефталевой кислоты), полученного в барботажной колонне реакторного типа 20, присутствовала в реакционной среде 36 в виде твердой фазы в противоположность веществу, остающемуся растворенным в жидкой фазе реакционной среды 36. Количество твердофазного продукта окисления, присутствующего в реакционной среде 36, предпочтительно составляет, по меньшей мере, приблизительно 25% мас от общего (твердо- и жидкофазного) продукта окисления в реакционной среде 36, более предпочтительно, по меньшей мере, приблизительно 75% мас. от общего продукта окисления в реакционной среде 36, а наиболее предпочтительно, по меньшей мере, 95% мас. от общего продукта окисления в реакционной среде 36. Численные диапазоны, приведенные выше для количества твердой фазы в реакционной среде 36, используются для по существу стационарного режима работы барботажной колонны 20 в течение по существу непрерывного периода времени, а не для пуска, остановки или не оптимального режима работы барботажной колонны реакторного типа 20. Количество твердой фазы в реакционной среде 36 определяют гравиметрически. В данном методе представительный образец суспензии отбирают из реакционной среды и взвешивают. В условиях, которые эффективно обеспечивают разделение твердой и жидкой фаз, протекающее в реакционной среде, свободную жидкость из части, образуемой твердой фазой, эффективно удаляют при использовании седиментации или фильтрования, без потерь осажденной твердой фазы и при сохранении в части, образуемой твердой фазой, менее чем приблизительно 10% от первоначальной массы жидкости. Остающуюся жидкость в твердой фазе эффективно выпаривают до сухости без сублимации твердой фазы. Оставшуюся часть, образуемую твердой фазой, взвешивают. Соотношение между массой части, образуемой твердой фазой, и массой первоначальной части, образуемой суспензией, представляет собой долю твердой фазы, обычно выражаемую через процентное содержание.
Реакция осаждения, проводимая в барботажной колонне реакторного типа 20, может приводить к возникновению обрастания (то есть, накоплению отложений твердой фазы) на поверхности определенных жестких конструкций, которые находятся в контакте с реакционной средой 36. Таким образом, в одном варианте реализации настоящего изобретения предпочтительно, чтобы барботажная колонна реакторного типа 20 в зоне реакции 28 по существу не включала каких-либо внутренних теплообменных, перемешивающих или перегораживающих конструкций, поскольку такие конструкции были подвержены возникновению обрастания. Если в зоне реакции 28 будут присутствовать внутренние конструкции, то тогда желательно было избежать наличия внутренних конструкций, имеющих внешние поверхности, которые характеризуются значительной величиной площади обращенных кверху плоских поверхностей, поскольку они в исключительно высокой степени подвержены возникновению обрастания. Таким образом, если в зоне реакции 28 будут присутствовать какие-либо внутренние конструкции, то тогда предпочтительно, чтобы по существу плоскостными поверхностями, наклоненными под углом, меньшим, чем приблизительно на 15° от горизонтали, были образованы менее чем приблизительно 20% от общей площади обращенных кверху внешних поверхностей таких внутренних конструкций.
Если обратиться опять к фиг.1, то можно сказать, что физическая конфигурация барботажной колонны реакторного типа 20 способствует обеспечению проведения оптимизированного окисления окисляемого соединения (например, пара-ксилола) при минимальном образовании примесей. Предпочтительно, чтобы удлиненная секция реакции 24 корпуса 22 включала по существу цилиндрическую основу 46 и днище 48. Верхний уровень поверхности зоны реакции 28 определяется горизонтальной плоскостью 50, проходящей через верх цилиндрической основы 46. Нижний уровень 52 зоны реакции 28 определяется самой внутренней поверхностью днища 48. Обычно нижний уровень 52 зоны реакции 28 располагается вблизи от выхода выпускного отверстия для суспензии 38. Таким образом, удлиненная зона реакции 28, определяемая внутри барботажной колонны реакторного типа 20, имеет максимальную длину «L», измеряемую от верхнего уровня 50 до нижнего уровня 52 зоны реакции 28 вдоль продольной оси цилиндрической основы 46. Длина «L» зоны реакции 28 предпочтительно находится в диапазоне от приблизительно 10 до приблизительно 100 м, более предпочтительно в диапазоне от приблизительно 20 до приблизительно 75 м, а наиболее предпочтительно в диапазоне от 25 до 50 м. Зона реакции 28 имеет максимальный диаметр (ширину) «D», который обычно равен максимальному внутреннему диаметру цилиндрической основы 46. Максимальный диаметр «D» зоны реакции 28 предпочтительно находится в диапазоне от приблизительно 1 до приблизительно 12 м, более предпочтительно в диапазоне от приблизительно 2 до приблизительно 10 м, еще более предпочтительно в диапазоне от приблизительно 3,1 до приблизительно 9 м, а наиболее предпочтительно в диапазоне от 4 до 8 м. В предпочтительном варианте реализации настоящего изобретения зона реакции 28 характеризуется соотношением длины к диаметру «L:D» в диапазоне от приблизительно 6:1 до приблизительно 30:1. Еще более предпочтительно зона реакции 28 характеризуется соотношением L:D в диапазоне от приблизительно 8:1 до приблизительно 20:1. Наиболее предпочтительно зона реакции 28 характеризуется соотношением L:D в диапазоне от 9:1 до 15:1.
Как это обсуждается выше, зона реакции 28 барботажной колонны реакторного типа 20 вмещает многофазную реакционную среду 36. Реакционная среда 36 имеет нижний уровень, совпадающий с нижним уровнем 52 зоны реакции 28, и верхний уровень, расположенный на уровне верхней поверхности 44. Верхний уровень поверхности 44 реакционной среды 36 определяется положением вдоль горизонтальной плоскости, которая проходит через зону реакции 28 в позиции по высоте, где содержимое зоны реакции 28 переходит из газофазного сплошного состояния в жидкофазное сплошное состояние. Верхний уровень поверхности 44 предпочтительно располагается в позиции по высоте, где местная усредненная по времени величина удержания газа в тонком горизонтальном слое содержимого зоны реакции 28 составляет 0,9.
Реакционная среда 36 имеет максимальную высоту «Н», измеренную между ее верхним и нижним уровнями. Максимальная ширина «W» реакционной среды 36 обычно равна максимальному диаметру «D» цилиндрической основы 46. Предпочтительно, чтобы во время жидкофазного окисления в барботажной колонне реакторного типа 20 величину Н выдерживали в диапазоне от приблизительно 60 до приблизительно 120% от L, более предпочтительно от приблизительно 80 до приблизительно 110% от L, а наиболее предпочтительно от 85 до 100% от L. В предпочтительном варианте реализации настоящего изобретения реакционная среда 36 характеризуется соотношением высоты к ширине «Н:W», превышающим приблизительно 3:1. Более предпочтительно реакционная среда 36 характеризуется соотношением Н:W в диапазоне от приблизительно 7:1 до приблизительно 25:1. Еще более предпочтительно реакционная среда 36 характеризуется соотношением Н:W в диапазоне от приблизительно 8:1 до приблизительно 20:1. Наиболее предпочтительно реакционная среда 36 характеризуется соотношением Н:W в диапазоне от 9:1 до 15:1. В одном варианте реализации изобретения L=H и D=W, так что различные размеры или соотношения, представленные в настоящем документе для L и D, также относятся к Н и W, и наоборот.
Относительно высокие соотношения L:D и Н:W, предусматриваемые в соответствии с одним вариантом реализации изобретения, могут вносить свой вклад в некоторые существенные преимущества системы изобретения. Как обсуждается более подробно далее, было обнаружено что более высокие соотношения L:D и H:W, а также определенные другие признаки, обсуждающиеся далее, могут способствовать созданию выгодных градиентов по высоте в концентрациях молекулярного кислорода и/или окисляемого соединения (например, пара-ксилола) в реакционной среде 36. В противоположность общепринятой точке зрения, согласно которой считалось выгодным иметь хорошо перемешанную реакционную среду при относительно однородных концентрациях по всему объему, было обнаружено что разбиение по высоте на ступени в отношении концентраций кислорода и/или окисляемого соединения облегчает более эффективное и экономичное прохождение реакции окисления. Сведение к минимуму концентраций кислорода и окисляемого соединения вблизи от верха реакционной среды 36 может способствовать предотвращению потерь не вступившего в реакцию кислорода и не вступившего в реакцию окисляемого соединения в результате уноса через верхнее выпускное отверстие для газа 40. Однако, если концентрации окисляемого соединения и не вступившего в реакцию кислорода будут низкими по всему объему реакционной среды 36, то тогда скорость и/или селективность окисления уменьшатся. Таким образом, предпочтительно, чтобы концентрации молекулярного кислорода и/или окисляемого соединения были значительно выше вблизи от низа реакционной среды 36 по сравнению с тем, что имеет место вблизи от верха реакционной среды 36.
В дополнение к этому, высокие соотношения L:D и H:W приводят к тому, что давление низа реакционной среды 36 будет существенно превышать давление верха реакционной среды 36. Данный градиент давления по высоте представляет собой следствие высоты и плотности реакционной среды 36. Одно преимущество наличия данного градиента заключается в том, что повышенное давление низа емкости становится движущей силой, обеспечивающей достижение более значительных растворимости и массопереноса кислорода по сравнению с тем, чего можно было добиться в других случаях при сопоставимых температурах и давлениях верха реактора в мелких реакторах. Таким образом, реакцию окисления можно проводить при более низких температурах по сравнению с тем, что потребовалось бы в более мелкой емкости. В случае использования барботажной колонны реакторного типа 20 для частичного окисления пара-ксилола до получения сырой неочищенной терефталевой кислоты (СТА), способность работы при пониженных температурах реакции при тех же самых или лучших скоростях массопереноса кислорода позволяет воспользоваться несколькими преимуществами. Например, низкотемпературное окисление пара-ксилола приводит к уменьшению количества растворителя, сжигаемого во время прохождения реакции. Как обсуждается более подробно далее, низкотемпературное окисление также благоприятствует образованию небольших, характеризующихся большой площадью удельной поверхности, неплотно связанных, легко растворимых частиц СТА, которые могут быть подвергнуты воздействию более экономичных методик очистки по сравнению с крупными, характеризующимися малой площадью удельной поверхности, плотными частицами СТА, получаемыми в соответствии с обычно используемыми способами высокотемпературного окисления.
Предпочтительно, чтобы во время окисления в реакторе 20 усредненную по времени и объему температуру реакционной среды 36 выдерживали в диапазоне от приблизительно 125 до приблизительно 200°С, более предпочтительно в диапазоне от приблизительно 140 до приблизительно 180°С, а наиболее предпочтительно в диапазоне от 150 до 170°С. Давление верха реактора над реакционной средой 36 предпочтительно выдерживают в диапазоне от приблизительно 1 до приблизительно 20 бар избыточного давления (бар (изб.)), более предпочтительно в диапазоне от приблизительно 2 до приблизительно 12 бар (изб.), а наиболее предпочтительно в диапазоне от 4 до 8 бар (изб.). Предпочтительно разность давлений между верхом реакционной среды 36 и низом реакционной среды 36 находится в диапазоне от приблизительно 0,4 до приблизительно 5 бар, более предпочтительно разность давлений находится в диапазоне от приблизительно 0,7 до приблизительно 3 бар, а наиболее предпочтительно разность давлений находится в диапазоне от 1 до 2 бар. Несмотря на то, что в общем случае предпочтительно, чтобы давление верха реактора над реакционной средой 36 выдерживалось на уровне относительно постоянного значения, один вариант реализации настоящего изобретения предусматривает наличие скачков давления верха реактора для облегчения улучшенного прохождения перемешивания и/или массопереноса в реакционной среде 36. В случае наличия скачков давления верха реактора предпочтительно, чтобы скачки давления находились в диапазоне от приблизительно 60 до приблизительно 140% от упоминавшегося в настоящем документе стационарного давления верха реактора, более предпочтительно от приблизительно 85 до приблизительно 115% от упоминавшегося в настоящем документе стационарного давления верха реактора, а наиболее предпочтительно от 95 до 105% от упоминавшегося в настоящем документе стационарного давления верха реактора.
Дополнительное преимущество высокого соотношения L:D для зоны реакции 28 заключается в том, что оно может вносить свой вклад в увеличение среднего расхода на единицу сечения потока для реакционной среды 36. Термины «расход на единицу сечения потока» и «расход газа на единицу сечения потока» в соответствии с использованием в настоящем документе в отношении реакционной среды 36 должны обозначать объемный расход газовой фазы реакционной среды 36 на некотором уровне по высоте в реакторе, поделенный на площадь горизонтального поперечного сечения реактора на данном уровне по высоте. Повышенный расход на единицу сечения потока, достигаемый благодаря высокому соотношению L:D для зоны реакции 28, может способствовать прохождению местного перемешивания и увеличению удержания газа в реакционной среде 36. Усредненные по времени расходы на единицу сечения потока для реакционной среды 36 на одной четверти высоты, половине высоты и/или трех четвертях высоты реакционной среды 36 предпочтительно превышают приблизительно 0,3 м/с, более предпочтительно находятся в диапазоне от приблизительно 0,8 до приблизительно 5 м/с, еще более предпочтительно в диапазоне от приблизительно 0,9 до приблизительно 4 м/с, а наиболее предпочтительно в диапазоне от 1 до 3 м/с.
Если обратиться опять к фиг.1, то можно сказать, что секция отделения 26 барботажной колонны реакторного типа 20 представляет собой просто уширенную часть корпуса 22, расположенного непосредственно над секцией реакции 24. Секция отделения 26 обеспечивает уменьшение скорости перемещающейся снизу вверх газовой фазы в барботажной колонне реакторного типа 20 тогда, когда газовая фаза поднимется выше верхней поверхности 44 реакционной среды 36 и приблизится к выпускному отверстию для газа 40. Данное уменьшение скорости перемещения газовой фазы снизу вверх способствует облегчению удаления жидкой и/или твердой фаз, захваченных в перетекающей снизу вверх газовой фазе, и таким образом приводит к уменьшению нежелательных потерь определенных компонентов, присутствующих в жидкой фазе реакционной среды 36.
Секция отделения 26 предпочтительно включает переходную стенку, в общем случае образующую поверхность усеченного конуса, 54, в общем случае цилиндрическую широкую боковую стенку 56 и крышку 58. Узкий нижний уровень переходной стенки 54 соединяется с верхом цилиндрической основы 46 секции реакции 24. Широкий верхний уровень переходной стенки 54 соединяется с низом широкой боковой стенки 56. Предпочтительно, чтобы переходная стенка 54 проходила снизу вверх и изнутри наружу от ее узкого нижнего уровня под углом в диапазоне от приблизительно 10 до приблизительно 70° от вертикали, более предпочтительно в диапазоне от приблизительно 15 до приблизительно 50° от вертикали, а наиболее предпочтительно в диапазоне от 15 до 45° от вертикали. Широкая боковая стенка 56 имеет максимальный диаметр «Х», который в общем случае превышает максимальный диаметр «D» секции реакции 24, хотя, если верхняя часть секции реакции 24 будет иметь меньший диаметр по сравнению с общим максимальным диаметром секции реакции 24, то тогда Х фактически может составить величину, меньшую, чем D. В предпочтительном варианте реализации настоящего изобретения соотношение между диаметром широкой боковой стенки 56 и максимальным диаметром секции реакции 24 «Х:D» находится в диапазоне от приблизительно 0,8:1 до приблизительно 4:1, наиболее предпочтительно в диапазоне от 1,1:1 до 2:1. Крышка 58 соединяется с верхом широкой боковой стенки 56. Крышка 58 предпочтительно представляет собой элемент в общем случае эллиптического вида, определяющий центральное отверстие, которое делает возможным уход газа из зоны отделения 30 через выпускное отверстие для газа 40. В альтернативном варианте реализации крышка 58 может иметь любую форму, в том числе коническую. Зона отделения 30 имеет максимальную высоту «Y», измеренную от верха 50 зоны реакции 28 самой верхней части зоны отделения 30. Соотношение между длиной зоны реакции 28 и высотой зоны отделения 30 «L:Y» предпочтительно находится в диапазоне от приблизительно 2:1 до приблизительно 24:1, более предпочтительно в диапазоне от приблизительно 3:1 до приблизительно 20:1, а наиболее предпочтительно в диапазоне от 4:1 до 16:1.
Если обратиться теперь к фиг.1-5, то можно сказать, что теперь будет более подробно обсуждаться местоположение и конфигурация барботера для окислителя 34. Фиг.2 и 3 демонстрируют то, что барботер для окислителя 34 может включать кольцевой элемент 60, поперечный элемент 62 и пару каналов для ввода окислителя 64а, b. В удобном варианте данные каналы для ввода окислителя 64а, b могут входить в емкость на уровне по высоте, находящемся выше кольцевого элемента 60, а после этого поворачиваться книзу так, как это продемонстрировано на фиг.2 и 3. В альтернативном варианте канал для ввода окислителя 64а, b может входить в емкость ниже кольцевого элемента 60 или приблизительно на той же самой горизонтальной плоскости, что и кольцевой элемент 60. Каждый канал для ввода окислителя 64а, b включает первый уровень, соединенный с соответствующим впускным отверстием для окислителя 66а, b, сформированным в корпусе 22, и второй уровень, через текучую среду соединяющийся с кольцевым элементом 60. Кольцевой элемент 60 предпочтительно образован из каналов, более предпочтительно из множества прямых секций каналов, а наиболее предпочтительно множества прямых трубных секций, жестко соединенных друг с другом с получением трубчатого многоугольного кольца. Предпочтительно кольцевой элемент 60 образован, по меньшей мере, из 3 прямых трубных секций, более предпочтительно из 6-10 трубных секций, а наиболее предпочтительно из 8 трубных секций. В соответствии с этим, если кольцевой элемент 60 будет образован из 8 трубных секций, то тогда он будет иметь в общем случае восьмиугольную конфигурацию. Поперечный элемент 62 предпочтительно получают из по существу прямой трубной секции, которая через текучую среду соединяется с противоположными трубными секциями кольцевого элемента 60 и проходит по диагонали между ними. Трубная секция, используемая для поперечного элемента 62, предпочтительно имеет по существу тот же самый диаметр, что и трубные секции, используемые для получения кольцевого элемента 60. Предпочтительно, чтобы трубные секции, которые составляют каналы для ввода окислителя 64а, b, кольцевой элемент 60 и поперечный элемент 62, имели номинальный диаметр, больший, чем приблизительно 0,1 м, более предпочтительно находящийся в диапазоне от приблизительно 0,2 до приблизительно 2 м, а наиболее предпочтительно в диапазоне от 0,25 до 1 м. Как может быть наилучшим образом проиллюстрировано на фиг.3, каждый элемент, выбираемый из кольцевого элемента 60 и поперечного элемента 62, характеризуется наличием множества верхних отверстий для окислителя 68, предназначенных для выпуска потока окислителя снизу вверх в зону реакции 28. Как может быть лучше всего проиллюстрировано на фиг.4, кольцевой элемент 60 и/или поперечный элемент 62 могут характеризоваться наличием одного или нескольких нижних отверстий для окислителя 70, предназначенных для выпуска потока окислителя сверху вниз в зону реакции 28. Нижние отверстия для окислителя 70 также могут быть использованы для выпуска жидкой и/или твердой фаз, которые могут проникать внутрь кольцевого элемента 60 и/или поперечного элемента 62. Для того чтобы предотвратить накопление твердой фазы внутри барботера для окислителя 34, через барботер 34 можно непрерывно или периодически перепускать поток жидкости для вымывания любых количеств накопившейся твердой фазы.
Если обратиться опять к фиг.1-4, то можно сказать, что во время окисления в барботажной колонне реакторного типа 20 потоки окислителя перепускают через впускные отверстия для окислителя 66а, b в каналы для ввода окислителя 64а, b соответственно. После этого потоки окислителя транспортируют через каналы для ввода окислителя 64а, b в кольцевой элемент 60. Как только поток окислителя поступит в кольцевой элемент 60, поток окислителя будет распределяться по всем внутренним объемам кольцевого элемента 60 и поперечного элемента 62. После этого поток окислителя вытесняется из барботера для окислителя 34 в зону реакции 28 через верхние и нижние отверстия для окислителя 68, 70 кольцевого элемента 60 и поперечного элемента 62.
Выходы верхних отверстий для окислителя 68 разнесены одно от другого в боковом направлении и располагаются по существу на одном и том же уровне по высоте в зоне реакции 28. Таким образом, выходы верхних отверстий для окислителя 68 в общем случае располагаются на по существу горизонтальной плоскости, определенной верхом барботера для окислителя 34. Выходы нижних отверстий для окислителя 70 разнесены в боковом направлении одно от другого и располагаются по существу на одном и том же уровне по высоте в зоне реакции 28. Таким образом, выходы нижних отверстий для окислителя 70 в общем случае располагаются на по существу горизонтальной плоскости, определенной низом барботера для окислителя 34.
В одном варианте реализации настоящего изобретения барботер для окислителя 34 имеет, по меньшей мере, приблизительно 20 верхних отверстий для окислителя 68, сформированных в нем. Более предпочтительно барботер для окислителя 34 имеет сформированные в нем верхние отверстия для окислителя в количестве в диапазоне от приблизительно 40 до приблизительно 800. Наиболее предпочтительно барботер для окислителя 34 имеет сформированные в нем верхние отверстия для окислителя 68 в количестве в диапазоне от 60 до 400. Барботер для окислителя 34 предпочтительно имеет, по меньшей мере, приблизительно 1 нижнее отверстие для окислителя 70, сформированное в нем. Более предпочтительно барботер для окислителя 34 имеет сформированные в нем нижние отверстия для окислителя 70 в количестве в диапазоне от приблизительно 2 до приблизительно 40. Наиболее предпочтительно барботер для окислителя 34 имеет сформированные в нем нижние отверстия для окислителя 70 в количестве в диапазоне от 8 до 20. Соотношение между количествами верхних отверстий для окислителя 68 и нижних отверстий для окислителя 70 в барботере окислителя 34 предпочтительно находится в диапазоне от приблизительно 2:1 до приблизительно 100:1, более предпочтительно в диапазоне от приблизительно 5:1 до приблизительно 25:1, а наиболее предпочтительно в диапазоне от 8:1 до 15:1. Диаметры по существу всех верхних и нижних отверстий для окислителя 68, 70 предпочтительно являются по существу одинаковыми, так что соотношение между объемными расходами потока окислителя из верхних и нижних отверстий 68, 70 является по существу тем же самым, что и приведенные выше соотношения для относительных количеств верхних и нижних отверстий для окислителя 68, 70.
Фиг.5 иллюстрирует направление выпуска окислителя из верхних и нижних отверстий для окислителя 68, 70. Что касается верхних отверстий для окислителя 68, то предпочтительно, чтобы, по меньшей мере, часть верхних отверстий для окислителя 68 производила выпуск потока окислителя под углом «А» от вертикали. Предпочтительно, чтобы процентная доля верхних отверстий для окислителя 68, которые ориентированы под углом «А» к вертикали, находилась в диапазоне от приблизительно 30 до приблизительно 90%, более предпочтительно в диапазоне от приблизительно 50 до приблизительно 80%, еще более предпочтительно в диапазоне от 60 до 75%, а наиболее предпочтительно была равна приблизительно 67%. Угол «А» предпочтительно находится в диапазоне от приблизительно 5 до приблизительно 60°, более предпочтительно в диапазоне от приблизительно 10 до приблизительно 45°, а наиболее предпочтительно в диапазоне от 15 до 30°. Что касается нижних отверстий для окислителя 70, то предпочтительно, чтобы по существу все нижние отверстия для окислителя 70 располагались вблизи от самой нижней части кольцевого элемента 60 и/или поперечного элемента 62. Таким образом, любые количества жидкой и/или твердой фаз, которые могут ненамеренно попасть в барботер для окислителя 34, можно будет легко выпустить из барботера для окислителя 34 через нижние отверстия для окислителя 70. Предпочтительно нижние отверстия для окислителя 70 обеспечивают выпуск потока окислителя сверху вниз по существу под углом, соответствующим вертикали. Для целей данного описания верхним отверстием для окислителя может быть любое отверстие, которое обеспечивает выпуск потока окислителя в общем случае в направлении снизу вверх (то есть, под углом, отсчитываемым вверх от горизонтали), а нижним отверстием для окислителя может быть любое отверстие, которое обеспечивает выпуск потока окислителя в общем случае в направлении сверху вниз (то есть, под углом, отсчитываемым вниз от горизонтали).
Во многих обычно используемых барботажных колоннах реакторного типа, содержащих многофазную реакционную среду, по существу вся реакционная среда, расположенная ниже барботера для окислителя (или другого механизма, предназначенного для введения потока окислителя в зону реакции), характеризуется очень низкой величиной удержания газа. Как известно на современном уровне техники, «удержание газа» представляет собой просто объемную долю многофазной среды, которая находится в газообразном состоянии. Зоны низкой величины удержания газа в среде также можно называть «неаэрированными» зонами. Во многих обычно используемых суспензионных барботажных колоннах реакторного типа значительная доля от общего объема реакционной среды располагается ниже барботера для окислителя (или другого механизма, предназначенного для введения потока окислителя в зону реакции). Таким образом, значительная часть реакционной среды, присутствующей в нижней части обычно используемых барботажных колонн реакторного типа, является неаэрированной.
Было обнаружено что сведение к минимуму количества неаэрированных зон в реакционной среде, подвергаемой окислению в барботажной колонне реакторного типа, может обеспечить сведение к минимуму образования определенных типов нежелательных примесей. Неаэрированные зоны реакционной среды содержат относительно малое количество пузырьков окислителя. Данный малый объем пузырьков окислителя приводит к уменьшению количества молекулярного кислорода, доступного для растворения в жидкой фазе реакционной среды. Таким образом, жидкая фаза в неаэрированной зоне реакционной среды характеризуется относительно низкой концентрацией молекулярного кислорода. Данные обедненные кислородом неаэрированные зоны реакционной среды имеют тенденцию к стимулированию прохождения нежелательных побочных реакций вместо желательной реакции окисления. Например, в случае частичного окисления пара-ксилола с получением терефталевой кислоты недостаточная доступность кислорода в жидкой фазе реакционной среды может привести к образованию нежелательно больших количеств бензойной кислоты и сопряженных ароматических колец, в частности, в том числе в высшей степени нежелательных молекул окрашенных веществ, известных как флуореноны и антрахиноны.
В соответствии с одним вариантом реализации настоящего изобретения жидкофазное окисление проводят в барботажной колонне реакторного типа, сконфигурированной и работающей таким образом, чтобы свести к минимуму объемную долю реакционной среды, характеризующейся низкими величинами удержания газа. Данное сведение к минимуму количества неаэрированных зон можно количественно охарактеризовать в результате теоретического разделения общего объема реакционной среды на 2000 дискретных горизонтальных слоев с одинаковым объемом. За исключением самого верхнего и самого нижнего горизонтальных слоев каждый горизонтальный слой представляет собой дискретный объем, ограниченный по его боковым сторонам боковой стенкой реактора и ограниченный по его верхней и нижней сторонам воображаемыми горизонтальными плоскостями. Самый верхний горизонтальный слой ограничен по его нижней стороне воображаемой горизонтальной плоскостью, а по его верхней стороне - верхней поверхностью реакционной среды. Самый нижний горизонтальный слой ограничен по его верхней стороне воображаемой горизонтальной плоскостью, а по его нижней стороне - нижним уровнем емкости. Как только реакционная среда будет теоретически разделена на 2000 дискретных горизонтальных слоев с равным объемом, можно будет определить усредненную по времени и объему величину удержания газа для каждого горизонтального слоя. В случае использования данного способа определения количества неаэрированных зон, предпочтительно, чтобы количество горизонтальных слоев, характеризующихся усредненной по времени и объему величиной удержания газа, меньшей 0,1, составляло величину, меньшую 30, более предпочтительно меньшую 15, еще более предпочтительно меньшую 6, даже более предпочтительно меньшую 4, а наиболее предпочтительно меньшую 2. Предпочтительно, чтобы количество горизонтальных слоев, характеризующихся величиной удержания газа, меньшей 0,2, составляло величину, меньшую 80, более предпочтительно меньшую 40, еще более предпочтительно меньшую 20, даже более предпочтительно меньшую 12, а наиболее предпочтительно меньшую 5. Предпочтительно, чтобы количество горизонтальных слоев, характеризующихся величиной удержания газа, меньшей 0,3, составляло величину, меньшую 120, более предпочтительно меньшую 80, еще более предпочтительно меньшую 40, даже более предпочтительно меньшую 20, а наиболее предпочтительно меньшую 15.
Если обратиться опять к фиг.1 и 2, то было обнаружено что более низкое расположение барботера для окислителя 34 в зоне реакции 28 обеспечивает достижение нескольких преимуществ, включающих уменьшение количества неаэрированных зон в реакционной среде 36. При данных высоте «Н» реакционной среды 36, длине «L» зоны реакции 28 и максимальном диаметре «D» зоны реакции 28 предпочтительно, чтобы основную часть (то есть >50% мас.) потока окислителя вводили в зону реакции 28 в пределах приблизительно 0,025Н, 0,022L и/или 0,25D от нижнего уровня 52 зоны реакции 28. Более предпочтительно основную часть потока окислителя вводят в зону реакции 28 в пределах приблизительно 0,02Н, 0,018L и/или 0,2D от нижнего уровня 52 зоны реакции 28. Наиболее предпочтительно основную часть потока окислителя вводят в зону реакции 28 в пределах 0,015Н, 0,013L и/или 0,15D от нижнего уровня 52 зоны реакции 28.
В варианте реализации, проиллюстрированном на фиг.2, расстояние по высоте «Y1» между нижним уровнем 52 зоны реакции 28 и выходами верхних отверстий для окислителя 68 барботера для окислителя 34 составляет величину, меньшую приблизительно 0,25Н, 0,022L и/или 0,25D, так что по существу весь поток окислителя поступает в зону реакции 28 в пределах приблизительно 0,25Н, 0,022L и/или 0,25D от нижнего уровня 52 зоны реакции 28. Более предпочтительно Y1 составляет величину, меньшую, чем приблизительно 0,02Н, 0,018L и/или 0,2D. Наиболее предпочтительно Y1 составляет величину, меньшую, чем 0,015Н, 0,013L и/или 0,15D, но большую, чем 0,005Н, 0,004L и/или 0,06D. Фиг.2 иллюстрирует линию начала изгиба 72 в позиции, в которой нижний уровень цилиндрической основы 46 корпуса 22 соединяется с верхнем уровнем эллиптического днища 48 корпуса 22. В альтернативном варианте днище 48 может иметь любую форму, в том числе коническую, а линию начала изгиба все еще определяют как нижний уровень цилиндрической основы 46. Расстояние по высоте «Y2» между линией начала изгиба 72 и верхом барботера для окислителя 34 предпочтительно составляет, по меньшей мере, приблизительно 0,0012Н, 0,001L и/или 0,01D; более предпочтительно, по меньшей мере, приблизительно 0,005Н, 0,004L и/или 0,05D; а наиболее предпочтительно, по меньшей мере, 0,01Н, 0,008L и/или 0,1D. Расстояние по высоте «Y3» между нижним уровнем 52 зоны реакции 28 и выходами нижних отверстий для окислителя 70 барботера для окислителя 34 предпочтительно составляет величину, меньшую, чем приблизительно 0,015Н, 0,013L и/или 0,15D; более предпочтительно меньшую, чем приблизительно 0,012Н, 0,01L и/или 0,1D; а наиболее предпочтительно меньшую, чем 0,01Н, 0,008L и/или 0,075D, но большую, чем 0,003Н, 0,002L и/или 0,025D.
В предпочтительном варианте реализации настоящего изобретения отверстия, которые обеспечивают выпуск потока окислителя и потока исходного подаваемого материала в зону реакции, имеют такую конфигурацию, чтобы (массовая) величина потока окислителя или исходного подаваемого материала, выпускаемого из отверстия, была прямо пропорциональна площади реального сечения отверстия. Таким образом, например, если 50% от общей площади реального сечения, определенной всеми отверстиями для окислителя, будут располагаться в пределах 0,15D от низа зоны реакции, то тогда в зону реакции в пределах 0,15D от низа зоны реакции будут поступать 50% мас. потока окислителя, и наоборот.
В дополнение к преимуществам, обеспечиваемым в результате сведения к минимуму количества неаэрированных зон (то есть зон, характеризующихся низкой величиной удержания газа) для реакционной среды 36, было обнаружено что прохождение окисления можно улучшить в результате доведения до максимума величины удержания газа для общей реакционной среды 36. Реакционная среда 36 предпочтительно характеризуется усредненной по времени и объему величиной удержания газа, равной, по меньшей мере, приблизительно 0,4, более предпочтительно находящейся в диапазоне от приблизительно 0,6 до приблизительно 0,9, а наиболее предпочтительно в диапазоне от 0,65 до 0,85. Некоторые физические и эксплуатационные признаки барботажной колонны реакторного типа 20 вносят свой вклад в обсуждавшуюся выше высокую величину удержания газа. Например, для данных размера реактора и расхода для потока окислителя высокое соотношение L:D для зоны реакции 28 дает в результате меньший диаметр, что вызывает увеличение расхода на единицу сечения потока в реакционной среде 36, что, в свою очередь, приводит к увеличению удержания газа. В дополнение к этому, на среднюю величину удержания газа даже для данного постоянного расхода на единицу сечения потока, как известно, оказывают влияние фактический диаметр барботажной колонны и соотношение L:D. В дополнение к этому, свой вклад в повышенную величину удержания газа вносит сведение к минимуму количества неаэрированных зон, в частности, в нижней части зоны реакции 28. Кроме того, на стабильность работы при высоких расходах на единицу сечения потока и величинах удержания газа, описанных в настоящем документе, могут оказывать влияние давление верха реактора и механическая конфигурация барботажной колонны реакторного типа.
Кроме того, изобретатели выявили важность работы при оптимизированном давлении верха реактора для получения повышенного удержания газа и повышенного массопереноса. Может показаться, что работа при пониженном давлении верха реактора, что приводит к уменьшению растворимости молекулярного кислорода в соответствии с действием закона Генри, приводит к уменьшению скорости массопереноса молекулярного кислорода из газа в жидкость. В емкости с механическим перемешиванием данный вариант обычно и имеет место, поскольку уровни аэрации и скорости массопереноса преимущественным образом определяются конструкцией перемешивающего устройства и давлением верха реактора. Однако, в случае барботажной колонны реакторного типа, соответствующей предпочтительному варианту реализации настоящего изобретения, было выявлено то, как использовать пониженное давление верха реактора для того, чтобы стимулировать занятие заданной массой потока газофазного окислителя большего объема, что вызывает увеличение расхода на единицу сечения потока в реакционной среде 36 и, в свою очередь, приводит к увеличению удержания газа и скорости переноса молекулярного кислорода.
Установление равновесия между коалесценцией и дроблением пузырьков представляет собой чрезвычайно сложное явление, приводящее, с одной стороны, к возникновению тенденции к вспениванию, что вызывает уменьшение скоростей внутренней циркуляции жидкой фазы и что может потребовать наличия очень больших зон отделения, а, с другой стороны, к возникновению тенденции к наличию меньшего количества очень крупных пузырьков, что приводит к пониженному удержанию газа и пониженной скорости массопереноса из потока окислителя в жидкую фазу. Что касается жидкой фазы, то, как известно, ее состав, плотность, вязкость и поверхностное натяжение, помимо прочих факторов, взаимодействуют очень сложным образом, приводя к получению очень сложных результатов даже в отсутствие твердой фазы. Например, в лабораторных исследованиях исследователи обнаружили, что при составлении отчетов и оценке результатов по наблюдениям даже для простых водно-воздушных барботажных колонн полезно устанавливать качество «воды» - будь то водопроводная вода, дистиллированная вода или деионизованная вода. В случае сложных смесей в жидкой фазе и в случае добавления твердой фазы, уровень сложности увеличивается дополнительно. Важными для взаимодействия твердой фазы с жидкой фазой и потоком окислителя при определении того, какими в результате будут получаться характеристики барботирования и схемы течения при естественной конвекции, помимо прочего, являются все параметры, выбираемые из поверхностных неоднородностей индивидуальных частиц твердой фазы, среднего размера твердых частиц, распределения частиц по размерам, количества твердой фазы по сравнению с количеством жидкой фазы и способности жидкости смачивать поверхность твердой фазы.
Таким образом, способность барботажной колонны реакторного типа работать подходящим образом при высоких расходах на единицу сечения потока и высоких величинах удержания газа, описываемых в настоящем документе, зависит, например, от надлежащего выбора: (1) состава жидкой фазы реакционной среды; (2) количества и типа осажденной твердой фазы, где оба параметра можно отрегулировать при помощи условий проведения реакции; (3) величины потока окислителя, подаваемого в реактор; (4) давления верха реактора, которое оказывает влияние на объемный расход потока окислителя, стабильность пузырьков и через энергетический баланс на температуру реакции; (5) самой температуры реакции, которая оказывает влияние на характеристики текучести, свойства осажденной твердой фазы и удельный объем потока окислителя; и (6) конфигурации и механических деталей реакционной емкости, в том числе соотношения L:D.
Если обратиться опять к фиг.1, то можно сказать, что было обнаружено, что получения улучшенного распределения окисляемого соединения (например, пара-ксилола) в реакционной среде 36 можно было добиться в результате введения потока жидкофазного исходного подаваемого материала в зону реакции 28 в нескольких позициях, разнесенных по высоте. Предпочтительно поток жидкофазного исходного подаваемого материала вводят в зону реакции 28 при использовании, по меньшей мере, 3 отверстий для исходного подаваемого материала, более предпочтительно, по меньшей мере, 4 отверстий для исходного подаваемого материала. В соответствии с использованием в настоящем документе термин «отверстия для исходного подаваемого материала» должен обозначать отверстия, через которые поток жидкофазного исходного подаваемого материала выпускают в зону реакции 28 для перемешивания с реакционной средой 36. Предпочтительно, чтобы, по меньшей мере, 2 отверстия для исходного подаваемого материала были разнесены по высоте относительно друг друга, по меньшей мере, приблизительно на 0,5D, более предпочтительно, по меньшей мере, приблизительно на 1,5D, а наиболее предпочтительно, по меньшей мере, на 3D. Однако, предпочтительно, чтобы самое высокое отверстие для исходного подаваемого материала отстояло по высоте от самого нижнего отверстия для окислителя не более, чем приблизительно на 0,75Н, 0,65L и/или 8D; более предпочтительно не более чем приблизительно на 0,5Н, 0,4L и/или 5D; а наиболее предпочтительно не более чем на 0,4Н, 0,35L и/или 4D.
Несмотря на то, что введение потока жидкофазного исходного подаваемого материала желательно проводить в нескольких позициях по высоте, также было обнаружено и то, что улучшенное распределение окисляемого соединения в реакционной среде 36 будет достигаться, если основную часть потока жидкофазного исходного подаваемого материала будут вводить в нижнюю половину реакционной среды 36 и/или зоны реакции 28. Предпочтительно в нижнюю половину реакционной среды 36 и/или зоны реакции 28 вводят, по меньшей мере, приблизительно 75% мас. от потока жидкофазного исходного подаваемого материала. Наиболее предпочтительно в нижнюю половину реакционной среды 36 и/или зоны реакции 28 вводят, по меньшей мере, 90% мас. от потока жидкофазного исходного подаваемого материала. В дополнение к этому, предпочтительно, чтобы, по меньшей мере, приблизительно 30% мас. потока жидкофазного исходного подаваемого материала вводили в зону реакцию 28 в пределах приблизительно 1,5D от самой нижней позиции по высоте, где в зону реакции 28 вводят поток окислителя. Данная самая нижняя позиция по высоте, где поток окислителя вводят в зону реакции 28, обычно находится в нижней части барботера для окислителя; однако в одном предпочтительном варианте реализации настоящего изобретения предусматривается широкий ассортимент альтернативных конфигураций, предназначенных для введения потока окислителя в зону реакции 28. Предпочтительно, по меньшей мере, приблизительно 50% мас. от жидкофазного исходного подаваемого материала вводят в пределах приблизительно 2,5D от самой нижней позиции по высоте, где в зону реакции 28 вводят поток окислителя. Предпочтительно, по меньшей мере, приблизительно 75% мас. от потока жидкофазного исходного подаваемого материала вводят в пределах приблизительно 5D от самой нижней позиции по высоте, где в зону реакции 28 вводят поток окислителя.
Каждое отверстие для исходного подаваемого материала определяет реальное сечение, через которое выпускают исходный подаваемый материал. Предпочтительно, чтобы, по меньшей мере, приблизительно 30% от общей площади реального сечения всех впускных отверстий для исходного подаваемого материала располагались в пределах приблизительно 1,5D от самой нижней позиции по высоте, где в зону реакции 28 вводят поток окислителя. Предпочтительно, по меньшей мере, приблизительно 50% от общей площади реального сечения всех впускных отверстий для исходного подаваемого материала располагаются в пределах приблизительно 2,5D от самой нижней позиции по высоте, где в зону реакции 28 вводят поток окислителя. Предпочтительно, по меньшей мере, приблизительно 75% от общей площади реального сечения всех впускных отверстий для исходного подаваемого материала располагаются в пределах приблизительно 5D от самой нижней позиции по высоте, где в зону реакции 28 вводят поток окислителя.
Если обратиться опять к фиг.1, то можно сказать, что в одном варианте реализации настоящего изобретения впускные отверстия для исходного подаваемого материала 32а, b, c, d представляют собой просто последовательность из отверстий, выровненных по высоте по одной стороне корпуса 22. Данные отверстия для исходного подаваемого материала предпочтительно имеют по существу подобные диаметры, меньшие, чем приблизительно 7 см, более предпочтительно находящиеся в диапазоне от приблизительно 0,25 до приблизительно 5 см, а наиболее предпочтительно в диапазоне от 0,4 до 2 см. Барботажную колонну реакторного типа 20 предпочтительно оборудуют системой регулирования расхода для потока жидкофазного исходного подаваемого материала из каждого отверстия для исходного подаваемого материала. Такая система регулирования расхода предпочтительно включает индивидуальный клапан регулирования расхода 74а, b, c, d для каждого соответствующего впускного отверстия для исходного подаваемого материала 32а, b, c, d. В дополнение к этому, предпочтительно, чтобы барботажная колонна реакторного типа 20 была оборудована системой регулирования расхода, которая позволяла бы, по меньшей мере, часть потока жидкофазного исходного подаваемого материала вводить в зону реакции 28 при повышенном расходе на единицу сечения потока во впускном отверстии, равном, по меньшей мере, приблизительно 2 м/с, более предпочтительно, по меньшей мере, приблизительно 5 м/с, еще более предпочтительно, по меньшей мере, приблизительно 6 м/с, а наиболее предпочтительно находящемся в диапазоне от 8 до 20 м/с. В соответствии с использованием в настоящем документе, термин «расход на единицу сечения потока во впускном отверстии» обозначает усредненный по времени объемный расход для потока исходного подаваемого материала из отверстия для исходного подаваемого материала, поделенный на площадь отверстия для исходного подаваемого материала. Предпочтительно, по меньшей мере, приблизительно 50% мас. потока исходного подаваемого материала вводят в зону реакции 28 при повышенном расходе на единицу сечения потока во впускном отверстии. Наиболее предпочтительно по существу весь поток исходного подаваемого материала вводят в зону реакции 28 при повышенном расходе на единицу сечения потока во впускном отверстии.
Если обратиться теперь к фиг.6-7, то можно сказать, что на них проиллюстрирована альтернативная система введения в зону реакции 28 потока жидкофазного исходного подаваемого материала. В данном варианте реализации поток исходного подаваемого материала вводят в зону реакции 28 на четырех различных уровнях по высоте. На каждом уровне по высоте оборудуют соответствующую систему распределения исходного подаваемого материала 76а, b, c, d. Каждая система распределения исходного подаваемого материала 76 включает основной канал для исходного подаваемого материала 78 и коллектор 80. Каждый коллектор 80 снабжают, по меньшей мере, двумя выпускными отверстиями 82, 84, соединенными с соответствующими вставными каналами 86, 88, которые проходят в зону реакции 28 корпуса 22. Каждый вставной канал 86, 88 характеризуется наличием соответствующего отверстия для исходного подаваемого материала 87, 89, предназначенного для выпуска потока исходного подаваемого материала в зону реакции 28. Отверстия для исходного подаваемого материала 87, 89 предпочтительно имеют по существу подобные диаметры, меньшие, чем приблизительно 7 см, более предпочтительно находящиеся в диапазоне от приблизительно 0,25 до приблизительно 5 см, а наиболее предпочтительно в диапазоне от 0,4 до 2 см. Предпочтительно, чтобы отверстия для исходного подаваемого материала 87, 89 в каждой системе распределения исходного подаваемого материала 76а, b, c, d были расположены по диаметру друг напротив друга таким образом, чтобы поток исходного подаваемого материала вводить в зону реакции 28 в противоположных направлениях. Кроме того, предпочтительно, чтобы расположенные по диаметру друг напротив друга отверстия для исходного подаваемого материала 86, 88 соседних систем распределения исходного подаваемого материала 76 были ориентированы с поворотом на угол 90° друг по отношению к другу. В ходе работы поток жидкофазного исходного подаваемого материала загружают в основной канал для исходного подаваемого материала 78, а после этого он поступает в коллектор 80. Коллектор 80 равномерно распределяет поток исходного подаваемого материала для одновременного введения с противоположных сторон реактора 20 через отверстия для исходного подаваемого материала 87, 89.
Фиг.8 иллюстрирует альтернативную конфигурацию, где каждую систему распределения исходного подаваемого материала 76 оборудуют быстросъемными трубами 90, 92, а не вставными каналами 86, 88 (продемонстрированными на фиг.7). Быстросъемные трубы 90, 92 проходят в зону реакции 28 и включают множество небольших отверстий для исходного подаваемого материала 94, 96, предназначенных для выпуска жидкофазного исходного подаваемого материала в зону реакции 28. Предпочтительно, чтобы небольшие отверстия для исходного подаваемого материала 94, 96 у быстросъемных труб 90, 92 имели по существу одни и те же диаметры, меньшие, чем приблизительно 50 мм, более предпочтительно находящиеся в диапазоне от приблизительно 2 до приблизительно 25 мм, а наиболее предпочтительно от 4 до 15 мм.
Фиг.9-11 иллюстрируют альтернативную систему распределения исходного подаваемого материала 100. Система распределения исходного подаваемого материала 100 обеспечивает введение потока жидкофазного исходного подаваемого материала через множество разнесенных по высоте и разнесенных в боковом направлении позиций без возникновения необходимости нескольких позиций входа сквозь боковую стенку барботажной колонны реакторного типа 20. Система введения исходного подаваемого материала 100 в общем случае включает единственный канал впускного отверстия 102, магистраль 104, множество вертикальных распределительных труб 106, механизм 108, создающий боковую опору и механизм 110, создающий вертикальную опору. Канал впускного отверстия 102 проникает через боковую стенку основы 46 корпуса 22. Канал впускного отверстия 102 через текучую среду соединяется с магистралью 104. Магистраль 104 равномерно распределяет поток исходного подаваемого материала, поступающий из канала впускного отверстия 102, между вертикальными распределительными трубами 106. Каждая распределительная труба 106 имеет множество разнесенных по высоте отверстий для исходного подаваемого материала 112а, b, c, d, предназначенных для выпуска потока исходного подаваемого материала в зону реакции 28. Механизм 108, создающий боковую опору, соединяется с каждой распределительной трубой 106 и предотвращает возникновение относительного бокового перемещения распределительных труб 106. Механизм 110, создающий вертикальную опору, предпочтительно соединяется с механизмом 108, создающим боковую опору, и верхом барботера для окислителя 34. Механизм 110, создающий вертикальную опору, по существу предотвращает возникновение вертикального перемещения распределительных труб 106 в зоне реакции 28. Предпочтительно, чтобы отверстия для исходного подаваемого материала 112 имели по существу одни и те же диаметры, меньшие, чем приблизительно 50 мм, более предпочтительно находящиеся в диапазоне от приблизительно 2 до приблизительно 25 мм, а наиболее предпочтительно от 4 до 15 мм. Разнесение по высоте отверстий для исходного подаваемого материала 112 в системе распределения исходного подаваемого материала 100, проиллюстрированной на фиг.9-11, может быть по существу тем же самым, что и описанное выше в том, что касается системы распределения исходного подаваемого материала фиг.1.
Было обнаружено, что схемы течения реакционной среды во многих барботажных колоннах реакторного типа могут позволить осуществить неравномерное азимутальное распределение окисляемого соединения в реакционной среде, в особенности тогда, когда окисляемое соединение главным образом вводят по одной стороне реакционной среды. В соответствии с использованием в настоящем документе термин «азимутальный» должен обозначать угол или разнесение по окружности относительно вертикальной продольной оси зоны реакции. В соответствии с использованием в настоящем документе «вертикальный» должен обозначать нахождение в пределах 45° от вертикали. В одном варианте реализации настоящего изобретения поток исходного подаваемого материала, содержащий окисляемое соединение (например, пара-ксилол), в зону реакции вводят через множество разнесенных по азимуту отверстий для исходного подаваемого материала. Данные, разнесенные по азимуту отверстия для исходного подаваемого материала, могут способствовать предотвращению возникновения в реакционной среде областей избыточно высоких и избыточно низких концентраций окисляемого соединения. Различные системы введения исходного подаваемого материала, проиллюстрированные на фиг.6-11, представляют собой примеры систем, которые обеспечивают наличие надлежащего разнесения по азимуту для отверстий для исходного подаваемого материала.
Если обратиться опять к фиг.7, то можно сказать, что для того чтобы получить количественные характеристики для разнесенного по азимуту введения потока жидкофазного исходного подаваемого материала в реакционную среду, реакционную среду можно теоретически разделить на четыре вертикальных азимутальных квадранта «Q1, Q2, Q3, Q4» с приблизительно равным объемом. Данные азимутальные квадранты «Q1, Q2, Q3, Q4» определяются парой воображаемых пересекающихся перпендикулярных вертикальных плоскостей «Р1, Р2», выходящих за пределы максимального вертикального размера и максимального радиального размера реакционной среды. Если реакционная среда будет содержаться в цилиндрической емкости, то тогда линия пересечения воображаемых пересекающихся вертикальных плоскостей Р1, Р2 будет приблизительно совпадать с вертикальной центральной линией цилиндра, а каждый азимутальный квадрант Q1, Q2, Q3, Q4 будет представлять собой в общем случае клиновидный вертикальный объем, имеющий высоту, равную высоте реакционной среды. Предпочтительно, чтобы существенную часть окисляемого соединения выпускали в реакционную среду через отверстия для исходного подаваемого материала, расположенные, по меньшей мере, в двух различных азимутальных квадрантах.
В предпочтительном варианте реализации настоящего изобретения через отверстия для исходного подаваемого материала, которые могут располагаться в одном азимутальном квадранте, в реакционную среду выпускают не более чем приблизительно 80% мас. от окисляемого соединения. Более предпочтительно через отверстия для исходного подаваемого материала, которые могут располагаться в одном азимутальном квадранте, в реакционную среду выпускают не более чем приблизительно 60% мас. от окисляемого соединения. Наиболее предпочтительно через отверстия для исходного подаваемого материала, которые могут располагаться в одном азимутальном квадранте, в реакционную среду выпускают не более чем приблизительно 40% мас. от окисляемого соединения. Данные параметры для азимутального распределения окисляемого соединения измеряют тогда, когда азимутальные квадранты будут азимутально ориентированы таким образом, чтобы в один из азимутальных квадрантов обеспечить выпуск максимально возможного количества окисляемого соединения. Например, если поток общего исходного подаваемого материала будут выпускать в реакционную среду через два отверстия для исходного подаваемого материала, которые будут азимутально разнесены друг от друга на 89°, то тогда для целей определения азимутального распределения в четырех азимутальных квадрантах 100% мас. потока исходного подаваемого материала будут выпускать в реакционную среду в одном азимутальном квадранте, поскольку азимутальные квадранты могут быть азимутально ориентированы таким образом, чтобы оба отверстия для исходного подаваемого материала были расположены в одном азимутальном квадранте.
В дополнение к преимуществам, связанным с надлежащим азимутальным разнесением отверстий для исходного подаваемого материала, также было обнаружено и то, что в барботажной колонне реакторного типа существенным может являться также и надлежащее радиальное разнесение отверстий для исходного подаваемого материала. Предпочтительно, чтобы существенную часть окисляемого соединения, вводимого в реакционную среду, выпускали через отверстия для исходного подаваемого материала, которые радиально разнесены в направлении извне вовнутрь от боковой стенки емкости. Таким образом, в одном варианте реализации настоящего изобретения существенная часть окисляемого соединения поступает в зону реакции через отверстия для исходного подаваемого материала, расположенные в «предпочтительной радиальной зоне для исходного подаваемого материала», которая простирается в направлении извне вовнутрь от вертикальных боковых стенок, определяющих зону реакции.
Если обратиться опять к фиг.7, то можно сказать, что предпочтительная радиальная зона для исходного подаваемого материала «FZ» может принимать форму теоретического вертикального цилиндра, центрированного в зоне реакции 28 и имеющего внешний диаметр «D0», равный 0,9D, где «D» представляет собой диаметр зоны реакции 28. Таким образом, внешнее кольцевое пространство «ОА», имеющее толщину 0,05D, определяется областью в промежутке между предпочтительной радиальной зоной для исходного подаваемого материала FZ и внутренней стороной боковой стенки, определяющей зону реакции 28. Предпочтительно, чтобы через отверстия для исходного подаваемого материала, расположенные в данном внешнем кольцевом пространстве ОА, в зону реакции 28 вводили незначительное количество окисляемого соединения, или его не вводили вообще.
В еще одном варианте реализации предпочтительно, чтобы незначительное количество окисляемого соединения вводили в центр зоны реакции 28 или туда не вводили его вообще. Таким образом, как проиллюстрировано на фиг.8, предпочтительная радиальная зона для исходного подаваемого материала FZ может принимать форму теоретического вертикального кольцевого пространства, центрированного в зоне реакции 28, имеющего внешний диаметр D0, равный 0,9D, и имеющего внутренний диаметр DI, равный 0,2D. Таким образом, в данном варианте реализации из центра предпочтительной радиальной зоны для исходного подаваемого материала FZ «вырезают» внутренний цилиндр IC, имеющий диаметр 0,2D. Предпочтительно, чтобы через отверстия для исходного подаваемого материала, расположенные в данном внутреннем цилиндре IC, в зону реакции 28 вводили незначительное количество окисляемого соединения или его не вводили вообще.
В предпочтительном варианте реализации настоящего изобретения существенную часть окисляемого соединения в реакционную среду 36 вводят через отверстия для исходного подаваемого материала, расположенные в предпочтительной радиальной зоне для исходного подаваемого материала, вне зависимости от того, будет ли предпочтительная радиальная зона для исходного подаваемого материала иметь цилиндрическую или кольцевую формы, описанные выше. Более предпочтительно через отверстия для исходного подаваемого материала, расположенные в предпочтительной радиальной зоне для исходного подаваемого материала, в реакционную среду 36 выпускают, по меньшей мере, приблизительно 25% мас. окисляемого соединения. Еще более предпочтительно через отверстия для исходного подаваемого материала, расположенные в предпочтительной радиальной зоне для исходного подаваемого материала, в реакционную среду 36 выпускают, по меньшей мере, приблизительно 50% мас. окисляемого соединения. Наиболее предпочтительно через отверстия для исходного подаваемого материала, расположенные в предпочтительной радиальной зоне для исходного подаваемого материала, в реакционную среду 36 выпускают, по меньшей мере, 75% мас. окисляемого соединения.
Несмотря на то, что теоретические азимутальные квадранты и теоретическая предпочтительная радиальная зона для исходного подаваемого материала, проиллюстрированные на фиг.7 и 8, описываются со ссылкой на распределение потока жидкофазного исходного подаваемого материала, было обнаружено что надлежащее азимутальное и радиальное распределение потока газофазного окислителя также может обеспечить достижение определенных преимуществ. Таким образом, в одном варианте реализации настоящего изобретения описание азимутального и радиального распределения потока жидкофазного исходного подаваемого материала, представленное выше, относится также и к способу, по которому в реакционную среду 36 вводят поток газофазного окислителя.
Если обратиться теперь к фиг.12-15, то можно сказать, что на них проиллюстрирован альтернативный барботер для окислителя 200, как в общем случае включающий кольцевой элемент 202 и пару каналов для ввода окислителя 204, 206. Барботер для окислителя 200 с фиг.12-15 подобен барботеру для окислителя 34 с фиг.1-11 при следующих далее трех основных различиях: (1) барботер для окислителя 200 не включает диагонального поперечного элемента; (2) верхняя часть кольцевого элемента 202 не имеет отверстий для выпуска окислителя в направлении снизу вверх; и (3) барботер для окислителя 200 имеет намного больше отверстий в нижней части кольцевого элемента 202.
Как может быть наилучшим образом проиллюстрировано на фиг.14 и 15, нижняя часть кольца барботера для окислителя 202 характеризуется наличием множества отверстий для окислителя 208. Отверстия для окислителя 208 предпочтительно имеют такую конфигурацию, что, по меньшей мере, приблизительно 1% от общей площади реального сечения, определенного отверстиями для окислителя 208, располагается ниже центральной линии 210 (фиг.15) кольцевого элемента 202, где центральная линия 210 располагается на уровне по высоте для средней точки объема кольцевого элемента 202. Более предпочтительно, по меньшей мере, приблизительно 5% от общей площади реального сечения, определенного всеми отверстиями для окислителя 208, располагаются ниже центральной линии 210, при этом, по меньшей мере, приблизительно 2% от общей площади реального сечения определяются отверстиями 208, которые обеспечивают выпуск потока окислителя в общем случае в направлении сверху вниз в пределах приблизительно 30° от вертикали. Еще более предпочтительно, по меньшей мере, приблизительно 20% от общей площади реального сечения, определенного всеми отверстиями для окислителя 208, располагаются ниже центральной линии 210, при этом, по меньшей мере, приблизительно 10% от общей площади реального сечения определяются отверстиями 208, которые обеспечивают выпуск потока окислителя в общем случае в направлении сверху вниз в пределах 30° от вертикали. Наиболее предпочтительно, по меньшей мере, приблизительно 75% от общей площади реального сечения, определенного всеми отверстиями для окислителя 208, располагаются ниже центральной линии 210, при этом, по меньшей мере, приблизительно 40% от общей площади реального сечения определяются отверстиями 208, которые обеспечивают выпуск потока окислителя в общем случае в направлении сверху вниз в пределах 30° от вертикали. Доля от общей площади реального сечения, определенной всеми отверстиями для окислителя 208, которые располагаются выше центральной линии 210, предпочтительно составляет величину, меньшую, чем приблизительно 75%, более предпочтительно меньшую, чем приблизительно 50%, еще более предпочтительно меньшую, чем приблизительно 25%, а наиболее предпочтительно меньшую, чем 5%.
Как проиллюстрировано на фиг.14 и 15, отверстия для окислителя 208 включают отверстия 208а, обращенные книзу, и отверстия 208b, ориентированные под углом. Отверстия 208а, обращенные книзу, имеют конфигурацию, обеспечивающую выпуск потока окислителя в общем случае в направлении сверху вниз под углом в пределах приблизительно 30° от вертикали, более предпочтительно в пределах приблизительно 15° от вертикали, а наиболее предпочтительно в пределах 5° от вертикали. Отверстия 208b, ориентированные под углом, имеют конфигурацию, обеспечивающую выпуск потока окислителя в общем случае в направлении изнутри наружу и сверху вниз под углом «А», который находится в диапазоне от приблизительно 15 до приблизительно 75° от вертикали, более предпочтительно угол А находится в диапазоне от приблизительно 30 до приблизительно 60° от вертикали, а наиболее предпочтительно угол А находится в диапазоне от 40 до 50° от вертикали.
Предпочтительно, чтобы по существу все отверстия для окислителя 208 имели приблизительно один и тот же диаметр. Диаметр отверстий для окислителя 208 предпочтительно находится в диапазоне от приблизительно 2 до приблизительно 300 мм, более предпочтительно в диапазоне от приблизительно 4 до приблизительно 120 мм, а наиболее предпочтительно в диапазоне от 8 до 60 мм. Общее количество отверстий для окислителя 208 в кольцевом элементе 202 выбирают в соответствии с критериями низкого падения давления, детально описанными далее. Предпочтительно общее количество отверстий для окислителя 208, сформированных в кольцевом элементе 202, составляет, по меньшей мере, приблизительно 10, более предпочтительно общее количество отверстий для окислителя 208 составляет величину в диапазоне от приблизительно 20 до приблизительно 200, а наиболее предпочтительно общее количество отверстий для окислителя 208 составляет величину в диапазоне от 40 до 100.
Несмотря на то, что фиг.12-15 иллюстрируют очень конкретную конфигурацию барботера для окислителя 200, в настоящий момент следует отметить то, что для достижения преимуществ, описанных в настоящем документе, может быть использован широкий ассортимент конфигураций барботеров окислителя. Например, барботер для окислителя необязательно должен иметь конфигурацию восьмиугольного кольцевого элемента, проиллюстрированную на фиг.12-13. Вместо этого возможно, чтобы барботер для окислителя был получен из любой конфигурации канала (каналов) для течения, который использует множество пространственно разнесенных отверстий, предназначенных для выпуска потока окислителя. Размер, количество и направление выпуска, характеризующие отверстия для окислителя в канале для течения, предпочтительно находятся в пределах приведенных выше диапазонов. Кроме того, барботер для окислителя предпочтительно имеет конфигурацию, обеспечивающую азимутальное и радиальное распределения молекулярного кислорода, описанные выше.
Вне зависимости от конкретной конфигурации барботера для окислителя предпочтительно, чтобы барботер для окислителя имел физическую конфигурацию и работал в соответствии со способом, который обеспечивает сведение к минимуму падения давления, связанное с выпуском потока окислителя из канала (каналов) для течения через отверстия для окислителя в зону реакции. Такое падение давления рассчитывают в виде усредненного по времени статического давления потока окислителя внутри канала для течения на впускных отверстиях для окислителя 66а, b барботера для окислителя минус усредненное по времени статическое давление в зоне реакции на уровне по высоте, где половину потока окислителя вводят выше данной позиции по высоте, а половину потока окислителя вводит ниже данной позиции по высоте. В предпочтительном варианте реализации настоящего изобретения усредненное по времени падение давления, связанное с выпуском потока окислителя из барботера для окислителя, составляет величину, меньшую, чем приблизительно 0,3 МПа, более предпочтительно меньшую, чем приблизительно 0,2 МПа, еще более предпочтительно меньшую, чем приблизительно 0,1 МПа, а наиболее предпочтительно меньшую, чем 0,05 МПа. В предпочтительных условиях работы барботажной колонны реакторного типа, описанной в настоящем документе, давление потока окислителя внутри канала (каналов) для течения барботера для окислителя предпочтительно находится в диапазоне от приблизительно 0,35 до приблизительно 1 МПа, более предпочтительно в диапазоне от приблизительно 0,45 до приблизительно 0,85 МПа, а наиболее предпочтительно в диапазоне от 0,5 до 0,7 МПа.
Как упоминалось ранее в том, что касается конфигурации барботера для окислителя, проиллюстрированной на фиг.2-5, может оказаться желательным непрерывное или периодическое промывание барботера для окислителя жидкостью (например, уксусной кислотой, водой и/или пара-ксилолом) для предотвращения возникновения обрастания барботера для окислителя отложениями твердой фазы. В случае использования такого промывания жидкостью, предпочтительно, чтобы в течение, по меньшей мере, одного периода продолжительностью, большей, чем одна минута каждый день, через барботер для окислителя и из отверстий для окислителя перепускали эффективное количество жидкости (то есть, не просто незначительное количество капель жидкости, которые естественным образом могут присутствовать в потоке окислителя). Если из барботера для окислителя непрерывно или периодически будут выпускать жидкость, то тогда предпочтительно, чтобы усредненное по времени соотношение между массовым расходом жидкости через барботер для окислителя и массовым расходом молекулярного кислорода через барботер для окислителя находилось в диапазоне от приблизительно 0,05:1 до приблизительно 30:1 или в диапазоне от приблизительно 0,1:1 до приблизительно 2:1 или даже в диапазоне от 0,2:1 до 1:1.
В одном варианте реализации настоящего изобретения значительную часть окисляемого соединения (например, пара-ксилола) можно вводить в зону реакции через барботер для окислителя. В такой конфигурации предпочтительно, чтобы выпуск окисляемого соединения и молекулярного кислорода из барботера для окислителя происходил через одни и те же отверстия в барботере окислителя. Как отмечалось выше, окисляемое соединение обычно представляет собой жидкость при STP. Поэтому в данном варианте реализации из барботера для окислителя можно выпускать двухфазный поток, при этом жидкая фаза будет содержать окисляемое соединение, а газовая фаза будет содержать молекулярный кислород. Однако необходимо понимать, что во время выпуска из барботера для окислителя, по меньшей мере, часть окисляемого соединения может находиться в газообразном состоянии. В одном варианте реализации жидкую фазу, выпускаемую из барботера для окислителя, преимущественно образует окисляемое соединение. В еще одном варианте реализации жидкая фаза, выпускаемая из барботера для окислителя, имеет по существу тот же самый состав, что и поток исходного подаваемого материала, описанный выше. Если жидкая фаза, выпускаемая из барботера для окислителя, будет иметь по существу тот же самый состав, что и поток исходного подаваемого материала, то такая жидкая фаза может содержать растворитель и/или систему катализатора в количествах и при соотношениях, описанных выше в том, что касается состава потока исходного подаваемого материала.
В одном варианте реализации настоящего изобретения предпочтительно, чтобы через барботер для окислителя вводили бы, по меньшей мере, приблизительно 10% мас. от всего количества окисляемого соединения, вводимого в зону реакции, более предпочтительно через барботер для окислителя в зону реакции вводят, по меньшей мере, приблизительно 40% мас. окисляемого соединения, а наиболее предпочтительно через барботер для окислителя в зону реакции вводят, по меньшей мере, 80% мас. окисляемого соединения. Если все количество или часть окисляемого соединения будут вводить в зону реакции через барботер для окислителя, то предпочтительно, чтобы, по меньшей мере, приблизительно 10% мас. от всего количества молекулярного кислорода, вводимого в зону реакции, вводили через тот же самый барботер для окислителя, более предпочтительно, по меньшей мере, приблизительно 40% мас. окисляемого соединения в зону реакции вводят через один и тот же барботер для окислителя, а наиболее предпочтительно, по меньшей мере, 80% мас. окисляемого соединения в зону реакции вводят через один и тот же барботер для окислителя. Если в зону реакции через барботер для окислителя будут вводить значительную долю окисляемого соединения, то тогда предпочтительно, чтобы в барботере окислителя были установлены одно или несколько устройств, воспринимающих температуру, (например, термопар). Данные температурные датчики можно использовать в качестве вспомогательных средств, помогающих удостовериться в том, что температура в барботере окислителя не становится опасно высокой.
Если обратиться теперь к фиг.16-18, то можно сказать, что на них проиллюстрирована барботажная колонна реакторного типа 20 как включающая внутреннюю деаэрационную емкость 300, расположенную в нижней части зоны реакции 28 вблизи от выпускного отверстия для суспензии 38. Было обнаружено, что во время деаэрации реакционной среды 36 с относительно высокой скоростью протекают побочные реакции, приводящие к образованию примесей. В соответствии с использованием в настоящем документе термин «деаэрация» должен обозначать отделение газовой фазы от многофазной реакционной среды. Если реакционная среда 36 будет высокоаэрированной (величина удержания газа>0,3), то тогда образование примесей будет минимальным. Если реакционная среда 36 будет высоконеаэрированной (величина удержания газа<0,01), то тогда образование примесей также будет минимальным. Однако, если реакционная среда будет частично аэрирована (величина удержания газа 0,01-0,3), то тогда будет стимулироваться прохождение нежелательных побочных реакций и будет образовываться повышенное количество примесей. Деаэрационная емкость 300 имеет целью устранение данной и других проблем в результате сведения к минимуму объема реакционной среды 36 в частично аэрированном состоянии и в результате сведения к минимуму времени, которое потребуется для деаэрации реакционной среды 36. По существу деаэрированную суспензию получают из низа деаэрационной емкости 300, и она выходит из реактора 20 через выпускное отверстие для суспензии 38. По существу деаэрированная суспензия предпочтительно содержит менее чем приблизительно 5 об.% газовой фазы, более предпочтительно менее чем приблизительно 2 об.% газовой фазы, а наиболее предпочтительно менее, чем 1 об.% газовой фазы.
На фиг.16 барботажная колонна реакторного типа 20 проиллюстрирована как включающая регулятор уровня 302 и клапан регулирования расхода 304. Регулятор уровня 302 и клапан регулирования расхода 304 взаимодействуют, обеспечивая выдерживание реакционной среды 36 в зоне реакции 28 по существу на постоянном уровне по высоте. Регулятор уровня 302 может работать в качестве средства восприятия уровня по высоте (например, при использовании восприятия уровня по разности давлений или восприятия уровня при помощи радиоактивного датчика) для верхней поверхности 44 реакционной среды 36 и генерации управляющего сигнала 306, образующего отклик на уровень по высоте для реакционной среды 36. Клапан регулирования расхода 304 воспринимает управляющий сигнал 306 и регулирует расход суспензии через канал выпускного отверстия для суспензии 308. Таким образом, расход суспензии из выпускного отверстия для суспензии 38 может варьироваться в диапазоне от максимального объемного расхода суспензии (Fмакс) тогда, когда уровень по высоте для реакционной среды 36 будет чрезмерно высоким, до минимального объемного расхода суспензии (Fмин) тогда, когда уровень по высоте для реакционной среды 36 будет чрезмерно низким.
Для того чтобы удалить твердофазный продукт окисления из зоны реакции 28, часть сначала необходимо перепустить через деаэрационную емкость 300. Деаэрационная емкость 300 обеспечивает наличие низкотурбулентного внутреннего объема, который позволяет газовой фазе реакционной среды 36 естественным образом поднимаясь, выходить из жидкой и твердой фаз реакционной среды 36, по мере того, как жидкая и твердая фазы будут перетекать сверху вниз в направлении к выпускному отверстию для суспензии 38. Подъем газовой фазы из жидкой и твердой фаз вызывается естественной направленной вверх подъемной силой, действующей на газовую фазу в жидкой и твердой фазах. В случае использования деаэрационной емкости 300, переход реакционной среды 36 из состояния полностью аэрированной трехфазной среды в состояние полностью деаэрированной двухфазной суспензии происходит быстро и эффективно.
Если обратиться теперь к фиг.17 и 18, то можно сказать, что деаэрационная емкости 300 включает в общем случае вертикальную боковую стенку 308, определяющую зону деаэрации 312, ограничиваемую ей. Предпочтительно боковая стенка 308 проходит снизу вверх в пределах приблизительно 30° от вертикали, более предпочтительно в пределах приблизительно 10° от вертикали. Наиболее предпочтительно боковая стенка 308 является по существу вертикальной. Зона деаэрации 312 отделена от зоны реакции 28 и имеет высоту «h» и диаметр «d». Верхний уровень 310 боковой стенки 308 является незамкнутым для того, чтобы принимать реакционную среду из зоны реакции 28 во внутренний объем 312. Нижний уровень боковой стенки 308 через текучую среду соединяется с выпускным отверстием для суспензии 38 через переходную секцию 314. В определенных случаях, таких как, когда выход выпускного отверстия для суспензии 38 будет большим, или когда диаметр «d» боковой стенки 308 будет маленьким, переходную секцию 314 можно исключить. Как может быть лучше всего проиллюстрировано на фиг.18, деаэрационная емкость 300 также может включать стабилизатор потока 316, расположенный в зоне деаэрации 312. Стабилизатор потока 316 может представлять собой любую конструкцию, работающую в целях подавления образования вихрей по мере того, как твердая и жидкая фазы будут перетекать сверху вниз в направлении выпускного отверстия для суспензии 38.
Для того чтобы добиться надлежащего отделения газовой фазы от твердой и жидкой фаз в деаэрационной емкости 300, производят тщательный отбор высоты «h» и площади горизонтального поперечного сечения внутренней зоны деаэрации 312. Высота «h» и площадь горизонтального поперечного сечения внутренней зоны деаэрации 312 должны обеспечивать достижение достаточных расстояния и времени таким образом, чтобы при отборе максимального количества суспензии (то есть, при отборе суспензии на уровне Fмакс) по существу весь объем пузырьков газа мог бы, поднимаясь, выйти из твердой и жидкой фаз до того, как пузырьки газа достигнут нижнего выпускного отверстия в деаэрационной емкости 300. Таким образом, предпочтительно, чтобы площадь поперечного сечения зоны деаэрации 312 была такой, чтобы максимальная скорость в направлении сверху вниз (Vdмакс) для жидкой и твердой фаз при прохождении зоны деаэрации 312 была существенно меньшей, чем скорость естественного подъема (Vu) для пузырьков газовой фазы при прохождении жидкой и твердой фаз. Максимальная скорость в направлении сверху вниз (Vdмакс) для жидкой и твердой фаз при прохождении зоны деаэрации 312 имеет место при максимальном объемном расходе суспензии (Fмакс), обсуждавшемся выше. Скорость естественного подъема (Vu) для пузырьков газа при прохождении жидкой и твердой фаз варьируется в зависимости от размера пузырьков; однако скорость естественного подъема (Vu0,5) для пузырьков газа с диаметром 0,5 см при прохождении жидкой и твердой фаз может быть использована в качестве значения отсечки, поскольку по существу весь объем пузырька, первоначально присутствующий в реакционной среде 36, будет соответствовать величине, превышающей 0,5 см. Предпочтительно площадь поперечного сечения зоны деаэрации 312 такова, что Vdмакс составляет величину, меньшую, чем приблизительно 75% от Vu0,5, более предпочтительно Vdмакс составляет величину, меньшую, чем приблизительно 40% от Vu0,5, наиболее предпочтительно Vdмакс составляет величину, меньшую, чем 20% от Vu0,5.
Скорость при движении сверху вниз для жидкой и твердой фаз в зоне деаэрации 312 деаэрационной емкости 300 рассчитывают в виде объемного расхода деаэрированной суспензии через выпускное отверстие для суспензии 38, поделенного на минимальную площадь поперечного сечения зоны деаэрации 312. Скорость при движении сверху вниз для жидкой и твердой фаз в зоне деаэрации 312 деаэрационной емкости 300 предпочтительно составляет величину, меньшую, чем приблизительно 50 см/с, более предпочтительно меньшую, чем приблизительно 30 см/с, а наиболее предпочтительно меньшую, чем 10 см/с.
В данный момент следует отметить то, что несмотря на то, что вертикальная боковая стенка 308 деаэрационной емкости 300 проиллюстрирована как имеющая цилиндрическую конфигурацию, боковая стенка 308 может включать множество боковых стенок, которые образуют широкий спектр конфигураций (например, треугольную, квадратную или овальную), до тех пор, пока стенки будут определять внутренний объем, характеризующийся надлежащими объемом, площадью поперечного сечения, шириной «d» и высотой «h». В предпочтительном варианте реализации настоящего изобретения «d» находится в диапазоне от приблизительно 0,2 до приблизительно 2 м, более предпочтительно в диапазоне от приблизительно 0,3 до приблизительно 1,5 м, а наиболее предпочтительно в диапазоне от 0,4 до 1,2 м. В предпочтительном варианте реализации настоящего изобретения «h» находится в диапазоне от приблизительно 0,3 м до приблизительно 5 м, более предпочтительно в диапазоне от приблизительно 0,5 до приблизительно 3 м, а наиболее предпочтительно в диапазоне от 0,75 до 2 м.
В предпочтительном варианте реализации настоящего изобретения боковая стенка 308 является по существу вертикальной, так что площадь горизонтального поперечного сечения зоны деаэрации 312 является по существу постоянной по всей высоте «h» зоны деаэрации 312. Предпочтительно максимальная площадь горизонтального поперечного сечения зоны деаэрации 312 составляет величину, меньшую, чем приблизительно 25% от максимальной площади горизонтального поперечного сечения зоны реакции 28. Более предпочтительно максимальная площадь горизонтального поперечного сечения зоны деаэрации 312 находится в диапазоне от приблизительно 0,1 до приблизительно 10% от максимальной площади горизонтального поперечного сечения зоны реакции 28. Наиболее предпочтительно максимальная площадь горизонтального поперечного сечения зоны деаэрации 312 находится в диапазоне от 0,25 до 4% от максимальной площади горизонтального поперечного сечения зоны реакции 28. Предпочтительно максимальная площадь горизонтального поперечного сечения зоны деаэрации 312 находится в диапазоне от приблизительно 0,02 до приблизительно 3 м2, более предпочтительно в диапазоне от приблизительно 0,05 до приблизительно 2 м2, а наиболее предпочтительно в диапазоне от 0,1 до 1,2 м2. Объем зоны деаэрации 312 предпочтительно составляет величину, меньшую, чем приблизительно 5% от общего объема реакционной среды 36 или зоны реакции 28. Более предпочтительно объем зоны деаэрации 312 находится в диапазоне от приблизительно 0,01 до приблизительно 2% от общего объема реакционной среды 36 или зоны реакции 28. Наиболее предпочтительно объем зоны деаэрации 312 находится в диапазоне от 0,05 до приблизительно 1% от общего объема реакционной среды 36 или зоны реакции 28. Объем зоны деаэрации 312 предпочтительно составляет величину, меньшую, чем приблизительно 2 м3, более предпочтительно находящуюся в диапазоне от приблизительно 0,01 до приблизительно 1 м3, а наиболее предпочтительно в диапазоне от 0,05 до 0,5 м3.
Если обратиться теперь к фиг.19, то можно сказать, что на ней проиллюстрирована барботажная колонна реакторного типа 20 как включающая внешнюю деаэрационную емкость 400. В данной конфигурации аэрированную реакционную среду 36 отбирают из зоны реакции 28 через отверстие в боковой стороне корпуса 22 повышенного уровня расположения. Отобранную аэрированную среду транспортируют до внешней деаэрационной емкости 400 через канал выпускного отверстия 402 для отделения газовой фазы от твердой и жидкой фаз. Отделенная газовая фаза покидает деаэрационную емкость 400 через канал 404, в то время как по существу деаэрированная суспензия покидает деаэрационную емкость 400 через канал 406.
На фиг.19 канал выпускного отверстия 402 продемонстрирован как являющийся приблизительно прямым, горизонтальным и ортогональным по отношению к корпусе 22. Это просто одна удобная конфигурация; и канал выпускного отверстия 402 может быть другим в любом отношении при том условии, что он обеспечивает подходящее соединение барботажной колонны реакторного типа 20 и внешней деаэрационной емкости 400. Если обратиться к каналу 404, то можно сказать, что в подходящем случае данный канал присоединяется к верху или вблизи от верха деаэрационной емкости 400 для того, чтобы устранить вопросы по технике безопасности, связанные с карманом застаивающегося газа, содержащим окисляемое соединение и окислитель. Кроме того, каналы 402 и 404 в подходящем случае могут включать средства отсечения течения, такие как клапаны.
Если реакционную среду 36 будут отбирать из реактора 20 через выпускное отверстие повышенного уровня расположения, как это продемонстрировано на фиг.19, то тогда предпочтительно, чтобы барботажная колонна реакторного типа 20 была оборудована нижним выпускным отверстием 408 вблизи от низа 52 зоны реакции 28. Нижнее выпускное отверстие 408 и нижний канал 410, присоединенный к нему, можно использовать для уменьшения коэффициента заполнения (то есть, опорожнения) реактора 20 во время остановок. Предпочтительно одно или несколько нижних выпускных отверстий 408 предусматриваются в нижней одной трети высоты реакционной среды 36, более предпочтительно в нижней одной четверти реакционной среды 36, а наиболее предпочтительно в самой нижней точке зоны реакции 28.
В случае отбора суспензии в позиции повышенного уровня расположения и деаэрационной системы, продемонстрированной на фиг.19, нижний канал 410 и выпускное отверстие 408 не используются для отбора суспензии из зоны реакции 28 во время окисления. На современном уровне техники известно то, что твердая фаза имеет тенденцию к отстаиванию под действием силы тяжести в неаэрируемых и не перемешиваемых другим образом частях суспензии, в том числе в каналах с застаивающимся течением. Кроме того, отстоявшаяся твердая фаза (например, терефталевая кислота) может иметь тенденцию к затвердеванию в виде больших агломератов вследствие продолжения осаждения и/или перекристаллизации. Таким образом, для того, чтобы предотвратить закупоривание нижнего канала для течения 410, часть деаэрированной суспензии из низа деаэрационной емкости 400 можно использовать для непрерывного или периодического промывания нижнего канала 410 во время нормального работы реактора 20. Предпочтительный способ, обеспечивающий такое промывание канала 410 суспензией, заключается в периодическом открывании клапана 412 в канале 410 и предоставлении возможности части деаэрированной суспензии перетекать через канал 410 в зону реакции 28 через нижнее отверстие 408. Даже тогда, когда клапан 412 будет полностью или частично открыт, только часть деаэрированной суспензии будет перетекать через нижний канал 410 и возвращаться обратно в зону реакции 28. Оставшуюся часть деаэрированной суспензии, не используемую для промывания нижнего каналы 410, выводят через канал 414 из реактора 20 для проведения дополнительной переработки на последующих стадиях технологической схемы (например, очистки).
Во время обычной работы барботажной колонны реакторного типа 20 в течение существенного промежутка времени (например, >100 часов) предпочтительно, чтобы количество деаэрированной суспензии, используемой для промывания нижнего канала 410, составляло величину, меньшую, чем 50% мас. от общей деаэрированной суспензии, полученной из низа деаэрационной емкости 400, более предпочтительно, меньшую, чем приблизительно 20% мас., а наиболее предпочтительно меньшую, чем приблизительно 5% мас. Кроме того, предпочтительно, чтобы в течение существенного промежутка времени редний массовый расход деаэрированной суспензии, используемой для промывания нижнего канала 410, составлял величину, меньшую, чем приблизительно 4-кратный усредненный массовый расход окисляемого соединения, вводимого в зону реакции 28, более предпочтительно меньшую, чем приблизительно 2-кратный средний массовый расход окисляемого соединения, вводимого в зону реакции 28, еще более предпочтительно меньшую, чем средний массовый расход окисляемого соединения, вводимого в зону реакции 28, а наиболее предпочтительно меньшую, чем 0,5-кратный усредненный массовый расход окисляемого соединения, вводимого в зону реакции 28.
Если обратиться опять к фиг.19, то можно сказать, что деаэрационная емкость 400 включает по существу вертикальную предпочтительно цилиндрическую боковую стенку 416, определяющую зону деаэрации 418. Зона деаэрации 418 имеет диаметр «d» и высоту «h». Высоту «h» измеряют в виде расстояния по высоте между позицией, в которой аэрированная реакционная среда поступает в деаэрационную емкость 400, и низом боковой стенки 416. Высота «h», диаметр «d», площадь поверхности и объем зоны деаэрации 418 предпочтительно представляют собой по существу то же самое, что и то, что описывается выше в том, что касается зоны деаэрации 312 деаэрационной емкости 300, проиллюстрированной на фиг.16-18. В дополнение к этому, деаэрационная емкость 400 включает верхнюю секцию 420, полученную в результате продолжения боковой стенки 416 выше зоны деаэрации 418. Верхняя секция 420 деаэрационной емкости 400 может иметь любую высоту, хотя предпочтительно она проходит снизу вверх до положения уровня или положения выше уровня реакционной среды 36 в зоне реакции 28. Верхняя секция 420 обеспечивает то, чтобы газовая фаза имела пространство для надлежащего отделения от жидкой и твердой фаз перед тем, как покинуть деаэрационную емкость 400 через канал 404. В данный момент следует отметить то, что несмотря на то, что канал 404 проиллюстрирован как возвращающий отделенную газовую фазу в зону отделения реактора 20, в альтернативном варианте канал 404 может быть соединен с корпусом 22 на любом уровне по высоте выше канала выпускного отверстия 402. Необязательно канал 404 может быть соединен с каналом выпускного отверстия для газа 40 таким образом, чтобы отделенная газовая фаза из деаэрационной емкости 400 объединялась с удаленным потоком паров верха реактора в канале 40 и отправлялась на последующие стадии технологической схемы для дополнительной переработки.
Если обратиться теперь к фиг.20, то можно сказать, что на ней проиллюстрирована барботажная колонна реакторного типа 20 как включающая гибридную внутренне-внешнюю деаэрационную емкость 500. В данной конфигурации часть реакционной среды 36 отбирают из зоны реакции 28 через относительно большое отверстие повышенного уровня расположения 502 в боковой стенке корпуса 22. После этого отобранную реакционную среду 36 транспортируют через коленный канал 504 относительно большого диаметра, и она поступает в верх деаэрационной емкости 500. На фиг.20 коленный канал 504 продемонстрирован как ортогонально соединяющийся с боковой стенкой корпуса 22 и включающего плавный поворот на угол, равный приблизительно 90°. Это просто одна удобная конфигурация; и коленный канал 504 может быть другим в любом отношении при том условии, что он обеспечивает подходящее соединение барботажной колонны реакторного типа 20 и внешней деаэрационной емкости 500, как это описано. Кроме того, коленный канал 504 в подходящем случае может включать средства отсечения течения, такие как клапаны.
В деаэрационной емкости 500 газовая фаза перемещается снизу вверх, в то время как твердая и жидкая фазы перемещаются сверху вниз. Перемещающаяся снизу вверх газовая фаза может повторно поступать в коленный канал 504, а после этого уходить через отверстие 502 обратно в зону реакции 28. Таким образом, в отверстии 502 может иметь место противоточное течение поступающей реакционной среды 36 и отходящего отделенного газа. Деаэрированная суспензия покидает деаэрационную емкость 500 через канал 506. Деаэрационная емкость 500 включает по существу вертикальную, предпочтительно цилиндрическую боковую стенку 508, определяющую зону деаэрации 510. Зона деаэрации 510 имеет высоту «h» и диаметр «d». Предпочтительно, чтобы отверстие повышенного уровня расположения 502 и коленный канал 504 имели диаметр, идентичный диаметру «d» зоны деаэрации 510 или превышающий его. Высота «h», диаметр «d», площадь поверхности и объем зоны деаэрации 510 предпочтительно представляют собой по существу то же самое, что и то, что описывалось выше в том, что касается зоны деаэрации 312 деаэрационной емкости 300, проиллюстрированной на фиг.16-18.
Фиг.19 и 20 иллюстрируют вариант реализации барботажной колонны реакторного типа 20, в которой твердый продукт (например, сырая неочищенная терефталевая кислота), полученный в зоне реакции 28, отбирают из зоны реакции 28 через выпускное отверстие повышенного уровня расположения. Отбор аэрированной реакционной среды 36 из позиции повышенного уровня расположения выше низа барботажной колонны реакторного типа 20 может способствовать предотвращению накопления и застаивания плохо аэрированной реакционной среды 36 в нижней части 52 зоны реакции 28. В соответствии с другими аспектами настоящего изобретения концентрации кислорода и окисляемого соединения (например, пара-ксилола) в реакционной среде 36 вблизи от верха реакционной среды 36 предпочтительно составляют величины, меньшие, чем соответствующие концентрации вблизи от низа. Таким образом, отбор реакционной среды 36 в позиции повышенного уровня расположения может обеспечить увеличение выхода в результате уменьшения количества не вступивших в реакцию реагентов, отбираемых из реактора 20. Кроме этого, тогда, когда барботажная колонна реакторного типа 20 будет работать при высоком значении STR и наличии градиентов химического состава, описанных в настоящем документе, температура реакционной среды 36 будет значительно варьироваться в вертикальном направлении. В таких условиях температура реакционной среды 36 обычно будет иметь местные минимумы вблизи от нижнего уровня и верхнего уровня зоны реакции 28. Вблизи от нижнего уровня поверхности минимум относится к испарению растворителя вблизи от того места, где производят введение всего количества или части окислителя. Вблизи от верхнего уровня поверхности минимум опять-таки обуславливается испарением растворителя, хотя в данном случае это объясняется уменьшением давления внутри реакционной среды. В дополнение к этому, в промежутке между верхним и нижним уровнями могут иметь место и другие местные минимумы каждый раз тогда, когда в реакционную среду будут вводить дополнительные количества исходного подаваемого материала или окислителя. Таким образом, в промежутке между нижним уровнем и верхним уровнем зоны реакции 28 существуют один или несколько температурных максимумов, движущей силой возникновения которых является экзотермическая теплота реакций окисления. Отбор реакционной среды 36 в позиции повышенного уровня расположения при повышенной температуре может оказаться в особенности выгодным тогда, когда при повышенных температурах будет происходить переработка на последующих стадиях технологической схемы, поскольку уменьшаются затраты энергии, связанные с нагреванием отобранной среды, предназначенной для переработки на последующих стадиях технологической схемы.
Таким образом, в предпочтительном варианте реализации настоящего изобретения и в особенности тогда, когда переработку на последующих стадиях технологической схемы будут проводить при повышенных температурах, реакционную среду 36 из барботажной колонны реакторного типа 20 отбирают через выпускное отверстие (отверстия) повышенного уровня расположения, размещенное выше позиции (позиций), в которой в зону реакции 28 поступают, по меньшей мере, 50% мас. от потока жидкофазного исходного подаваемого материала и/или потока газофазного окислителя. Более предпочтительно реакционную среду 36 из барботажной колонны реакторного типа 20 отбирают через выпускное отверстие (отверстия) повышенного уровня расположения, размещенное выше позиции (позиций), в которой в зону реакции 28 поступает по существу весь поток жидкофазного исходного подаваемого материала и/или поток газофазного окислителя. Предпочтительно через выпускное отверстие (отверстия) повышенного уровня расположения отбирают, по меньшей мере, 50% мас. твердофазных и жидкофазных компонентов, отбираемых из барботажной колонны реакторного типа 20. Более предпочтительно через выпускное отверстие (отверстия) повышенного уровня расположения отбирают по существу все количество твердофазных и жидкофазных компонентов, отбираемых из барботажной колонны реакторного типа 20. Предпочтительно выпускное отверстие (отверстия) повышенного уровня расположения размещают, по меньшей мере, приблизительно на 1D выше нижнего уровня 52 зоны реакции 28. Более предпочтительно выпускное отверстие (отверстия) повышенного уровня расположения располагают, по меньшей мере, приблизительно на 2D выше нижнего уровня 52 зоны реакции 28. Наиболее предпочтительно выпускное отверстие (отверстия) повышенного уровня расположения располагают, по меньшей мере, на 3D выше нижнего уровня 52 зоны реакции 28. При наличии высоты «Н» реакционной среды 36 предпочтительно, чтобы выпускное отверстие (отверстия) повышенного уровня расположения были размещены по высоте в промежутке между приблизительно 0,2Н и приблизительно 0,8Н, более предпочтительно между приблизительно 0,3Н и приблизительно 0,7Н, а наиболее предпочтительно между 0,4Н и 0,6Н. Кроме того, предпочтительно, чтобы температура реакционной среды 36 на выпускном отверстии повышенного уровня расположения, выходящем из зоны реакции 28, по меньшей мере, на 1°С превышала температуру реакционной среды 36 на нижнем уровне 52 зоны реакции 28. Более предпочтительно температура реакционной среды 36 на выпускном отверстии повышенного уровня расположения, выходящем из зоны реакции 28, превышает температуру реакционной среды 36 на нижнем уровне 52 зоны реакции 28 на величину в диапазоне от приблизительно 1,5 до приблизительно 16°С. Наиболее предпочтительно температура реакционной среды 36 на выпускном отверстии повышенного уровня расположения, выходящем из зоны реакции 28, превышает температуру реакционной среды 36 на нижнем уровне 52 зоны реакции 28 на величину в диапазоне от 2 до 12°С.
Если обратиться теперь к фиг.21, то можно сказать, что на ней проиллюстрирована барботажная колонна реакторного типа 20 как включающая альтернативную гибридную деаэрационную емкость 600, расположенную в нижней части реактора 20. В данной конфигурации аэрированную реакционную среду 36 отбирают из зоны реакции 28 через относительно беольшое отверстие 602 на нижнем уровне 52 корпуса 22. Отверстие 602 определяет незамкнутый верхний уровень деаэрационной емкости 600. В деаэрационной емкости 600 газовая фаза перемещается снизу вверх в то время, как твердая и жидкая фазы перемещаются сверху вниз. Перемещающаяся снизу вверх газовая фаза может повторно поступать в зону реакции 28 через отверстие 602. Таким образом, в отверстии 602 может иметь место противоточное течение поступающей реакционной среды 36 и отходящего отделенного газа. Деаэрированная суспензия покидает деаэрационную емкость 600 через канал 604. Деаэрационная емкость 600 включает по существу вертикальную, предпочтительно цилиндрическую боковую стенку 606, определяющую зону деаэрации 608. Зона деаэрации 608 имеет высоту «h» и диаметр «d». Предпочтительно, чтобы отверстие 602 имело диаметр, идентичный диаметру «d» зоны деаэрации 608 или превышающий его. Высота «h», диаметр «d», площадь поверхности и объем зоны деаэрации 608 предпочтительно представляют собой по существу то же самое, что и то, что описывалось выше в том, что касается зоны деаэрации 312 деаэрационной емкости 300, проиллюстрированной на фиг.16-18.
Если обратиться теперь к фиг.22, то можно сказать, что на ней проиллюстрирована барботажная колонна реакторного типа 20 фиг.21 как включающая альтернативный барботер для окислителя 620. Барботер для окислителя 620 включает кольцевой элемент 622 и пару каналов впускных отверстий 624, 626. Кольцевой элемент 622 предпочтительно имеет по существу ту же самую конфигурацию, что и кольцевой элемент 202, описанный выше в том, что касается фиг.12-15. Каналы впускных отверстий 624, 626 проходят снизу вверх через отверстия в днище 48 корпуса 22 и обеспечивают подачу потока окислителя в кольцевой элемент 622.
Если обратиться теперь к фиг.23, то можно сказать, что на ней проиллюстрирована барботажная колонна реакторного типа 20 фиг.21 как включающая не использующее барботер средство введения потока окислителя в зону реакции 28. В конфигурации 23 подачу потока окислителя в реактор 20 обеспечивают через каналы для окислителя 630, 632. Каналы для окислителя 630, 632 соединяют с соответствующими отверстиями для окислителя 634, 636 в днище 48 корпуса 22. Поток окислителя вводят непосредственно в зону реакции 28 через отверстия для окислителя 634, 636. Для отклонения течения потока окислителя сразу после его первоначального введения в зону реакции 28 можно предусмотреть наличие необязательных отбойников 638, 640.
Как упоминалось выше, предпочтительно, чтобы реактор окисления имел конфигурацию и работал в соответствии со способом, который позволяет избегать возникновения зон высокой концентрации окисляемого соединения в реакционной среде, поскольку такие зоны могут привести к образованию примесей. Один способ улучшения первоначального диспергирования окисляемого соединения (например, пара-ксилола) в реакционной среде заключается в разбавлении окисляемого соединения жидкостью. Жидкость, используемая для разбавления окисляемого соединения, своим источником может иметь часть реакционной среды, расположенную на существенном расстоянии от позиции (позиций), в которой в зону реакции подают окисляемое соединение. Для данной жидкости из удаленной части реакционной среды в результате циркуляции можно обеспечить подачу к позиции, расположенной вблизи от позиции введения окисляемого соединения через канал для течения, который располагается внутри и/или вне основной реакционной емкости.
Фиг.24 и 25 иллюстрируют два предпочтительных способа организации циркуляции жидкости из удаленной части реакционной среды с подачей в позицию, расположенную вблизи от впускного отверстия для окисляемого соединения, при использовании внутреннего (фиг.24) или внешнего (фиг.25) канала. Предпочтительно длина канала для течения от его впускного отверстия (то есть, отверстия (отверстий), где жидкость поступает в канал) до его выпускного отверстия (то есть, отверстия (отверстий), где жидкость выпускают из канала) превышает приблизительно 1 м, более предпочтительно превышает приблизительно 3 м, еще более предпочтительно превышает приблизительно 6 м, а наиболее предпочтительно превышает 9 м. Однако фактическая длина канала становится менее существенным параметром, если жидкость получают из отдельной емкости, может быть, расположенной непосредственно над или рядом с емкостью, в которую первоначально выпускают исходный подаваемый материал, образуемый окисляемый соединением. Жидкость из любой отдельной емкости, содержащей, по меньшей мере, некоторое количество реакционной среды, представляет собой предпочтительный источник для первоначального разбавления окисляемого соединения.
Предпочтительно, чтобы жидкость, перепускаемая через канал, вне зависимости от источника имела пониженную стационарную концентрацию окисляемого соединения по сравнению с реакционной средой, непосредственно примыкающей, по меньшей мере, к одному выпускному отверстию канала. Кроме того, предпочтительно, чтобы жидкость, перепускаемая через канал, имела концентрацию окисляемого соединения в жидкой фазе, меньшую приблизительно 100000 м.д. мас., более предпочтительно меньшую приблизительно 10000 м.д. мас., еще более предпочтительно меньшую приблизительно 1000 м.д. мас., а наиболее предпочтительно меньшую 100 м.д. мас., где концентрации измеряют перед добавлением в канал порции образуемого окисляемым соединением исходного подаваемого материала и любого необязательного отдельного исходного подаваемого материала, образуемого растворителем. При проведении измерения после добавления порции образуемого окисляемым соединением исходного подаваемого материала и необязательного исходного подаваемого материала, образуемого растворителем, предпочтительно, чтобы объединенный поток жидкости, поступающий в реакционную среду, имел концентрацию окисляемого соединения в жидкой фазе, меньшую приблизительно 300000 м.д. мас., более предпочтительно меньшую приблизительно 50000 м.д. мас., а наиболее предпочтительно меньшую 10000 м.д. мас.
Желательно выдерживать течение через канал на уровне достаточно низкого расхода таким образом, чтобы циркулирующая жидкость действительно подавляла желательный общий градиент окисляемого соединения в пределах реакционной среды. В данном отношении предпочтительно, чтобы соотношение между массой жидкой фазы в зоне реакции, в которую первоначально выпускают порцию окисляемого соединения, и массовым расходом жидкости, перепускаемой через канал, превышало приблизительно 0,3 мин, более предпочтительно превышало приблизительно 1 мин, еще более предпочтительно находилось в диапазоне от приблизительно 2 мин до приблизительно 120 мин, а наиболее предпочтительно от 3 мин до 60 мин.
Существует множество способов, стимулирующих течение жидкости через канал. Предпочтительные способы включают применение силы тяжести, эжекторов всех типов, использующих либо газ, либо жидкость, либо и газ, и жидкость в качестве движущей текучей среды, и механических насосов всех типов. В случае применения эжектора, в одном варианте реализации изобретения в качестве движущей текучей среды используют, по меньшей мере, одну текучую среду, выбираемую из группы, состоящей из исходного подаваемого материала, образуемого окисляемым соединением (жидкости или газа), исходного подаваемого материала, образуемого окислителем (газа), исходного подаваемого материала, образуемого растворителем (жидкости), и снабженного насосом источника реакционной среды (суспензии). В еще одном варианте реализации в качестве движущей текучей среды используют, по меньшей мере, две текучие среды, выбираемые из группы, состоящей из исходного подаваемого материала, образуемого окисляемым соединением, исходного подаваемого материала, образуемого окислителем, и исходного подаваемого материала, образуемого растворителем. В еще одном варианте реализации в качестве движущей текучей среды используют комбинацию исходного подаваемого материала, образуемого окисляемым соединением, исходного подаваемого материала, образуемого окислителем, и исходного подаваемого материала, образуемого растворителем.
Подходящие диаметр или диаметры канала циркуляции могут варьироваться в соответствии с количеством и свойствами транспортируемого материала, энергией, доступной для стимулирования движения потока, и соображениями, касающимися капитальных затрат. Предпочтительно, чтобы минимальный диаметр такого канала превышал приблизительно 0,02 м, более предпочтительно находился в диапазоне от приблизительно 0,06 м до приблизительно 2 м, а наиболее предпочтительно от 0,12 до 0,8 м.
Как отмечалось выше, течение через канал желательно регулировать, выдерживая в определенных предпочтительных диапазонах. Существует множество известных на современном уровне способов оказания воздействия на данное управление в результате задания подходящей фиксированной конфигурации во время изготовления канала для течения. Еще один предпочтительный вариант реализации заключается в использовании конфигураций, которые могут меняться во время работы, а именно, включающих клапаны всех сортов и описаний, в том числе с ручным управлением и механическим управлением при использовании любых средств, включающих контуры управления с обратной связью от воспринимающего элемента или без этого. Еще один предпочтительный способ управления течением разбавленной жидкости заключается в варьировании подвода энергии в промежутке между впускным отверстием и выпускным отверстием канала. Предпочтительные способы включают изменение расхода для одной или нескольких движущих текучих сред, подаваемых в эжектор, изменение подвода энергии к приводу насоса и изменение разницы плотностей или разницы уровней по высоте при использовании силы тяжести. Данные предпочтительные способы также можно использовать и во всех комбинациях.
Канал, используемый для циркуляции жидкости из реакционной среды, может относиться к любому типу, известному на современном уровне техники. В одном варианте реализации используют канал, сконструированный полностью или частично при использовании обычных материалов для изготовления трубопровода. В еще одном варианте реализации используют канал, сконструированный полностью или частично при использовании стенки реакционной емкости в качестве одной части канала. Канал можно сконструировать полностью включенным в границы реакционной емкости (фиг.24) или его можно сконструировать расположенным полностью вне реакционной емкости (фиг.25), или он может включать секции, располагаемые как внутри, так и вне реакционной емкости.
Изобретатели предусматривают то, что в особенности в реакторах большего размера может оказаться желательным наличие множества каналов и различных вариантов перемещения жидкости через канал. Кроме того, может оказаться желательным наличие множества выпускных отверстий во множестве позиций на одном из каналов или на всех каналах. Детали конструкции будут обеспечивать наличие баланса между желательным общим градиентом стационарных концентраций окисляемого соединения и желательным первоначальным разбавлением образуемого окисляемым соединением исходного подаваемого материала в соответствии с другими аспектами настоящего изобретения.
Фиг. как 24, так и 25 иллюстрируют конструкции, которые используют деаэрационную емкость, соединенную с каналом. Данная деаэрационная емкость обеспечивает то, что часть реакционной среды, используемой для разбавления поступающего окисляемого соединения, представляет собой по существу деаэрированную суспензию. Однако в данный момент следует отметить то, что жидкость или суспензия, используемые для разбавления поступающего окисляемого соединения, могут находиться в аэрированной форме, а также в деаэрированной форме.
Использование жидкости, перетекающей через канал, для обеспечения разбавления образуемого окисляемым соединением исходного подаваемого материала является в особенности подходящим для использования в барботажных колоннах реакторного типа. Кроме того, в барботажных колоннах реакторного типа получения больших преимуществ от первоначального разбавления образуемого окисляемым соединением исходного подаваемого материала можно добиться даже без добавления образуемого окисляемым соединением исходного подаваемого материала непосредственно в канал при том условии, что выпускное отверстие канала будет располагаться достаточно близко к позиции добавления окисляемого соединения. В таком варианте реализации предпочтительно, чтобы выпускное отверстие канала располагалось в пределах приблизительно 27 диаметров выпускного отверстия канала от наиболее близкой позиции добавления окисляемого соединения, более предпочтительно в пределах приблизительно 9 диаметров выпускного отверстия канала, еще более предпочтительно в пределах приблизительно 3 диаметров выпускного отверстия канала, а наиболее предпочтительно в пределах 1 диаметра выпускного отверстия канала.
Также было обнаружено, что даже без применения каналов для получения жидкости разбавления из удаленной части реакционной среды подходящими для использования при первоначальном разбавлении образуемого окисляемым соединением исходного подаваемого материала в барботажных колоннах окисления, соответствующих одному варианту реализации настоящего изобретения, могут оказаться эжекционные устройства потока. В таких случаях эжектор располагают внутри реакционной среды, и он имеет свободный проход от реакционной среды до горловины эжектора, где низкое давление будет затягивать примыкающую реакционную среду. Примеры двух возможных конфигураций эжекторов проиллюстрированы на фиг.26 и 27. В предпочтительном варианте реализации данных эжекторов самая близкая позиция подачи окисляемого соединения располагается в пределах приблизительно 4 м, более предпочтительно в пределах приблизительно 1 м, а наиболее предпочтительно 0,3 м от горловины эжектора. В другом варианте реализации в качестве движущей текучей среды под давлением подают окисляемое соединение. В еще одном варианте реализации в качестве дополнительной движущей текучей среды совместно с окисляемым соединением под давлением подают либо растворитель, либо окислитель. А в еще одном варианте реализации в качестве дополнительной движущей текучей среды совместно с окисляемым соединением под давлением подают как растворитель, так и окислитель.
Изобретатели предусматривают то, что в особенности в реакторах большего размера может оказаться желательным наличие множества эжекторов различных конструкций, расположенных в различных позициях в пределах реакционной среды. Детали конструкции будут обеспечивать наличие баланса между желательным общим градиентом стационарных концентраций окисляемого соединения и желательным первоначальным разбавлением образуемого окисляемым соединением исходного подаваемого материала в соответствии с другими аспектами настоящего изобретения. В дополнение к этому, изобретатели предусматривают то, что струи истечения из выпускного отверстия эжектора могут быть ориентированы в любом направлении. В случае использования множества эжекторов каждый эжектор может быть ориентирован индивидуально, опять-таки в любом направлении.
Как упоминалось выше, определенные физические и эксплуатационные признаки барботажной колонны реакторного типа 20, описанные выше в том, что касается фиг.1-27, обеспечивают наличие градиентов по высоте давления, температуры и концентраций реагента (то есть, кислорода и окисляемого соединения) в реакционной среде 36. Как обсуждалось выше, данные градиенты по высоте могут обеспечивать более эффективную и экономичную реализацию способа окисления по сравнению с обычно используемыми способами окисления, которые благоприятствуют получению хорошо перемешанной реакционной среды, характеризующейся относительно однородными давлением, температурой и концентрацией реагента во всех ее частях. Далее более подробно будут обсуждаться градиенты по высоте для кислорода, окисляемого соединения (например, пара-ксилола) и температуры, которые делает возможными использование системы окисления в соответствии с вариантом реализации настоящего изобретения.
Если обратиться теперь к фиг.28, то можно сказать, что для того, чтобы получить количественные характеристики градиентов концентраций реагентов, существующих в реакционной среде 36 во время окисления в барботажной колонне реакторного типа 20, общий объем реакционной среды 36 можно теоретически разделить на 30 дискретных горизонтальных слоев с равным объемом. Фиг.28 иллюстрирует концепцию разделения реакционной среды 36 на 30 дискретных горизонтальных слоев с равным объемом. За исключением самого верхнего и самого нижнего горизонтальных слоев каждый горизонтальный слой имеет дискретный объем, ограниченный по его верхней и нижней сторонам воображаемыми горизонтальными плоскостями и ограниченный по его боковым сторонам стенкой реактора 20. Самый верхний горизонтальный слой ограничен по его нижней стороне воображаемой горизонтальной плоскостью, а по его верхней стороне - верхней поверхностью реакционной среды 36. Самый нижний горизонтальный слой ограничен по его верхней стороне воображаемой горизонтальной плоскостью, а по ее нижней стороне - низом корпуса. Как только реакционная среда 36 будет теоретически разделена на 30 дискретных горизонтальных слоев с равным объемом, то после этого можно будет определить усредненную по времени и объему концентрацию для каждого горизонтального слоя. Индивидуальный горизонтальный слой, имеющий максимальную концентрацию в числе всех 30 горизонтальных слоев, можно идентифицировать как «горизонтальный слой С-макс». Индивидуальный горизонтальный слой, расположенный выше горизонтального слоя С-макс и имеющий минимальную концентрацию в числе всех горизонтальных слоев, расположенных выше горизонтального слоя С-макс, можно идентифицировать как «горизонтальный слой С-мин». После этого градиент концентраций по высоте можно рассчитать в виде соотношения между концентрацией в горизонтальном слое С-макс и концентрацией в горизонтальном слое С-мин.
Что касается получения количественных характеристик градиента концентрации кислорода, то тогда, когда реакционная среда 36 будет теоретически разделена на 30 дискретных горизонтальных слоев с равным объемом, слой О2-макс в горизонтальной плоскости идентифицируют как имеющий максимальную концентрацию кислорода в числе всех 30 горизонтальных слоев, а слой О2-мин в горизонтальной плоскости идентифицируют как имеющий минимальную концентрацию кислорода в числе горизонтальных слоев, расположенных выше слоя О2-макс в горизонтальной плоскости. Концентрации кислорода в горизонтальных слоев измеряют в газовой фазе реакционной среды 36 в виде усредненных по времени и объему молярных величин в расчете на влажное состояние. Предпочтительно, чтобы соотношение между концентрацией кислорода в слое О2-макс в горизонтальной плоскости и концентрацией кислорода в слое О2-мин в горизонтальной плоскости находилось в диапазоне от приблизительно 2:1 до приблизительно 25:1, более предпочтительно в диапазоне от приблизительно 3:1 до приблизительно 15:1, а наиболее предпочтительно в диапазоне от 4:1 до 10:1.
Обычно слой О2-макс в горизонтальной плоскости будет располагаться вблизи от низа реакционной среды 36, в то время как слой О2-мин в горизонтальной плоскости будет располагаться вблизи от верха реакционной среды 36. Предпочтительно слой О2-мин в горизонтальной плоскости будет представлять собой один из 5 самых верхних горизонтальных слоев в числе 30 дискретных горизонтальных слоев. Наиболее предпочтительно слой О2-мин в горизонтальной плоскости представляет собой самый верхний слой в числе 30 дискретных горизонтальных слоев, как это проиллюстрировано на фиг.28. Предпочтительно слой О2-макс в горизонтальной плоскости представляет собой один из 10 самых нижних горизонтальных слоев в числе 30 дискретных горизонтальных слоев. Наиболее предпочтительно слой О2-макс в горизонтальной плоскости представляет собой один из 5 самых нижних горизонтальных слоев в числе 30 дискретных горизонтальных слоев. Например, фиг.28 иллюстрирует слой О2-макс в горизонтальной плоскости как третий горизонтальный слой от низа реактора 20. Предпочтительно, чтобы разнесение по высоте между слоями О2-мин и О2-макс в горизонтальной плоскости составляло бы, по меньшей мере, приблизительно 2W, более предпочтительно, по меньшей мере, приблизительно 4W, а наиболее предпочтительно, по меньшей мере, 6W. Предпочтительно, чтобы разнесение по высоте между слоями О2-мин и О2-макс в горизонтальной плоскости составляло бы, по меньшей мере, приблизительно 0,2Н, более предпочтительно, по меньшей мере, приблизительно 0,4Н, а наиболее предпочтительно, по меньшей мере, 0,6Н.
Усредненная по времени и объему концентрация кислорода в слое О2-мин в горизонтальной плоскости в расчете на влажное состояние предпочтительно находится в диапазоне от приблизительно 0,1 до приблизительно 3 мол.%, более предпочтительно в диапазоне от приблизительно 0,3 до приблизительно 2 мол.%, а наиболее предпочтительно в диапазоне от 0,5 до 1,5 мол.%. Усредненная по времени и объему концентрация кислорода в слое О2-макс в горизонтальной плоскости предпочтительно находится в диапазоне от приблизительно 4 до приблизительно 20 мол.%, более предпочтительно в диапазоне от приблизительно 5 до приблизительно 15 мол.%, а наиболее предпочтительно в диапазоне от 6 до 12 мол.%. Усредненная по времени концентрация кислорода в газообразном отходящем потоке, выпускаемом из реактора 20 через выпускное отверстие для газа 40, в расчете на сухое состояние предпочтительно находится в диапазоне от приблизительно 0,5 до приблизительно 9 мол.%, более предпочтительно в диапазоне от приблизительно 1 до приблизительно 7 мол.%, а наиболее предпочтительно в диапазоне от 1,5 до 5 мол.%.
Поскольку концентрация кислорода очень заметно уменьшается по направлению к верху реакционной среды 36, желательно, чтобы потребность в кислороде в области верха реакционной среды 36 была пониженной. Получения данной пониженной потребности в кислороде вблизи от верха реакционной среды 36 можно добиться в результате создания градиента концентрации по высоте окисляемого соединения (например, пара-ксилола), когда минимальная концентрация окисляемого соединения будет находиться вблизи от верха реакционной среды 36.
Что касается получения количественных характеристик градиента концентраций окисляемого соединения (например, пара-ксилола), то тогда, когда реакционная среда 36 будет теоретически разделена на 30 дискретных горизонтальных слоев с равным объемом, горизонтальный слой ОС-макс будут идентифицировать как имеющий максимальную концентрацию окисляемого соединения в числе всех 30 горизонтальных слоев, а горизонтальный слой ОС-мин будут идентифицировать как имеющий минимальную концентрацию окисляемого соединения в числе горизонтальных слоев, расположенных выше горизонтального слоя ОС-макс. Концентрации окисляемого соединения в горизонтальных слоях измеряют в жидкой фазе в расчете на величину усредненного по времени и объему массовой доли. Предпочтительно, чтобы соотношение между концентрацией окисляемого соединения в горизонтальном слое ОС-макс и концентрацией окисляемого соединения в горизонтальном слое ОС-мин превышало приблизительно 5:1, более предпочтительно превышало приблизительно 10:1, еще более предпочтительно превышало приблизительно 20:1, а наиболее предпочтительно находилось в диапазоне от 40:1 до 1000:1.
Обычно горизонтальный слой ОС-макс будет располагаться вблизи от низа реакционной среды 36, в то время как горизонтальный слой ОС-мин будет располагаться вблизи от верха реакционной среды 36. Предпочтительно горизонтальный слой ОС-мин представляет собой один из 5 самых верхних горизонтальных слоев в числе 30 дискретных горизонтальных слоев. Наиболее предпочтительно горизонтальный слой ОС-мин представляет собой самый верхний слой в числе 30 дискретных горизонтальных слоев, как это проиллюстрировано на фиг.28. Предпочтительно горизонтальный слой ОС-макс представляет собой один из 10 самых нижних горизонтальных слоев в числе 30 дискретных горизонтальных слоев. Наиболее предпочтительно горизонтальный слой ОС-макс представляет собой один из 5 самых нижних горизонтальных слоев в числе 30 дискретных горизонтальных слоев. Например, фиг.28 иллюстрирует горизонтальный слой ОС-макс как пятый горизонтальный слой от низа реактора 20. Предпочтительно, чтобы разнесение по высоте между горизонтальными слоями ОС-мин и ОС-макс составляло бы, по меньшей мере, приблизительно 2W, где «W» представляет собой максимальную ширину реакционной среды 36. Более предпочтительно разнесение по высоте между горизонтальными слоями ОС-мин и ОС-макс составляет, по меньшей мере, приблизительно 4W, а наиболее предпочтительно, по меньшей мере, 6W. При наличии у реакционной среды 36 высоты «Н» предпочтительно, чтобы разнесение по высоте между горизонтальными слоями ОС-мин и ОС-макс составляло бы, по меньшей мере, приблизительно 0,2Н, более предпочтительно, по меньшей мере, приблизительно 0,4Н, а наиболее предпочтительно, по меньшей мере, 0,6Н.
Усредненная по времени и объему концентрация окисляемого соединения (например, пара-ксилола) в жидкой фазе в горизонтальном слое ОС-мин предпочтительно составляет величину, меньшую, чем приблизительно 5000 м.д. мас., более предпочтительно меньшую, чем приблизительно 2000 м.д. мас., еще более предпочтительно меньшую, чем приблизительно 400 м.д. мас., а наиболее предпочтительно находящуюся в диапазоне от 1 м.д. мас. до 100 м.д. мас. Усредненная по времени и объему концентрация окисляемого соединения в жидкой фазе в горизонтальном слое ОС-макс предпочтительно находится в диапазоне от приблизительно 100 м.д. мас. до приблизительно 10000 м.д. мас., более предпочтительно в диапазоне от приблизительно 200 м.д. мас. до приблизительно 5000 м.д. мас., а наиболее предпочтительно в диапазоне от 500 м.д. мас. до 3000 м.д. мас.
Несмотря на то, что предпочтительно, чтобы барботажная колонна реакторного типа 20 обеспечивала наличие для концентрации окисляемого соединения градиентов по высоте, предпочтительно также и то, чтобы объемный процент реакционной среды 36, имеющей концентрацию окисляемого соединения в жидкой фазе, превышающую 1000 м.д. мас., был сведен к минимуму. Предпочтительно усредненный по времени объемный процент реакционной среды 36, имеющей концентрацию окисляемого соединения в жидкой фазе, превышающую 1000 м.д. мас., составляет величину, меньшую, чем приблизительно 9%, более предпочтительно меньшую, чем приблизительно 6%, а наиболее предпочтительно меньшую, чем 3%. Предпочтительно усредненный по времени объемный процент реакционной среды 36, имеющей концентрацию окисляемого соединения в жидкой фазе, превышающую 2500 м.д. мас., составляет величину, меньшую, чем приблизительно 1,5%, более предпочтительно меньшую, чем приблизительно 1%, а наиболее предпочтительно меньшую, чем 0,5%. Предпочтительно усредненный по времени объемный процент реакционной среды 36, имеющей концентрацию окисляемого соединения в жидкой фазе, превышающую 10000 м.д. мас., составляет величину, меньшую, чем приблизительно 0,3%, более предпочтительно меньшую, чем приблизительно 0,1%, а наиболее предпочтительно меньшую, чем 0,03%. Предпочтительно усредненный по времени объемный процент реакционной среды 36, имеющей концентрацию окисляемого соединения в жидкой фазе, превышающую 25000 м.д. мас., составляет величину, меньшую, чем приблизительно 0,03%, более предпочтительно меньшую, чем приблизительно 0,015%, а наиболее предпочтительно меньшую, чем 0,007%. Изобретатели отмечают то, что объем реакционной среды 36, характеризующейся повышенными уровнями содержания окисляемого соединения, не обязательно должен совпадать с одним объемом, образованным примыкающими друг к другу его частями. В различные моменты времени хаотические схемы течения в реакционной емкости барботажной колонны приводят к образованию одновременно двух или более сплошных, но сегрегированных частей реакционной среды 36, характеризующейся повышенными уровнями содержания окисляемого соединения. В каждый момент времени, используемый при усреднении по времени, все такие сплошные, но сегрегированные объемы, превышающие 0,0001 объемного процента от общей реакционной среды, складывают друг с другом для определения общего объема, характеризующегося повышенными уровнями концентрации окисляемого соединения в жидкой фазе.
В дополнение к градиентам концентраций кислорода и окисляемого соединения, обсуждавшимся выше, предпочтительно, чтобы в реакционной среде 36 существовал градиент температуры. Если обратиться опять к фиг.28, то можно сказать, что количественные характеристики данного градиента температуры можно получить по способу, подобному получению количественных характеристик градиентов концентраций, в результате теоретического разделения реакционной среды 36 на 30 дискретных горизонтальных слоев с равным объемом и измерения усредненной по времени и объему температуры в каждом слое. Тогда горизонтальный слой, характеризующийся наименьшей температурой в числе самых нижних 15 горизонтальных слоев, можно идентифицировать как горизонтальный слой Т-мин, а горизонтальный слой, расположенный выше горизонтального слоя Т-мин и имеющий максимальную температуру в числе всех слоев, расположенных выше горизонтального слоя Т-мин, после этого можно идентифицировать как «горизонтальный слой Т-макс». Предпочтительно, чтобы температура горизонтального слоя Т-макс была бы, по меньшей мере, приблизительно на 1°С большей, чем температура горизонтального слоя Т-мин. Более предпочтительно температура горизонтального слоя Т-макс находится в диапазоне температур, превышающих температуру горизонтального слоя Т-мин на величину в диапазоне от приблизительно 1,25 до приблизительно 12°С. Наиболее предпочтительно температура горизонтального слоя Т-макс находится в диапазоне температур, превышающих температуру горизонтального слоя Т-мин на величину в диапазоне от 2 до 8°С. Температура горизонтального слоя Т-макс предпочтительно находится в диапазоне от приблизительно 125 до приблизительно 200°С, более предпочтительно в диапазоне от приблизительно 140 до приблизительно 180°С, а наиболее предпочтительно в диапазоне от 150 до 170°C.
Обычно горизонтальный слой Т-макс будет располагаться вблизи центра реакционной среды 36, в то время как горизонтальный слой Т-мин будет располагаться вблизи от низа реакционной среды 36. Предпочтительно горизонтальный слой Т-мин представляет собой один из 10 самых нижних горизонтальных слоев в числе 15 самых нижних горизонтальных слоев. Наиболее предпочтительно горизонтальный слой Т-мин представляет собой один из 5 самых нижних горизонтальных слоев в числе 15 самых нижних горизонтальных слоев. Например, фиг.28 иллюстрирует горизонтальный слой Т-мин как второй горизонтальный слой от низа реактора 20. Предпочтительно горизонтальный слой Т-макс представляет собой один из 20 средних горизонтальных слоев в числе 30 дискретных горизонтальных слоев. Наиболее предпочтительно горизонтальный слой Т-мин представляет собой один из 14 средних горизонтальных слоев в числе 30 дискретных горизонтальных слоев. Например, фиг.28 иллюстрирует горизонтальный слой Т-макс как двадцатый горизонтальный слой от низа реактора 20 (то есть один из средних 10 горизонтальных слоев). Предпочтительно, чтобы разнесение по высоте между горизонтальными слоями Т-мин и Т-макс составляло бы, по меньшей мере, приблизительно 2W, более предпочтительно, по меньшей мере, приблизительно 4W, а наиболее предпочтительно, по меньшей мере, 6W. Предпочтительно, чтобы разнесение по высоте между горизонтальными слоями T-мин и T-макс составляло бы, по меньшей мере, приблизительно 0,2Н, более предпочтительно, по меньшей мере, приблизительно 0,4Н, а наиболее предпочтительно, по меньшей мере, 0,6Н.
Как обсуждалось выше, в случае существования в реакционной среде 36 градиента температуры по высоте может оказаться выгодным отбор реакционной среды 36 в позиции повышенного уровня расположения, где температура реакционной среды является максимальной, в особенности тогда, когда на последующих стадиях технологической схемы отобранный продукт будут подвергать дополнительной переработке при повышенных температурах. Таким образом, если реакционную среду 36 отбирают из зоны реакции 28 через одно или несколько выпускных отверстий повышенного уровня расположения, как это проиллюстрировано на фиг.19 и 20, то предпочтительно, чтобы выпускное отверстие (отверстия) повышенного уровня расположения располагалось вблизи от горизонтального слоя Т-макс. Предпочтительно выпускное отверстие повышенного уровня расположения располагается в пределах 10 горизонтальных слоев от горизонтального слоя Т-макс, более предпочтительно в пределах 5 горизонтальных слоев от горизонтального слоя Т-макс, а наиболее предпочтительно в пределах 2 горизонтальных слоев от горизонтального слоя Т-макс.
В данный момент следует отметить то, что многие из признаков изобретения, описанные в настоящем документе, могут быть использованы в каскадах реакторов окисления, а не в единственном реакторе окисления. В дополнение к этому, определенные признаки изобретения, описанные в настоящем документе, могут быть использованы в реакторах окисления с механическим перемешиванием и/или с перемешиванием потоком, а не просто в реакторах с барботажным перемешиванием (то есть барботажных колоннах реакторного типа). Например, изобретатели выявили определенные преимущества, связанные с разбиением на ступени/варьированием в отношении концентрации кислорода и/или скорости расходования кислорода по всему объему реакционной среды. Преимущества, реализуемые в результате разбиения на ступени в отношении концентрации/расходования кислорода в реакционной среде, можно реализовать вне зависимости от того, будет ли общий объем реакционной среды содержаться в единственной емкости или в нескольких емкостях. Кроме того, преимущества, реализуемые в результате разбиения на ступени в отношении концентрации/расходования кислорода в реакционной среде, можно реализовать вне зависимости от того, будет ли реакционная емкость (емкости) иметь механическое перемешивание, перемешивание потоком и/или барботажное перемешивание.
Один способ получения количественных характеристик для степени разбиения на ступени в отношении концентрации и/или скорости расходования кислорода в реакционной среде заключается в сравнении двух или более обособленных 20% сплошных объемов реакционной среды. Данные 20% сплошные объемы не обязательно должны определяться какой-либо конкретной формой. Однако каждый 20% сплошной объем должен быть сформирован из объема реакционной среды, образованного примыкающими друг к другу его частями (то есть, каждый объем является «сплошным»), и 20% сплошные объемы не должны перекрываться друг с другом (то есть, объемы являются «обособленными»). Фиг.29-31 иллюстрируют то, что данные обособленные 20% сплошные объемы могут располагаться в одном и том же реакторе (фиг.29) или в нескольких реакторах (фиг.30 и 31). Необходимо отметить то, что реакторы, проиллюстрированные на фиг.29-31, могут представлять собой реакторы с механическим перемешиванием, перемешиванием потоком и/или барботажным перемешиванием. В одном варианте реализации предпочтительно, чтобы реакторы, проиллюстрированные на фиг.29-31, представляли собой реакторы с барботажным перемешиванием (то есть, барботажные колонны реакторного типа).
Если обратиться теперь к фиг.29, то можно сказать, что на ней проиллюстрирован реактор 20 как вмещающий реакционную среду 36. Реакционная среда 36 включает первый обособленный 20% сплошной объем 37 и второй обособленный 20% сплошной объем 39.
Если обратиться теперь к фиг.30, то можно сказать, что на ней проиллюстрирована система с несколькими реакторами как включающая первый реактор 720а и второй реактор 720b. Реакторы 720а, b совместно вмещают общий объем реакционной среды 736. Первый реактор 720а вмещает первую часть реакционной среды 736а, в то время как второй реактор 720b вмещает вторую часть реакционной среды 736b. Первый обособленный 20% сплошной объем 737 реакционной среды 736 продемонстрирован как определенный в пределах первого реактора 720а, в то время как второй обособленный 20% сплошной объем 739 реакционной среды 736 продемонстрирован как определенный в пределах второго реактора 720b.
Если обратиться теперь к фиг.31, то можно сказать, что на ней проиллюстрирована система с несколькими реакторами как включающая первый реактор 820а, второй реактор 820b и третий реактор 820с. Реакторы 820а, b, c совместно вмещают общий объем реакционной среды 836. Первый реактор 820а вмещает первую часть реакционной среды 836а; второй реактор 820b вмещает вторую часть реакционной среды 836b; а третий реактор вмещает 820 с вмещает третью часть реакционной среды 836 с.Первый обособленный 20% сплошной объем 837 реакционной среды 836 продемонстрирован как определенный в пределах первого реактора 820а; второй обособленный 20% сплошной объем 839 реакционной среды 836 продемонстрирован как определенный в пределах второго реактора 820b; а третий обособленный 20% сплошной объем 841 реакционной среды 836 продемонстрирован как определенный в пределах третьего реактора 820с.
Разбиение на ступени в отношении доступности кислорода в реакционной среде можно количественно охарактеризовать при отнесении к 20% сплошному объему реакционной среды, содержащей наиболее обогащенную мольную долю кислорода в газовой фазе, и при отнесении к 20% сплошному объему реакционной среды, содержащей наиболее обедненную мольную долю кислорода в газовой фазе. В газовой фазе обособленного 20% сплошного объема реакционной среды, имеющей наивысшую концентрацию кислорода в газовой фазе, усредненная по времени и объему концентрация кислорода, в расчете на влажное состояние, предпочтительно находится в диапазоне от приблизительно 3 до приблизительно 18 мол.%, более предпочтительно в диапазоне от приблизительно 3,5 до приблизительно 14 мол.%, а наиболее предпочтительно в диапазоне от 4 до 10 мол.%. В газовой фазе обособленного 20% сплошного объема реакционной среды, имеющей наименьшую концентрацию кислорода в газовой фазе, усредненная по времени и объему концентрация кислорода, в расчете на влажное состояние, предпочтительно находится в диапазоне от приблизительно 0,3 до приблизительно 5 мол.%, более предпочтительно в диапазоне от приблизительно 0,6 до приблизительно 4 мол.%, а наиболее предпочтительно в диапазоне от 0,9 до 3 мол.%. Кроме того, соотношение между усредненными по времени и объему концентрациями кислорода, в расчете на влажное состояние, в наиболее обогащенном 20% сплошном объеме реакционной среды и в наиболее обедненном 20% сплошном объеме реакционной среды предпочтительно находится в диапазоне от приблизительно 1,5:1 до приблизительно 20:1, более предпочтительно в диапазоне от приблизительно 2:1 до приблизительно 12:1, а наиболее предпочтительно в диапазоне от 3:1 до 9:1.
Количественные характеристики для разбиения на ступени в отношении скорости расходования кислорода в реакционной среде могут быть получены при выражении через значение STR по кислороду, что первоначально описали выше. Значение STR по кислороду было ранее описано в обобщенном смысле (то есть, из перспективы среднего значения STR по кислороду для общей реакционной среды); однако значение STR по кислороду также можно рассматривать и в местном смысле (то есть, часть реакционной среды) для того, чтобы получить количественные характеристики для разбиения на ступени в отношении скорости расходования кислорода по всему объему реакционной среды.
Изобретатели обнаружили, что очень полезным является стимулирование варьирования значения STR по кислороду по всему объему реакционной среды в общем соответствии с желательными градиентами, описанными в настоящем документе в отношении давления в реакционной среде и мольной доли молекулярного кислорода в газовой фазе реакционной среды. Таким образом, предпочтительно, чтобы соотношение между значением STR по кислороду для первого обособленного 20% сплошного объема реакционной среды и значением STR по кислороду для второго обособленного 20% сплошного объема реакционной среды находилось в диапазоне от приблизительно 1,5:1 до приблизительно 20:1, более предпочтительно в диапазоне от приблизительно 2:1 до приблизительно 12:1, а наиболее предпочтительно в диапазоне от 3:1 до 9:1. В одном варианте реализации по сравнению со «вторым обособленным 20% сплошным объемом» «первый обособленный 20% сплошной объем» располагается ближе к позиции, в которой в реакционную среду первоначально вводят молекулярный кислород. Данные большие градиенты значения STR по кислороду являются желательными вне зависимости от того, будет ли реакционная среда частичного окисления вмещаться в барботажной колонне реакторного типа окисления или в любом другом типе реакционной емкости, в которой создаются градиенты давления и/или мольной доли молекулярного кислорода в газовой фазе реакционной среды (например, в емкости с механическим перемешиванием, имеющей несколько расположенных по высоте зон перемешивания, что достигается в результате использования нескольких крыльчаток, характеризующейся наличием сильного радиального течения, при возможном усилении результата в результате наличия сборных модулей в виде в общем случае горизонтальных перегородок, при этом поток окислителя поднимается в общем случае снизу вверх от позиции подачи вблизи от нижней части реакционной емкости несмотря на то, что в пределах каждой расположенной по высоте зоне перемешивания может иметь место значительная степень обратного перемешивания потока окислителя, и что определенный уровень обратного смешения потока окислителя может иметь место и между примыкающими расположенными по высоте зонами перемешивания). То есть, изобретатели выявили то, что в случае существования градиента давления и/или мольной доли молекулярного кислорода в газовой фазе реакционной среды желательным является создание подобного градиента химической потребности в растворенном кислороде при использовании способов, описанных в настоящем документе.
Предпочтительные способы стимулирования варьирования местных значений STR по кислороду заключаются в управлении позициями подачи окисляемого соединения и в управлении перемешиванием жидкой фазы реакционной среды в целях регулирования градиентов концентрации окисляемого соединения в соответствии с другими моментами из описания настоящего изобретения. Другие подходящие способы стимулирования варьирования местных значений STR включают стимулирование варьирования активности в реакции в результате стимулирования варьирования местной температуры и в результате изменения местной смеси компонентов катализатора и растворителя (например, в результате введения дополнительного количества газа для стимулирования охлаждения испарением в конкретной части реакционной среды и в результате добавления потока растворителя, содержащего повышенное количество воды для уменьшения активности в конкретной части реакционной среды).
Как обсуждалось выше в том, что касается фиг.30 и 31, реакцию частичного окисления в подходящем случае можно проводить в нескольких реакционных емкостях, где, по меньшей мере, часть, предпочтительно, по меньшей мере, 25%, более предпочтительно, по меньшей мере, 50%, а наиболее предпочтительно, по меньшей мере, 75%, от молекулярного кислорода, покидающего первую реакционную емкость, перепускают в одну или несколько последующих реакционных емкостей для расходования дополнительной порции, предпочтительно более чем 10%, более предпочтительно более чем 20%, а наиболее предпочтительно более чем 40%, от молекулярного кислорода, покидающего первую/расположенную раньше на технологической схеме реакционную емкость. При использовании такого последовательного течения молекулярного кислорода из одного реактора в другие желательно, чтобы первая реакционная емкость работала при интенсивности реакции, более высокой по сравнению с тем, что имеет место в, по меньшей мере, одной из последующих реакционных емкостей, предпочтительно при соотношении между средним по емкости значением STR по кислороду в пределах первой реакционной емкости и средним по емкости значением STR по кислороду в пределах последующей реакционной емкости в диапазоне от приблизительно 1,5:1 до приблизительно 20:1, более предпочтительно в диапазоне от приблизительно 2:1 до приблизительно 12:1, а наиболее предпочтительно в диапазоне от 3:1 до 9:1.
Как обсуждалось выше, подходящими для последовательного течения молекулярного кислорода в последующие реакционные емкости в соответствии с настоящим изобретением являются все типы первой реакционной емкости (например; барботажная колонна, аппараты с механическим перемешиванием, с обратным перемешиванием, с внутренним разбиением на ступени, с течением в режиме идеального вытеснения и тому подобное) и все типы последующих реакционных емкостей, которые могут относиться, а могут и не относиться к типу, отличному от первой реакционной емкости. Способы стимулирования уменьшения среднего по емкости значения STR по кислороду в пределах последующих реакционных емкостей в подходящем случае включают уменьшение температуры, уменьшение концентраций окисляемого соединения и уменьшение активности в реакции для конкретной смеси каталитических компонентов и растворителя (например, уменьшение концентрации кобальта, увеличение концентрации воды и добавление замедлителя катализатора, такого как небольшие количества ионной меди).
При течении потока из первой реакционной емкости в последующую реакционную емкость поток окислителя можно подвергнуть переработке при использовании любых способов, известных на современном уровне техники, таких как сжатие или уменьшение давления, охлаждение или нагревание и удаление массы или добавление массы в любом количестве или любого типа. Однако использование уменьшения среднего по емкости значения STR по кислороду в последующих реакционных емкостях является в особенности полезным тогда, когда абсолютное давление в верхней части первой реакционной емкости составляет величину, меньшую, чем приблизительно 2,0 МПа, более предпочтительно меньшую, чем приблизительно 1,6 МПа, а наиболее предпочтительно меньшую, чем 1,2 МПа. Кроме того, использование уменьшения среднего по емкости значения STR по кислороду в последующих реакционных емкостях является в особенности полезным тогда, когда соотношение между абсолютным давлением в верхней части первой реакционной емкости и абсолютным давлением в верхней части, по меньшей мере, одной последующей реакционной емкости находится в диапазоне от приблизительно 0,5:1 до 6:1, более предпочтительно в диапазоне от приблизительно 0,6:1 до приблизительно 4:1, а наиболее предпочтительно в диапазоне от 0,7:1 до 2:1. Уменьшение давления в последующих емкостях до уровня, меньшего данных нижних пределов, накладывается на уменьшение доступности молекулярного кислорода, а увеличение давления выше данных верхних пределов требует использования значительных затрат по сравнению с применением свежей подачи окислителя.
При использовании последовательного течения молекулярного кислорода в последующие реакционные емкости, характеризующиеся уменьшением средних по емкости значений STR по кислороду, свежие потоки исходного подаваемого материала, образуемым окисляемым соединением, растворителем и окислителем, могут перетекать в последующие реакционные емкости и/или в первую реакционную емкость. Потоки жидкой фазы и твердой фазы, в случае ее наличия, реакционной среды могут перемещаться в любом направлении между реакционными емкостями. Все количество или часть газовой фазы, покидающей первую реакционную емкость и поступающей в последующую реакционную емкость, может перетекать отделенным от частей жидкой фазы или твердой фазы, в случае ее наличия, реакционной среды из первой реакционной емкости или может перетекать смешанным с ними. Течение потока продукта, содержащего жидкую фазу и твердую фазу, в случае ее наличия, может направляться на отбор из реакционной среды в любой реакционной емкости в системе.
Если обратиться опять к фиг.1-29, то можно сказать, что окисление предпочтительно проводят в барботажной колонне реакторного типа 20 в условиях, которые в соответствии с предпочтительными вариантами реализации, описанными в настоящем документе, значительно отличаются от того, что имеет место в случае обычно используемых реакторов окисления. В случае использования барботажной колонны реакторного типа 20 для проведения жидкофазного частичного окисления пара-ксилола до получения сырой неочищенной терефталевой кислоты (СТА) в соответствии с предпочтительными вариантами реализации, описанными в настоящем документе, в образование частиц СТА, обладающих уникальными и выгодными свойствами, вносят свой вклад пространственные профили местной интенсивности реакции, местной интенсивности испарения и местной температуры в комбинации со схемами течения жидкости в реакционной среде и предпочтительными относительно низкими температурами окисления.
Фиг.32А и 32В иллюстрируют базовые частицы СТА, полученные в соответствии с одним вариантом реализации настоящего изобретения. Фиг.32А демонстрирует базовые частицы СТА при 500-кратном увеличении, в то время как фиг.32В в увеличенном масштабе представляет одну из базовых частиц СТА и демонстрирует данную частицу при 2000-кратном увеличении. Как может быть наилучшим образом проиллюстрировано на фиг.32В, каждая базовая частица СТА обычно образована из большого количества мелких агломерированных субчастиц СТА, что таким образом приводит к получению базовой частицы СТА, характеризующейся относительно большой площадью удельной поверхности, высокой пористостью, низкой плотностью и хорошей растворимостью. Базовые частицы СТА обычно характеризуются средним размером частиц в диапазоне от приблизительно 20 до приблизительно 150 мкм, более предпочтительно в диапазоне от приблизительно 30 до приблизительно 120 мкм, а наиболее предпочтительно в диапазоне от 40 до 90 мкм. Субчастицы СТА обычно характеризуются средним размером частиц в диапазоне от приблизительно 0,5 до приблизительно 30 мкм, более предпочтительно от приблизительно 1 до приблизительно 15 мкм, а наиболее предпочтительно в диапазоне от 2 до 5 мкм. Относительно большую площадь удельной поверхности базовых частиц СТА, проиллюстрированных на фиг.32А и 32В, можно количественно охарактеризовать методом измерения площади удельной поверхности Браунауэра-Эмметта-Теллера (БЭТ). Предпочтительно базовые частицы СТА характеризуются средней площадью удельной поверхности согласно методу БЭТ, равной, по меньшей мере, приблизительно 0,6 м2/г. Более предпочтительно базовые частицы СТА характеризуются средней площадью удельной поверхности согласно методу БЭТ в диапазоне от приблизительно 0,8 до приблизительно 4 м2/г. Наиболее предпочтительно базовые частицы СТА характеризуются средней площадью удельной поверхности согласно методу БЭТ в диапазоне от 0,9 до 2 м2/г. Физические свойства (например, размер частиц, площадь удельной поверхности согласно методу БЭТ, пористость и растворимость) базовых частиц СТА, полученных в соответствии с оптимизированным способом окисления предпочтительного варианта реализации настоящего изобретения, делают возможной очистку частиц СТА при использовании более эффективных и/или экономичных способов, описанных более подробно далее в связи с фиг.35.
Значения средних размеров частиц, представленные выше, определяли при использовании микроскопии в поляризованном свете и методики анализа изображений. Оборудование, использованное при анализе размеров частиц, включало оптический микроскоп Nikon E800 с объективом 4х Plan Flour N.A. 0.13, цифровую камеру Spot RT™ и персональный компьютер с установленным программным обеспечением для анализа изображений Image Pro Plus™ V4.5.0.19. Метод анализа размеров частиц включал следующие основные стадии: (1) диспергирование порошка СТА в минеральном масле; (2) получение препарата для микроскопии в виде дисперсии между предметным и покровным стеклами микроскопа; (3) рассматривание препарата в поляризованном свете (состояние скрещенных поляризаторов - частицы наблюдаются в виде светлых предметов на черном фоне); (4) фиксация различных изображений для каждого случая приготовления образцов (размер поля изображения = 3·2,25 мм; размер элемента изображения = 1,84 мкм/элемент изображения); (5) проведение анализа изображений при использовании программного обеспечения Image Pro Plus™; (6) перенос результатов измерений для частиц в электронную таблицу; и (7) проведение статистического обсчета характеристик в электронной таблице. Стадия (5) «проведение анализа изображений при использовании программного обеспечения Image Pro Plus™» включала подстадии: (а) установки порогового значения для изображения в целях детектирования белых частиц на темном фоне; (b) создания черно-белого изображения; (с) приведения в действие однопроходного открытого фильтра для отфильтровывания шума элементов изображения; (d) проведения измерения для всех частиц на изображении; и (е) выдачи данных о среднем диаметре, измеренном для каждой частицы. Программное обеспечение Image Pro Plus™ определяет средний диаметр для индивидуальных частиц в виде усредненной длины диаметров частицы, обмеренной с интервалами в 2° и пропущенной через операцию определения центра тяжести частицы. Стадия 7 «проведение операции по статистическому обсчету характеристик в электронной таблице» включает вычисление объемно-взвешенного среднего размера частиц следующим образом. Объем каждой из n частиц в образце рассчитывают так, как если она была сферической, в результате использования формулы π/6*di 3; умножения объема каждой частицы на ее диаметр с получением π/6*di 4; суммирования для всех частиц в образце значений π/6*di 4; суммирования объемов всех частиц в образце; и вычисления объемно-взвешенного диаметра частиц в виде суммы величин (π/6*di 4) для всех n частиц в образце, поделенной на сумму величин (π/6*di 3) для всех n частиц в образце. В соответствии с использованием в настоящем документе «средний размер частиц» обозначает объемно-взвешенный средний размер частиц, определенный в соответствии с описанным выше методом испытаний; и его также обозначают как D(4,3).

В дополнение к этому, стадия 7 включает установление размеров частиц, для которых различные доли от общего объема образца характеризуются меньшими размерами частиц. Например, D(v,0,1) представляет собой размер частиц, для которого 10% от общего объема образца характеризуются меньшим размером частиц, а 90% характеризуются большим размером частиц; D(v,0,5) представляет собой размер частиц, для которого половина объема образца характеризуется большим размером частиц, а половина характеризуется меньшим размером частиц; D(v,0,9) представляет собой размер частиц, для которого 90% от общего объема образца характеризуются меньшим размером частиц; и так далее. В дополнение к этому, стадия 7 включает вычисление значения D(v,0,9) минус D(v,0,1), которое в настоящем документе определяют как «разброс размеров частиц»; и стадия 7 включает вычисление величины разброса размеров частиц, поделенного на значение D(4,3), что в настоящем документе определяют как «относительный разброс размеров частиц».
Кроме того, предпочтительно, чтобы величина D(v,0,1) для частиц СТА, измеренная выше, находилась в диапазоне от приблизительно 5 до приблизительно 65 мкм, более предпочтительно в диапазоне от приблизительно 15 до приблизительно 55 мкм, а наиболее предпочтительно в диапазоне от 25 до 45 мкм. Предпочтительно, чтобы величина D(v,0,5) для частиц СТА, измеренная выше, находилась в диапазоне от приблизительно 10 до приблизительно 90 мкм, более предпочтительно в диапазоне от приблизительно 20 до приблизительно 80 мкм, а наиболее предпочтительно в диапазоне от 30 до 70 мкм. Предпочтительно, чтобы величина D(v,0,9) для частиц СТА, измеренная выше, находилась в диапазоне от приблизительно 30 до приблизительно 150 мкм, более предпочтительно в диапазоне от приблизительно 40 до приблизительно 130 мкм, а наиболее предпочтительно в диапазоне от 50 до 110 мкм. Предпочтительно, чтобы относительный разброс размеров частиц находился в диапазоне от приблизительно 0,5 до приблизительно 2,0, более предпочтительно в диапазоне от приблизительно 0,6 до приблизительно 1,5, а наиболее предпочтительно в диапазоне от 0,7 до 1,3.
Значения площади удельной поверхности согласно методу БЭТ, приведенные выше, измеряли при использовании прибора Micromeritics ASAP2000 (доступного в компании Micromeritics Instrument Corporation из Норкросса, Джорджия). На первой стадии метода измерения от 2 до 4 г образца частиц отвешивали и высушивали в вакууме при 50°С. После этого образец помещали в газовый коллектор для проведения анализа и охлаждали до 77К. Изотерму адсорбции азота измеряли, как минимум, при 5 равновесных давлениях в результате воздействия на образец известных объемов газообразного азота и измерения падения давления. Равновесные давления в подходящем случае находились в диапазоне Р/Р0=0,01-0,20, где Р представляет собой равновесное давление, а Р0 представляет собой давление паров жидкого азота при 77К. После этого проводили графическое построение для получающейся в результате изотермы в соответствии со следующим далее уравнением метода БЭТ:

где Va представляет собой объем газа, адсорбированного образцом при Р, Vm представляет собой объем газа, необходимый для покрытия общей поверхности образца монослоем газа, а С представляет собой константу. Из данного графика определяли значения Vm и С. После этого Vm пересчитывали в площадь удельной поверхности при использовании площади поперечного сечения азота при 77К по формуле:

где σ представляет собой площадь поперечного сечения азота при 77К, Т равна 77К, а R представляет собой газовую постоянную.
Как упоминалось выше, СТА, полученная в соответствии с одним вариантом реализации настоящего изобретения, имеет превосходные характеристики растворения по сравнению с обычной СТА, полученной другими способами. Данная улучшенная скорость растворения делает возможной очистку СТА изобретения при использовании более эффективных и/или более действенных способов очистки. Следующее далее описание относится к способу, по которому можно получить количественные характеристики для скорости растворения СТА.
Скорость растворения известного количества твердой фазы в растворителе при перемешивании смеси можно измерять в соответствии с различными протоколами. В настоящем изобретении определяют следующим образом. При испытании на растворение во времени используют давление окружающей среды, равное приблизительно 0,1 МПа. Температура окружающей среды, используемая в ходе всего испытания на растворение во времени, составляет приблизительно 22°С. Кроме того, перед началом проведения испытаний для твердой фазы, растворителя и всей аппаратуры для растворения добивались достижения полного термического равновесия при данной температуре, и в течение периода времени растворения какого-либо ощутимого нагревания или охлаждения химического стакана или его содержимого не происходит. Образуемую растворителем часть в виде свежего тетрагидрофурана марки «чистый для анализа по методу ВЭЖХ» (степень чистоты > 99,9%), здесь и далее в настоящем документе обозначаемого как ТГФ, в количестве 250 г помещают в очищенный стеклянный химический стакан высокой формы KIMAX объемом 400 мл (номер детали Kimble® 14020, компания Kimble/Kontes, Вайнлэнд, Нью-Джерси), который является нетеплоизолированным, имеющим гладкие стенки и в общем случае цилиндрическую форму. В химический стакан помещают магнитный размешиватель с тефлоновым покрытием (номер детали VWR 58948-230, длиной приблизительно 1 дюйм и диаметром 3/8 дюйма, в форме восьмиугольника, компания VWR International, Уэст-Честер, Пенсильвания 19380). Образец перемешивают при использовании магнитного размешивателя Variomag® multipoint 15 (компания H&P Labortechnik AG, Обершляйссхайм, Германия) при ее установке на вращение при 800 об/мин. Данное перемешивание начинается не более чем за 5 мин до добавления твердой фазы и стационарно продолжается в течение, по меньшей мере, 30 мин после добавления твердой фазы. В нелипкую кювету для отвешивания образцов отвешивают твердый образец в виде частиц сырой неочищенной или очищенной ТРА в количестве 250 мг. В начальный момент, обозначаемый как t=0, всю отвешенную твердую фазу сразу выливают в перемешиваемый ТГФ и одновременно запускают секундомер. При правильном проведении операции ТГФ очень быстро смачивает твердую фазу и образует разбавленную хорошо перемешанную суспензию в течение 5 с. После этого образцы данной смеси получают в последующие моменты времени, отсчитываемые в минутах от t=0: 0,08, 0,25, 0,50, 0,75, 1,00, 1,50, 2,00, 2,50, 3,00, 4,00, 5,00, 6,00, 8,00, 10,00, 15,00 и 30,00. Каждый небольшой образец отбирают из разбавленной хорошо перемешанной смеси при использовании нового одноразового шприца (компания Becton, Dickinson and Co, 5 мл, REF 30163, Франклин-Лэйкс, Нью-Джерси 07417). Сразу же после отбора из химического стакана в новую маркированную стеклянную ампулу для образцов новым неиспользованным фильтрующим шприцом (диаметр 25 мм, 0,45 мкм, Gelman GHP Acrodisc GF®, компания Pall Corporation, Ист-Хиллс, Нью-Йорк 11548) быстро выпускали приблизительно 2 мл прозрачного жидкого образца. Продолжительность каждого заполнения шприца, размещения фильтра и выпускания в ампулу для образцов в надлежащем случае составляет величину, меньшую, чем приблизительно 5 с, и данный интервал в соответствующем случае начинается и заканчивается в течение приблизительно 3 с в ту или иную сторону. В течение приблизительно 5 мин от каждого заполнения ампулы для образцов закрывают крышкой и выдерживают приблизительно при постоянной температуре вплоть до проведения последующего химического анализа. После отбора конечного образца в момент времени, соответствующий прохождению 30 мин после t=0, все шестнадцать образцов анализируют для установления количества растворенной ТРА методом ВЭЖХ-ДМД, охарактеризованного в другом месте данного описания. Однако в настоящем испытании как калибровочные стандарты, так и приведенные результаты рассчитываются как миллиграммы растворенной ТРА на один грамм растворителя ТГФ (здесь и далее в настоящем документе «м.д. в ТГФ»). Например, если все 250 мг твердой фазы представляли собой очень чистую ТРА, и если данное общее количество было полностью растворено в 250 г растворителя ТГФ до того, как был отобран конкретный образец, то тогда правильно измеренная концентрация составила приблизительно 1000 м.д. в ТГФ.
Если СТА, соответствующую настоящему изобретению, будут подвергать описанному выше испытанию на растворение во времени, то тогда предпочтительно, чтобы образец, отобранный по истечении одной минуты после t=0, растворялся до концентрации, равной, по меньшей мере, приблизительно 500 м.д. в ТГФ, более предпочтительно, по меньшей мере, 600 м.д. в ТГФ. В случае образца, отбираемого по истечении двух минут после t=0, предпочтительно, чтобы СТА, соответствующая настоящему изобретению, растворялась до концентрации, равной, по меньшей мере, приблизительно 700 м.д. в ТГФ, более предпочтительно, по меньшей мере, 750 м.д. в ТГФ. В случае образца, отбираемого по истечении четырех минут после t=0, предпочтительно, чтобы СТА, соответствующая настоящему изобретению, растворялась до концентрации, равной, по меньшей мере, приблизительно 840 м.д. в ТГФ, более предпочтительно, по меньшей мере, 880 м.д. в ТГФ.
Изобретатели обнаружили что при описании временной зависимости для полного набора данных из всего испытания на растворение во времени подходящей является относительно простая модель отрицательного экспоненциального роста вне зависимости от сложности частиц и способа растворения. Форма уравнения, здесь и далее в настоящем документе называемого «моделью растворения во времени», представляет собой нижеследующее:
S=A+B*(1-exp(-C*t)),
где t - время с единицей измерения минута;
S - растворимость с единицей измерения м.д. в ТГФ в момент времени t;
ехр - экспоненциальная функция в основании натурального логарифма 2;
А, В - константы регрессии с единицей измерения м.д. в ТГФ, где А в основном относится к быстрому растворению более мелких частиц за очень короткие промежутки времени и где сумма А+В в основном относится к общему уровню растворения незадолго до завершения указанного периода испытания; и
С - константа времени регрессии с единицей измерения обратная минута.
Константы регрессии подбирают, добиваясь сведения к минимуму суммы квадратов отклонений фактических экспериментальных данных от соответствующих величин в модели, при этом данный способ обычно называют аппроксимацией по методу «наименьших квадратов». Предпочтительным пакетом программного обеспечения, предназначенным для проведения данной регрессии данных, является JMP Release 5.1.2 (компания SAS Institute Inc., JMP Software, САС-Кэмпус-Драйв, Кэри, Северная Каролина 27513).
В случае проведения для СТА, соответствующей настоящему изобретению, испытания по методу испытания на растворение во времени и аппроксимации в соответствии с описанной выше моделью растворения во времени предпочтительно, чтобы СТА характеризовалась константой времени «С», превышающей приблизительно 0,5 мин-1, более предпочтительно превышающей приблизительно 0,6 мин-1, а наиболее предпочтительно превышающей 0,7 мин-1.
Фиг.33А и 33В иллюстрируют обычную частицу СТА, полученную при использовании обычного способа высокотемпературного окисления в проточном реакторе смешения (CSTR). Фиг.33А демонстрирует обычную частицу СТА при 500-кратном увеличении, в то время как фиг.33В представляет собой изображение в увеличенном масштабе и демонстрирует частицу СТА при 2000-кратном увеличении. Визуальное сравнение частиц СТА изобретения, проиллюстрированных на фиг.32А и 32В, и обычной частицы СТА, проиллюстрированной на фиг.33А и 33В, свидетельствует о том, что обычная частица СТА характеризуется повышенной плотностью, меньшей площадью удельной поверхности, меньшей пористостью и большим размером частиц по сравнению с частицами СТА изобретения. Собственно говоря, обычная СТА, представленная на фиг.33А и 33В, характеризуется средним размером частиц, равным приблизительно 205 мкм, и площадью удельной поверхности согласно методу БЭТ, равной приблизительно 0,57 м2/г.
Фиг.34 иллюстрирует обычно используемый способ получения очищенной терефталевой кислоты (РТА). В обычно используемом способе получения РТА пара-ксилол подвергают частичному окислению в высокотемпературном реакторе окисления с механическим перемешиванием 700. Суспензию, содержащую СТА, из реактора 700 отбирают, а после этого очищают в системе очистки 702. Продукт РТА системы очистки 702 вводят в систему разделения 706 для отделения и высушивания частиц РТА. Система очистки 702 составляет большую долю расходов, связанных с получением частиц РТА при использовании обычных способов. Система очистки 702 в общем случае включает систему добавления воды/обмена 708, систему растворения 710, систему гидрирования 712 и три отдельные кристаллизационные емкости 704а, b, c. В системе добавления воды/обмена 708 существенную часть маточного раствора вытесняют водой. После добавления воды суспензию вода/СТА вводят в систему растворения 710, где смесь вода/СТА нагревают до тех пор, пока частицы СТА в воде полностью не растворятся. После растворения СТА раствор СТА в воде подвергают гидрированию в системе гидрирования 712. После этого для отходящего потока продукта гидрирования из системы гидрирования 712 проводят три стадии кристаллизации в кристаллизационных емкостях 704а, b, c с последующим отделением РТА в системе разделения 706.
Фиг.35 иллюстрирует улучшенный способ получения РТА, использующий барботажную колонну реакторного типа окисления 800, сконфигурированную в соответствии с вариантом реализации настоящего изобретения. Из реактора 800 отбирают первоначальную суспензию, содержащую твердые частицы СТА и жидкий маточный раствор. Обычно первоначальная суспензия может содержать твердые частицы СТА в количестве в диапазоне от приблизительно 10 до приблизительно 50% мас., при этом баланс составляет жидкий маточный раствор. Твердые частицы СТА, присутствующие в первоначальной суспензии, обычно содержат, по меньшей мере, приблизительно 400 м.д. мас. 4-карбоксибензальдегида (4-СВА), более часто, по меньшей мере, приблизительно 800 м.д. мас. 4-СВА, а наиболее часто 4-СВА в количестве в диапазоне от 1000 до 15000 м.д. мас. Первоначальную суспензию, отобранную из реактора 800, вводят в систему очистки 802 для уменьшения концентрации 4-СВА и других примесей, присутствующих в СТА. В системе очистки 802 получают более чистую/очищенную суспензию и ее подвергают разделению и высушиванию в системе разделения 804, тем самым, получая частицы более чистой твердой терефталевой кислоты, содержащие менее, чем приблизительно 400 м.д. мас. 4-СВА, более предпочтительно менее, чем приблизительно 250 м.д. мас. 4-СВА, а наиболее предпочтительно 4-СВА в количестве в диапазоне от 10 до 200 м.д. мас.
Система очистки 802 из системы получения РТА, проиллюстрированной на фиг.35, обеспечивает достижение нескольких преимуществ по сравнению с системой очистки 802 из системы предшествующего уровня техники, проиллюстрированной на фиг.34. Предпочтительно система очистки 802 в общем случае включает систему обмены раствора 806, утилизатор 808 и один кристаллизатор 810. В системе обмена раствора 806, по меньшей мере, приблизительно 50% мас. маточного раствора, присутствующего в первоначальной суспензии, обменивают на свежий растворитель замены с получением, таким образом, суспензии после обмена растворителя, содержащей частицы СТА и растворитель замены. Суспензию после обмена растворителя, покидающую систему обмена раствора 806, вводят в утилизатор (или реактор вторичного окисления) 808. В утилизаторе 808 реакцию вторичного окисления проводят при несколько более высоких температурах по сравнению с теми, которые использовали во время реакции первоначального/первичного окисления, проводимой в барботажной колонне реакторного типа 800. Как обсуждалось выше, большая площадь удельной поверхности, небольшой размер частиц и малая плотность частиц СТА, полученных в реакторе 800, приводят к тому, что определенные примеси, захваченные в частицах СТА, становятся доступными для окисления в утилизаторе 808 без возникновения необходимости в проведении полного растворения частиц СТА в утилизаторе 808. Таким образом, температура в утилизаторе 808 может составлять величину, меньшую, чем во многих подобных способах предшествующего уровня техники. Вторичное окисление, проводимое в утилизаторе 808, предпочтительно приводит к уменьшению концентрации 4-СВА в СТА, по меньшей мере, на 200 м.д. мас., более предпочтительно, по меньшей мере, приблизительно на 400 м.д. мас., а наиболее предпочтительно на величину в диапазоне от 600 до 6000 м.д. мас. Предпочтительно температура вторичного окисления в утилизаторе 808, по меньшей мере, приблизительно на 10°С превышает температуру первичного окисления в барботажной колонне реакторного типа 800, более предпочтительно превышает температуру первичного окисления в реакторе 800 на величину в диапазоне от приблизительно 20 до приблизительно 80°С, а наиболее предпочтительно превышает температуру первичного окисления в реакторе 800 на величину в диапазоне от 30 до 50°С. Температура вторичного окисления предпочтительно находится в диапазоне от приблизительно 160 до приблизительно 240°С, более предпочтительно в диапазоне от приблизительно 180 до приблизительно 220°С, а наиболее предпочтительно в диапазоне от 190 до 210°С. Очищенный продукт из утилизатора 808 требует наличия только одной стадии кристаллизации в кристаллизаторе 810 перед проведением разделения в системе разделения 804. Подходящие методики вторичного окисления/утилизации обсуждаются более подробно в публикации патентной заявки США №2005/0065373, описание которой во всей своей полноте недвусмысленно включается в настоящий документ для справки.
Терефталевую кислоту (например, РТА), полученную при использовании системы, проиллюстрированной на фиг.35, предпочтительно образуют частицы РТА, характеризующиеся средним размером частиц, равным, по меньшей мере, приблизительно 40 мкм, более предпочтительно находящимся в диапазоне от приблизительно 50 до приблизительно 2000 мкм, а наиболее предпочтительно в диапазоне от 60 до 200 мкм. Частицы РТА предпочтительно характеризуются средней площадью удельной поверхности согласно методу БЭТ, меньшей, чем приблизительно 0,25 м2/г, более предпочтительно находящейся в диапазоне от приблизительно 0,005 до приблизительно 0,2 м2/г, а наиболее предпочтительно в диапазоне от 0,01 до 0,18 м2/г. РТА, полученная при использовании системы, проиллюстрированной на фиг.35, является подходящей для использования в качестве исходного сырья при получения ПЭТФ. Обычно ПЭТФ получают в результате проведения этерификации терефталевой кислоты этиленгликолем с последующей поликонденсацией. Предпочтительно терефталевую кислоту, полученную в соответствии с одним вариантом реализации настоящего изобретения, используют в качестве исходного подаваемого материала в способе получения ПЭТФ в трубчатом реакторе, описанном в патентной заявке США с регистрационным номером 10/013318, поданной 7 декабря 2001 года, описание которой во всей своей полноте включается в настоящий документ для справки.
Частицы СТА, характеризующиеся предпочтительной морфологией, описанной в настоящем документе, являются в особенности подходящими для использования в описанном выше способе окислительной утилизации, предназначенном для уменьшения уровня содержания 4-СВА. В дополнение к этому, данные предпочтительные частицы СТА обеспечивают достижение преимуществ в широком ассортименте других способов последующей переработки, включающих растворение и/или химическую реакцию частиц. Данные дополнительные способы последующей переработки включают нижеследующее, но также и не ограничиваются только этим: реакция, по меньшей мере, с одним гидроксилсодержащим соединением с получением производных сложных эфиров, в особенности реакция СТА с метанолом с получением диметилтерефталата и примесных сложных эфиров; реакция, по меньшей мере, с одним диолом с получением мономерного сложного эфира и/или полимерных производных сложного эфира, в особенности реакция СТА с этиленгликолем с получением полиэтилентерефталата (ПЭТФ); и полное или частичное растворение в растворителях, включающих нижеследующее, но также и не ограничивающихся только этим: вода, уксусная кислота и N-метил-2-пирролидон, что может включать дополнительную переработку, включающую нижеследующее, но также и не ограничивающуюся только этим: переосаждение более чистой терефталевой кислоты и/или селективное химическое восстановление карбонильных групп, отличных от групп карбоновой кислоты. В частности, включается по существу растворение СТА в растворителе, включающем воду, в сочетании с частичным гидрированием, которое приводит к уменьшению количества альдегидов, в особенности 4-СВА, флуоренонов, фенонов и/или антрахинонов.
Изобретатели также предусматривают возможность получения частиц СТА, обладающих предпочтительными свойствами, описанными в настоящем документе, из частиц СТА, не соответствующих требованиям предпочтительных свойств, описанных в настоящем документе (частиц СТА, не соответствующих требованиям), при использовании способов, включающих нижеследующее, но также и не ограничивающихся только этим: механическое измельчение частиц СТА, не соответствующих требованиям, и полное или частичное растворение частиц СТА, не соответствующих требованиям, с последующим полным или частичным переосаждением.
В соответствии с одним вариантом реализации настоящего изобретения предлагается способ частичного окисления окисляемого ароматического соединения до получения одного или нескольких типов ароматической карбоновой кислоты, где степень чистоты образуемой растворителем части исходного подаваемого материала (то есть, «образуемого растворителем исходного подаваемого материала») и степень чистоты образуемой окисляемым соединением части исходного подаваемого материала (то есть, «образуемого окисляемым соединением исходного подаваемого материала») регулируют в определенных диапазонах, указанных далее. Совместно с другими вариантами реализации настоящего изобретения это делает возможным регулирование степени чистоты жидкой фазы и, в случае ее наличия, твердой фазы и объединенной фазы суспензии (то есть, твердой фазы плюс жидкой фазы) реакционной среды в определенных предпочтительных диапазонах, обозначенных далее.
Что касается образуемого растворителем исходного подаваемого материала, то известно окисление окисляемого ароматического соединения (соединений) до получения ароматической карбоновой кислоты, где образуемый растворителем исходный подаваемый материал, вводимый в реакционную среду, представляет собой смесь уксусной кислоты и воды со степенями чистоты «чистый для анализа», и его зачастую используют в лабораторном и полупромышленных масштабах. Также известно проведение окисления окисляемого ароматического соединения до получения ароматической карбоновой кислоты, где растворитель, покидающий реакционную среду, отделяют от полученной ароматической карбоновой кислоты, а после этого возвращают на рецикл обратно в реакционную среду в качестве растворителя в исходном подаваемом материале главным образом по причинам, связанным с производственной себестоимостью. Данный возврат растворителя на рецикл с течением времени приводит к накоплению в возвращаемом на рецикл растворителе определенных примесей из исходного подаваемого материала и побочных продуктов технологического процесса. На современном уровне техники известны различные способы очистки возвращаемого на рецикл растворителя перед повторным введением в реакционную среду. В общем случае повышенная степень очистки возвращаемого на рецикл растворителя приводит к получению значительно более высокой производственной себестоимости по сравнению с тем, чего достигают при пониженной степени очистки при использовании подобных способов. Один вариант реализации настоящего изобретения относится к осознанию и определению предпочтительных диапазонов для большого количества примесей в образуемом растворителем исходном подаваемом материале, многие из которых до настоящего времени воспринимались как в основном безвредные, для того, чтобы отыскать оптимальный баланс между общей производственной себестоимостью и общей степенью чистоты продукта.
«Возвращаемый на рецикл образуемый растворителем исходный подаваемый материал» определяют в настоящем документе как образуемый растворителем исходный подаваемый материал, включающий, по меньшей мере, приблизительно 5% мас. потока, который ранее перепускали через реакционную среду, содержащую одно или несколько окисляемых ароматических соединений, претерпевающих частичное окисление. По причинам, связанным с коэффициентом заполнения растворителем и продолжительностью рабочего цикла для производственной установки, предпочтительно, чтобы части возвращаемого на рецикл растворителя перепускали через реакционную среду, по меньшей мере, один раз в день работы, более предпочтительно, по меньшей мере, один раз в день в течение, по меньшей мере, семи последовательных дней работы, а наиболее предпочтительно, по меньшей мере, один раз в день в течение, по меньшей мере, 30 последовательных дней работы. По экономическим причинам предпочтительно, чтобы растворитель, возвращаемый на рецикл, представлял собой, по меньшей мере, приблизительно 20% мас. от образуемого растворителем исходного подаваемого материала, направляемого в реакционную среду настоящего изобретения, более предпочтительно, по меньшей мере, приблизительно 40% мас., еще более предпочтительно, по меньшей мере, приблизительно 80% мас. , а наиболее предпочтительно, по меньшей мере, 90% мас.
Изобретатели обнаружили, что по причинам, связанным с активностью в реакции, и для учета наличия металлсодержащих примесей, остающихся в продукте окисления, концентрации избранных металлов переменной валентности в возвращаемом на рецикл образуемом растворителем исходном подаваемом материале предпочтительно находятся в диапазонах, приведенных непосредственно далее. Концентрация железа в возвращаемом на рецикл растворителе предпочтительно составляет величину, меньшую приблизительно 150 м.д. мас., более предпочтительно меньшую приблизительно 40 м.д. мас., а наиболее предпочтительно находящуюся в диапазоне от 0 до 8 м.д. мас. Концентрация никеля в возвращаемом на рецикл растворителе предпочтительно составляет величину, меньшую приблизительно 150 м.д. мас., более предпочтительно меньшую приблизительно 40 м.д. мас., а наиболее предпочтительно находящуюся в диапазоне от 0 до 8 м.д. мас. Концентрация хрома в возвращаемом на рецикл растворителе предпочтительно составляет величину, меньшую приблизительно 150 м.д. мас., более предпочтительно меньшую приблизительно 40 м.д. мас., а наиболее предпочтительно находящуюся в диапазоне от 0 до 8 м.д. мас. Концентрация молибдена в возвращаемом на рецикл растворителе предпочтительно составляет величину, меньшую приблизительно 75 м.д. мас., более предпочтительно меньшую приблизительно 20 м.д. мас., а наиболее предпочтительно находящуюся в диапазоне от 0 до 4 м.д. мас. Концентрация титана в возвращаемом на рецикл растворителе предпочтительно составляет величину, меньшую приблизительно 75 м.д. мас., более предпочтительно меньшую приблизительно 20 м.д. мас., а наиболее предпочтительно находящуюся в диапазоне от 0 до 4 м.д. мас. Концентрация меди в возвращаемом на рецикл растворителе предпочтительно составляет величину, меньшую приблизительно 20 м.д. мас., более предпочтительно меньшую приблизительно 4 м.д. мас., а наиболее предпочтительно находящуюся в диапазоне от 0 до 1 м.д. мас. В возвращаемом на рецикл растворителе обычно также присутствуют и другие металлсодержащие примеси в общем случае при варьировании содержания на еще более низких уровнях в виде доли от содержания одного или нескольких из перечисленных ранее металлов. Регулирование содержания перечисленных выше металлов будет обеспечивать поддержание содержания других металлсодержащих примесей на соответствующих уровнях.
Данные металлы могут выявляться в качестве примесей в любом из поступающих в технологический процесс исходных подаваемых потоков (например, в поступающих окисляемом соединении, растворителе, окислителе и соединениях катализатора). В альтернативном варианте металлы могут образовываться в качестве продуктов коррозии в любой из технологических установок, находящихся в контакте с реакционной средой и/или находящихся в контакте с возвращаемым на рецикл растворителем. Способы регулирования содержания металлов включают обеспечение достижения надлежащих технических характеристик и отслеживания степени чистоты для различных исходных подаваемых материалов и надлежащее использование конструкционных материалов, включающих нижеследующее, но не ограничивающихся только этим: многие промышленные марки титана и нержавеющих сталей, включающие те марки, которые известны под наименованием двухфазных нержавеющих сталей и высокомолибденистых нержавеющих сталей.
Изобретатели также выявили предпочтительные диапазоны для избранных ароматических соединений в возвращаемом на рецикл растворителе. Данные соединения включают как осажденные, так и растворенные ароматические соединения в возвращаемом на рецикл растворителе.
Как это ни удивительно, но каждый осажденный продукт (например, ТРА), получаемый в результате частичного окисления пара-ксилола, является загрязнителем, в отношении которого необходимо принимать меры в случае растворителя, возвращаемого на рецикл. Поскольку, как это ни удивительно, для уровней содержания твердой фазы в реакционной среде существуют предпочтительные диапазоны, любой осажденной продукт в образуемом растворителем исходном подаваемом материале непосредственно уменьшает количество окисляемого соединения, которое можно будет подавать вместе с ним. Кроме того, как было обнаружено, подача осажденной твердой фазы, образуемой ТРА, в возвращаемом на рецикл растворителе при повышенных уровнях содержания оказывает неблагоприятное влияние на характер частиц, образуемых в среде осадительного окисления, что приводит к приданию нежелательного характера операциям на последующих стадиях технологической схемы (например, фильтрации продукта, промыванию растворителя, окислительной утилизации сырого неочищенного продукта, растворению сырого неочищенного продукта для последующей переработки и тому подобному). Еще одна нежелательная характеристика осажденной твердой фазы в возвращаемом на рецикл образуемом растворителем исходном подаваемом материале заключается в том, что она зачастую отличается очень высокими уровнями содержания осажденных примесей по сравнению с концентрациями примесей в объеме твердой фазы в суспензиях ТРА, из которых получают большое количество возвращаемого на рецикл растворителя. Возможно повышенные уровни содержания примесей, наблюдаемых в твердой фазе, суспендированной в возвращаемом на рецикл фильтрате, могут относиться к временам зародышеобразования, подходящим для осаждения определенных примесей из возвращаемого на рецикл растворителя, и/или к охлаждению возвращаемого на рецикл растворителя, либо намеренного, либо обусловленного потерями в окружающую среду. Например, концентрации интенсивно окрашенного и нежелательного 2,6-дикарбоксифлуоренона наблюдались при намного более высоких уровнях содержания в твердой фазе, присутствующей в возвращаемом на рецикл растворителе при 80°С, по сравнению с тем, что наблюдали в твердой фазе ТРА, отделенной от возвращаемого на рецикл растворителя при 160°С. Подобным же образом, концентрации изофталевой кислоты наблюдались на намного более высоких уровнях в твердой фазе, присутствующей в возвращаемом на рецикл растворителе, по сравнению с уровнями, наблюдаемыми в твердой фазе ТРА из реакционной среды. То, как в точности будут себя вести конкретные осажденные примеси, захваченные в возвращаемом на рецикл растворителе, при повторном введении в реакционную среду. Это зависит может быть от относительной растворимости примеси в жидкой фазе реакционной среды, может быть от того, как осажденная примесь образует слои в осажденной твердой фазе, а может быть от местной скорости осаждения ТРА там, где твердая фаза будет впервые повторно введена в реакционную среду. Таким образом, изобретатели обнаружили что регулирование уровня содержания определенных примесей в возвращаемом на рецикл растворителе так, как это описывается далее, является полезным вне зависимости от того, будут ли данные примеси присутствовать в возвращаемом на рецикл растворителе в растворенной форме, или они будут захватываться в нем в частицах.
Количество осажденной твердой фазы, присутствующей в возвращаемом на рецикл фильтрате, определяют при использовании гравиметрического метода следующим образом. Из растворителя, подаваемого в реакционную среду, отбирают представительный образец в то время, как растворитель перепускают в канал в направлении реакционной среды. Подходящий размер образца составляет приблизительно 100 г, помещенные в стеклянный контейнер, вмещающий приблизительно 250 мл внутреннего объема. Перед выпуском в условия действия атмосферного давления, но при одновременном непрерывном перепускании в направлении контейнера для образца возвращаемый на рецикл фильтрат охлаждают до менее чем 100°С; данное охлаждение производят для того, чтобы ограничить испарение растворителя в течение короткого промежутка времени перед герметичным закрытием в стеклянном контейнере. После помещения образца в условия действия атмосферного давления стеклянный контейнер незамедлительно герметично закрывают. После этого образцу дают возможность охлаждаться до приблизительно 20°С в окружении воздуха с температурой, равной приблизительно 20°С, и в отсутствие принудительной конвекции. После достижения приблизительно 20°С образец выдерживают в данном состоянии в течение, по меньшей мере, приблизительно 2 часа. После этого герметично закрытый контейнер интенсивно встряхивают до тех пор, пока не получают визуально однородное распределение твердой фазы. Непосредственно после этого в контейнер для образца помещают магнитный размешиватель и обеспечивают его вращение при скорости, достаточной для эффективного выдерживания однородного распределения твердой фазы. Отбирают пипеткой и взвешивают аликвоту в количестве 10 мл смешанной жидкости, содержащей суспендированную твердую фазу. После этого объем жидкой фазы из данной аликвоты отделяют в результате проведения перегонки под вакуумом все еще при приблизительно 20°С и при эффективности, позволяющей избежать потерь твердой фазы. Влажную твердую фазу, отфильтрованную из данной аликвоты, после этого высушивают при эффективности, позволяющей избежать сублимации твердой фазы, а данную высушенную твердую фазу взвешивают. Соотношение между массой высушенной твердой фазы и массой первоначальной аликвоты суспензии представляет собой долю твердой фазы, обычно выражаемую в виде процентного содержания и называемую в настоящем документе уровнем содержания осажденной твердой фазы в фильтрате, возвращаемом на рецикл, при 20°С.
Изобретатели обнаружили что ароматические соединения, растворенные в жидкой фазе реакционной среды и включающие ароматические карбоновые кислоты, не имеющие неароматических углеводородных групп (например, изофталевую кислоту, бензойную кислоту, фталевую кислоту, 2,5,4'-трикарбоксибифенил), как это ни удивительно, являются вредными компонентами. Несмотря на то, что данные соединения обладают в значительной мере пониженной химической активностью в рассматриваемой реакционной среде по сравнению с окисляемыми соединениями, имеющими неароматические углеводородные группы, изобретатели обнаружили что данные соединения, тем не менее, принимают участие во множестве неблагоприятных реакций. Таким образом, выгодно регулировать уровень содержания данных соединений в жидкой фазе реакционной среды при выдерживании в предпочтительных диапазонах. Это приводит к определению предпочтительных диапазонов избранных соединений в возвращаемом на рецикл образуемом растворителем исходном подаваемом материале, а также предпочтительных диапазонов избранных предшественников в образуемом окисляемым ароматическим соединением исходном подаваемом материале.
Например, в случае жидкофазного частичного окисления пара-ксилола до получения терефталевой кислоты (ТРА) изобретатели обнаружили, что интенсивно окрашенный и нежелательный примесный 2,7-дикарбоксифлуоренон (2,7-DCF) практически не обнаруживается в реакционной среде и отобранном продукте в случае присутствия мета-замещенных ароматических соединений в реакционной среде при очень низких уровнях содержания. Изобретатели обнаружили, что в случае присутствия в образуемом растворителем исходном подаваемом материале примесной изофталевой кислоты при все более возрастающих уровнях содержания эффективность образования 2,7-DCF увеличивается почти прямо пропорционально. Изобретатели также обнаружили, что в случае присутствия в исходном подаваемом материале, образуемом пара-ксилолом, примесного мета-ксилола эффективность образования 2,7-DCF опять-таки увеличивается почти в прямой пропорции. Кроме того, даже в случае отсутствия в образуемом растворителем исходном подаваемом материале и образуемом окисляемым соединением исходном подаваемом материале мета-замещенных ароматических соединений изобретатели обнаружили, что во время обычного частичного окисления очень чистого пара-ксилола образуется определенное количество изофталевой кислоты, в особенности тогда, когда в жидкой фазе реакционной среды присутствует бензойная кислота. Данная самообразующаяся изофталевая кислота благодаря своей более высокой растворимости по сравнению с ТРА в растворителе, содержащем уксусную кислоту и воду, с течением времени может накапливаться в промышленных установках, использующих возвращаемый на рецикл растворитель. Таким образом, все характеристики, выбираемые из количества изофталевой кислоты в образуемом растворителем исходном подаваемом материале, количества мета-ксилола в образуемом окисляемым ароматическим соединением исходном подаваемом материале и скорости самообразования изофталевой кислоты в реакционной среде, в надлежащем случае рассматриваются в равновесии друг с другом и в равновесии с любыми реакциями, которые обеспечивают расходование изофталевой кислоты. Как было обнаружено, в дополнение к образованию 2,7-DCF изофталевая кислота претерпевает и другие расходующие ее реакции, как это описывается далее. В дополнение к этому, изобретатели обнаружили, что существуют и другие вопросы, требующие внимания в случае задания подходящих диапазонов для мета-замещенных ароматических соединений при частичном окислении пара-ксилола до получения ТРА. Другие интенсивно окрашенные и нежелательные примеси, такие как 2,6-дикарбоксифлуоренон (2,6-DCF), по-видимому, очень тесно связаны с растворенными пара-замещенными ароматическими соединениями, которые всегда присутствуют в образуемом пара-ксилолом исходном подаваемом материале, направляемом на жидкофазное окисление. Таким образом, подавление образования 2,7-DCF лучше всего рассматривать в перспективе связи с уровнем содержания других образующихся окрашенных примесей.
Например, в случае жидкофазного частичного окисления пара-ксилола до получения ТРА изобретатели обнаружили, что по мере увеличения уровней содержания изофталевой кислоты и фталевой кислоты в реакционной среде возрастает эффективность образования тримеллитовой кислоты. Тримеллитовая кислота представляет собой трехфункциональную карбоновую кислоту, присутствие которой приводит к разветвлению полимерных цепей во время получения ПЭТФ из ТРА. Во многих сферах применения ПЭТФ уровни разветвления необходимо регулировать при выдерживании низких уровней, и таким образом регулирование в отношении тримеллитовой кислоты должно обеспечить выдерживание низких уровней ее содержания в очищенной ТРА. Присутствие мета-замещенных и орто-замещенных соединений в реакционной среде помимо приведения к образованию тримеллитовой кислоты также становится причиной образования и других трикарбоновых кислот (например, 1,3,5-трикарбоксибензола). Кроме того, увеличение присутствия в реакционной среде трикарбоновых кислот приводит к увеличению эффективности образования тетракарбоновых кислот (например, 1,2,4,5-тетракарбоксибензола). Одним фактором при задании предпочтительных уровней содержания мета-замещенных и орто-замещенных соединений в возвращаемом на рецикл образуемом растворителем исходном подаваемом материале в образуемом окисляемым соединением исходном подаваемом материале и в реакционной среде, соответствующей настоящему изобретению, является регулирование эффективности общего образования всех ароматических карбоновых кислот, имеющих более чем две группы карбоновой кислоты.
Например, в случае жидкофазного частичного окисления пара-ксилола до получения ТРА изобретатели обнаружили, что повышенные уровни содержания в жидкой фазе реакционной среды нескольких растворенных ароматических карбоновых кислот, не имеющих неароматических углеводородных групп, непосредственно приводят к повышенной эффективности образования монооксида углерода и диоксида углерода. Повышенная эффективность образования оксидов углерода представляет собой потерю выхода, как в отношении окислителя, так и в отношении окисляемого соединения, последнее - в связи с тем, что многие из попутно получаемых ароматических карбоновых кислот, с одной стороны, можно рассматривать в качестве примесей, с другой стороны, они также имеют коммерческую ценность. Таким образом, надлежащее удаление относительно растворимых карбоновых кислот, не имеющих неароматических углеводородных групп, из возвращаемого на рецикл растворителя имеет экономическое значение при предотвращении потерь выхода в отношении как окисляемого ароматического соединения, так и окислителя, в дополнение к подавлению образования в высшей степени нежелательных примесей, таких как различные флуореноны и тримеллитовая кислота.
Например, в случае жидкофазного частичного окисления пара-ксилола до получения ТРА изобретатели обнаружили что образование 2,5,4'-трикарбоксибифенила, по-видимому, является неизбежным. 2,5,4'-трикарбоксибифенил представляет собой ароматическую трикарбоновую кислоту, образованную в результате сопряжения двух ароматических колец, может быть в результате сопряжения растворенных пара-замещенных ароматических соединений с арильным радикалом, может быть с арильным радикалом, образованным в результате декарбоксилирования или декарбонилирования пара-замещенных ароматических соединений. К счастью, образование 2,5,4'-трикарбоксибифенила обычно происходит до меньших уровней содержания по сравнению с тримеллитовой кислотой, и это обычно не становится причиной значительного увеличения трудностей в связи с разветвлением молекул полимера во время получения ПЭТФ. Однако изобретатели обнаружили, что повышенные уровни содержания 2,5,4'-трикарбоксибифенила в реакционной среде, включающей окисление алкилароматики в соответствии с предпочтительными вариантами реализации настоящего изобретения, приводят к повышению уровней содержания интенсивно окрашенного и нежелательного 2,6-DCF. Повышенные уровни содержания 2,6-DCF возможно формируются при участии 2,5,4'-трикарбоксибифенила в результате замыкания цикла с потерей молекулы воды, хотя точный механизм реакции достоверно неизвестен. Если 2,5,4'-трикарбоксибифенил, который в большей мере растворим в растворителе, содержащем уксусную кислоту и воду, по сравнению с ТРА получит возможность накапливаться в возвращаемом на рецикл растворителе до чрезмерно высоких уровней содержания, то тогда степени превращения в 2,6-DCF могут становиться неприемлемо большими.
Например, в случае жидкофазного частичного окисления пара-ксилола до получения ТРА изобретатели обнаружили что ароматические карбоновые кислоты, не имеющие неароматических углеводородных групп (например, изофталевая кислота), в общем случае приводят к мягкому подавлению химической активности реакционной среды в случае присутствия в жидкой фазе при достаточной концентрации.
Например, в случае жидкофазного частичного окисления пара-ксилола до получения ТРА, изобретатели обнаружили, что осаждение очень часто является неидеальным (то есть, неравновесным) в том, что касается относительных концентраций различных химических соединений в твердой фазе и в жидкой фазе. Может быть, это обуславливается тем, что скорость осаждения очень велика при скоростях реакции за проход в единицу времени, предпочтительных в настоящем документе, что приводит к неидеальному соосаждению примесей или даже к окклюдированию. Таким образом, в случае желательности ограничения концентрации определенных примесей (например, тримеллитовой кислоты и 2,6-DCF) в сырой неочищенной ТРА в связи с конфигурацией операций на последующих стадиях технологической схемы предпочтительно регулировать их концентрацию в образуемом растворителем исходном подаваемом материале, а также скорость их образования в реакционной среде.
Например, изобретатели обнаружили, что бензофеноновые соединения (например, 4,4'-дикарбоксибензофенон и 2,5,4'-трикарбоксибензофенон), полученные во время частичного окисления пара-ксилола, проявляют нежелательное действие в реакционной среде получения ПЭТФ даже несмотря на то, что бензофеноновые соединения сами по себе не являются настолько интенсивно окрашенными в ТРА, насколько такими являются флуореноны и антрахиноны. В соответствии с этим, желательно ограничить присутствие бензофенонов и избранных предшественников в возвращаемом на рецикл растворителе и в образуемом окисляемым соединением исходном подаваемом материале. Кроме того, изобретатели обнаружили, что наличие повышенных уровней содержания бензойной кислоты вне зависимости от того, будет ли она введена в возвращаемый на рецикл растворитель или образована в реакционной среде приводит к повышенным скоростям получения 4,4'-дикарбоксибензофенона.
Говоря в целом, изобретатели обнаружили и в достаточной степени количественно охарактеризовали удивительный массив реакций для ароматических соединений, не имеющих неароматических углеводородных групп, которые имеют место в случае жидкофазного частичного окисления пара-ксилола до получения ТРА. Резюмируя просто результаты для индивидуального случая, связанного с бензойной кислотой, изобретатели обнаружили, что повышенные уровни содержания бензойной кислоты в реакционной среде определенных вариантов реализации настоящего изобретения приводят к значительному увеличению эффективности образования интенсивно окрашенной и нежелательной 9-флуоренон-2-карбоновой кислоты, к получению значительно повышенных уровней содержания 4,4'-дикарбоксибифенила, к получению повышенных уровней содержания 4,4'-дикарбоксибензофенона, к мягкому подавлению химической активности при целевом окислении пара-ксилола и к получению повышенных уровней содержания оксидов углерода и сопутствующим потерям выхода. Изобретатели обнаружили, что повышенные уровни содержания бензойной кислоты в реакционной среде также приводят к повышенной эффективности образования изофталевой кислоты и фталевой кислоты, уровни содержания которых в желательном случае контролируют, выдерживая в низких диапазонах в соответствии с подобными аспектами настоящего изобретения. Количество и важность реакций, включающих участие бензойной кислоты, может быть являются даже более удивительными, поскольку некоторые изобретатели последнего времени предусматривают использование бензойной кислоты вместо уксусной кислоты в качестве основного компонента растворителя (см., например, патент США №6562997). В дополнение к этому, изобретатели настоящего изобретения наблюдали то, что во время окисления пара-ксилола бензойная кислота самообразуется со скоростями, которые являются вполне существенными по сравнению с ее образованием из примесей, таких как толуол и этилбензол, обычно обнаруживаемых в образуемом окисляемым соединением исходном подаваемом материале, содержащем пара-ксилол технической чистоты.
С другой стороны, изобретатели обнаружили малую значимость дополнительного регулирования состава, возвращаемого на рецикл растворителя, в том, что касается присутствия окисляемого ароматического соединения, и в том, что касается промежуточных соединений в реакции ароматики, которые как сохраняют неароматические углеводородные группы, так и являются также относительно растворимыми в растворителе, возвращаемом на рецикл. В общем случае данные соединения либо подают в реакционную среду, либо они образуются в реакционной среде, со скоростями, соответствующими значительному превышению уровня их присутствия в возвращаемом на рецикл растворителе; а скорость расходования данных соединений в реакционной среде достаточно велика, при сохранения одной или нескольких неароматических углеводородных групп, что позволяет надлежащим образом ограничивать их накопление в возвращаемом на рецикл растворителе. Например, во время частичного окисления пара-ксилола в многофазной реакционной среде вместе с большими количествами растворителя в ограниченной степени испаряется и пара-ксилол. В случае ухода испарившегося растворителя в виде части отходящего газа и его конденсации для извлечения в качестве растворителя, возвращаемого на рецикл, здесь же конденсируется также и существенная часть испарившегося пара-ксилола. Нет никакой необходимости ограничивать концентрацию данного пара-ксилола в растворителе, возвращаемом на рецикл. Например, если при покидании суспензией реакционной среды окисления пара-ксилола растворитель от твердой фазы отделяют, то тогда данный извлеченный растворитель будет содержать концентрацию растворенной пара-толуиловой кислоты, подобную концентрации, имеющей место на момент удаления из реакционной среды. Несмотря на то, что ограничение стационарной концентрации пара-толуиловой кислоты в жидкой фазе реакционной среды, см. далее, может быть важным, см. далее, нет никакой необходимости в отдельном регулировании содержания пара-толуиловой кислоты в данной части возвращаемого на рецикл растворителя благодаря ее относительно хорошей растворимости и ее малому массовому расходу по сравнению с образованием пара-толуиловой кислоты в реакционной среде. Подобным же образом изобретатели выявили мало оснований для ограничения концентраций в возвращаемом на рецикл растворителе ароматических соединений, имеющих метильные заместители (например, толуиловых кислот), ароматических альдегидов (например, терефталевого альдегида), ароматических соединений, имеющих гидроксиметильных заместителей (например, 4-гидроксиметилбензойной кислоты) и бромированных ароматических соединений, сохраняющих, по меньшей мере, одну неароматическую углеводородную группу (например, альфа-бром-пара-толуиловой кислоты), уровнями, более низкими по сравнению с теми, которые внутренне присущи жидкой фазе, покидающей реакционную среду, существующую при частичном окислении ксилола в соответствии с предпочтительными вариантами реализации настоящего изобретения. Как это ни удивительно, но изобретатели также обнаружили и то, что нет никакой необходимости также и в регулировании в возвращаемом на рецикл растворителе концентрации избранных фенолов, образующихся во время частичного окисления ксилола в соответствии с самой его природой, поскольку данные соединения образуются и разрушаются в реакционной среде со скоростями, соответствующими значительному превышению уровня их присутствия в растворителе, возвращаемом на рецикл. Например, изобретатели обнаружили, что 4-гидроксибензойная кислота оказывает относительно небольшое влияние на химическую активность в предпочтительных вариантах реализации настоящего изобретения в случае совместной подачи с расходами, соответствующими более чем 2 г 4-гидроксибензойной кислоты на 1 кг пара-ксилола, что намного превышает естественное присутствие в возвращаемом на рецикл растворителе, несмотря на то, что другие исследователи сообщали, что она является существенным ядом в подобной реакционной среде (см., например, работу W. Partenheimer, Catalysis Today 23 (1995) p.81).
Таким образом, существуют многочисленные реакции и многочисленные соображения по заданию предпочтительных диапазонов для различных ароматических примесей в образуемом растворителем исходном подаваемом материале, как в данный момент было описано. Данные открытия сформулированы при выражении через общий усредненный по массе состав для всех потоков растворителей, подаваемых в реакционную среду в течение заданного периода времени, предпочтительно одного дня, более предпочтительно одного часа, а наиболее предпочтительно одной минуты. Например, если один образуемый растворителем исходный подаваемый материал будут перепускать по существу непрерывно с составом, соответствующим 40 м.д. мас. изофталевой кислоты, при расходе 7 кг/мин, второй образуемый растворителем исходный подаваемый материал будут перепускать по существу непрерывно с составом, соответствующим 2000 м.д. мас. изофталевой кислоты, при расходе 10 кг/мин, и никаких других потоков образуемого растворителем исходного подаваемого материала в реакционную среду поступать не будет, то тогда общий усредненный по массе состав для образуемого растворителем исходного подаваемого материала будут рассчитывать в виде (40·7+2000·10)/(7+10)=1193 м.д. мас. изофталевой кислоты. Следует отметить то, что масса любого образуемого окисляемым соединением исходного подаваемого материала или любого образуемого окислителем исходного подаваемого материала, которые может быть являются перемешанными с образуемым растворителем исходным подаваемым материалом перед их поступлением в реакционную среду, не принимается во внимание при вычислении общего усредненного по массе состава образуемого растворителем исходного подаваемого материала.
Приведенная далее таблица 1 представляет предпочтительные значения для определенных компонентов в образуемом растворителем исходном подаваемом материале, вводимом в реакционную среду. Компоненты образуемого растворителем исходного подаваемого материала, приведенные в таблице 1, представляют собой нижеследующее: 4-карбоксибензальдегид (4-СВА), 4,4'-дикарбоксистильбен (4,4'-DCS), 2,6-дикарбоксиантрахинон (2,6-DCA), 2,6-дикарбоксифлуоренон (2,6-DCF), 2,7-дикарбоксифлуоренон (2,7-DCF), 3,5-дикарбоксифлуоренон (3,5-DCF), 9-флуоренон-2-карбоновая кислота (9F-2CA), 9-флуоренон-4-карбоновая кислота (9F-4CA), общий ассортимент флуоренонов, включающий другие флуореноны, не перечисленные индивидуально (общий ассортимент флуоренонов), 4,4'-дикарбоксибифенил (4,4'-DCB), 2,5,4'-трикарбоксибифенил (2,5,4'-TCB), фталевая кислота (РА), изофталевая кислота (IPA), бензойная кислота (ВА), тримеллитовая кислота (ТМА), 2,6-дикарбоксибензокумарин (2,6-DCBC), 4,4'-дикарбоксибензил (4,4'-DCBZ), 4,4'-дикарбоксибензофенон (4,4'-DCBP), 2,5,4'-трикарбоксибензофенон (2,5,4'-TCBP), терефталевая кислота (ТРА), осажденная твердая фаза при 20°С и общий ассортимент ароматических карбоновых кислот, не имеющих неароматических углеводородных групп. Приведенная таблица 1 представляет предпочтительные количества данных примесей в СТА, полученной в соответствии с вариантом реализации настоящего изобретения.
В возвращаемом на рецикл растворителе обычно присутствует также и множество других ароматических примесей, в общем случае при варьировании содержания на еще более низких уровнях и/или в виде доли от содержания одного или нескольких из описанных ароматических соединений. Способы регулирования уровней содержания описанных ароматических соединений при выдерживании в предпочтительных диапазонах обычно будут обеспечивать выдерживание на подходящих уровнях содержания и других ароматических примесей.
В случае использования в реакционной среде брома, как известно, большое количество ионных и органических форм брома будет существовать в динамическом равновесии. Данные различные формы брома характеризуются различными характеристиками стабильности сразу после покидания реакционной среды и прохождения через операции в различных установках, относящиеся к возвращаемому на рецикл растворителю. Например, альфа-бром-пара-толуиловая кислота в определенных условиях может присутствовать как таковая или в других условиях может подвергаться гидролизу с образованием 4-гидроксиметилбензойной кислоты и бромида водорода. В настоящем изобретении предпочтительно, чтобы, по меньшей мере, приблизительно 40% мас., более предпочтительно, чтобы, по меньшей мере, приблизительно 60% мас., а наиболее предпочтительно, чтобы, по меньшей мере, приблизительно 80% мас. от общей массы брома, присутствующего в общем образуемом растворителем исходном подаваемом материале, вводимом в реакционную среду, имели вид одной или нескольких из следующих далее химических форм: ионный бром, альфа-бром-пара-толуиловая кислота и бромуксусная кислота.
Несмотря на то, что важность и значение регулирования общей усредненной по массе степени чистоты образуемого растворителем исходного подаваемого материала при выдерживании в описанных желательных диапазонах настоящего изобретения до настоящего момента не были раскрыты и/или описаны, подходящие способы регулирования степени чистоты образуемого растворителем исходного подаваемого материала могут быть скомпонованы из различных способов, уже известных на современном уровне техники. Во-первых, любой растворитель, испарившийся из реакционной среды, обычно характеризуется подходящей степенью чистоты при том условии, что жидкая или твердая фаза из реакционной среды не будут захватываться испарившимся растворителем. В соответствии с описанием в настоящем документе такой захват надлежащим образом ограничивает подача капель растворителя флегмы в пространство отделения отходящего газа над реакционной средой; и из такого отходящего газа может быть сконденсирован возвращаемый на рецикл растворитель с подходящей степенью чистоты в отношении ароматического соединения. Во-вторых, более трудная и дорогостоящая очистка возвращаемого на рецикл образуемого растворителем исходного подаваемого материала обычно относится к растворителю, отбираемому из реакционной среды в жидкой форме, и к растворителю, который впоследствии вступает в контакт с жидкой и/или твердой фазами реакционной среды, отбираемой из реакционной емкости (то есть, возвращаемому на рецикл растворителю, получаемому из фильтра, в котором твердую фазу концентрируют и/или промывают, возвращаемому на рецикл растворителю, получаемому из центрифуги, в которой твердую фазу концентрируют и/или промывают, возвращаемому на рецикл растворителю, отбираемому с операции кристаллизации, и тому подобному). Однако на современном уровне техники также известны и способы проведения необходимой очистки данных возвращаемых на рецикл потоков растворителя при использовании одного или нескольких описаний предшествующего уровня техники. Что касается регулирования уровня содержания осажденной твердой фазы в возвращаемом на рецикл растворителе при выдерживании в пределах указанных диапазонов, то подходящие способы регулирования включают нижеследующее, но не ограничиваются только этим: гравиметрическая седиментация, механическое фильтрование при использовании фильтровального полотна на вращающихся ленточных фильтрах и вращающихся барабанных фильтрах, механическое фильтрование при использовании стационарной фильтрующей среды внутри емкостей, работающих под давлением, гидроциклонов и центрифуг. Что касается регулирования уровня содержания растворенных ароматических соединений в возвращаемом на рецикл растворителе при выдерживании в пределах указанных диапазонов, то способы регулирования включают нижеследующее, но не ограничиваются только этим: способы, описанные в патенте США №4939297 и публикации патентной заявки США №2005-0038288, включаемых в настоящий документ для справки. Однако ни одно из данных изобретений предшествующего уровня техники не раскрывает и не описывает предпочтительные уровни степени чистоты в общем образуемом растворителем исходном подаваемом материале, как это описывается в настоящем документе. Вместо этого, данные изобретения предшествующего уровня техники просто предлагают способы очистки избранных и частных потоков возвращаемого на рецикл растворителя без выведения оптимальных значений настоящего изобретения для состава общего усредненного по массе образуемого растворителем исходного подаваемого материала, вводимого в реакционную среду.
Обращаясь теперь к степени чистоты исходного подаваемого материала, образуемого окисляемым соединением, можно сказать, что известно то, что в данном случае имеют место определенные уровни содержания изофталевой кислоты, фталевой кислоты и бензойной кислоты, и при низких уровнях содержания присутствие данных соединений в очищенной ТРА, используемой для получения полимера, является допустимым. Кроме того, известно, что данные соединения являются относительно более растворимыми во многих растворителях, и при необходимости их можно удалить из очищенной ТРА при использовании способов кристаллизации. Однако из варианта реализации изобретения, описанного в настоящем документе, на данный момент известно то, что регулирование уровня содержания нескольких относительно растворимых ароматических соединений, а именно соединений, включающих изофталевую кислоту, фталевую кислоту и бензойную кислоту, в жидкой фазе реакционной среды, как это ни удивительно, является важным при регулировании уровня содержания полициклических и окрашенных ароматических соединений, образующихся в реакционной среде, при регулировании уровня содержания соединений, имеющих в молекуле более чем 2 функциональности карбоновой кислоты, при регулировании активности в реакции в реакционной среде для частичного окисления и при регулировании потерь выхода в отношении окислителя и ароматического соединения.
На современном уровне техники известно то, что изофталевая кислота, фталевая кислота и бензойная кислота образуются в реакционной среде следующим образом. Примесный мета-ксилол из исходного подаваемого материала при хороших степени превращения и выходе окисляется до получения IPA. Примесный орто-ксилол из исходного подаваемого материала при хороших степени превращения и выходе окисляется до получения фталевой кислоты. Примесные этилбензол и толуол из исходного подаваемого материала при хороших степени превращения и выходе окисляются до получения бензойной кислоты. Однако изобретатели обнаружили, что в реакционной среде, содержащей пара-ксилол, значительные количества изофталевой кислоты, фталевой кислоты и бензойной кислоты образуются также и по механизмам, отличным от окисления мета-ксилола, орто-ксилола, этилбензола и толуола. Данные другие присущие природе системы химические маршруты возможно включают декарбонилирование, декарбоксилирование, реорганизацию переходных состояний и присоединение метильных и карбонильных радикалов к ароматическим кольцам.
При определении предпочтительных диапазонов уровней содержания примесей в исходном подаваемом материале, образуемом окисляемым соединением, значение имеет множество факторов. Любая примесь в исходном подаваемом материале вероятно будет связана с прямой потерей выхода и затратами на очистку продукта, если требования по степени чистоты к продукту окисления будут достаточно жесткими (например, в случае реакционной среды для частичного окисления пара-ксилола толуол и этилбензол, обычно обнаруживаемые в пара-ксилоле технической чистоты, приводят к образованию бензойной кислоты, и данную бензойную кислоту в основном удаляют из большинства коммерческих вариантов ТРА). В случае участия продукта частичного окисления примеси из исходного подаваемого материала в дополнительных реакциях при рассмотрении вопроса величины необходимых затрат на очистку исходного подаваемого материала, существенными становятся факторы, отличные от простой потери выхода и удаления, (например, в случае реакционной среды для частичного окисления пара-ксилола, помимо прочего, этилбензол приводит к получению бензойной кислоты, а бензойная кислота после этого приводит к получению интенсивно окрашенной 9-флуоренон-2-карбоновой кислоты, к получению изофталевой кислоты, к получению фталевой кислоты и к получению повышенных количеств оксидов углерода). В случае самообразования в реакционной среде дополнительных количеств примеси при помощи химических механизмов, не связанных непосредственно с примесями в исходном подаваемом материале, анализ становится еще более сложным (например, в случае реакционной среды для частичного окисления пара-ксилола, бензойная кислота также самообразуется из самого пара-ксилола). В дополнение к этому, переработка сырого неочищенного продукта окисления на последующих стадиях технологической схемы может оказать влияние на соображения в отношении предпочтительной степени чистоты исходного подаваемого материала. Например, затраты, необходимые для удаления прямой примеси (бензойной кислоты) и последующих примесей (изофталевой кислоты, фталевой кислоты, 9-флуоренон-2-карбоновой кислоты и тому подобного) до подходящих уровней содержания, могут быть одними и теми же, могут быть отличными друг от друга и могут быть отличными от требований по удалению в основном неродственной примеси (например, продукт частичного окисления 4-СВА при окислении пара-ксилола до получения ТРА).
Следующие далее описанные диапазоны степени чистоты для исходного подаваемого материала в случае пара-ксилола предпочитаются тогда, когда пара-ксилол подают в реакционную среду совместно с растворителем и окислителем в целях частичного окисления до получения ТРА. Данные диапазоны являются более предпочтительными в способе получения ТРА, включающем стадии последующего окисления в целях удаления из реакционной среды примесей, отличных от окислителя и растворителя (например, металлов катализатора). Данные диапазоны являются еще более предпочтительными в способах получения ТРА, которые обеспечивают удаление из СТА дополнительных количеств 4-СВА (например, в результате превращения СТА в диметилтерефталат плюс примесные сложные эфиры и последующего отделения сложного метилового эфира 4-СВА при использовании перегонки, в результате реализации способов окислительной утилизации, предназначенных для превращения 4-СВА в ТРА, в результате реализации способов гидрирования, предназначенных для превращения 4-СВА в пара-толуиловую кислоту, которую после этого отделяют при использовании способов частичной кристаллизации). Данные диапазоны являются наиболее предпочтительными в способах получения ТРА, которые обеспечивают удаление дополнительных количеств 4-СВА от СТА в результате реализации способов окислительной утилизации, предназначенных для превращения 4-СВА в ТРА.
При использовании новых знаний о предпочтительных диапазонах для ароматических соединений, возвращаемых на рецикл, и об относительных количествах ароматических соединений, образующихся непосредственно в результате окисления примесей из исходного подаваемого материала по сравнению с другими химическими маршрутами, были выявлены улучшенные диапазоны содержания примесей, соответствующих загрязненному пара-ксилолу, подаваемому в технологический процесс частичного окисления для получения ТРА. Приведенная далее таблица 2 представляет предпочтительные значения для количества мета-ксилола, орто-ксилола и этилбензола + толуола в образуемом пара-ксилолом исходном подаваемом материале.
Специалисты в соответствующей области техники на данный момент должны осознать то, что вышеупомянутые примеси в загрязненном пара-ксилоле могут оказывать свое наибольшее воздействие на реакционную среду после того, как продукты их частичного окисления накопятся в возвращаемом на рецикл растворителе. Например, подача верхнего количества из наиболее предпочтительного диапазона для мета-ксилола - 400 м.д. мас. - в жидкой фазе реакционной среды будет незамедлительно приводить к получению приблизительно 200 м.д. мас. изофталевой кислоты при работе с уровнем содержания твердой фазы в реакционной среде, равным приблизительно 33% мас. Это сопоставимо с введением верхнего количества из наиболее предпочтительного диапазона для уровня содержания изофталевой кислоты в возвращаемом на рецикл растворителе, равного 400 м.д. мас. , когда после обеспечения охлаждения реакционной среды в результате испарения типичного растворителя достигают приблизительно 1200 м.д. мас. изофталевой кислоты в жидкой фазе реакционной среды. Таким образом, именно накопление с течением времени продуктов частичного окисления в возвращаемом на рецикл растворителе обнаруживает наибольшее из возможных влияние примесных мета-ксилола, орто-ксилола, этилбензола и толуола из исходного подаваемого материала, образуемого загрязненным пара-ксилолом. В соответствии с этим, предпочтительно, чтобы вышеупомянутые диапазоны примесей в образуемом загрязненным пара-ксилолом исходном подаваемом материале выдерживались в течение, по меньшей мере, половины каждого дня работы при любой реакционной среде для частичного окисления в конкретной производственной установке, более предпочтительно в течение, по меньшей мере, трех четвертей каждого дня в течение, по меньшей мере, семи последовательных дней работы, а наиболее предпочтительным является случай, когда массово-взвешенные средние величины для состава, образуемого загрязненным пара-ксилолом исходного подаваемого материала, находятся в пределах предпочтительных диапазонов в течение, по меньшей мере, 30 последовательных дней работы.
Способы получения загрязненного пара-ксилола предпочтительной степени чистоты уже известны на современном уровне техники, и они включают нижеследующее, но не ограничиваются только этим: перегонка, способы частичной кристаллизации при температурах, меньших температуры окружающей среды, способы применения молекулярных сит с использованием селективной адсорбции, определяемой размером пор. Однако предпочтительные диапазоны степени чистоты, указанные в настоящем документе, на своем верхнем уровне требуют приложения больших усилий и затрат по сравнению с тем, что является характерным при использовании на практике коммерческими производителями пара-ксилола; и, вместе с тем, вблизи нижнего уровня предпочтительные диапазоны исключают дорогостоящую очистку пара-ксилола, предназначенного для подачи в реакционную среду для частичного окисления, вследствие раскрытия и описания того, что объединенное действие самообразования примесей из самого пара-ксилола и реакций расходования примесей в реакционной среде становится более существенным параметром по сравнению со скоростями подачи примесей совместно с загрязненным пара-ксилолом.
В случае содержания в потоке ксилолсодержащего исходного подаваемого материала избранных примесей, таких как этилбензол и/или толуол, окисление данных примесей может привести к образованию бензойной кислоты. В соответствии с использованием в настоящем документе термин «бензойная кислота, образованная из примесей» должен обозначать бензойную кислоту, получаемую во время окисления ксилола из любого источника, отличного от ксилола.
Как описывается в настоящем документе, часть бензойной кислоты, получаемой во время окисления ксилола, образуется из самого ксилола. Данное получение бензойной кислоты из ксилола явно происходит в дополнение к получению любой части бензойной кислоты, которая может представлять собой бензойную кислоту, образованную из примесей. Не связывая себя теорией, представляется, что бензойная кислота образуется в реакционной среде из ксилола тогда, когда различные промежуточные продукты окисления ксилола самопроизвольно претерпевают декарбонилирование (потерю монооксида углерода) или декарбоксилирование (потерю диоксида углерода) с получением таким образом арильных радикалов. После этого данные арильные радикалы могут отщеплять атом водорода от одного из множества доступных источников в реакционной среде и приводить к получению самообразующейся бензойной кислоты. Вне зависимости от химического механизма термин «самообразующаяся бензойная кислота» в соответствии с использованием в настоящем документе должен обозначать бензойную кислоту, во время окисления ксилола полученную из ксилола.
Как также описывается в настоящем документе, в случае окисления пара-ксилола до получения терефталевой кислоты (ТРА) получение самообразующейся бензойной кислоты приводит к потере выхода в отношении пара-ксилола и потере выхода в отношении окислителя. В дополнение к этому, присутствие самообразующейся бензойной кислоты в жидкой фазе реакционной среды коррелирует с увеличением вклада многих нежелательных побочных реакций, а именно реакций, включающих образование интенсивно окрашенных соединений, называемых монокарбоксифлуоренонами. Самообразующаяся бензойная кислота также вносит свой вклад в нежелательное накопление бензойной кислоты в возвращаемом на рецикл фильтрате, что дополнительно увеличивает концентрацию бензойной кислоты в жидкой фазе реакционной среды. Таким образом, образование самообразующейся бензойной кислоты желательно свести к минимуму, но данную ситуацию надлежащим образом также рассматривают одновременно и в связи с бензойной кислотой, образованной из примесей, с факторами, оказывающими влияние на расходование бензойной кислоты, с факторами, связанными с другими моментами, определяющими селективность реакции, и с общими экономическими показателями.
Изобретатели обнаружили, что самообразование бензойной кислоты можно регулировать при выдерживании на низких уровнях в результате надлежащего выбора, например, температуры, распределения ксилола и доступности кислорода в реакционной среде во время окисления. Не желая связывать себя теорией, можно сказать, что пониженные температуры и улучшенная доступность кислорода, по-видимому, приводят к уменьшению скоростей декарбонилирования и/или декарбоксилирования, что таким образом устраняет аспект потери выхода в связи с самообразующейся бензойной кислотой. Достаточная доступность кислорода, по-видимому, направляет реакцию арильных радикалов в направлении образования других более безопасных продуктов, в частности гидроксибензойных кислот. На баланс между степенью превращения арильных радикалов в бензойную кислоту или в гидроксибензойную кислоту также может оказывать влияние и распределение ксилола в реакционной среде. Вне зависимости от химических механизмов изобретатели выявили условия проведения реакции, которые несмотря на свою достаточную мягкость в отношении уменьшения эффективности образования бензойной кислоты являются достаточно жесткими в отношении окисления большой доли полученной гидроксибензойной кислоты до получения монооксида углерода и/или диоксида углерода, которые легко удаляются из продукта окисления.
В предпочтительном варианте реализации настоящего изобретения реактор окисления, сконфигурированный и работающий таким образом, чтобы свести к минимуму образование самообразующейся бензойной кислоты и довести до максимума окисление гидроксибензойных кислот до получения монооксида углерода и/или диоксида углерода. В случае использования реактора окисления для окисления пара-ксилола до получения терефталевой кислоты, предпочтительно, чтобы пара-ксилол составлял бы, по меньшей мере, приблизительно 50% мас. от общего ксилола в потоке исходного подаваемого материала, вводимого в реактор. Более предпочтительно пара-ксилол составляет, по меньшей мере, приблизительно 75% мас. от общего ксилола в потоке исходного подаваемого материала. Еще более предпочтительно пара-ксилол составляет, по меньшей мере, 95% мас. от общего ксилола в потоке исходного подаваемого материала. Наиболее предпочтительно пара-ксилол составляет по существу все количество общего ксилола в потоке исходного подаваемого материала.
В случае использования реактора для окисления пара-ксилола до получения терефталевой кислоты, предпочтительно, чтобы скорость образования терефталевой кислоты была доведена до максимума, в то время как скорость образования самообразующейся бензойной кислоты была сведена к минимуму. Предпочтительно соотношение между скоростью образования (в расчете на массу) терефталевой кислоты и скоростью образования (в расчете на массу) самообразующейся бензойной кислоты составляет, по меньшей мере, приблизительно 500:1, более предпочтительно, по меньшей мере, приблизительно 1000:1, а наиболее предпочтительно, по меньшей мере, 1500:1. Как будет продемонстрировано далее, скорость образования самообразующейся бензойной кислоты предпочтительно измеряют тогда, когда концентрация бензойной кислоты в жидкой фазе реакционной среды составляет величину, меньшую 2000 м.д. мас., более предпочтительно меньшую 1000 м.д. мас., а наиболее предпочтительно меньшую 500 м.д. мас., поскольку данные низкие концентрации обеспечивают подавление реакций, которые превращают бензойную кислоту в другие соединения, до подходящих низких скоростей.
Если объединить самообразующуюся бензойную кислоту и бензойную кислоту, образованную из примесей, то соотношение между скоростью образования (в расчете на массу) терефталевой кислоты и скоростью образования (в расчете на массу) общей бензойной кислоты предпочтительно составляет, по меньшей мере, приблизительно 400:1, более предпочтительно, по меньшей мере, приблизительно 700:1, а наиболее предпочтительно, по меньшей мере, 1100:1. Как будет продемонстрировано далее, общую скорость образования самообразующейся бензойной кислоты плюс бензойной кислоты, образованной из примесей, предпочтительно измеряют тогда, когда концентрация бензойной кислоты в жидкой фазе реакционной среды составляет величину, меньшую 2000 м.д. мас., более предпочтительно меньшую 1000 м.д. мас., а наиболее предпочтительно меньшую 500 м.д. мас., поскольку данные низкие концентрации обеспечивают подавление реакций, которые превращают бензойную кислоту в другие соединения, до подходящих низких скоростей.
Как описывается в настоящем документе, повышенные концентрации бензойной кислоты в жидкой фазе реакционной среды приводят к увеличению эффективности образования множества других ароматических соединений, некоторые из которых являются вредными примесями в ТРА; и, как описывается в настоящем документе, повышенные концентрации бензойной кислоты в жидкой фазе реакционной среды приводят к увеличению эффективности образования газообразных оксидов углерода, образование которых соответствует потере выхода в отношении окислителя и в отношении ароматических соединений и/или растворителя. Кроме того, в данный момент следует раскрыть то, что изобретатели обнаружили, что значительная доля данной увеличенной эффективности образования других ароматических соединений и оксидов углерода своим источником имеет реакции, которые обеспечивают превращение некоторого количества самих молекул бензойной кислоты, в противоположность случаю катализа бензойной кислотой других реакций без ее расходования. В соответствии с этим, «результирующее образование бензойной кислоты» определяют в настоящем документе как усредненную по времени массу всего количества бензойной кислоты, покидающей реакционную среду, минус усредненную по времени массу всего количества бензойной кислоты, поступающей в реакционную среду в течение того же самого промежутка времени. Данное результирующее образование бензойной кислоты зачастую является положительным, движущей силой для чего являются скорости образования бензойной кислоты, образованной из примесей, и самообразующейся бензойной кислоты. Однако изобретатели обнаружили, что скорость превращения бензойной кислоты в оксиды углерода и в несколько других соединений, по-видимому, приблизительно линейно увеличивается по мере того, как в жидкой фазе реакционной среды будет увеличиваться концентрация бензойной кислоты, при проведении измерения тогда, когда другие условия проведения реакции, включающие температуру, доступность кислорода, значение STR и активность в реакции, надлежащим образом выдерживают постоянными. Таким образом, если концентрация бензойной кислоты в жидкой фазе реакционной среды будет достаточно большой, может быть, в связи с повышенной концентрацией бензойной кислоты в возвращаемом на рецикл растворителе, то тогда степень превращения молекул бензойной кислоты в другие соединения, в том числе оксиды углерода, может стать равной или большей величины, соответствующей химическому образованию новых молекул бензойной кислоты. В данном случае для результирующего образования бензойной кислоты баланс может быть достигнут в области нуля или даже отрицательных величин. Изобретатели обнаружили, что, если результирующее образование бензойной кислоты является положительным, то тогда соотношение между скоростью образования (в расчете на массу) терефталевой кислоты в реакционной среде и скоростью результирующего образования бензойной кислоты в реакционной среды предпочтительно превышает приблизительно 700:1, более предпочтительно превышает приблизительно 1100:1, а наиболее предпочтительно превышает 4000:1. Изобретатели обнаружили, что, если результирующее образование бензойной кислоты является отрицательным, то тогда соотношение между скоростью образования (в расчете на массу) терефталевой кислоты в реакционной среде и скоростью результирующего образования бензойной кислоты в реакционной среде предпочтительно превышает приблизительно 200:(-1), более предпочтительно превышает приблизительно 1000:(-1), а наиболее предпочтительно превышает 5000:(-1).
Изобретатели также выявили предпочтительные диапазоны для состава суспензии (жидкая фаза + твердая фаза), отбираемой из реакционной среды, и образуемой твердой СТА части суспензии. Предпочтительные составы суспензии и предпочтительные составы СТА, как это ни удивительно, являются превосходными и подходящими для использования. Например, очищенная ТРА, полученная из данной предпочтительной СТА в результате проведения окислительной утилизации, характеризуется достаточно низким уровнем содержания общих примесей и окрашенных примесей, так что очищенная ТРА является подходящей для использования, без гидрирования дополнительных количеств 4-СВА и/или окрашенных примесей, для широкого диапазона сфер применения, связанных с волокнами из ПЭТФ, и сфер применения, связанных с упаковкой из ПЭТФ. Например, предпочтительный состав суспензии обеспечивает получение жидкой фазы реакционной среды, которая характеризуется относительно низкой концентрацией существенных примесей, и это приводит к уменьшению эффективности образования других даже более нежелательных примесей, описанных в настоящем документе. В дополнение к этому, в соответствии с другими вариантами реализации настоящего изобретения предпочтительный состав суспензии существенным образом способствует проведению последующей переработки жидкости из суспензии, которая становится возвращаемым на рецикл растворителем с подходящей степенью чистоты.
СТА, получаемая в соответствии с одним вариантом реализации настоящего изобретения, содержит меньше примесей, относящихся к избранным типам, по сравнению с СТА, получаемой при использовании обычных способов и аппаратуры, а именно, тех, которые используют растворитель, возвращаемый на рецикл. Примеси, которые могут присутствовать в СТА, включают нижеследующее: 4-карбоксибензальдегид (4-СВА), 4,4'-дикарбоксистильбен (4,4'-DCS), 2,6-дикарбоксиантрахинон (2,6-DCA), 2,6-дикарбоксифлуоренон (2,6-DCF), 2,7-дикарбоксифлуоренон (2,7-DCF), 3,5-дикарбоксифлуоренон (3,5-DCF), 9-флуоренон-2-карбоновая кислота (9F-2CA), 9-флуоренон-4-карбоновая кислота (9F-4CA), 4,4'-дикарбоксибифенил (4,4'-DCB), 2,5,4'-трикарбоксибифенил (2,5,4'-TCB), фталевая кислота (РА), изофталевая кислота (IPA), бензойная кислота (ВА), тримеллитовая кислота (ТМА), пара-толуиловая кислота (РТАС), 2,6-дикарбоксибензокумарин (2,6-DCBC), 4,4'-дикарбоксибензил (4,4'-DCBZ), 4,4'-дикарбоксибензофенон (4,4'-DCBP), 2,5,4'-трикарбоксибензофенон (2,5,4'-TCBP). Приведенная далее таблица 3 представляет предпочтительные величины для уровней содержания данных примесей в СТА, полученной в соответствии с вариантом реализации настоящего изобретения.
Предпочтительно, чтобы СТА, получаемая в соответствии с вариантом реализации настоящего изобретения, характеризовалась пониженным уровнем содержания окрашенных соединений по сравнению с СТА, получаемой при использовании обычных способов и аппаратуры, а именно тех, которые используют растворитель, возвращаемый на рецикл. Таким образом, предпочтительно, чтобы СТА, получаемая в соответствии с одним вариантом реализации настоящего изобретения, характеризовалась процентным пропусканием в области 340 нм, равным, по меньшей мере, приблизительно 25%, более предпочтительно, по меньшей мере, приблизительно 50%, а наиболее предпочтительно, по меньшей мере, 60%. Кроме того, предпочтительно, чтобы СТА, получаемая в соответствии с одним вариантом реализации настоящего изобретения, характеризовалась процентным пропусканием в области 400 нм, равным, по меньшей мере, приблизительно 88%, более предпочтительно, по меньшей мере, приблизительно 90%, а наиболее предпочтительно, по меньшей мере, 92%.
Испытание с определением процентного пропускания представляет собой способ измерения количества окрашенных светопоглощающих примесей, присутствующих в ТРА или СТА. В соответствии с использованием в настоящем документе испытание относится к измерениям, проводимым для части раствора, полученного в результате растворения 2,00 г сухих твердых ТРА или СТА в 20,0 мл диметилсульфоксида (ДМСО) аналитической или еще более высокой чистоты. После этого часть данного раствора помещают в полумикропроточную кювету Hellma, PN 176.700, которую изготавливают из кварца, и которая характеризуется оптическим путем 1,0 см и объемом 0,39 мл (компания Hellma USA, 80 Скайлайн-Драйв, Плейнвью, Нью-Йорк 11803). Для измерения пропускания при различных длинах волн света для данной заполненной проточной кюветы используют спектрофотометр Agilent 8453 Diode Array Spectrophotometer (компания Agilent Technologies, 395 Пэйдж-Милл-Роуд, Пало-Альто, Калифорния 94303). После надлежащей коррекции оптической плотности для учета поглощения фона, в том числе для использованных кюветы и растворителя, но не ограничиваясь только этим, результаты по процентному пропусканию, характеризующему долю падающего света, который проходит через раствор, машина выдает непосредственно. Значения процентного пропускания при длинах волн света в области 340 нм и 400 нм являются в особенности подходящими для использования при дифференциации вклада чистой ТРА от вклада множества примесей, обычно обнаруживаемых в ней.
Предпочтительные диапазоны для уровней содержания различных ароматических примесей в фазе суспензии (твердая фаза+жидкая фаза) реакционной среды представлены далее в таблице 4.
Данные предпочтительные составы для суспензии представляют собой вариант реализации предпочтительного состава жидкой фазы реакционной среды при одновременном подходящем устранении экспериментальных трудностей, относящихся к осаждению дополнительных компонентов жидкой фазы из реакционной среды с получением компонентов твердой фазы во время отбора образцов из реакционной среды, разделению жидкой фазы и твердой фазы, и смещении условий к условиям анализа.
В фазе суспензии реакционной среды и в СТА реакционной среды обычно также присутствует и множество других ароматических примесей в общем случае при варьировании содержания на еще более низких уровнях и/или в виде доли от содержания одного или нескольких из описанных ароматических соединений. Регулирование уровней содержания описанных ароматических соединений при выдерживании в предпочтительных диапазонах будет обеспечивать выдерживание на подходящих уровнях содержания и других ароматических примесей. Данные выгодные составы для фазы суспензии в реакционной среде и для твердой СТА, отбираемой непосредственно из суспензии, становятся возможными в результате проведения операций при использовании вариантов реализации изобретения, описанных в настоящем документе для частичного окисления пара-ксилола до получения ТРА.
Измерение концентрации компонентов низкого уровня содержания в растворителе, растворителе, возвращаемом на рецикл, СТА, суспензии из реакционной среды и РТА проводят при использовании методов высокоэффективной хроматографии. В данный момент будут описываться два взаимозаменяемых варианта реализации.
Метод, обозначаемый в настоящем документе как ВЭЖХ-ДМД, включает высокоэффективную жидкостную хроматографию высокого давления в сочетании с диодно-матричным детектором (ДМД), что обеспечивает разделение и получение количественных характеристик для различных молекулярных соединений в заданном образце. Прибор, используемый при данном измерении, представляет собой модель 1100 HPLC, оборудованную устройством ДМД, поставляемую компанией Agilent Technologies (Пало-Альто, Калифорния), хотя коммерчески доступными являются также и другие подходящие приборы других производителей. Как известно на современном уровне техники, как время элюирования, так и отклик детектора калибруют при использовании известных соединений, присутствующих в известных количествах, при этом соединения и количества являются соответствующими соединениям и количествам, присутствующим в фактических неизвестных образцах.
Метод, обозначаемый в настоящем документе как ВЭЖХ-МС, включает высокоэффективную жидкостную хроматографию высокого давления (ВЭЖХ) в сочетании с масс-спектрометрией (МС), что обеспечивает разделение, идентификацию и получение количественных характеристик для различных молекулярных соединений в заданном образце. Приборы, используемые при данном измерении, представляют собой Alliance HPLC и ZQ MS, поставляемые компанией Waters Corp.(Милфорд, Массачусетс), хотя коммерчески доступными являются также и другие подходящие приборы других производителей. Как известно на современном уровне техники, как время элюирования, так и отклик масс-спектрометра калибруют при использовании известных соединений, присутствующих в известных количествах, при этом соединения и количества являются соответствующими соединениям и количествам, присутствующим в фактических неизвестных образцах.
Еще один вариант реализации настоящего изобретения относится к частичному окислению ароматического окисляемого соединения при надлежащем установлении баланса между подавлением образования вредных ароматических примесей, с одной стороны, и получением диоксида углерода и монооксида углерода, обобщенно называемых оксидами углерода (СОх), с другой. Данные оксиды углерода обычно покидают реакционную емкость в отходящем газе, и они соответствуют обусловленной деструкцией потере растворителя и окисляемого соединения, в том числе, в конечном счете, предпочтительных производных окисленных соединений (например, уксусной кислоты, пара-ксилола и ТРА). Изобретатели выявили нижние границы для образования оксидов углерода, ниже которых, как представляется, высокая эффективность образования вредных ароматических примесей, описанных далее, и низкий уровень общей степени превращения неизбежно становятся слишком неудовлетворительными для того, чтобы иметь привлекательность с точки зрения экономики. Изобретатели также выявили верхние границы для оксидов углерода, выше которых образование оксидов углерода продолжает нарастать при малой дополнительной ценности, обеспечиваемой уменьшением эффективности образования вредных ароматических примесей.
Изобретатели обнаружили, что уменьшение концентраций в жидкой фазе реакционной среды для образуемого ароматическим окисляемым соединением исходного подаваемого материала и ароматических промежуточных соединений приводит к уменьшению скоростей образования вредных примесей во время частичного окисления ароматического окисляемого соединения. Данные вредные примеси включают сопряженные ароматические кольца и/или ароматические молекулы, имеющие большее, чем желательное, количество групп карбоновой кислоты (например, в случае окисления пара-ксилола вредные примеси включают 2,6-дикарбоксиантрахинон, 2,6-дикарбоксифлуоренон, тримеллитовую кислоту, 2,5,4'-трикарбоксибифенил и 2,5,4'-бензофенон). Ароматические промежуточные соединения включают ароматические соединения, происходящие из исходного подаваемого материала, образуемого окисляемым ароматическим соединением, и все еще сохраняющие неароматические углеводородные группы (например, в случае окисления пара-ксилола ароматические промежуточные соединения включают пара-толуиловый альдегид, терефталевый альдегид, пара-толуиловую кислоту, 4-СВА, 4-гидроксиметилбензойную кислоту и альфа-бром-пара-толуиловую кислоту). Образуемый ароматическим окисляемым соединением исходный подаваемый материал и ароматические промежуточные соединения, сохраняющие неароматические углеводородные группы, в случае их присутствия в жидкой фазе реакционной среды, по-видимому, приводят к получению вредных примесей по способу, подобному тому, что уже был описан в настоящем документе для растворенных ароматических соединений, не имеющих неароматических углеводородных групп (например, изофталевой кислоты).
Будучи поставленными перед фактом данной потребности в повышенной активности в реакции для подавления образования вредных ароматических примесей во время частичного окисления окисляемого ароматического соединения, изобретатели обнаружили что нежелательным сопутствующим результатом является увеличение эффективности образования оксидов углерода. Важно осознавать то, что данные оксиды углерода представляют собой потерю выхода в отношении окисляемого соединения и окислителя, а не только растворителя. Очевидно, что существенная, а иногда и основная доля оксидов углерода своим происхождением имеет окисляемое соединение и его производные, а не растворитель; и зачастую на единицу углерода окисляемое соединение стоит больше, чем растворитель. Кроме того, важно осознавать то, что желательный продукт в виде карбоновой кислоты (например, ТРА) также подвержен избыточному окислению до получения оксидов углерода в случае его присутствия в жидкой фазе реакционной среды.
Также важно осознавать и то, что настоящее изобретение относится к реакциям в жидкой фазе реакционной среды и к концентрациям реагентов в ней. Это отличает его от некоторых изобретений предшествующего уровня техники, которые непосредственно относятся к получению ароматического соединения, сохраняющего неароматические углеводородные группы, в форме осажденной твердой фазы. Говоря конкретно, в случае частичного окисления пара-ксилола до получения ТРА определенные изобретения предшествующего уровня техники относятся к количеству 4-СВА, осажденного в твердой фазе СТА. Однако для соотношения между количествами 4-СВА в твердой фазе и 4-СВА в жидкой фазе изобретатели настоящего изобретения обнаружили вариативность порядка более двух к одному при использовании тех же самых технических условий в отношении температуры, давления, катализа, состава растворителя и скорости реакции за проход в единицу времени для пара-ксилола в зависимости от того, будут ли частичное окисление проводить в хорошо перемешиваемом автоклаве или в реакционной среде с разбиением на ступени в отношении кислорода и пара-ксилола в соответствии с настоящим изобретением. Кроме того, изобретатели наблюдали то, что соотношение между количествами 4-СВА в твердой фазе и 4-СВА в жидкой фазе также может варьироваться в области более двух к одному либо в хорошо перемешанной реакционной среде, либо в реакционной среде с разбиением на ступени в зависимости от скорости реакции за проход в единицу времени для пара-ксилола при прочих подобных технических условиях в отношении температуры, давления, катализа и состава растворителя. В дополнение к этому, 4-СВА в твердой фазе СТА, по-видимому, не вносит свой вклад в образование вредных примесей, и 4-СВА в твердой фазе можно без проблем и с высоким выходом извлечь и подвергнуть окислению до получения ТРА (например, в результате проведения окислительной утилизации для суспензии СТА, как это описывается в настоящем документе); в то время, как удаление вредных примесей является намного более трудным и дорогостоящим по сравнению с удалением 4-СВА твердой фазы, а получение оксидов углерода соответствует необратимой потере выхода. Таким образом, важно осознавать то, что данный аспект настоящего изобретения относится к жидкофазным композициям в реакционной среде.
Изобретатели обнаружили, что вне зависимости от того, будет ли источником являться растворитель или окисляемое соединение, при степенях превращения, обеспечивающих достижение привлекательности с точки зрения экономики, получение оксидов углерода тесно связано с уровнем общей активности в реакции несмотря на наличие широкой вариативности для конкретной комбинации температуры, содержания металлов, галогенов, температуры, кислотности реакционной среды согласно измерению показателя рН, концентрации воды, используемых для достижения уровня общей активности в реакции. Изобретатели обнаружили, что в случае частичного окисления ксилола полезно провести оценку уровня общей активности в реакции при использовании концентрации в жидкой фазе толуиловых кислот на середине высоты реакционной среды, в нижней части реакционной среды и в области верха реакционной среды.
Таким образом, формируется важный одновременный баланс, позволяющий свести к минимуму образование вредных примесей в результате увеличения активности в реакции и вместе с тем свести к минимуму образование оксидов углерода в результате уменьшения активности в реакции. То есть, если общее образование оксидов углерода будет подавляться слишком мало, то тогда будут формироваться избыточные уровни содержания вредных примесей, и наоборот.
Кроме того, изобретатели обнаружили, что растворимость и относительная реакционная способность желательной карбоновой кислоты (например, ТРА) и присутствие других растворенных ароматических соединений, не имеющих неароматических углеводородных групп, обеспечивают введение очень важной точки опоры рычага при достижении данного баланса между оксидами углерода и вредными примесями. Желательный продукт в виде карбоновой кислоты обычно растворяется в жидкой фазе реакционной среды даже и при наличии его также и в твердой форме. Например, при температурах в предпочтительных диапазонах ТРА является растворимой в реакционной среде, содержащей уксусную кислоту и воду, при уровнях содержания в диапазоне от приблизительно 1000 м.д. мас. до более 1% мас., при этом по мере увеличения температуры растворимость увеличивается. Несмотря на существование различий в скоростях реакций, приводящих к образованию различных вредных примесей из образуемого окисляемым ароматическим соединением исходного подаваемого материала (например, пара-ксилола), из ароматических промежуточных соединений в реакции (например, пара-толуиловой кислоты), из желательного продукта в виде ароматической карбоновой кислоты (например, ТРА) и из ароматических соединений, не имеющих неароматических углеводородных групп, (например, изофталевой кислоты), наличие и реакционная способность двух последних групп определяет область понижения эффекта в том, что касается дополнительного подавления для первых двух групп - образуемого окисляемым ароматическим соединением исходного подаваемого материала и ароматических промежуточных соединений в реакции. Например, если в случае частичного окисления пара-ксилола до получения ТРА количество растворенной ТРА будет составлять 7000 м.д. мас. в жидкой фазе реакционной среды при заданных условиях, количество растворенной бензойной кислоты будет составлять 8000 м.д. мас., количество растворенной изофталевой кислоты будет составлять 6000 м.д. мас., а количество растворенной фталевой кислоты будет составлять 2000 м.д. мас., то тогда тенденция в направлении дополнительного уменьшения содержания общих вредных соединений начнет ослабляться по мере того, как активность в реакции будет увеличиваться, обеспечивая подавление концентрации в жидкой фазе для пара-толуиловой кислоты и 4-СВА до значений, меньших подобных уровней. То есть, присутствие и концентрация в жидкой фазе реакционной среды ароматических соединений, не имеющих неароматических углеводородных групп, подвергаются очень незначительным изменениям в результате увеличения активности в реакции, и их присутствие служит расширению вверх области понижения эффекта при уменьшении концентрации промежуточных соединений в реакции в целях подавления образования вредных примесей.
Таким образом, один вариант реализации настоящего изобретения обеспечивает достижение предпочтительных диапазонов оксидов углерода, ограниченных с нижнего уровня низкой активностью в реакции и избыточным образованием вредных примесей, а с верхнего уровня - избыточными степенями потери углерода, но на уровнях, меньших по сравнению с ранее раскрытыми и описанными как коммерчески подходящие для использования. В соответствии с этим, образование оксидов углерода предпочтительно регулируют следующим образом. Соотношение между количествами молей полученных общих оксидов углерода и количествами молей подаваемого окисляемого ароматического соединения предпочтительно составляет величину, большую, чем приблизительно 0,02:1, более предпочтительно большую, чем приблизительно 0,04:1, еще более предпочтительно большую, чем приблизительно 0,05:1, а наиболее предпочтительно большую, чем 0,06:1. В то же самое время соотношение между количествами молей полученных общих оксидов углерода и количествами молей подаваемого окисляемого ароматического соединения предпочтительно составляет величину, меньшую, чем приблизительно 0,24:1, более предпочтительно меньшую, чем приблизительно 0,22:1, еще более предпочтительно меньшую, чем приблизительно 0,19:1, а наиболее предпочтительно меньшую, чем 0,15:1. Соотношение между количествами молей полученного диоксида углерода и количествами молей подаваемого окисляемого ароматического соединения предпочтительно составляет величину, большую, чем приблизительно 0,01:1, более предпочтительно большую, чем приблизительно 0,03:1, еще более предпочтительно большую, чем приблизительно 0,04:1, а наиболее предпочтительно большую, чем 0,05:1. В то же самое время соотношение между количествами молей полученного диоксида углерода и количествами молей подаваемого окисляемого ароматического соединения предпочтительно составляет величину, меньшую, чем приблизительно 0,21:1, более предпочтительно меньшую, чем приблизительно 0,19:1, еще более предпочтительно меньшую, чем приблизительно 0,16:1, а наиболее предпочтительно меньшую, чем 0,11:1. Соотношение между количествами молей полученного монооксида углерода и количествами молей подаваемого окисляемого ароматического соединения предпочтительно составляет величину, большую, чем приблизительно 0,005:1, более предпочтительно большую, чем приблизительно 0,010:1, еще более предпочтительно большую, чем приблизительно 0,015:1, а наиболее предпочтительно большую, чем 0,020:1. В то же самое время соотношение между количествами молей полученного монооксида углерода и количествами молей подаваемого окисляемого ароматического соединения предпочтительно составляет величину, меньшую, чем приблизительно 0,09:1, более предпочтительно меньшую, чем приблизительно 0,07:1, еще более предпочтительно меньшую, чем приблизительно 0,05:1, а наиболее предпочтительно меньшую, чем 0,04:1.
Уровень содержания диоксида углерода в сухом отходящем газе из реактора окисления предпочтительно составляет величину, большую, чем приблизительно 0,10 мол.%, более предпочтительно большую, чем приблизительно 0,20 мол.%, еще более предпочтительно большую, чем приблизительно 0,25 мол.%, а наиболее предпочтительно большую, чем 0,30 мол.%. В то же самое время уровень содержания диоксида углерода в сухом отходящем газе из реактора окисления предпочтительно составляет величину, меньшую, чем приблизительно 1,5 мол.%, более предпочтительно меньшую, чем приблизительно 1,2 мол.%, еще более предпочтительно меньшую, чем приблизительно 0,9 мол.%, а наиболее предпочтительно меньшую, чем 0,8 мол.%. Уровень содержания монооксида углерода в сухом отходящем газе из реактора окисления предпочтительно составляет величину, большую, чем приблизительно 0,05 мол.%, более предпочтительно большую, чем приблизительно 0,10 мол.%, еще более предпочтительно большую, чем приблизительно 0,15, а наиболее предпочтительно большую, чем 0,18 мол.%. В то же самое время уровень содержания монооксида углерода в сухом отходящем газе из реактора окисления предпочтительно составляет величину, меньшую, чем приблизительно 0,60 мол.%, более предпочтительно меньшую, чем приблизительно 0,50 мол.%, еще более предпочтительно меньшую, чем приблизительно 0,35 мол.%, а наиболее предпочтительно меньшую, чем 0,28 мол.%.
Изобретатели обнаружили, что важным фактором при уменьшении эффективности образования оксидов углерода до данных предпочтительных диапазонов является улучшение степени чистоты возвращаемого на рецикл фильтрата и исходного подаваемого материала, образуемого окисляемым соединением, за счет уменьшения концентрации ароматических соединений, не имеющих неароматических углеводородных групп, в соответствии с описанием настоящего изобретения - это одновременно приводит к уменьшению эффективности образования оксидов углерода и вредных примесей. Еще одним фактором является улучшение распределения пара-ксилола и окислителя в реакционной емкости в соответствии с описанием настоящего изобретения. Другие факторы, делающие возможным достижение вышеупомянутых предпочтительных уровней содержания оксидов углерода, заключаются в работе при наличии градиентов в реакционной среде, описанных в настоящем документе в отношении давления, в отношении температуры, в отношении концентрации окисляемого соединения в жидкой фазе и в отношении окислителя в газовой фазе. Другие факторы, делающие возможным достижение вышеупомянутых предпочтительных уровней содержания оксидов углерода, заключаются в работе в рамках описания настоящего документа в отношении параметров, предпочтительных для скорости реакции за один проход в единицу времени, давления, температуры, состава растворителя, состава катализатора и конфигурации механики реакционной емкости.
Важное преимущество, вытекающее из работы в пределах предпочтительных диапазонов образования оксидов углерода, заключается в том, что может быть уменьшено использование молекулярного кислорода, хотя и не до стехиометрических значений. Несмотря на хорошее разбиение на ступени в отношении окислителя и окисляемого соединения в соответствии с настоящим изобретением избыток кислорода необходимо сохранять на уровне, превышающем стехиометрическое значение, рассчитываемое для одного только исходного подаваемого материала, образуемого окисляемым соединением, что делает возможными определенные потери в связи с оксидами углерода и обеспечивает наличие избыточного молекулярного кислорода, позволяющего регулировать образование вредных примесей. Говоря конкретно для случая, в котором исходный подаваемый материал, образуемый окисляемым соединением, представляет собой ксилол, соотношение в исходном подаваемом материале между массой молекулярного кислорода и массой ксилола предпочтительно составляет величину, большую, чем приблизительно 0,91:1,00, более предпочтительно большую, чем приблизительно 0,95:1,00, а наиболее предпочтительно большую, чем 0,99:1,00. В то же самое время соотношение в исходном подаваемом материале между массой молекулярного кислорода и массой ксилола предпочтительно составляет величину, меньшую, чем приблизительно 1,20:1,00, более предпочтительно меньшую, чем приблизительно 1,12:1,00, а наиболее предпочтительно меньшую, чем 1,06:1,00. Говоря конкретно для исходного подаваемого материала, образуемого ксилолом, усредненный по времени уровень содержания молекулярного кислорода в сухом отходящем газе из реактора окисления предпочтительно составляет величину, большую, чем приблизительно 0,1 мол.%, более предпочтительно большую, чем приблизительно 1 мол.%, а наиболее предпочтительно большую, чем 1,5 мол.%. В то же самое время усредненный по времени уровень содержания молекулярного кислорода в сухом отходящем газе из реактора окисления предпочтительно составляет величину, меньшую, чем приблизительно 6 мол.%, более предпочтительно меньшую, чем приблизительно 4 мол.%, а наиболее предпочтительно меньшую, чем 3 мол.%.
Еще одно важное преимущество, вытекающее из работы в пределах предпочтительных диапазонов образования оксидов углерода, заключается в том, что в оксиды углерода и другие менее ценные формы превращается меньшее количество ароматического соединения. Данное преимущество оценивают при использовании суммы молей всех ароматических соединений, покидающих реакционную среду, поделенной на сумму молей всех ароматических соединений, поступающих в реакционную среду, в течение непрерывного периода времени продолжительностью предпочтительно в один час, более предпочтительно в один день, а наиболее предпочтительно в 30 последовательных дней. Данное соотношение здесь и далее в настоящем документе называют «молярной долей выживания» для ароматических соединений при прохождении через реакционную среду и выражают через численное процентное соотношение. Если все поступающие ароматические соединения будут покидать реакционную среду в виде ароматических соединений, хотя в основном и в окисленных формах поступающих ароматических соединений, то тогда молярная доля выживания будет иметь свое максимальное значение, равное 100%. Если в точности 1 из каждых 100 поступающих ароматических молекул при прохождении через реакционную среду будет превращаться в оксиды углерода и/или другие неароматические молекулы (например, уксусную кислоту), то тогда молярная доля выживания будет равна 99%. Говоря конкретно для случая, в котором основным исходным подаваемым материалом, образуемым окисляемым ароматическим соединением, является ксилол, молярная доля выживания для ароматических соединений при прохождении через реакционную среду предпочтительно составляет величину, большую, чем приблизительно 98%, более предпочтительно большую, чем приблизительно 98,5%, а наиболее предпочтительно меньшую, чем 99,0%. В то же самое время и в целях обеспечения наличия достаточной общей активности в реакции молярная доля выживания для ароматических соединений при прохождении через реакционную среду предпочтительно составляет величину, меньшую, чем приблизительно 99,9%, более предпочтительно меньшую, чем приблизительно 99,8%, а наиболее предпочтительно меньшую, чем 99,7%, если основным исходным подаваемым материалом, образуемым окисляемым ароматическим соединением, является ксилол.
Еще одни аспект настоящего изобретения включает получение метилацетата в реакционной среде, содержащей уксусную кислоту и одно или несколько окисляемых ароматических соединений. Данный метилацетат является относительно летучим соединением по сравнению с водой и уксусной кислотой, и таким образом он имеет тенденцию к следованию за отходящим газом, если только для его извлечения и/или деструкции перед высвобождением отходящего газа обратно в окружающую среду не будут использованы дополнительные операции в охлаждающей или другой установке. Таким образом, получение метилацетата осуществляют при наличии эксплуатационных расходов, а также капитальных затрат. Может оказаться так, что метилацетат будут получать в результате сначала объединения метильного радикала, может быть образующегося в результате разложения уксусной кислоты, с кислородом с получением метилгидропероксида, в результате последующего разложения с получением метанола и, в конце концов, в результате проведения реакции между полученным метанолом и остаточной уксусной кислотой с получением метилацетата. Вне зависимости от пути химической реакции изобретатели обнаружили, что всякий раз, когда получение метилацетата происходит при чрезмерно малой скорости, эффективность образования оксидов углерода будет также чрезмерно малой, а эффективность образования вредных ароматических примесей будет чрезмерно большой. Если получение метилацетата будет происходить при чрезмерно большой скорости, то тогда также излишне высоким будет и эффективность образования оксидов углерода, что приведет к потерям выхода в отношении растворителя, окисляемого соединения и окислителя. В случае использования предпочтительных вариантов реализации, описанных в настоящем документе, соотношение при получении между количествами молей полученного метилацетата и количествами молей подаваемого окисляемого ароматического соединения предпочтительно составляет величину, большую, чем приблизительно 0,005:1, более предпочтительно большую, чем приблизительно 0,010:1, а наиболее предпочтительно большую, чем 0,020:1. В то же самое время соотношение при получении между количествами молей полученного метилацетата и количествами молей подаваемого окисляемого ароматического соединения предпочтительно составляет величину, меньшую, чем приблизительно 0,09:1, более предпочтительно меньшую, чем приблизительно 0,07:1, еще более предпочтительно меньшую, чем приблизительно 0,05:1, а наиболее предпочтительно меньшую, чем 0,04:1.
Данное изобретение может быть дополнительно проиллюстрировано при использовании следующих далее примеров его предпочтительных вариантов реализации, хотя необходимо понимать то, что данные примеры включаются просто для целей иллюстрации и не подразумевают ограничения объема изобретения, если только обратное не будет указано конкретно.
ПРИМЕР 1
Это рабочий пример промыщленного окисления пара-ксилола в барботажной колонне реакторного типа. Данный пример демонстрирует, например, то, что, когда в соответствии с аспектами настоящего изобретения используют надлежащие геометрические и технологические условия, для концентраций пара-ксилола имеют место большие градиенты по высоте.
В данном примере использовали емкость промышленной барботажной колонны реакторного типа окисления, имеющую почти что вертикальный корпус, характеризующийся внутренним диаметром, равным приблизительно 2,44 м. Высота емкости барботажной колонны реакторного типа окисления составляла приблизительно 32 м от нижней линии начала изгиба (TL) до верхней TL. В областях верха и низа цилиндра емкость оборудовали эллиптическими днищами с конфигурацией приблизительно 2:1. Рабочий уровень составлял приблизительно 25 м реакционной среды выше нижней TL. Расход при подаче пара-ксилола технической чистоты по сути дела был стационарным и равным приблизительно 81 кг/мин, при этом подачу в реакционную емкость проводили через круглое отверстие, имеющееся в стенке цилиндрической секции на уровне по высоте, расположенном приблизительно на 4,35 м выше нижней TL. Внутренний диаметр упомянутого отверстия в стенке составлял приблизительно 0,076 м. Растворитель фильтрата подавали по сути дела при стационарном расходе, приблизительно равном 777 кг/мин. Недозируемую долю данного растворителя фильтрата, согласно оценке по размерам канала и падениям давления составляющую приблизительно 20 кг/мин, подавали в качестве промывной жидкости в барботер для окислителя. Остальной растворитель фильтрата, составляющий приблизительно 757 кг/мин, подавали тщательно перемешанным с пара-ксилолом технической чистоты. Поток объединенного жидкофазного исходного подаваемого материала, образуемого растворителем фильтрата и пара-ксилолом технической чистоты, таким образом, составлял приблизительно 838 кг/мин, что для потока на входе через упомянутое отверстие в стенке приводило к получению расхода на единицу сечения потока, равного приблизительно 3 мм/с. Данный растворитель фильтрата поступал из системы возвращения на рецикл в установке и содержал более, чем приблизительно 97% мас. уксусной кислоты и воды. Концентрация компонентов катализатора в растворителе фильтрата была такова, что состав жидкой фазы реакционной среды соответствовал приблизительно 1777 м.д. мас. кобальта, приблизительно 1518 м.д. мас. брома и приблизительно 107 м.д. мас. марганца. Отдельный поток растворителя флегмы подавали в виде капель в зону отделения газа выше рабочего уровня реакционной среды по сути дела при стационарном расходе, приблизительно равном 572 кг/мин. Данный растворитель флегмы содержал более чем приблизительно 99% мас. уксусной кислоты и воды; и растворитель флегмы поступал из отдельной системы возвращения на рецикл в установке, для которой было характерно отсутствие значительных уровней содержания компонентов катализатора. Объединенный уровень содержания воды в исходном подаваемом материале, образуемом растворителем фильтрата, и в исходном подаваемом материале, образуемом растворителем флегмы, был таков, что концентрация воды в жидкой фазе реакционной среды составляла приблизительно 6,0% мас. Окислителем являлся сжатый воздух, подаваемый по сути дела при стационарном расходе, равном приблизительно 384 кг/мин, через барботер для окислителя, подобный тому, что проиллюстрирован на фиг.2-5. Данный барботер для окислителя включал соединенный под углом канал для течения, который представлял собой приблизительно равносторонний восьмиугольник, имеющий поперечный элемент, соединяющий одну сторону с противоположной стороной и проходящий через вертикальную ось симметрии реакционной емкости. Соединенный под углом канал для течения изготавливали из компонентов трубопровода Schedule 10S с номиналом 12 дюймов. Ширина восьмиугольника от центра тяжести одной стороны канала для течения до центра тяжести противоположной стороны составляла приблизительно 1,83 м. Восьмиугольник располагается приблизительно горизонтально, и серединный уровень по высоте для восьмиугольного канала располагался приблизительно на 0,11 м выше нижней TL реакционной емкости. Барботер для окислителя имел 75 круглых отверстий, которые характеризовались диаметром, приблизительно равным 0,025 м. Отверстия располагались приблизительно равномерно по восьмиугольнику и поперечному элементу вблизи от верха упомянутого 12-дюймового трубопровода. Вблизи от низа только одной стороны восьмиугольного канала имелось одно круглое отверстие, характеризующееся диаметром, приблизительно равным 0,012 м. Рабочее давление для газа верха реакционной емкости имело стационарную величину, равную приблизительно 0,52 МПа избыточного давления. Реакционная емкость работала по существу в адиабатическом режиме таким образом, что теплота реакции увеличивала температуру поступающих исходных подаваемых материалов и выпаривала значительную часть поступающего растворителя. Измеренная вблизи от серединного уровня по высоте для реакционной среды рабочая температура составляла приблизительно 160°С. Отходящий поток суспензии, содержащей сырую неочищенную терефталевую кислоту (СТА), удаляли из области, расположенной вблизи от низа нижнего эллиптического днища реакционной емкости, по сути дела при стационарном расходе. Расход для отходящего потока суспензии составлял приблизительно 408 кг/мин.
Образцы суспензии из реакционной среды получали на трех уровнях по высоте в реакционной емкости так, как описывается далее. При определении концентрации различных веществ в различных позициях в реакционной среде было необходимо принимать во внимание стохастическую природу системы, отбирая количество образцов, достаточных для определения усредненного по времени значения с достаточным разрешением.
Один комплект из пяти образцов получали из канала для отходящего потока суспензии вблизи от низа нижнего эллиптического днища реакционной емкости. Еще один комплект из пяти образцов получали из отверстия в стенке, находящегося на уровне по высоте, расположенном приблизительно на 12,4 м выше нижней TL реакционной емкости. Третий комплект из пяти образцов получали из отверстия в стенке, находящегося на уровне по высоте, расположенном приблизительно на 17,2 м выше нижней TL реакционной емкости.
Все образцы суспензий подвергали анализу по методу калиброванной газовой хроматографии (ГХ), устанавливая содержание пара-ксилола и пара-толуилового альдегида в жидкой фазе. Приведенная далее таблица 5 демонстрирует среднюю величину для пяти результатов, которые в колонне получали на трех различных уровнях по высоте. Результаты приводятся в виде массовых частей анализируемого вещества, приходящихся на миллион массовых частей (м.д. мас. ) жидкой фазы.
Данные результаты демонстрируют наличие больших градиентов по высоте в отношении местных концентраций пара-ксилола и пара-толуилового альдегида. Например, градиент в отношении концентрации пара-ксилола, наблюдаемый в данных таблицы 5, представлял собой более 20:1 (455:21). Данные результаты демонстрируют перемешивание текучей среды в барботажной колонне для исходного подаваемого материала, образуемого поступающим пара-ксилолом, происходило существенно медленнее по сравнению с присущими системе скоростями реакций. В меньшей степени градиенты по высоте наблюдали также и в отношении концентраций других родственных ароматических реакционноспособных веществ в реакционной среде (например, пара-толуиловой кислоты и 4-карбоксибензальдегида).
Как продемонстрировано в последующих примерах, детальные расчетные модели демонстрируют то, что фактический диапазон концентрации пара-ксилола в жидкой фазе реакционной среды данного примера значительно превышал 100:1. Даже и без расчетов в рамках строгой расчетной модели специалисты в соответствующей области должны понять то, что фактическая максимальная концентрация пара-ксилола наблюдалась вблизи от того места, где через стенку емкости барботажной колонны реакторного типа в емкость вводили исходный подаваемый материал, образуемый пара-ксилолом. Данный уровень по высоте, соответствующий максимальной концентрации пара-ксилола, расположен приблизительно на 4,35 м выше нижней TL в промежутке между точками отбора образцов из позиции на уровне приблизительно 12,4 м и из нижнего слива. Подобным же образом, фактическая минимальная концентрация пара-ксилола, по-видимому, наблюдалась в области верха реакционной среды, соответствующего приблизительно 25 м, или в области, расположенной очень близко от него, что намного превышает позицию с максимальным уровнем по высоте, из которой отбирали вышеупомянутые образцы.
Концентрации пара-ксилола и других окисляемых соединений можно измерять и для других позиций в реакционной среде при использовании подходящих механических устройств для отбора образцов из любой точки в реакционной среде по высоте или по горизонтали. Концентрации в позициях, в которых не производили физический отбор и химический анализ образцов, необязательно можно рассчитать с разумной точностью при использовании вычислительных моделей, характеризующихся сложностью, достаточной для описания исключительно сложных схем течения текучей среды, кинетики химических реакций, баланса энергии, равновесий паровой-жидкой-твердой фаз и скоростей межфазного обмена.
ПРИМЕРЫ 2-5
Примеры 2-5 представляют собой расчетные модели барботажных колонн реакторного типа, либо идентичных реактору из примера 1, либо в общем случае подобных ему при наличии указанных усовершенствований. Моделирование в рамках вычислительной гидродинамики (CFD), проводимое при получении примеров 2-5, осуществляли в соответствии с методом моделирования, описанным в патентной заявке США с регистрационным номером 60/594774, озаглавленной “Modeling of Liquid-Phase Oxidation”, которая находится на рассмотрении одновременно с данной патентной заявкой, и описание которой во всей своей полноте недвусмысленно включается в настоящий документ для справки.
В примерах 2-5 моделирование CFD проводят при использовании программного обеспечения CFX release 5.7 (компания ANSYS, Inc., 275 Текнолоджи Драйв, Кэнонсберг, Пенсильвания 15317). Каждый из примеров 2-5 включает более чем приблизительно 100000 дискретных пространственных вычислительных ячеек. Временные шаги, подходящие для использования в примерах 2-5, составляют величины, меньшие, чем 0,1 с. При подстройке модели CFD в целях более точного приближения при описании средней величины удержания пузырьков, оцениваемой при помощи измерения разности давлений, вертикального профиля величины удержания пузырьков, оцениваемого при помощи гамма-сканирования, и горизонтальных профилей величины удержания пузырьков, оцениваемых при помощи сканирований по методу компьютерной томографии (СТ), подходящим для использования оказалось множество размеров пузырьков с диаметрами в диапазоне от приблизительно 0,005 до приблизительно 0,20 м. Для того чтобы отобрать подходящие размеры и совокупности пузырьков в моделях CFD из примеров 2-5, фактические рабочие данные для установки получали при использовании суспензионных барботажных колонн, имеющих внутренние диаметры цилиндров, равные приблизительно 2,44 м и приблизительно 3,05 м, и работающих при использовании реакционной среды, характеризующейся соответствующими составом и технологическими условиями, приближенными к тем, что описываются далее. Эталонные данные для общей величины удержания пузырьков получали при использовании разности давлений, измеряемых между областью, расположенной вблизи от основания емкости, и вплоть до области отходящего газа верха реактора. Эталонные данные для вертикального профиля величины удержания пузырьков получали при использовании гамма-излучающего радиоактивного источника и метода детектирования с движением снизу вверх по внешней стороне реакционной емкости с шагами в диапазоне от приблизительно 0,05 м до приблизительно 0,3 м. Эталонные данные для горизонтальных профилей величины удержания пузырьков получали при использовании сканирований СТ, проводимых для сетки девять на девять по горизонтальной плоскости рабочей барботажной колонны при использовании гамма-излучающего радиоактивного источника и метода детектирования. То есть, источник располагали на заданном уровне по высоте в девяти различных позициях, разнесенных приблизительно равномерно по периметру барботажной колонны. Для каждой позиции источника гамма-излучения величину гамма-излучения, проходящего через реакционную емкость и реакционную среду, детектировали в девяти различных позициях, разнесенных приблизительно равномерно по периметру барботажной колонны. После этого к этим дискретным данным применяли различные математические модели и получали оценки изменения величины удержания пузырьков в реакционной среде для упомянутого уровня по высоте. Множество горизонтальных сканирований СТ получали для двух различных дней, на двух различных уровнях по высоте и при двух различных расходах при подаче пара-ксилола, сжатого воздуха и тому подобного.
Модель химической реакции, расходующей пара-ксилол в данной среде, подстраивали в соответствии с профилями реагента для пара-ксилола, обнаруженными в примере 1, совместно с другими данными для подобных температур, давлений, интенсивностей реакций, катализа, концентрации воды и тому подобного, полученными в испытаниях как промышленного, так и полупромышленного масштабов. В качестве показательного приближения константа времени псевдопервого порядка для гибели пара-ксилольного реакционноспособного маркера равна приблизительно 0,2 обратной секунды для приблизительно 160°С и приблизительно средних условий для реакционной среды, используемой в примерах 2-4.
Важно отметить то, что модели CFD для полей течения, полученных в примерах 2-4, приводят к получению крупномасштабных флуктуаций в отношении скоплений пузырьков и пульсаций жидкости, что в общем случае согласуется с наблюдаемыми низкочастотными волнообразными движениями в емкости работающей барботажной колонны реакторного типа.
ПРИМЕР 2
Данный пример разрабатывает расчеты, относящиеся к механической конфигурации из примера 1, и задает базис для сравнения с примерами 3 и 4. В данном примере механическая конфигурация барботажной колонны реакторного типа идентична той, что имела место в примере 1, характеризуясь наличием круглого впускного отверстия с диаметром 0,076 м в стенке реакционной емкости, предназначенного для потока исходного подаваемого материала, содержащего пара-ксилол и растворитель фильтрата. Расход при подаче пара-ксилола составляет приблизительно 1,84 кг/с, превышая то, что имело место в примере 1. Расход при подаче растворителя фильтрата, подаваемого тщательно перемешанным с пара-ксилолом, составляет приблизительно 18,4 кг/с. Таким образом, расход на единицу сечения потока для объединенного потока пара-ксилола плюс растворителя фильтрата, поступающего через отверстие в стенке, составляет приблизительно 4 м/с. Расход при подаче растворителя флегмы в свободное пространство для отделения газа над уровнем жидкости составляет 12,8 кг/с. Расход при подаче сжатого воздуха через барботер для окислителя составляет приблизительно 9 кг/с. Уровень содержания твердой фазы в суспензии реакционной среды составляет приблизительно 31% мас. Суспензию продукта отбирают из центра днища реакционной емкости при использовании по сути дела стационарного расхода, обеспечивая выдерживание приблизительно стационарного уровня, равного приблизительно 25 м реакционной среды. Средняя величина удержания газа на серединном уровне по высоте для реакционной среды составляет приблизительно 55% в расчете на среднеповерхностные и усредненные по времени величины, где протяженность усреднения по времени составляет, по меньшей мере, приблизительно 100 с времени в модели CFD. Давление в пространстве над уровнем жидкости реакционной среды составляет приблизительно 0,50 МПа избыточного давления. Температура составляет приблизительно 160°С согласно измерениям вблизи от серединного уровня по высоте для реакционной среды. Уровни содержания воды и кобальта, брома и марганца в жидкой части реакционной среды по существу представляют собой то же самое, что и в примере 1.
ПРИМЕР 3
Данный пример разрабатывает расчеты, относящиеся к улучшению степени диспергирования для исходного подаваемого материала, образуемого пара-ксилолом, благодаря увеличению расхода на единицу сечения потока для жидкофазного исходного подаваемого материала, содержащего пара-ксилол, в точке его введения в реакционную среду в соответствии с одним аспектом настоящего изобретения. В данном примере механическая конфигурация барботажной колонны реакторного типа идентична той, что имела место в примере 2, за исключением того, что круглое отверстие в стенке, через которое вводят жидкофазный исходный подаваемый материал, содержащий пара-ксилол, уменьшают до диаметра 0,025 м. Расход при подаче пара-ксилола и другие технологические условия представляют собой то же самое, что и в примере 2, за исключением того, что расход на единицу сечения потока для потока объединенного жидкофазного исходного подаваемого материала, образуемого пара-ксилолом плюс растворителем фильтрата и поступающего через отверстие в стенке, в данном случае составляет приблизительно 36 м/с.
Расчеты в модели CFD для усредненных по времени слоев реакционной среды, имеющих концентрацию пара-ксилольного реакционноспособного маркера в жидкой фазе, превышающую различные пороговые величины, представлены в приведенной далее таблице 6. Объем реакционной среды, имеющей очень высокую концентрацию пара-ксилольного реакционноспособного маркера в жидкой фазе, уменьшается благодаря работе при повышенных скоростях на входе для потока жидкофазного исходного подаваемого материала, содержащего пара-ксилол, в соответствии с настоящим изобретением. Пониженное количество областей высокой концентрации пара-ксилола важно для ограничения прохождения нежелательных реакций сопряжения как обусловленных повышенными концентрациями в них множества растворимых ароматических веществ, так и обусловленных тем, что такие концентрации приводят к местно высокому расходованию растворенного молекулярного кислорода и, таким образом, приводят к местному подавлению стационарных концентраций растворенного молекулярного кислорода.
ПРИМЕР 4
Данный пример разрабатывает расчеты для улучшенных механических устройств, предназначенных для введения в барботажную колонну реакторного типа окислителя и пара-ксилола. Данный пример реализуют в той же самой барботажной колонне реакторного типа, что и использованная в примерах 1-3. Однако реактор модифицируют в отношении того способа, по которому в реакционную среду вводят как окислитель, так и пара-ксилол. При обсуждении примера 4 внимание в первую очередь следует обратить на модифицированную аппаратуру, предназначенную для введения пара-ксилола в реакционную среду, которая позволяет уменьшить количество зон, имеющих высокие концентрации пара-ксилола. Во-вторых, внимание следует обратить на модифицированную аппаратуру, предназначенную для введения в реакционную среду окислителя, которая позволяет уменьшить количество зон, которые являются недостаточно аэрированными. В данном случае не предполагается то, что две модификации являются полностью независимыми по своим результатам, это просто поэтапное представление.
Количество реакционной среды, имеющей очень высокие концентрации пара-ксилольного реакционноспособного маркера в жидкой фазе, в примере 4 уменьшают благодаря использованию системы распределения жидкофазного исходного подаваемого материала, в общем случае продемонстрированной на фиг.9-11. В удобном случае данная система распределения жидкофазного исходного подаваемого материала имеет четыре канала для течения, в удобном случае стоящих приблизительно вертикально. Каждый из данных четырех каналов для течения располагается на удалении в приблизительно 0,75 м от вертикальной оси симметрии барботажной колонны. Данные четыре канала для течения в удобном случае изготавливают из компонентов трубопровода Schedule 10S с номиналом 1,5 дюйма. Нижний уровень каждой стойки в данном примере в удобном случае имеет секцию сходящегося конуса с внутренним углом, измеряемым между противоположными сторонами конуса, который в удобном случае составляет приблизительно 24°; однако для замыкания находящегося дальше по ходу потока уровня канала для течения подходящими являются также и другие формы (например, коническая заглушка, имеющая другой внутренний угол, заглушка в виде плоской пластины, заглушка в виде колпачка трубы, клиновидная заглушка и тому подобное). Каждый из данных четырех каналов для течения в общем имеет девять круглых отверстий, каждое из которых характеризуется диаметром, равным приблизительно 0,0063 м. Самое нижнее из девяти отверстий в каждом канале располагается в нижней конической секции. У каждого канала данное самое нижнее отверстие располагается приблизительно на 0,4 м выше нижней TL реакционной емкости. При проведении измерений в любом случае от данного нижнего уровня усеченной нижней конической секции следующие три отверстия в каждом канале располагаются выше приблизительно на 0,3 м, следующие три отверстия располагаются выше приблизительно на 1,6 м, а самые верхние два отверстия располагаются выше приблизительно на 2,7 м. Таким образом, расстояние по высоте от самого нижнего отверстия до самого верхнего отверстия в каждом канале составляет приблизительно 2,7 м или приблизительно 1,1D. Линейное расстояние (не по высоте), соответствующее самому большому разнесению отверстий, от нижнего отверстия одного вертикального канала до верхнего отверстия вертикального канала, расположенного по диагонали напротив, составляет приблизительно 3,44 м или приблизительно 1,4D. Для каждого уровня отверстия располагают приблизительно равномерно по окружности каждого канала для течения. Канал подачи для исходного подаваемого материала, образуемого окисляемым соединением и растворителем, в область верха четырех приблизительно вертикальных каналов в удобном случае проходит приблизительно горизонтально на уровне по высоте, расположенном приблизительно на 3,60 м выше нижней TL реакционной емкости. Канал подачи в удобном случае изготавливают из компонентов трубопровода Schedule 10S с номиналом 3 дюйма. Для того чтобы обеспечить противодействие как статическим, так и динамическим силам, возникающим во время действия как обычных, так и нештатных условий, имеются надлежащие механические перекрестные распорки в данном сборном узле и механические распорки между данным сборным узлом и барботером для окислителя и реакционной емкостью.
Возможными являются и многие другие конструкции данной системы распределения жидкофазного исходного подаваемого материала, хотя в данном примере их расчеты и отсутствуют. Например, размеры каналов для течения жидкости могут составлять большие или меньшие величины, или может иметь место поперечное сечение, отличное от приблизительно круглого, или может иметь место количество каналов, отличное от четырех. Например, в каждый из четырех по существу вертикальных каналов подачу можно было проводить независимо через каналы для течения, индивидуально проходящие через работающую под давлением стенку реакционной емкости. Например, соединительный элемент, обеспечивающий подачу поступающих пара-ксилола и образуемого растворителем исходного подаваемого материала, мог вести в область, расположенную вблизи от серединного уровня по высоте, или в область, расположенную вблизи от уровня по высоте для низа, или в область на любом уровне по высоте или на нескольких уровнях по высоте у приблизительно вертикальных каналов. Например, каналы подачи могли быть приблизительно вертикальными при нахождении распределительных отверстий на приблизительно горизонтальных каналах, или оба направления течения могли быть ориентированы под углом или быть нелинейными или неортогональными. Например, отверстия могли иметь различное радиальное, азимутальное или вертикальное расположение по отношению к реакционной среде. Например, возможно использование большего или меньшего количества отверстий и/или отверстий различных форм и/или отверстий со смешанными размерами и/или смешанными формами. Например, вместо выпускных отверстий могли быть использованы выпускные сопла. Например, вне канала для течения вблизи от выпускных отверстий и на пути текучих сред при их выходе в реакционную среду можно расположить одно или несколько приспособлений для отклонения течения.
В зависимости от характера и уровня содержания твердой фазы, в случае ее наличия, в объединенном исходном подаваемом материале, образуемом пара-ксилолом и растворителем, или в реакционной среде и в зависимости от методик пуска, остановки и других методик эксплуатации, используемых при проведении фактической производственной операции, необходимым может оказаться выдувание твердой фазы из внутреннего пространства системы распределения жидкофазного исходного подаваемого материала. Отверстие для выдувания в подходящем случае может быть большим, чем отверстия однородного размера, продемонстрированные в настоящем примере, хотя в данном примере его расчеты и отсутствуют. Отверстие на нижнем уровне каждой из четырех приблизительно вертикальных стоек является в особенности подходящим для выдувания твердой фазы несмотря на то, что это и не является единственным возможным способом. Более сложные механические устройства, такие как сборные узлы заслонок, контрольные клапаны, переливные клапаны, клапаны с приводом от серводвигателя и тому подобное, могут быть использованы либо для предотвращения проникновения твердой фазы, либо для выпуска накопившейся твердой фазы из системы распределения жидкофазного исходного подаваемого материала.
В данный момент внимание следует обратить на барботер для окислителя, который в общем случае представляет собой то, что продемонстрировано на фиг.12-15. Кольцевой элемент барботера для окислителя в удобном случае включает соединенный под углом канал для течения, который в удобном и приближенном случае представляет собой равносторонний восьмиугольник без поперечного элемента. Соединенный под углом канал для течения в удобном случае изготавливают из компонентов трубопровода Schedule 10S с номиналом 10 дюймов. Ширина восьмиугольника от центра тяжести одной стороны канала для течения до центра тяжести противоположной стороны составляет приблизительно 1,12 м. Восьмиугольное сечение в удобном случае располагается приблизительно горизонтально, а серединный уровень по высоте для восьмиугольного сечения располагается приблизительно на 0,24 м ниже нижней TL реакционной емкости. Данный вариант недвусмысленно отличается от кольцевого элемента барботера для окислителя из примеров 1-3, уровни по высоте для которого центрированы выше нижней TL реакционной емкости. Восьмиугольную часть канала перфорируют при помощи 64 приблизительно круглых отверстий, каждое из которых характеризуется диаметром, приблизительно равным 0,030 м, и которые располагаются по каналу приблизительно равномерно. Приблизительно половину отверстий располагают по каналу в позициях, которые ориентированы под углом, приблизительно равным 45° и отсчитываемым от горизонтали вниз, при проведении измерений от каждого отверстия до ближайшего центра тяжести поперечного сечения канала для течения. Приблизительно половину отверстий располагают по каналу в позициях, которые находятся вблизи от низа канала для течения (то есть, под углом, приблизительно равным 90° и отсчитываемым от горизонтали вниз, при проведении измерений от каждого отверстия до ближайшего центра тяжести поперечного сечения канала для течения). Изобретателям опять-таки следует привести комментарий, подобный комментариям в отношении распределителя на входе для жидкой фазы, в связи с тем, что для барботера для окислителя возможным является и множество других конкретных конструкций, попадающих в объем нескольких аспектов настоящего изобретения. Например, через работающую под давлением стенку могут проходить больше или меньше, чем два канала подачи. Например, каналы подачи барботера для окислителя могут быть сконструированы и без включения кольцевого элемента. Например, может присутствовать более чем один кольцевой элемент, и любой кольцевой элемент может иметь отличное от 8 количество сторон или может иметь несимметричные стороны. Например, конструкция может характеризоваться предпочтительным падением давления или предпочтительным качеством аэрации или предпочтительным подавлением обрастания при одновременном использовании других количества или размера или размеров или расположения отверстий или точек выпуска для канала. Например, конструкция может использовать другие диаметры каналов в предпочтительных диапазонах. Например, конструкция может обеспечивать подавление обрастания благодаря использованию промывания жидкостью.
В данном примере реакционную среду отбирают по сути дела при стационарном расходе из боковой стороны реакционной емкости на уровне по высоте, соответствующем приблизительно 14 м, через круглое отверстие в стенке, которое характеризуется внутренним диаметром, приблизительно равным 0,076 м. Отобранную реакционную среду разделяют на суспензию продукта, содержащую сырую неочищенную терефталевую кислоту, и отходящий газ в результате использования внешней деаэрационой емкости, которая полностью описывается в примере 6. Отделенный отходящий газ из внешней деаэрационной емкости по каналу транспортируют до соединения с основным потоком отходящего газа, покидающего верх реакционной емкости.
Методы моделирования CFD из данного примера представляют собой по существу то же самое, что и в примерах 2 и 3, при наличии данных исключений. Для усовершенствованной аппаратуры, обеспечивающей распределение поступающего окислителя, распределение поступающего окисляемого соединения и удаление суспензии продукта из боковой стенки реакционной емкости приблизительно на 14 м выше нижней TL, пространственное сеточное разбиение модифицируют надлежащим образом, известным на современном уровне техники.
Для того чтобы оценить результаты для модели CFD в отношении распределения пара-ксилольного реакционноспособного маркера, используют те же самые методы, что и в примерах 2 и 3. А именно, определяют усредненной по времени доли реакционной среды, имеющие концентрацию пара-ксилольного реакционноспособного маркера в жидкой фазе, превышающую различные пороговые величины. Для облегчения сравнения результаты данного примера представлены в приведенной выше таблице 6. Данные результаты демонстрируют то, что улучшенное распределение пара-ксилольного реакционноспособного маркера в данном примере фактически приводит к небольшому увеличению количества реакционной среды, демонстрирующей превышение 1000 м.д. мас. , но уровни содержания, соответствующие более вредным пороговым величинам 2500 м.д. мас., 10000 м.д. мас. и 25000 м.д. мас., понижаются. Получение данных улучшений обеспечивается, например, благодаря повышенным скоростям на входе для исходного подаваемого материала совместно с улучшенным вертикальным, радиальным и азимутальным расположением и разнесением позиций введения пара-ксилола в реакционную среду.
Если теперь обратиться к качеству аэрации всего объема реакционной среды, то можно сказать, что для оценки величины неудовлетворительно аэрированного объема в реакционной среде из примеров 2-4 используют способ разделения на 2000 горизонтальных слоев с равным подобъемом. Начиная с самой нижней части реакционной среды, а именно с низа нижнего эллиптического днища в данном примере, реакционную среду разделяют на 2000 равных подобъемов при использовании теоретических горизонтальных плоскостей. В течение каждого из временных интервалов в модели CFD определяют количество суспензии и количество газа в пределах каждого из упомянутых 2000 равных подобъемов, которое используют для вычисления средней величины удержания газа в нем. Для того чтобы учесть стохастическую природу технологического процесса и его модели CFD, конечный результат для модели CFD подвергают временному усреднению по временам модели продолжительностью, по меньшей мере, приблизительно в 100 с и получают усредненные по времени величины удержания газа в каждом из 2000 равных подобъемов.
Как только для каждого из 2000 равных подобъемов определят усредненную по времени величину удержания газа, данные величины сопоставляют с пороговыми величинами, описанными в настоящем документе. Для каждой пороговой величины учитывают общее количество не соответствующих норме подобъемов и подобъемов, где отсутствует превышение указанной пороговой величины. Приведенная далее таблица 7 демонстрирует количество горизонтальных слоев реакционной среды из 2000 горизонтальных слоев с равным объемом, для которых усредненная по времени величина удержания газа составляет величину, меньшую, чем 10 об.%, меньшую, чем 20 об.%, и меньшую, чем 30 об.%, как для примера 2, так и для примера 4. Пример 4 демонстрирует существенное улучшение по сравнению с примером 2.
При сравнении расчетных примеров 2 и 4 также можно отметить и то, что исходный подаваемый материал, образуемый пара-ксилолом, из примера 4 высвобождают в реакционной среде ниже и ближе к потоку поступающего окислителя по сравнению с примером 2.
ПРИМЕРЫ 5 и 6
Примеры 5 и 6 представляют собой рабочие примеры, для промышленной барботажной колонны реакторного типа окисления демонстрирующие важность сведения к минимуму количества областей неудовлетворительной аэрации, улучшения способа введения исходного подаваемого материала, образуемого пара-ксилолом технической чистоты, обеспечивающего достижение большей степени вертикального, азимутального и радиального диспергирования, и понижения точки введения исходного подаваемого материала, образуемого пара-ксилолом технической чистоты, обеспечивающего ее приближение к точке максимальной доступности молекулярного кислорода, в соответствии с описанием настоящего изобретения. В дополнение к этому данные примеры демонстрируют преимущества в отношении выхода, обусловленные наличием выпускного отверстия для суспензии повышенного уровня расположения.
Во время частичного окисления пара-ксилола присутствует множество различных примесных соединений, обычно получаемых в результате сопряжения ароматических колец. Одним из них является 4,4'-дикарбоксистильбен. Данное соединение демонстрирует намного более высокое поглощение света по сравнению с терефталевой кислотой, и оно сильно уменьшает оптическое пропускание целевого продукта. В дополнение к этому 4,4'-дикарбоксистильбен является примесью, удобной для использования при отслеживании качества непрерывного окисления, поскольку он селективно выделяется в твердую фазу реакционной среды; поэтому в потоках растворителя, возвращаемого на рецикл, в емкостях промышленных барботажных колонн реакторного типа, описанных в примерах 5 и 6, обычно присутствует очень мало 4,4'-дикарбоксистильбена. В примерах 5 и 6 концентрации 4,4'-дикарбоксистильбена измеряли при использовании аналитического метода, использующего ВЭЖХ-МС с калибровкой, получаемой при помощи подходящей эталонной смеси, содержащей растворитель и известные количества некоторых анализируемых веществ при конкретном включении известного количества 4,4'-дикарбоксистильбена. Аналитический метод ВЭЖХ-МС описывается в приведенном выше разделе «Подробное описание».
ПРИМЕР 5
Барботажная колонна реакторного типа, используемая в данном примере, имеет по существу ту же самую механическую конфигурацию, что и реактор из примеров 1 и 2. Реактор характеризуется технологическими условиями, сопоставимыми с тем, что имеет место в примере 6, и он представляет собой базис для сравнения. Рабочий уровень составлял приблизительно 25 м реакционной среды. Подачу пара-ксилола технической чистоты проводили по сути дела стационарно при расходе, равном приблизительно 81 кг/мин. Растворитель фильтрата подавали по сути дела при стационарном расходе, равном приблизительно 793 кг/мин. Не дозируемую долю данного материала, согласно оценке по размерам канала и падениям давления составляющую приблизительно 20 кг/мин, подавали в качестве промывной жидкости в барботер для окислителя. Остальной растворитель фильтрата, составляющий приблизительно 773 кг/мин, подавали тщательно перемешанным с пара-ксилолом технической чистоты. Объединенный жидкофазный поток, образуемый растворителем фильтрата и пара-ксилолом технической чистоты, таким образом составлял приблизительно 854 кг/мин. Данный растворитель фильтрата поступал из системы возвращения на рецикл в установке, и он содержал более чем приблизительно 97% мас. уксусной кислоты и воды. Концентрация компонентов катализатора в растворителе фильтрата была такова, что состав жидкой фазы реакционной среды соответствовал приблизительно 2158 м.д. мас. кобальта, приблизительно 1911 м.д. мас. брома и приблизительно 118 м.д. мас. марганца. Отдельный поток растворителя флегмы подавали в виде капель в зону отделения газа выше рабочего уровня реакционной среды по сути дела при стационарном расходе, приблизительно равном 546 кг/мин. Данный растворитель флегмы содержал более чем приблизительно 99% мас. уксусной кислоты и воды; и растворитель флегмы поступал из отдельной системы возвращения на рецикл в установке, для которой было характерно отсутствие значительных уровней содержания компонентов катализатора. Объединенный уровень содержания воды в исходном подаваемом материале, образуемом растворителем фильтрата, и исходном подаваемом материале, образуемом растворителем флегмы, был таков, что концентрация воды в жидкой фазе реакционной среды составляла приблизительно 5,8% мас. Окислителем являлся сжатый воздух, подаваемый по сути дела при стационарном расходе, равном приблизительно 352 кг/мин. Рабочее давление для газа верха реакционной емкости имело стационарную величину, равную приблизительно 0,42 МПа избыточного давления. Реакционная емкость работала по существу в адиабатическом режиме таким образом, что теплота реакции увеличивала температуру поступающих исходных подаваемых материалов и выпаривала значительную часть поступающего растворителя. Измеренная вблизи от серединного уровня по высоте для реакционной среды рабочая температура составляла приблизительно 154,6°С. Отходящий поток суспензии, содержащей сырую неочищенную терефталевую кислоту (СТА), удаляли из области, расположенной вблизи от низа эллиптического днища реакционной емкости, по сути дела при стационарном расходе, равном приблизительно 428 кг/мин.
В данном примере соотношение между нормой выработки нежелательного 4,4'-дикарбоксистильбена и нормой выработки желательной терефталевой кислоты измеряли по методу ВЭЖХ-МС для трех независимых образцов суспензии продукта и получали приблизительно 8,6, 9,1 и 9,2 м.д. мас., что таким образом в среднем дает приблизительно 9,0 м.д. мас. Концентрацию пара-ксилола в жидкой фазе отходящего потока суспензии измеряли по методу калиброванной ГХ для трех индивидуальных образцов суспензии продукта и получали приблизительно 777, 539 и 618 м.д. мас., что таким образом в среднем дает приблизительно 645 м.д. мас. Концентрацию пара-толуилового альдегида в жидкой фазе отходящего потока суспензии измеряли по методу калиброванной ГХ для упомянутых индивидуальных образцов суспензии продукта и получали приблизительно 1055, 961 и 977 м.д. мас., что таким образом в среднем дает приблизительно 998 м.д. мас.
ПРИМЕР 6
Барботажная колонна реакторного типа из данного примера соответствует механической конфигурации, разработанной в расчетном примере 4. Реактор из данного примера включает усовершенствования в отношении уровня по высоте, скорости, количества и разнесения точек введения исходного подаваемого материала, образуемого пара-ксилолом, что таким образом обеспечивает получение улучшенного распределения исходного подаваемого материала, образуемого пара-ксилолом, и улучшенного разбиения на ступени в отношении молекулярного кислорода. Дополнительно он включает усовершенствования в отношении качества аэрации в реакционной среде благодаря использованию улучшенного барботера для окислителя и в отношении уровня по высоте и способа для удаления и деаэрации суспензии, покидающей реакционную среду. По сравнению с примером 5 существенное улучшение наблюдается в отношении выхода по пара-ксилолу, и существенное понижение наблюдается в отношении получения примесей.
Реактор из данного примера характеризовался улучшенной механической конфигурацией, описанной в примере 4 модели CFD. Рабочий уровень составлял приблизительно 25 м реакционной среды. Подачу пара-ксилола технической чистоты проводили по сути дела стационарно при расходе, равном приблизительно 81 кг/мин. Растворитель фильтрата подавали тщательно перемешанным с пара-ксилолом технической чистоты по сути дела при стационарном расходе, равном приблизительно 744 кг/мин. Объединенный поток исходного подаваемого материала, образуемого растворителем фильтрата и пара-ксилолом технической чистоты таким образом составлял приблизительно 825 кг/мин. Данный растворитель фильтрата поступал из той же самой системы возвращения на рецикл в установке и характеризовался по существу тем же самым составом, что и в примере 5. Концентрация компонентов катализатора в растворителе фильтрата была такова, что состав жидкой фазы реакционной среды соответствовал приблизительно 1996 м.д. мас. кобальта, приблизительно 1693 м.д. мас. брома и приблизительно 108 м.д. мас. марганца. Отдельный поток растворителя флегмы подавали в виде капель в зону отделения газа выше рабочего уровня реакционной среды по сути дела при стационарном расходе, равном приблизительно 573 кг/мин. Данный растворитель флегмы содержал более чем приблизительно 99% мас. уксусной кислоты и воды; и растворитель флегмы поступал из отдельной системы возвращения на рецикл в установке, для которой было характерно отсутствие значительных уровней содержания компонентов катализатора. Объединенный уровень содержания воды в исходном подаваемом материале, образуемом растворителем фильтрата, и исходном подаваемом материале, образуемом растворителем флегмы, был таков, что концентрация воды в жидкой фазе реакционной среды составляла приблизительно 5,7% мас. Окислителем являлся сжатый воздух, подаваемый по сути дела при стационарном расходе, равном приблизительно 329 кг/мин. Рабочее давление для газа верха реакционной емкости имело стационарную величину, равную приблизительно 0,41 МПа избыточного давления. Реакционная емкость работала по существу в адиабатическом режиме таким образом, что теплота реакции увеличивала температуру поступающих исходных подаваемых материалов и выпаривала значительную часть поступающего растворителя. Измеренная вблизи от серединного уровня по высоте для реакционной среды рабочая температура составляла приблизительно 153,3°С.
Реакционную среду отбирали из боковой стороны реакционной емкости на уровне по высоте, соответствующем приблизительно 14 м, через круглое отверстие в стенке, которое имело внутренний диаметр, равный приблизительно 0,076 м. Отобранную реакционную среду транспортировали через по существу горизонтальный канал, изготовленный из компонентов трубопровода Schedule 10S с номиналом 3 дюйма, в боковую область по существу вертикальной внешней деаэрационной емкости. Круглое поперечное сечение внешней деаэрационной емкости, изготовленной главным образом из трубы Schedule 10S с номиналом 12 дюймов, имело внутренний диаметр, равный приблизительно 0,315 м. Площадь горизонтального поперечного сечения внутри внешней деаэрационной емкости таким образом составляла приблизительно 0,0779 м2. Это можно сопоставить с площадью горизонтального поперечного сечения внутри реакционной емкости, равной приблизительно 4,67 м2 на уровне по высоте, на котором производят отбор реакционной среды. Таким образом, соотношение между меньшей и большей площадями горизонтального поперечного сечения составляло приблизительно 0,017.
Внешняя деаэрационная емкость проходила сверху вниз приблизительно на 1,52 м от уровня по высоте, соответствующего точке введения реакционной среды, а затем ее диаметр уменьшался до достижения соответствия с каналом для течения нижнего выпускного отверстия. Для по существу деаэрированной суспензии, содержащей сырую неочищенную терефталевую кислоту и выходящей из области низа внешней деаэрационной емкости, имел место по сути дела стационарный расход, составляющий приблизительно 433 кг/мин. Таким образом, для по существу деаэрированной суспензии на нижних уровнях по высоте в деаэрационной емкости с номиналом 12 дюймов в направлении сверху вниз имел место расход на единицу сечения потока, который составлял приблизительно 0,093 м/с; и вредный захват окислителя в данном отходящем потоке суспензии не наблюдался. Отходящий поток суспензии транспортировали вперед через канал для течения, изготовленный из компонентов трубопровода Schedule 10S с номиналом 3 дюйма, до соединения с технологическим оборудованием, расположенным на технологической схеме дальше. В данном примере средства регулирования расхода отбираемой реакционной среды располагали на пути потока, покидающего область низа деаэрационной емкости, хотя возможными и подходящими для использования являются и другие позиции регулирования.
Внешняя деаэрационная емкость проходила снизу вверх приблизительно на 14 м от уровня по высоте, соответствующего точке введения реакционной среды, а затем диаметр трубопровода с номиналом 12 дюймов уменьшался до достижения соответствия с каналом для течения верхнего выпускного отверстия, изготовленным из компонентов трубопровода Schedule 10S с номиналом 2 дюйма. Отделенный газ, отходящий из внешней деаэрационной емкости, транспортировали через данный канал с номиналом 2 дюйма до соединения с основным потоком отходящего газа, покидающего область верха реакционной емкости.
В данном примере соотношение между нормой выработки нежелательного 4,4'-дикарбоксистильбена и нормой выработки желательной терефталевой кислоты измеряли по методу ВЭЖХ-МС для трех индивидуальных образцов суспензии продукта и получали приблизительно 2,3, 2,7 и 3,2 м.д. мас., что в среднем дает приблизительно 2,7 м.д. мас. Это существенно пониженная величина по сравнению с примером 5. Концентрацию пара-ксилола в жидкой фазе суспензии, отходящей из бокового выпускного отверстия повышенного уровня расположения, измеряли по методу калиброванной ГХ для трех индивидуальных образцов суспензии продукта и получали приблизительно 86, 87 и 91 м.д. мас. , что в среднем дает приблизительно 88 м.д. мас. Концентрацию пара-толуилового альдегида в жидкой фазе отходящей суспензии измеряли по методу калиброванной ГХ для упомянутых индивидуальных образцов суспензии продукта и получали приблизительно 467, 442 и 423 м.д. мас., что в среднем дает приблизительно 444 м.д. мас. Это соответствует улучшению степени превращения и выхода для потока отбираемой суспензии по сравнению с примером 5.
ПРИМЕРЫ 7-10
Примеры 7-10 представляют собой расчетные примеры, конкретно относящиеся к первоначальному диспергированию пара-ксилола в реакционной среде, но также демонстрирующие и другие аспекты настоящего изобретения.
ПРИМЕР 7
Данный пример относится к подаче испаренного пара-ксилола. В данном расчетном примере исходный подаваемый материал, образуемый пара-ксилолом, перед введением в реакционную среду нагревают и испаряют. Это способствует достижению первоначального диспергирования пара-ксилола. Это обеспечивает получение увеличенных подаваемых объемов и облегчает достижение повышенных скоростей. Кроме того, это замедляет перенос поступающего пара-ксилола в объем жидкой фазы и приводит к перемещению исходного подаваемого материала, образуемого пара-ксилолом, в направлении жидкой фазы реакционной среды в большей гармонии с газообразным исходным подаваемым материалом, образуемым молекулярным кислородом.
В данном примере емкость барботажной колонны реакторного типа окисления имеет вертикальный корпус, характеризующийся внутренним диаметром, равным 2,44 м. Высота емкости барботажной колонны реакторного типа окисления составляет 32 м от нижней линии начала изгиба (TL) до верхней TL. В областях верха и низа цилиндра емкость оборудуют эллиптическими днищами с конфигурацией 2:1. Рабочий уровень составляет приблизительно 25 м реакционной среды выше нижней TL. Исходный подаваемый материал, образуемый растворителем фильтрата, который отделен от пара-ксилола, поступает при расходе, равном 18,4 кг/с, через круглое впускное отверстие, характеризующееся диаметром 0,076 м, в стенке реакционной емкости на уровне по высоте, расположенном на 4,35 м выше нижней TL. Расход при подаче растворителя флегмы в зону отделения газа выше рабочего уровня реакционной среды составляет приблизительно 14,3 кг/с. Расход при подаче сжатого воздуха через барботер для окислителя, по существу тот же самый, что и в примерах 4 и 6, составляет приблизительно 9 кг/с. Суспензию, содержащую приблизительно 31% мас. твердой фазы, отбирают из реакционной среды через боковую отводящую стойку, по существу ту же самую, что и в примерах 4 и 6. Давление в пространстве над уровнем жидкости реакционной среды составляет приблизительно 0,50 МПа избыточного давления. Уровни содержания воды и кобальта, брома и марганца в жидкой части реакционной среды представляют собой по существу то же самое, что и в примере 4.
Расход при подаче пара-ксилола составляет 1,84 кг/с. Перед высвобождением в реакционную среду поток исходного подаваемого материала, образуемого жидкой фазой пара-ксилола, подвергают воздействию избыточного давления, а после этого испаряют под давлением, равным приблизительно 0,69 МПа избыточного давления, в результате нагревания от температуры хранения, равной приблизительно 40°С, вплоть до температуры, равной приблизительно 233°С. Это требует использования приблизительно 1,3 МДж/с теплоты, подводимой к потоку исходного подаваемого материала, образуемого пара-ксилолом. Для данной цели применяют теплообменник, использующий водяной пар при давлении 4 МПа, но равным образом достаточным будет и любой другой источник энергии с достаточной температурой, в том числе и сбросная теплота технологических текучих сред. Данная подводимая теплота представляет собой приблизительно 5% от теплоты реакции превращения пара-ксилола в терефталевую кислоту. Отвод данной дополнительной тепловой нагрузки приводит к некоторому увеличению температуры реакционной среды при постоянном давлении по сравнению с подачей жидкого пара-ксилола (см. пример 8). Температура составляет приблизительно 162°С согласно измерениям вблизи от серединного уровня по высоте для реакционной среды. Необязательно давление можно уменьшить для понижения температуры реакции до 160°С согласно измерениям вблизи от серединного уровня по высоте для реакционной среды.
Объемный расход испаренного пара-ксилола составляет приблизительно 0,084 м3/с. Данный поток вводят в реакционную емкость на уровне по высоте, расположенном на 0,1 м выше нижней TL емкости, через 3 канала, соединенные параллельно. По соседству с реакционной емкостью каждый канал изготовлен из компонентов трубопровода с номиналом 1,5 дюйма и соединен с круглым отверстием равного диаметра в стенке емкости. 3 отверстия в стенке располагают через 120° горизонтальный азимутальный интервал друг от друга. Расход на единицу сечения потока для каждого поступающего потока пара-ксилола составляет приблизительно 21 м/с, и поступающий пара-ксилол диспергируют в реакционной среде в то же самое время, пока он растворяется в жидкой фазе реакционной среды, где в основном и находятся вещества катализатора.
ПРИМЕР 8
Данный пример относится к подаче частично испаренного пара-ксилола. В данном расчетном примере исходный подаваемый материал, образуемый пара-ксилолом, перед введением в реакционную среду частично испаряют в результате перемешивания с подаваемым окислителем. Это способствует первоначальному диспергированию пара-ксилола. Это обеспечивает получение увеличенных подаваемых объемов и облегчает достижение повышенных скоростей; и это приводит к разбавлению концентрации пара-ксилола. Кроме того, это замедляет перенос поступающего пара-ксилола в объем жидкой фазы и приводит к перемещению исходного подаваемого материала, образуемого пара-ксилолом, в направлении жидкой фазы реакционной среды в большей гармонии с газообразным исходным подаваемым материалом, образуемым молекулярным кислородом.
В данном примере емкость барботажной колонны реакторного типа окисления имеет вертикальный корпус, характеризующийся внутренним диаметром, равным 2,44 м. Высота емкости барботажной колонны реакторного типа окисления составляет 32 м от нижней линии начала изгиба (TL) до верхней TL. В областях верха и низа цилиндра емкость оборудуют эллиптическими днищами с конфигурацией 2:1. Рабочий уровень составляет приблизительно 25 м реакционной среды выше нижней TL. Исходный подаваемый материал, образуемый растворителем фильтрата, который отделен от пара-ксилола, поступает при расходе, равном 18,4 кг/с, через круглое впускное отверстие, характеризующееся диаметром 0,076 м, в стенке реакционной емкости на уровне по высоте, расположенном на 4,35 м выше нижней TL. Расход при подаче растворителя флегмы в зону отделения газа выше рабочего уровня реакционной среды составляет приблизительно 12,8 кг/с. Расход при подаче сжатого воздуха через барботер для окислителя, по существу тот же самый, что и в примерах 4 и 6, составляет приблизительно 9 кг/с. Суспензию, содержащую приблизительно 31% мас. твердой фазы, отбирают из реакционной среды через боковую отводящую стойку, подобную той, что и в примерах 4 и 6, но модифицированную так, как это описывается далее. Давление в пространстве над уровнем жидкости реакционной среды составляет приблизительно 0,50 МПа избыточного давления. Уровни содержания воды и кобальта, брома и марганца в жидкой части реакционной среды представляют собой по существу то же самое, что и в примере 4.
Расход при подаче пара-ксилола опять-таки составляет 1,84 кг/с. Пара-ксилол в виде жидкости перетекает через каналы во внутреннее пространство барботера для окислителя, где жидкость в 4 позициях высвобождают в среду сжатого воздуха при использовании сопел для распыления жидкости, известных на современном уровне техники. В точке, в которой жидкость вводят в барботер для окислителя, необязательно можно использовать каналы для жидкости с незамкнутыми концами или сопла для газо-жидкостного распыления. В порядке меры предосторожности по технике безопасности в барботере окислителя размещают 4 температурных датчика. Данные температурные датчики соединяют с системами сигнализации и блокировки для отключения подачи окислителя и пара-ксилола, если будут обнаружены высокие температуры. При наличии подачи сжатого воздуха при температуре, равной приблизительно 80°С, вследствие проявления теплового эффекта сжатия и отсутствия послеохладителя на последней стадии сжатия и при наличии исходного подаваемого материала, образуемого пара-ксилолом, при температуре, равной приблизительно 40°С, в условиях действия давления, преобладающего в барботере окислителя, приблизительно 17% мас. пара-ксилола испаряются. Оставшийся жидкий пара-ксилол переносят в реакционную среду вместе с газом в виде двухфазного потока смеси с газом при скоростях, приближающихся к скоростям газового потока. В дополнение к этому, упомянутая оставшаяся жидкость способствует вымыванию из барботера для окислителя любых количеств твердой фазы, которая проникла туда, в соответствии с аспектами изобретения.
Температура составляет приблизительно 160°С согласно измерениям вблизи от серединного уровня по высоте для реакционной среды. Поскольку никакой дополнительной энергии к какому-либо потоку исходного подаваемого материала не подводят, то имеет место приблизительно то же самое, что и в примерах 4 и 6.
Для того чтобы увеличить долю пара-ксилола, который поступает в реакционную среду в виде пара, перед перемешиванием в барботере окислителя либо исходный подаваемый материал, образуемый сжатым воздухом, либо исходный подаваемый материал, образуемый пара-ксилолом, необязательно можно предварительно нагреть. Например, 300 кДж/с теплоты, подводимой к пара-ксилолу, повышает его температуру до приблизительно 124°С и увеличивает долю мгновенно испаренного пара-ксилола до приблизительно 33%. Например, 600 кДж/с теплоты, подводимой к сжатому воздуху, повышает его температуру до приблизительно 146°С и увеличивает долю мгновенно испаренного пара-ксилола до приблизительно 54%. В обоих случаях для нагревания требуется более низкопотенциальная энергия по сравнению с тем, что требуется в примере 7. Собственно говоря, в качестве всего или части источника тепла можно использовать сбросную теплоту газа, отходящего из реакционной среды. Однако, если к исходным подаваемым материалам подвести определенное количество энергии, то тогда температура реакционной среды несколько увеличится, при заявленных давлении, величинах потоков и составах фаз стабилизируясь в диапазоне от 160°С до 162°С согласно измерениям вблизи от серединного уровня по высоте. Для регулирования температуры необязательно можно отрегулировать давление. В дополнение к этому, если к исходным подаваемым материалам будут подводить определенное количество энергии, то тогда будут регулировать количество растворителя, подаваемого в реакционную емкость, если будет желательно выдерживать долю твердой фазы приблизительно постоянной. Например, для того чтобы выдерживать долю твердой фазы приблизительно постоянной, близкой к 31% мас. , в примерах 7 и 8 поток растворителя флегмы варьируют в диапазоне от приблизительно 12,8 до приблизительно 14,3 кг/с в зависимости от количества подводимой энергии.
ПРИМЕР 9
Данный пример относится к подаче пара-ксилола на удалении от стенки реакционной емкости при использовании жидкостного эжектора. В данном расчетном примере первоначальное диспергирование исходного подаваемого материала, образуемого жидким пара-ксилолом, улучшают в результате использования эжектора, применяющего в качестве движущей силы поток жидкости. Реактор из данного примера характеризуется теми же самыми механической конфигурацией и граничными технологическими условиями, что и в случае примера 4, при исключениях, описанных далее. Перемешанный жидкофазный поток пара-ксилола плюс растворителя фильтрата поступает через стенку реакционной емкости на том же самом уровне по высоте по тому же самому каналу для течения с номиналом 3 дюйма. Однако систему внутреннего распределения жидкофазного исходного подаваемого материала из примера 4 не используют и перемешанный жидкофазный исходный подаваемый материал высвобождают в реакционную среду в качестве движущей текучей среды в эжекторе потока, известном на современном уровне техники и продемонстрированном на фиг.26. Эжектор разработан для разности давлений движущей текучей среды, равной 0,1 МПа. Эжектор располагают и ориентируют при выходе струи истечения вертикально вверх вдоль осевой центральной линии реакционной емкости на уровне по высоте, расположенном приблизительно на 4,5 м выше нижней TL. Объем реакционной среды, эжектируемой и перемешиваемой с движущей жидкостью, варьируется с течением времени в зависимости от стохастических явлений, связанных со скоплениями пузырьков в барботажной колонне на впускном отверстии эжектора. Однако усредненная по времени величина эжектируемого потока превышает величину потока для движущей текучей среды, что таким образом обеспечивает более быстрое разбавление поступающего пара-ксилола. Последующие перемешивание и химическая реакция протекают в соответствии с обычными стохастическими явлениями в барботажной колонне.
ПРИМЕР 10
Данный пример относится к подаче пара-ксилола на удалении от стенки реакционной емкости при использовании эжектора для газа и жидкости. В данном расчетном примере первоначальное диспергирование исходного подаваемого материала, образуемого пара-ксилолом, улучшают в результате использования эжектора, применяющего в качестве движущей силы поток газа. Реактор из данного примера характеризуется теми же самыми механической конфигурацией и граничными технологическими условиями, что и в случае примера 4, при исключениях, описанных далее. Как восьмиугольный барботер для окислителя, так и систему распределения жидкофазного исходного подаваемого материала удаляют. Вместо этого поступающий поток окислителя и перемешанный жидкофазный исходный подаваемый материал, образуемый пара-ксилолом плюс растворителем фильтрата, подают через независимые каналы во внутреннее пространство реакционной емкости. Там оба потока объединяют в качестве движущих текучих сред на впускном отверстии в эжектор потока, известный на современном уровне техники и продемонстрированный на фиг.27. Эжектор выравнивают в вертикальном направлении вдоль осевой центральной линии реакционной емкости. Его позиционируют при обращении выпускного отверстия вниз и располагают на 0,2 м ниже нижней линии начала изгиба реакционной емкости. Эжектор разработан для разности давлений движущих текучих сред, равной 0,1 МПа. Вблизи от области, где впервые объединяют исходные подаваемые материалы, образуемые сжатым воздухом и пара-ксилолом, располагают два температурных датчика. Данные температурные датчики соединяют с системами сигнализации и блокировки для отключения подачи окислителя и пара-ксилола, если будут обнаружены высокие температуры.
Объем эжекционной реакционной среды увеличен по сравнению с примером 9, и первоначальное разбавление поступающего пара-ксилола дополнительно улучшается. В дополнение к этому, жидкофазная часть реакционной среды с максимальными местными концентрациями пара-ксилола еще более непосредственно сопоставляется с газофазной частью с максимальной концентрацией молекулярного кислорода. Последующие перемешивание и химическая реакция протекают в соответствии с обычными стохастическими явлениями в барботажной колонне.
ПРИМЕРЫ 11-13
Примеры 11-13 представляют собой расчетные примеры, относящиеся, в частности, к использованию потоков жидкости из реакционной среды в каналах в целях содействия первоначальному диспергированию пара-ксилола в реакционной среде, но также и к демонстрации и других аспектов настоящего изобретения.
ПРИМЕР 11
Данный пример относится к использованию канала для течения в реакционной емкости для транспортирования жидкости в целях содействия первоначальному диспергированию поступающего пара-ксилола. Реактор из данного примера характеризуется теми же самыми механической конфигурацией и граничными технологическими условиями, что и в случае примера 4, при исключениях, описанных далее. Ссылка делается на фиг.24. Перемешанный жидкофазный поток пара-ксилола плюс растворителя фильтрата поступает через стенку реакционной емкости по каналу для течения с номиналом 3 дюйма, подобному тому, что и в примере 4. Однако систему внутреннего распределения жидкофазного исходного подаваемого материала примера 4 удаляют, а упомянутый перемешанный поток жидкости высвобождают не в нее, а в канал для течения. Канал для течения круглого поперечного сечения имеет внутренний диаметр, равный приблизительно 0,15 м для большей части его длины, включая его нижний конец, который располагается на 1 м выше нижней TL емкости. Общая высота прохождения канала для течения в вертикальном направлении составляет 21 м при отсчете от нижней TL емкости. На высоте 20 м от нижней TL емкости канал для течения расширяется до площади внутреннего поперечного сечения 0,5 м2 при одновременном прохождении в высоту еще на 1 м. Данная верхняя имеющая больший диаметр секция упомянутого канала для течения может восприниматься как внутренняя деаэрационная емкость, и фактически ее отчасти формируют при использовании стенки реакционной емкости. Канал для течения полностью располагают внутри реакционной емкости. В позиции верхнего впускного отверстия канала для течения реакционная среда значительно обеднена пара-ксилолом и пара-толуиловым альдегидом при одновременном наличии существенных концентраций пара-толуиловой кислоты и 4-карбоксибензальдегида. Реакционная среда, поступающая в область верха упомянутого канала для течения, по существу подвергается деаэрации, что обеспечивает получение более плотной среды во внутреннем пространстве упомянутого канала для течения по сравнению с остальной частью реакционной емкости. Суспензия в канале для течения перемещается сверху вниз при расходе, согласно оценке равном приблизительно 150 кг/с, где в данном случае падение давления при течении, интегрально суммированное по полной длине упомянутого канала для течения, достигает равновесия с разницей плотностей между внутренним и внешним пространствами, интегрально суммированной по полной длине упомянутого канала для течения. В данном движущемся сверху вниз потоке суспензии приблизительно 104 кг/с составляет жидкость, что равно приблизительно 69% мас. Поток исходного подаваемого материала, образуемого тщательно перемешанными пара-ксилолом и растворителем фильтрата, в общем составляющий приблизительно 20,2 кг/с, вводят в упомянутый канал для течения приблизительно на 5 м выше нижней TL. После этого в течение менее чем 1 с данная смесь перемещается сверху вниз по каналу для течения еще на 4 м, что составляет приблизительно 27 диаметров канала и становится существенно перемешанной. Таким образом, перед высвобождением в основу реакционной среды в барботажной колонне концентрация пара-ксилола в подходящем случае уменьшается до приблизительно 15000 м.д. мас. Последующие перемешивание и химическая реакция протекают в соответствии с обычными стохастическими явлениями в барботажной колонне.
ПРИМЕР 12
Данный пример относится к использованию внешнего для реакционной емкости канала для течения для транспортирования жидкости в целях содействия первоначальному диспергированию поступающего пара-ксилола. Реактор из данного примера характеризуется теми же самыми механической конфигурацией и граничными технологическими условиями, что и в случае примера 11, при исключениях, описанных далее, и со ссылкой на чертеж примера 25. Внутренний канал для течения удаляют и его заменяют на внешний канал для течения. Секция канала, соединяющая реакционную емкость с внешней секцией деаэрации, имеет внутренний диаметр своего круглого поперечного сечения 0,30 м и располагается на 20 м выше нижней TL. Внутренний диаметр круглого поперечного сечения внешней секции деаэрации составляет 1 м, а ее высота равна 2 м. Внутренний диаметр круглого поперечного сечения канала для течения ниже секции деаэрации составляет 0,20 м, что делает возможным достижение более значительных величин потоков при использовании напора от приблизительно того же самого доступного уровня по высоте. Для того чтобы регулировать расход в желательном диапазоне, в канал для течения вводят датчик расхода и клапан регулирования расхода. Например, для транспортирования суспензии регулятор расхода устанавливают на достижение 150 кг/с, что представляет собой то же самое, что согласно оценке имеет место в случае внутреннего канала для течения из примера 11. Перемешанный жидкофазный поток пара-ксилола и растворителя фильтрата вводят во внешний канал для течения приблизительно на 5 м выше нижней TL реакционной емкости. Выпускное отверстие внешнего канала для течения соединяют с днищем реакционной емкости. Таким образом, перед высвобождением в основу реакционной среды в барботажной колонне концентрация пара-ксилола в подходящем случае опять-таки уменьшается до приблизительно 15000 м.д. мас. Последующие перемешивание и химическая реакция протекают в соответствии с обычными стохастическими явлениями в барботажной колонне. Отбор суспензии продукта для последующей переработки производят через ответвление от упомянутого канала для течения ниже секции деаэрации и выше точки введения жидкофазного потока пара-ксилола и растворителя фильтрата, что таким образом устраняет необходимость наличия отдельной системы удаления и деаэрации суспензии.
ПРИМЕР 13
Данный пример относится к использованию канала для течения, включающего секции как вне, так и внутри реакционной емкости, для транспортирования жидкости в целях содействия первоначальному диспергированию поступающего пара-ксилола. Данный расчетный пример идентичен примеру 12 за исключением того, что второе ответвление во внешнем канале для течения располагается приблизительно на 3 м выше нижней TL реакционной емкости, что ниже точки введения перемешанного жидкофазного потока, образуемого пара-ксилолом и растворителем фильтрата. Круглое поперечное сечение канала для течения второго ответвления также имеет внутренний диаметр 0,20 м. В канале для течения второго ответвления располагают отдельный клапан регулирования расхода опять-таки для регулирования величины потока. Канал для течения ответвления проходит через боковую стенку реакционной емкости на 3 м выше нижней TL, и канал для течения ответвления проходит внутрь от стенки реакционной емкости на 0,4 м. Таким образом, канал ответвления включает секции как вне, так и внутри реакционной емкости. Поток можно вводить в реакционную емкость либо через канал выпуска днища, либо через внутренний канал выпуска боковой стенки, либо через оба канала сразу и при любом соотношении.
Изобретение было подробно описано с конкретной ссылкой на его предпочтительные варианты реализации, но необходимо понимать то, что в рамках объема и сущности изобретения возможна реализация и его вариаций и модификации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2382758C2 |
| СОСТАВ СЫРОЙ ТЕРЕФТАЛЕВОЙ КИСЛОТЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2005 |
|
RU2388744C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ В БАРБОТАЖНОЙ КОЛОННЕ РЕАКТОРНОГО ТИПА | 2005 |
|
RU2363534C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2381212C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2388745C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2006 |
|
RU2435753C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2363535C2 |
| ОПТИМИЗИРОВАННОЕ ЖИДКОФАЗНОЕ ОКИСЛЕНИЕ | 2005 |
|
RU2388738C2 |
| СИСТЕМА ОКИСЛЕНИЯ С ВНУТРЕННИМ ВТОРИЧНЫМ РЕАКТОРОМ | 2006 |
|
RU2448766C2 |
| СИСТЕМА ОКИСЛЕНИЯ, ИСПОЛЬЗУЮЩАЯ ВНУТРЕННЮЮ КОНСТРУКЦИЮ ДЛЯ УЛУЧШЕНИЯ ГИДРОДИНАМИКИ | 2006 |
|
RU2418629C2 |


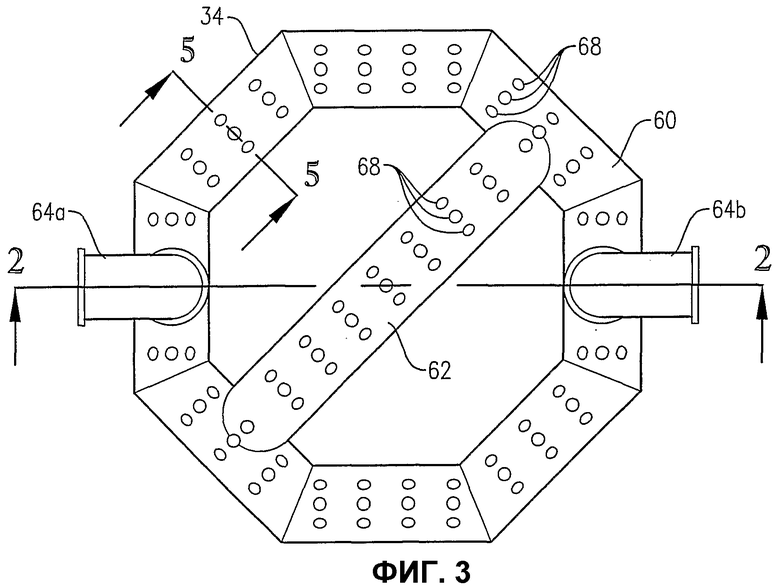



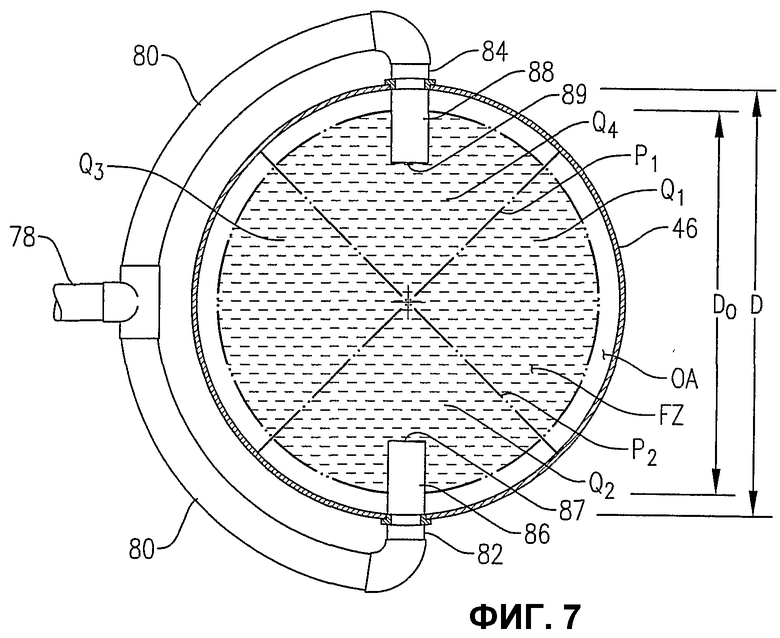









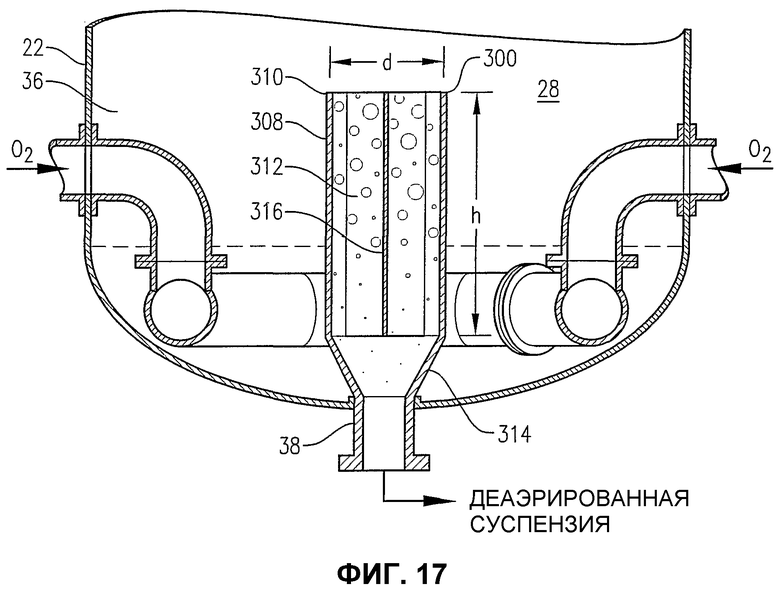
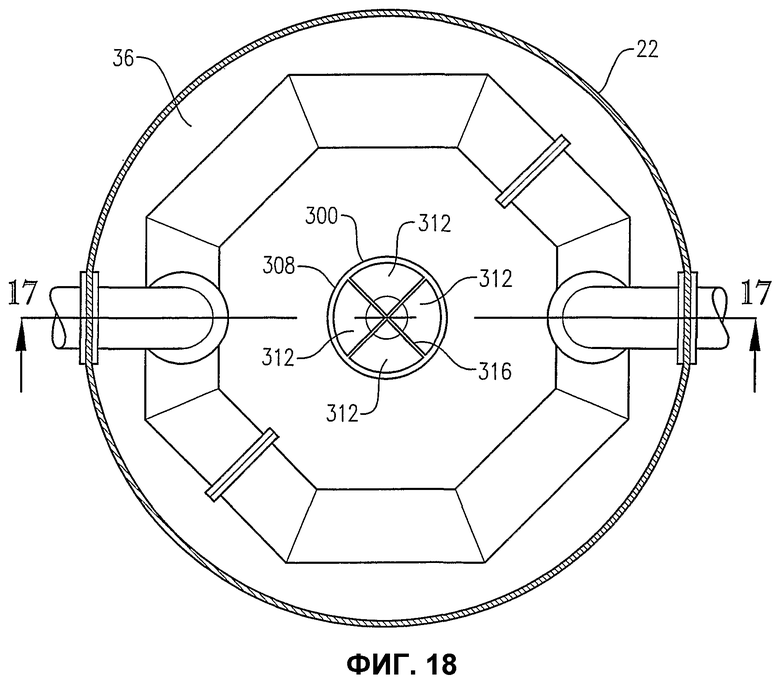




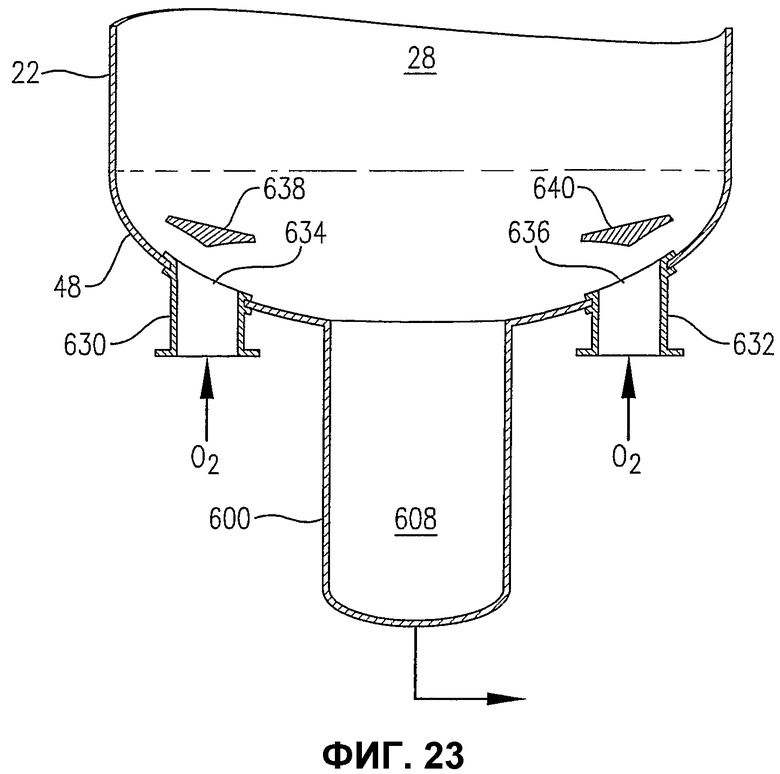

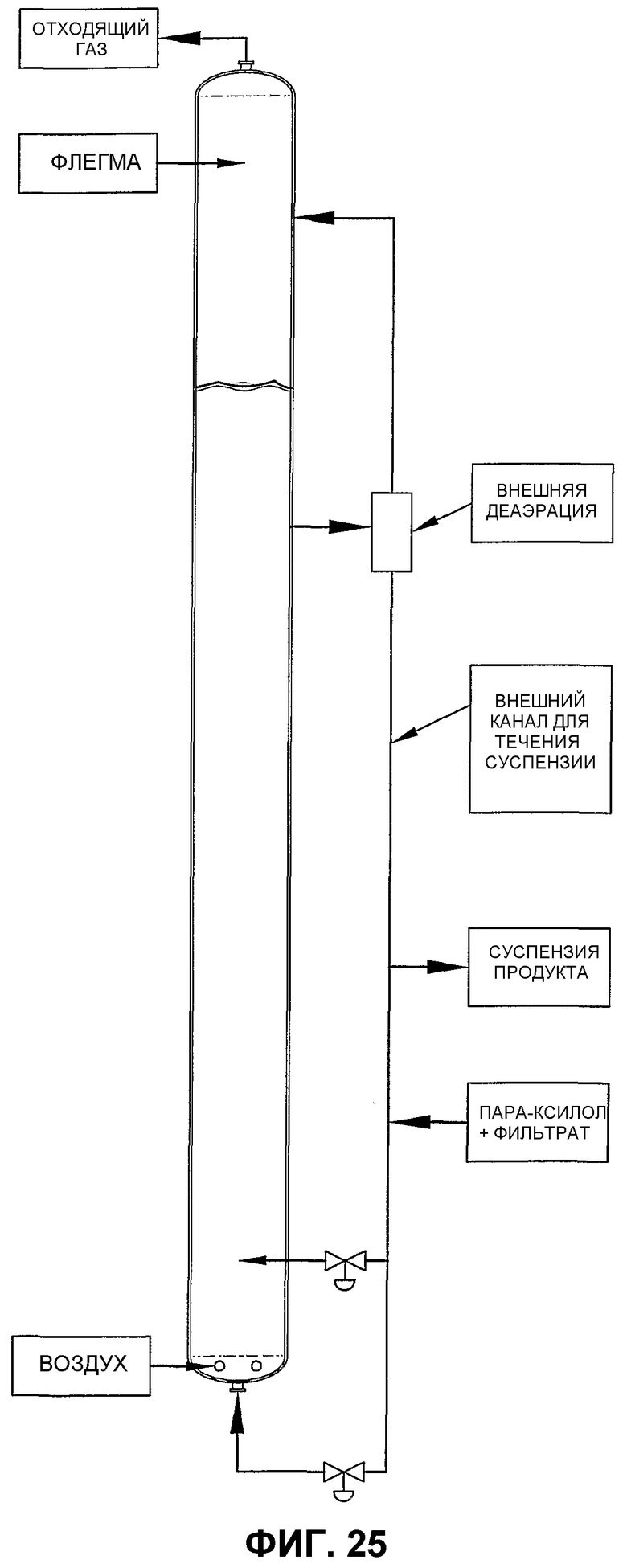











Изобретение относится к способу жидкофазного каталитического окисления ароматического соединения (варианты) и барботажной колонне реакторного типа и может найти использование в химической промышленности. Способ включает введение исходного окисляемого материала, содержащего окисляемое соединение, в зону реакции барботажной колонны реакторного типа через множество отверстий для исходного материала и потока окислителя, содержащего молекулярный кислород, в зону реакции упомянутой колонны через множество отверстий для окислителя, выполненных в канале барботера для окислителя. Обеспечивается падение давления в упомянутом канале на величину, не превышающую приблизительно 0,3 МПа. По второму варианту в способе, по меньшей мере, приблизительно 5% мас. от упомянутого потока окислителя выпускают из упомянутого канала в направлении сверху вниз. Барботажная колонна содержит корпус, определяющий удлиненную вдоль центральной оси зону реакции с максимальным диаметром (D), нижний уровень и верхний уровень которой отстоят один от другого на максимальном расстоянии (L), а соотношение L:D равно, по меньшей мере, приблизительно 3:1. В результате обеспечивается эффективное и экономичное проведение жидкофазного окисления окисляемого соединения. 3 н. и 50 з.п. ф-лы, 7 табл., 35 ил.
1. Способ жидкофазного каталитического окисления ароматического соединения, включающий введение исходного окисляемого материала, содержащего окисляемое соединение, в зону реакции барботажной колонны реакторного типа через множество отверстий для исходного материала и потока окислителя, содержащего молекулярный кислород, в зону реакции барботажной колонны реакторного типа через множество отверстий для окислителя, выполненных в канале барботера для окислителя, и обеспечение падения давления в упомянутом канале, связанного с выпуском упомянутого потока окислителя из упомянутого канала, на величину, не превышающую приблизительно 0,3 МПа, которое рассчитывают в виде усредненного по времени статического давления потока окислителя внутри канала для течения на впускных отверстиях для окислителя барботера минус усредненное по времени статическое давление в зоне реакции на уровне по высоте, на которой половину потока окислителя вводят выше данной позиции по высоте, а половину потока окислителя вводят ниже данной позиции по высоте.
2. Способ по п.1, в котором падение давления, связанное с выпуском упомянутого потока окислителя из упомянутого канала, составляет величину, не превышающую приблизительно 0,2 МПа.
3. Способ по п.1, в котором давление упомянутого потока окислителя в упомянутом канале находится в диапазоне от приблизительно 0,35 до приблизительно 1 МПа.
4. Способ по п.1, в котором, по меньшей мере, приблизительно 5 мас.% от упомянутого потока окислителя выпускают из упомянутого канала в направлении сверху вниз.
5. Способ по п.1, в котором, по меньшей мере, приблизительно 15 мас.% от упомянутого потока окислителя выпускают из упомянутого канала сверху вниз под углом в пределах 30° от вертикали.
6. Способ по п.1, в котором менее, чем приблизительно 75 мас.% от упомянутого потока окислителя выпускают из упомянутого канала в направлении снизу вверх.
7. Способ по п.1, в котором упомянутый канал включает, по меньшей мере, 10 упомянутых отверстий для окислителя, при этом по существу все упомянутые отверстия для окислителя имеют минимальный диаметр в диапазоне от приблизительно 2 до приблизительно 300 мм.
8. Способ по п.1, в котором падение давления, связанное с выпуском упомянутого потока окислителя из упомянутого канала, составляет величину, не превышающую приблизительно 0,1 МПа, при давлении упомянутого потока окислителя в упомянутом канале в диапазоне от приблизительно 0,45 до приблизительно 0,85 МПа.
9. Способ по п.1, в котором, по меньшей мере, приблизительно 20 мас.% от упомянутого потока окислителя выпускают из упомянутого канала в направлении сверху вниз, а менее, чем приблизительно 50 мас.% от упомянутого потока окислителя выпускают из упомянутого канала в направлении снизу вверх.
10. Способ по п.1, в котором в упомянутый канал дополнительно вводят поток окисляемого соединения в виде жидкости и осуществляют выпуск упомянутого потока окисляемого соединения в упомянутую зону реакции через одно или несколько упомянутых отверстий для окислителя.
11. Способ по п.10, в котором упомянутые введение и выпуск упомянутого потока окисляемого соединения обеспечивают вымывание твердой фазы из упомянутого канала через упомянутые отверстия для окислителя.
12. Способ по п.10, в котором упомянутый поток окисляемого соединения содержит пара-ксилол.
13. Способ по п.1, в котором, по меньшей мере, часть упомянутой зоны реакции определена одной или несколькими вертикальными боковыми стенками упомянутой барботажной колонны реакторного типа, при этом, по меньшей мере, приблизительно 25 мас.% от упомянутого молекулярного кислорода потока окислителя подают в упомянутую зону реакции в одной или нескольких позициях, отстоящих вовнутрь от упомянутых вертикальных боковых стенок, по меньшей мере, на 0,05D, где D - максимальный диаметр упомянутой зоны реакции.
14. Способ по п.1, в котором не более, чем приблизительно 80 мас.% упомянутого молекулярного кислорода подают в один вертикальный квадрант упомянутой зоны реакции, определяемый теоретически при помощи пары пересекающихся вертикальных плоскостей, разделяющих упомянутую зону реакции на 4 вертикальных квадранта с равным объемом.
15. Способ по п.1, в котором, по меньшей мере, приблизительно 25 мас.% от упомянутого молекулярного кислорода подают в упомянутую зону реакции в предпочтительной зоне подачи, при этом упомянутую предпочтительную зону подачи определяют как вертикальное кольцевое пространство, имеющее внешний диаметр 0,9D и внутренний диаметр 0,2D, где упомянутое вертикальное кольцевое пространство по существу центрировано в упомянутой зоне реакции, которая имеет максимальный диаметр (D).
16. Способ по п.1, который дополнительно включает окисление окисляемого соединения в жидкой фазе многофазной реакционной среды, содержащейся в упомянутой зоне реакции упомянутой барботажной колонны реакторного типа.
17. Способ по п.16, в котором упомянутое окисление проводят таким образом, что, если общий объем упомянутой реакционной среды теоретически разделить на 2000 дискретных горизонтальных слоев с равным объемом, то тогда менее, чем 120 упомянутых горизонтальных слоев будут характеризоваться величиной удержания газа, меньшей, чем 0,3, при расчете для усредненных по времени и объему величин.
18. Способ по п.16, в котором упомянутая реакционная среда характеризуется максимальной высотой (Н), максимальной шириной (W) с соотношением H:W, равным, по меньшей мере, приблизительно 3:1.
19. Способ по п.18, в котором упомянутое соотношение H:W находится в диапазоне от приблизительно 8:1 до приблизительно 20:1.
20. Способ по п.18, в котором основная часть упомянутого молекулярного кислорода поступает в упомянутую зону реакции в пределах приблизительно 0,25W от низа упомянутой зоны реакции.
21. Способ по п.18, который дополнительно включает введение в упомянутую зону реакции потока преимущественно жидкофазного исходного подаваемого материала, содержащего упомянутое окисляемое соединение, при этом, по меньшей мере, приблизительно 30 мас.%от упомянутого окисляемого соединения поступает в упомянутую зону реакции в пределах приблизительно 1,5W от самой нижней позиции, в которой в упомянутую зону реакции поступает упомянутый молекулярный кислород.
22. Способ по п.21, в котором упомянутый поток исходного подаваемого материала вводят в упомянутую зону реакции через множество отверстий для исходного подаваемого материала, где, по меньшей мере, два из упомянутых отверстий для исходного подаваемого материала разнесены по высоте одно от другого, по меньшей мере, приблизительно на 0,5W.
23. Способ по п.16, в котором упомянутым окисляемым соединением является ароматическое соединение.
24. Способ по п.16, в котором упомянутым окисляемым соединением является пара-ксилол.
25. Способ по п.16, в котором упомянутое окисление в упомянутой реакционной среде приводит к образованию твердой фазы, по меньшей мере, из приблизительно 10 мас.% от упомянутого окисляемого соединения.
26. Способ по п.16, в котором упомянутое окисление проводят в присутствии системы катализатора, содержащей кобальт, бром и марганец.
27. Способ по п.16, в котором упомянутое окисление в упомянутой барботажной колонне реакторного типа в упомянутой реакционной среде приводит к образованию терефталевой кислоты, при этом упомянутый способ дополнительно включает проведение, по меньшей мере, для части упомянутой терефталевой кислоты окисления в реакторе вторичного окисления.
28. Способ по п.27, в котором упомянутое окисление в упомянутом реакторе вторичного окисления проводят при средней температуре, по меньшей мере, приблизительно на 10°С превышающей температуру упомянутого окисления в упомянутой барботажной колонне реакторного типа.
29. Способ по п.27, в котором упомянутое окисление в упомянутом реакторе вторичного окисления проводят при средней температуре, превышающей среднюю температуру для упомянутой барботажной колонны реакторного типа на величину в диапазоне от приблизительно 20°С до приблизительно 80°С, где упомянутое окисление в упомянутой барботажной колонне реакторного типа проводят при средней температуре в диапазоне от приблизительно 140°С до приблизительно 180°С, а упомянутое окисление в упомянутом реакторе вторичного окисления проводят при средней температуре в диапазоне от приблизительно 180°С до приблизительно 220°С.
30. Способ жидкофазного каталитического окисления ароматического соединения, включающий введение исходного окисляемого материала, содержащего окисляемое соединение, в зону реакции барботажной колонны реакторного типа через множество отверстий для исходного материала и потока окислителя, содержащего молекулярный кислород, в зону реакции барботажной колонны реакторного типа через множество отверстий для окислителя, выполненных в канале барботера для окислителя при этом, по меньшей мере, приблизительно 5 мас.% от упомянутого потока окислителя выпускают из упомянутого канала в направлении сверху вниз.
31. Способ по п.30, в котором падение давления, связанное с выпуском упомянутого потока окислителя из упомянутого канала и которое рассчитывают в виде усредненного по времени статического давления потока окислителя внутри канала для течения на впускных отверстиях для окислителя барботера минус усредненное по времени статическое давление в зоне реакции на уровне по высоте, где половину потока окислителя вводят выше данной позиции по высоте, а половину потока окислителя вводят ниже данной позиции по высоте, составляет величину, не превышающую приблизительно 0,3 МПа, причем давление упомянутого потока окислителя в упомянутом канале находится в диапазоне от приблизительно 0,35 до приблизительно 1 МПа.
32. Способ по п.30, в котором, по меньшей мере, приблизительно 20 мас.% от упомянутого потока окислителя выпускают из упомянутого канала в направлении сверху вниз.
33. Способ по п.30, в котором менее, чем приблизительно 75 мас.% от упомянутого потока окислителя выпускают из упомянутого канала в направлении снизу вверх.
34. Способ по п.30, в котором упомянутый канал включает, по меньшей мере, 10 упомянутых отверстий для окислителя, при этом по существу все упомянутые отверстия для окислителя имеют минимальный диаметр в диапазоне от приблизительно 2 до приблизительно 300 мм.
35. Способ по п.30, в котором падение давления, связанное с выпуском упомянутого потока окислителя из упомянутого канала, составляет величину, не превышающую приблизительно 0,1 МПа, где давление упомянутого потока окислителя в упомянутом канале находится в диапазоне от приблизительно 0,45 до приблизительно 0,85 МПа.
36. Способ по п.30, в котором, по меньшей мере, приблизительно 75 мас.% от упомянутого потока окислителя выпускают из упомянутого канала в направлении сверху вниз, при этом, по меньшей мере, приблизительно 15 мас.% от упомянутого потока окислителя выпускают из упомянутого канала сверху вниз под углом в пределах 30° от вертикали.
37. Способ по п.30, в котором, по меньшей мере, часть упомянутой зоны реакции определяют одна или несколько вертикальных боковых стенок упомянутого реактора, где, по меньшей мере, приблизительно 25 мас.% от упомянутого молекулярного кислорода подают в упомянутую зону реакции в одной или нескольких позициях, отстоящих вовнутрь от упомянутых вертикальных боковых стенок, по меньшей мере, на 0,05D, где упомянутая зона реакции имеет максимальный диаметр (D).
38. Способ по п.30, в котором упомянутый молекулярный кислород подают в упомянутую зону реакции таким образом, что, если при помощи двух пересекающихся вертикальных плоскостей упомянутую зону реакции теоретически разделить на 4 вертикальных квадранта с равным объемом, то тогда в одном упомянутом вертикальном квадранте в упомянутую зону реакции будут поступать не более, чем приблизительно 80 мас.%от упомянутого молекулярного кислорода.
39. Способ по п.30, который дополнительно включает окисление окисляемого соединения в жидкой фазе многофазной реакционной среды, содержащейся в упомянутой зоне реакции упомянутой барботажной колонны реакторного типа.
40. Способ по п.39, в котором упомянутым окисляемым соединением является ароматическое соединение.
41. Способ по п.39, в котором упомянутым окисляемым соединением является пара-ксилол.
42. Способ по п.39, в котором упомянутое окисление проводят в присутствии системы катализатора, содержащей кобальт, бром и марганец.
43. Барботажная колонна реакторного типа для жидкофазного каталитического окисления ароматического соединения, предназначенная для проведения реакции между преимущественно жидкофазным потоком и преимущественно газофазным потоком, содержащая корпус, определяющий удлиненную вдоль центральной оси зону реакции с максимальным диаметром (D), нижний уровень и верхний уровень которой отстоят один от другого на максимальное расстояние (L), а соотношение L:D, равно, по меньшей мере, приблизительно 3:1, и барботер, выполненный с множеством отверстий для окислителя, предназначенных для выпуска в упомянутую зону реакции упомянутого потока газофазного окислителя, где, по меньшей мере, приблизительно 5% от общей площади реального сечения, определенного всеми упомянутыми отверстиями для окислителя, составляют отверстия, сконфигурированные для выпуска упомянутого потока окислителя в направлении, ориентированном в сторону упомянутого нормально нижнего уровня.
44. Барботажная колонна реакторного типа по п.43, в которой, по меньшей мере, приблизительно 20% от общей площади реального сечения, определенного всеми упомянутыми отверстиями для окислителя, являются отверстиями для окислителя, сконфигурированными для выпуска упомянутого потока окислителя в направлении, в большей степени ориентированном в сторону упомянутого нормально нижнего уровня, чем в сторону упомянутого нормально верхнего уровня.
45. Барботажная колонна реакторного типа по п.43, в которой менее, чем приблизительно 75% от общей площади реального сечения, определенного всеми упомянутыми отверстиями для окислителя, являются отверстиями для окислителя, сконфигурированными для выпуска упомянутого потока окислителя в направлении, в большей степени ориентированном в сторону упомянутого нормально верхнего уровня, чем в сторону упомянутого нормально нижнего уровня.
46. Барботажная колонна реакторного типа по п.43,в которой упомянутый барботер включает, по меньшей мере, 10 упомянутых отверстий для окислителя, при этом по существу все упомянутые отверстия для окислителя имеют диаметр в диапазоне от приблизительно 2 мм до приблизительно 300 мм.
47. Барботажная колонна реакторного типа по п.43, в которой, по меньшей мере, часть упомянутой зоны реакции определяют одна или несколько вертикальных боковых стенок упомянутого реактора, где, по меньшей мере, приблизительно 25% от общей площади реального сечения, определенного всеми упомянутыми отверстиями для окислителя, являются отверстиями для окислителя, отстоящими вовнутрь от упомянутых вертикальных боковых стенок, по меньшей мере, на 0,05D.
48. Барботажная колонна реакторного типа по п.43, в котором упомянутый барботер обеспечивает введение упомянутого газофазного потока в упомянутую зону реакции таким образом, что, если при помощи пары пересекающихся вертикальных плоскостей упомянутую зону реакции теоретически разделить на 4 вертикальных квадранта с равным объемом, то тогда на счет отверстий для окислителя, расположенных в одном упомянутом вертикальном квадранте, можно будет отнести не более, чем приблизительно 80% от общей площади реального сечения, определенного всеми упомянутыми отверстиями для окислителя.
49. Барботажная колонна реакторного типа по п.43, в котором, по меньшей мере, приблизительно 25% от общей площади реального сечения, определенного всеми упомянутыми отверстиями для окислителя, являются отверстиями для окислителя, расположенными в предпочтительной зоне подачи, где упомянутую предпочтительную зону подачи определяет теоретическое вертикальное кольцевое пространство, имеющее внешний диаметр 0,9D и внутренний диаметр 0,2D, где упомянутое вертикальное кольцевое пространство по существу центрируют в упомянутой зоне реакции.
50. Барботажная колонна реакторного типа по п.43, в котором основная часть общей площади реального сечения, определенного всеми упомянутыми отверстиями для газа, располагается в пределах приблизительно 0,25D от упомянутого нормально нижнего уровня упомянутой зоны реакции.
51. Барботажная колонна реакторного типа по п.43, в котором упомянутый реактор дополнительно включает одно или несколько отверстий для жидкости, предназначенных для выпуска в упомянутую зону реакции упомянутого жидкофазного потока, где, по меньшей мере, приблизительно 30% от общей площади реального сечения, определенного всеми упомянутыми отверстиями для окислителя, расположены в пределах приблизительно 1,5D от отверстия для окислителя, расположенного ближе всего к упомянутому нормально нижнему уровне.
52. Барботажная колонна реакторного типа по п.51, где упомянутый барбатер включает, по меньшей мере, два упомянутых отверстия для жидкости, отстоящие одно от другого, по меньшей мере, приблизительно на 0,5D.
53. Барботажная колонна реакторного типа по п.43, дополнительно включающая воспринимающее температуру устройство, расположенное в упомянутом барботере.
| US 6375921 A, 23.04.2002 | |||
| ЕР 0847800 А2, 17.06.1998 | |||
| АВТОКЛАВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПРОВЕДЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ВСКРЫТИЯ ПИРРОТИНОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2120332C1 |
| АППАРАТ ДЛЯ ПРОВЕДЕНИЯ ХИМИЧЕСКИХ ПРОЦЕССОВ | 1985 |
|
SU1429395A1 |
| РЕАКТОР ДЛЯ ЖИДКОФАЗНЫХ ПРОЦЕССОВ ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 1999 |
|
RU2147922C1 |
| РЕАКТОР ДЛЯ ЖИДКОФАЗНОГО ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ | 1996 |
|
RU2108856C1 |
| US 4233269 A, 11.11.1980 | |||
| WO 2004052820 A, 24.06.2004 | |||
| US 3785779 A, 15.01.1974. | |||

