Изобретение относится к оборудованию для гидрометаллургической переработки сложного полиметаллического сырья, в частности, для окислительного выщелачивания пирротинсодержащих материалов с использованием газообразного реагента-окислителя.
Известен автоклав непрерывного действия для высокотемпературного окислительного выщелачивания сульфидов тяжелых цветных металлов и железа с использованием в качестве окислителя газообразного кислорода, содержащий горизонтальный цилиндрический корпус, разделенный перегородками на несколько секций, в которых установлены одно- или двухъярусные механические перемешивающие устройства. При этом окислитель - газообразный кислород, подается в пульпу посредством барботеров, выполненных в виде изогнутых труб, подведенных под каждую мешалку нижнего яруса, с установленным на их свободном конце устройства для диспергирования кислорода до мелкодисперсных пузырьков (Berezowsky R.M. G. S. , Collins M.J., Kerfoot D.G.E. and Torres N. The commercial status of pressure leaching technology //JOM. - 1991. - vol. N 43. - N 2. - p. 9 - 15; Ernest Peters. The Mathematical Modeling of Leaching Sistems//JOM. - 1991. - vol. N 43. - N 2. - p. 20 - 26).
Недостаток известного автоклава заключается в сложности монтажа и демонтажа барботера в эксплуатационных условиях. Для промышленных автоклавов ввод барботажных труб под мешалку определяет, как правило, необходимость полного опорожнения аппарата и частичного демонтажа перемешивающего устройства при необходимости замены вышедшего из строя барботера. Это увеличивает время ремонта и снижает производительность автоклавного оборудования.
Кроме того, подвод окислителя непосредственно в зону работы мешалки приводит к образованию области повышенных температур за счет интенсивного выделения экзотермического тепла, образующегося в результате окисления сульфидов. Поэтому, при переработке легкоокисляющихся пирротиновых материалов в автоклаве известной конструкции, вследствие низкой теплопроводности образующихся железогидратных пульп в зоне омывания мешалки кислородом будут развиваться экстремальные условия, которые вызовут интенсивную коррозию лопаток мешалки и быстрый выход их из строя.
Известен автоклав для проведения непрерывных химических процессов с системе "газ - жидкость" или "газ - жидкость - твердое", содержащий горизонтальный цилиндрический корпус, разделенный на секции вертикальными перегородками. В каждой секции автоклава установлено по одному двухъярусному перемешивающему устройству механического типа, верхний ярус которого оборудован диффузором для аэрации и насыщения жидкой фазы газообразным реагентом (А.с. СССР N 373023, МКИ B 01 J 1/00, 1973. - БИ N 14).
Аэрирующие перемешивающие устройства являются сложными и очень дорогими в изготовлении агрегатами со строго заданными величинами зазоров между ротором и статором, выполненными из высоколегированных прецизионных конструкционных сталей. При перемешивании трехфазных пульп с высоким эрозионно-коррозионными свойствами аэрирующие мешалки подвержены значительному износу, приводящему к снижению технологических показателей, в частности к уменьшению разложения пирротина, и приводит к необходимости их полной замены. Это является значительным недостатком известного автоклава.
Наиболее близким к предлагаемому автоклаву по совокупности признаков и техническим характеристикам является автоклав непрерывного действия для окислительного высокотемпературного выщелачивания пирротиновых и никель-пирротиновых концентратов. Автоклав состоит из горизонтального цилиндрического корпуса, разделенного вертикальной перегородкой на две секции. В каждой секции попарно установлены двухъярусные аэрационно-перемешивающие устройства конструкции НИИХИММАШа с закрытой турбинной мешалкой для аэрации и перемешивания среды, винтовой мешалкой для поддержания твердых частиц во взвешенном состоянии и транспортирования материала к турбине-аэратору. Газовая фаза, несущая окислитель - кислород, подается в аэратор через диффузор. Для отвода избыточного тепла, выделяющегося в результате экзотермических реакций, автоклав снабжен встроенными трубчатыми теплообменниками (Борбат В.Ф., Воронов А. Б. Автоклавная технология переработки никель-пирротиновых концентратов. - М.: Металлургия, 1980. - С. 67 - 70; Борбат В.Ф. Гидрометаллургия. - М.: Металлургия, 1986. - С. 143 - 146).
Недостатком известного автоклава является сложная конструкция аэрационного устройства, предопределяющая значительный уровень эксплуатационных затрат.
Другим серьезным недостатком известного автоклава является отсутствие возможности гибкого регулирования расхода газообразного окислителя, вследствие того, что перемешивающие устройства автоклава имеют фиксированные аэрационные характеристики. Последние, кроме того, в ходе эксплуатации подвержены значительному дрейфу в результате коррозионно-эррозионного расширения зазора между статором и ротором, следствием чего является низкая степень использования газообразного реагента-окислителя и увеличение потерь ценных металлов при последующей переработке окисленной пульпы.
Задача, решаемая изобретением, заключается в удешевлении и упрощении аэрационного устройства автоклава при одновременном увеличении производительности автоклава, повышении степени разложения пирротина и увеличении степени использования газообразного окислителя за счет принудительной подачи последнего в зону высокоинтенсивной турбулентности потока пульпы, создаваемой синхронной работой пары перемешивающих устройств.
Сущность изобретения заключается в том, что в автоклаве непрерывного действия для проведения высокотемпературного вскрытия пирротиновых материалов в водной пульпе с использованием окислителя, содержащем горизонтальный цилиндрический корпус, разделенный вертикальными перегородками на секции, в которых попарно установлены двухъярусные перемешивающие устройства механического типа, устройства для подачи в пульпу газообразного окислителя и встроенные теплообменники, согласно изобретению, устройство для подачи в пульпу газообразного окислителя выполнено в виде вертикальной аэрационной трубы с перфорированным нижним участком и заглушенным свободным торцом, установленной между перемешивающими устройствами на расстоянии не более 0,8 диаметра мешалки от их оси симметрии, при этом, при переработке материалов, содержащих менее или 31 мас.%. серы, нижняя граница перфорации аэрационной трубы расположена на уровне не ниже 0,2 и не выше 0,8 диаметра мешалки нижнего яруса от плоскости ее вращения, а верхняя граница перфорации аэрационной трубы расположена ниже плоскости вращения мешалки верхнего яруса на 0,1 - 1,2 ее диаметра, при переработке же материалов, содержащих более 31 мас.% серы, нижняя граница перфорации аэрационной трубы расположена выше плоскости вращения мешалки нижнего яруса на 1,1 - 1,5 ее диаметра, а верхняя граница перфорации аэрационной трубы расположена выше плоскости вращения мешалки верхнего яруса не более чем на 0,5 ее диаметра.
Другим отличием автоклава является то, что плотность перфорации аэрационной трубы вдоль геометрических образующих ее поверхности является однородной, а перфорация в сечениях, перпендикулярных оси аэрационной трубы выполнена неоднородной.
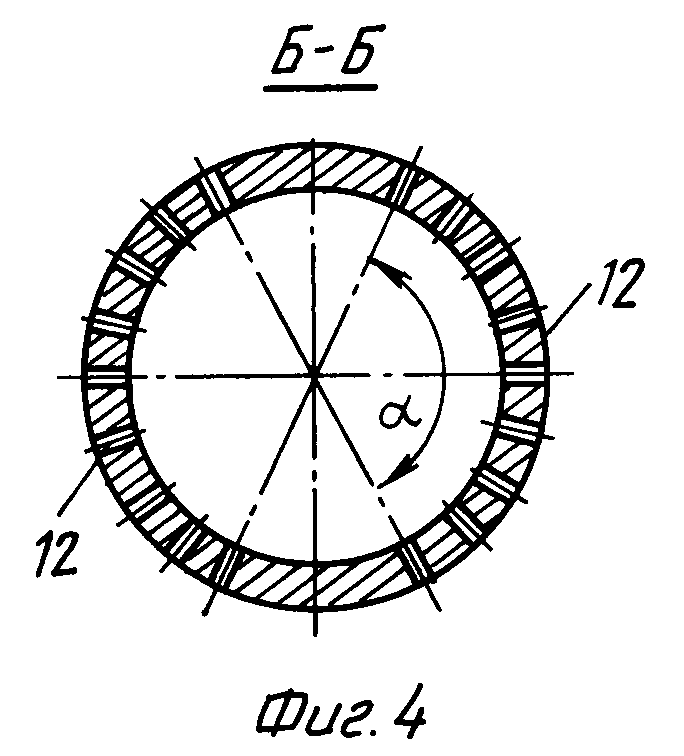
Следующее отличие автоклава заключается в том, что перфорированные участки аэрационной трубы в ее поперечном сечении представляют собой две равные дуги, каждая из которых опирается на центральный угол, равный (0,4 - 0,8) π радиан, развернутые в сторону перемешивающих устройств таким образом, что середина дуги лежит на линии, соединяющей точки пересечения оси аэрационной трубы и осей перемешивающих устройств с секущей плоскостью.
Автоклав предназначен для высокотемпературного вскрытия пирротинсодержащих материалов с широким диапазоном массовой доли серы. В качестве окислителя используют компримированный газообразный кислород или кислородовоздушную смесь (КВС).
Экспериментально установлено, что при наличии в одной секции автоклава двух перемешивающих устройств эффективность принудительной подачи газообразного окислителя в пульпу в значительной степени зависит от расположения перфорированного участка аэрационной трубы относительно оси симметрии перемешивающих устройств. По данным стендовых испытаний наилучшие условия диспергирования и массообмена достигаются при вводе газообразного окислителя (кислорода) в пространство между мешалками, ограниченное цилиндром радиуса 0,8 диаметра мешалки, ось которого совпадает с осью симметрии перемешивающих устройств. Это можно объяснить тем, что при работе двух перемешивающих устройств, вращающихся в одну и ту же сторону (например, по часовой стрелке), в каждой секции автоклава, вокруг мешалок образуются циркуляционные контуры, а в месте встречи этих контуров появляются вихревые зоны с наиболее интенсивным перемешиванием пульпы. Локальная диссипация кинетической энергии перемешиваемых потоков в этих зонах практически вдвое выше по сравнению со средним по секции значением. В связи с этим, подача газа через перфорированные трубы непосредственно в вихревые зоны приводит к тонкому диспергированию газообразного окислителя, увеличению удельной поверхности раздела фаз "газ - пульпа" и, следовательно, способствует повышению скорости растворения пузырьков газа, увеличению их времени пребывания в пульпе и, в конечном итоге, - повышению скорости полезного использования окислителя. Гидродинамические исследования показали, что "эпицентры" вихревых зон пульпы локализуются на оси симметрии перемешивающих устройств в плоскостях вращения мешалок. Установка диспергатора на расстоянии более 0,8 диаметра мешалки от оси симметрии перемешивающих устройств приводит к значительному снижению степени использования кислорода и ухудшает условия вскрытия пирротина. Последнее отрицательно влияет на показатели последующей переработки окисленной пульпы: снижает качество получаемого серосульфидного концентрата и увеличивает безвозвратные потери ценных компонентов с отвальными хвостами. При этом характерно что изменение положения диспергатора относительно указанной оси симметрии внутри области, ограниченной цилиндром с радиусом 0,8 диаметра мешалки, заметного влияния на показатели работы автоклава не оказывает.
Согласно экспериментальным данным на показатели работы предлагаемого автоклава существенное влияние также оказывает расположение участка перфорации аэрационной трубы относительно плоскостей вращения мешалок нижнего и верхнего яруса перемешивающих устройств. При этом оптимальная область расположения участка перфорации в значительной степени зависит от состава перерабатываемого пирротинового сырья.
При поступлении в переработку малосернистых пирротиновых материалов, содержащих не более 31 мас.% серы, наилучшие показатели работы предлагаемого автоклава достигается в том случае, когда нижняя граница перфорации аэрационной трубы находится на уровне не ниже 0,2 и не выше 0,8 диаметра мешалки нижнего яруса от плоскости ее вращения, а верхняя граница перфорации находится ниже плоскости вращения мешалки верхнего яруса на 0,1 - 1,2 ее диаметра. За пределами указанных диапазонов технологические результаты работы автоклава резко снижаются. В частности, при расположении нижней границы перфорации аэрационной трубы ниже 0,2 диаметра мешалки нижнего яруса от плоскости ее вращения область высоких температур ("факел" процесса) развивается в непосредственной близости от днища корпуса автоклава. Это приводит к быстрому разрушению слоя донной футеровки и снижению кампании работы автоклавного агрегата. Кроме того, чрезмерное заглубление перфорированного участка аэрационной трубы приводит к тому, что часть окислителя не попадает в область высокой турбулентности, создаваемой одновременной работы двух мешалок. Это снижает эффективность предлагаемой конструкции, что, в конечном итоге, выражается в снижении таких показателей как степень разложения пирротина и полнота использования окислителя. Расположение же нижней границы перфорации аэрационной трубы над плоскостью вращения мешалки нижнего яруса выше, на 0,8 диаметра мешалки, снижает степень однородности насыщения пульпы газообразным окислителем, что ухудшает условия тепло- и массообмена, и повышает функцию проскока автоклава. При расположении верхней границы перфорации аэрационной трубы ниже плоскости вращения мешалки верхнего яруса более чем на 1,2 ее диаметра степень использования окислителя повышается. Однако при этом возрастает плотность перфорации (удельная площадь "живого" сечения отверстий), что локализует область повышенных температур в зоне работы мешалки нижнего яруса, вызывая ее интенсивный коррозионно-кавитационный износ и снижая степень турбулизации потока пульпы в придонной зоне автоклава. Следствием этого является седиментационное уплотнение пульпы и повышение ее вязкости, что способствует агрегации образующейся элементной серы и появлению в пульпе крупных серосульфидных конгломератов ("песков" и гранул), повышающих потери цветных и драгоценных металлов с отвальными хвостами. В случае же, если верхняя граница перфорации аэрационной трубы находится ниже плоскости вращения мешалки верхнего яруса менее, чем на 0,1 ее диаметра, имеет место значительный проскок окислителя в газовую фазу автоклава, что, с одной стороны, приводит к неоднородности кинетики процесса окисления пирротина по высоте автоклава и, тем самым, к снижению качества обработки материала, с другой стороны, проскок окислителя снижает степень его использования, что ухудшает экономические показатели процесса.
Исследования показали, что при автоклавной переработке высокосернистых пирротиновых концентратов (содержащих более 31 мас.% серы) эффективная область подачи окислителя в пульпу находится выше, чем в случае переработки малосернистого пирротинового сырья. Для данного вида материалов нижняя граница перфорации аэрационной трубы должна находиться выше плоскости вращения мешалки нижнего яруса на 1,1 - 1,5 ее диаметра, а верхняя граница перфорации не должна возвышаться над плоскостью вращения верхнего яруса более чем на 0,5 ее диаметра. Установлено, что при расположении нижней границы перфорации аэрационной трубы менее, чем на 1,1 диаметра мешалки нижнего яруса над плоскостью ее вращения, то в донной части автоклава при переработке высокосернистых пирротиновых материалов образуется серосульфидный плав (т.н. "козел"), накопление которого приводит к аварийной остановке процесса. Это, по-видимому, обусловлено двумя причинами: повышенным удельным расходом окислителя, связанным с высоким содержанием в сырье легкоокисляющихся пирротинсульфидов, и значительным удельным выходом элементной серы, придающей окисленной пульпе склонность к агрегации и гранулообразованию. Процесс вскрытия высокосернистого сырья происходит более интенсивно, чем "рядового" что приводит к развитию более высоких температур в зоне контакта пульпы с кислородным "факелом" и появлению широкой области "перегретой" пульпы. Насыщение пульпы расплавленной элементной серой, характеризующейся в интервале температур ≈ 158 - 187oC аномальной зависимостью вязкости от температуры, приводит к загущению пульпы. Известно, что при 187oC вязкость серы достигает максимального значения (93,3 Па • с) и в этом состоянии жидкая сера практически полностью теряет текучесть (Менковский М.А., Яворский В.Т. Технология серы. - М. : Химия, 1985. - С.20). Экстремальное повышение вязкости элементной серы, с одной стороны, осложняет ее отделение от сульфидных минералов, с другой - повышает структурированность пульпы, ухудшая ее реологические свойства. Оба этих фактора способствуют образованию в автоклаве вязкого серосульфидного плава, вероятность появления которого резко повышается при расположении нижней границы перфорации аэрационной трубы на расстоянии менее 1,1 диаметра мешалки нижнего яруса над плоскостью ее вращения. Вместе с тем, при увеличении расстояния между нижней границей перфорации аэрационной трубы и плоскостью вращения мешалки нижнего яруса более чем на 1,5 диаметра мешалки, значительно увеличивается проскок окислителя в газовую фазу автоклавов и снижаются показатели автоклавной обработки пирротинового сырья, что приводит к повышению потерь ценных компонентов с отвальными хвостами. Для достижения высокого показателя использования окислителя и повышения степени разложения пирротина верхняя граница перфорации аэрационной трубы не должна находиться выше плоскости вращения мешалки верхнего яруса более чем на 0,5 диаметра мешалки.
Опыт эксплуатации стендовой модели предлагаемого автоклава показал, что перфорацию аэрационной трубы в ее поперечном сечении предпочтительно выполнять неоднородной. Струи окислителя, бьющие в направлении периферийных теплообменников и боковой футеровки корпуса автоклава, вызывают на холодильниках ускоренное образование серосульфидных настылей и термоэрозионное разрушение футеровальной керамики. В процессе стендовых испытаний было установлено, что наиболее эффективна конструкция аэрационной трубы, перфорированные участки которой в поперечном сечении представляют собой две равные дуги, каждая из которых опирается на центральный угол, равный (0,4 - 0,8) π радиан, в сторону перемешивающих устройств таким образом, что середина дуги лежит на линии, соединяющей точки пересечения трубы и перемешивающего устройства с секущей плоскостью. В том случае, когда указанный центральный угол равен меньше 0,4 π радиан возникает неоднородность окисления пирротина по сечению автоклава и увеличивается проскок окислителя в газовую фазу. Вместе с тем, при увеличении центрального угла более 0,8 π радиан резко ускоряются износ футеровки корпуса автоклава и зарастание холодильников серосульфидными настылями.
В завяленном автоклаве в отличие от всех известных технических решений найдено оптимальное положение кислородоподводящей аэрационной трубы относительно пары двухъярусных перемешивающих устройств. Кроме того, впервые выявлена связь между областью подачи в автоклав окислителя и серосодержанием исходного пирротинового сырья, на основе чего заявлено расположение устройства для подачи в пульпу газообразного окислителя относительно плоскостей вращения мешалок верхнего и нижнего ярусов.
Сведения об известности отличительных признаков предлагаемого технического решения при изучении патентной и научно-технической литературы не выявлены. Совокупность признаков, лежащая в основе заявленной конструкции автоклава и обеспечивающая его эффективность, явным образом из уровня техники не следует.
Таким образом, заявленный автоклав отвечает критерию изобретательского уровня.
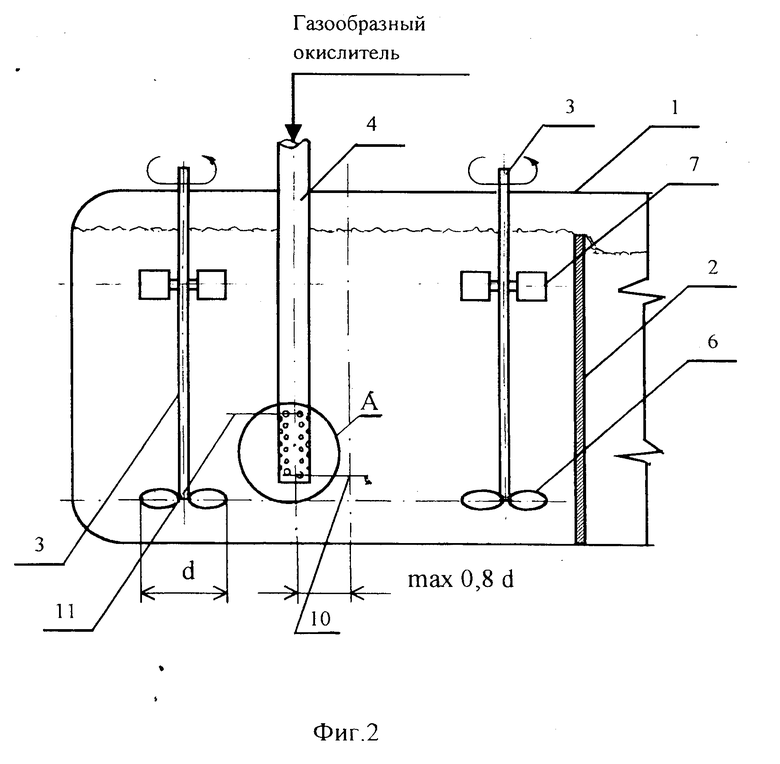
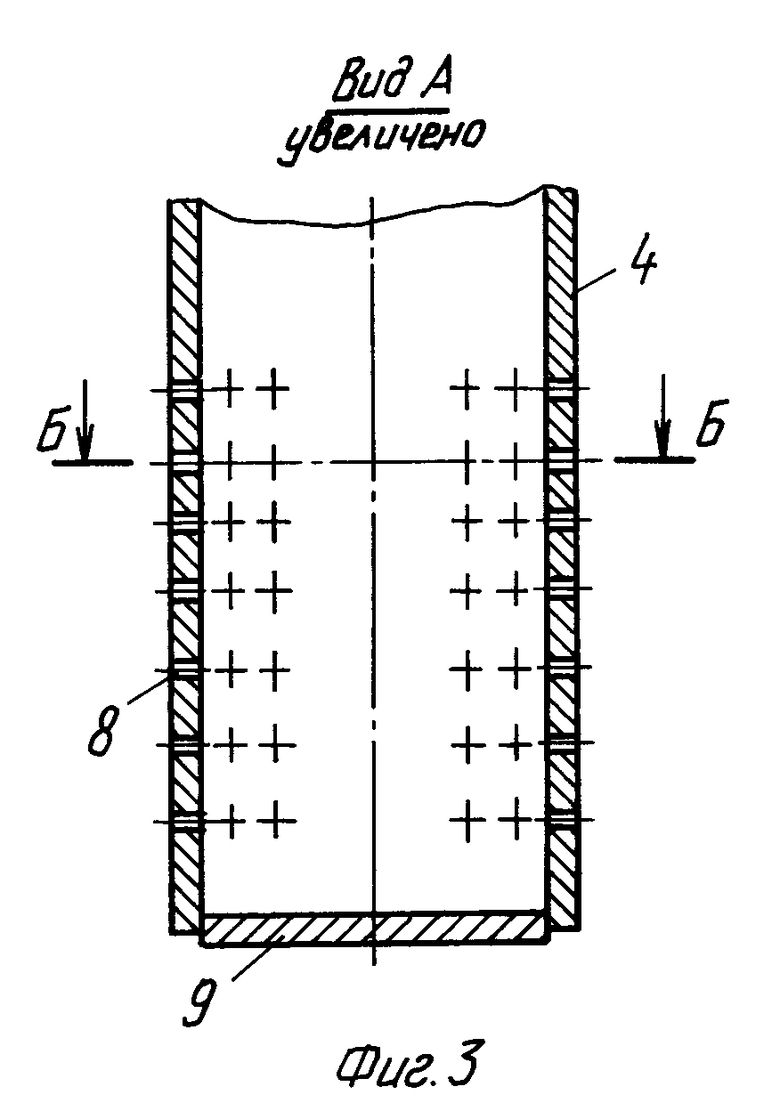
Изобретение поясняется чертежами, где: на фиг. 1 представлен общий вид 2-секционного автоклава непрерывного действия, на фиг. 2 - конструкция одной секции устройства для подачи в пульпу газообразного окислителя; на фиг. 3 показан вид А с фиг. 2 - нижний участок перфорированной трубы для подачи газообразного окислителя в автоклав; на фиг. 4 - разрез по Б-Б на фиг. 3.
Автоклав непрерывного действия для проведения высокотемпературного вскрытия пирротиновых материалов содержит (фиг. 1): горизонтальный цилиндрический корпус 1, разделенный вертикальными перегородками 2 на секции, в которых попарно установлены двухъярусные перемешивающие устройства 3 механического типа; устройства для подачи в пульпу газообразного окислителя, выполненные в виде вертикальных аэрозольных труб 4, и встроенные теплообменники 5. Перемешивающие устройства 3 выполнены двухъярусными и имеют мешалку нижнего яруса 6, и мешалку верхнего яруса 7 (фиг. 2). Вертикальная аэрационная труба 4 выполнена с перфорированным нижним участком 8 и заглушенным свободным торцом 9, и установлена между устройствами 3 на расстоянии не более 0,8 диаметра мешалки от их оси симметрии. При этом, при переработке материалов, содержащих менее или 31 мас.% серы, нижняя граница 10 перфорации аэрационной трубы 4 расположена на уровне не ниже 0,2 и не выше 0,8 диаметра мешалки нижнего яруса 6 от плоскости ее вращения, а верхняя граница 11 перфорации аэрационной трубы 4 расположена ниже плоскости вращения мешалки верхнего яруса 7 на 0,1 - 1,2 ее диаметра. При переработке же материалов, содержащих более 31 мас.% серы, нижняя граница 10 перфорации аэрационной трубы 4 расположена выше плоскости вращения мешалки нижнего яруса 6 на 1,1 - 1,5 ее диаметра, а верхняя граница 11 перфорации аэрационной трубы 4 расположена выше плоскости вращения мешалки верхнего яруса 7 не более чем на 0,5 диаметра мешалки 3. Плотность перфорации аэрационной трубы 4 вдоль геометрических образующих ее поверхности (фиг. 3) является однородной, а перфорация в сечениях перпендикулярных оси аэрационной трубы 4 (фиг. 4) выполнена неоднородной. Перфорированные участки аэрационной трубы 4 в ее поперечном сечении (Б-Б) представляют собой две равные дуги 12, каждая из которых опирается на центральный угол (α) равный (0,4 - 0,8) π радиан, развернутые в сторону перемешивающих устройств таким образом, что середина дуги лежит на линии, соединяющей точки пересечения оси аэрационной трубы 4 и осей перемешивающих устройств 3 с секущей плоскостью.
Автоклав работает следующим образом.
Пульпу исходного пирротинового материала с соотношением жидкой и твердой фаз Ж/Т = 1 - 2 непрерывно подают в корпус 1 первой секции автоклава через загрузочный штуцер (на чертеже не показан), откуда она перетекает через разделительную перегородку 2 в смежную секцию. В каждый секции происходит перемешивание пульпы парой двухъярусных перемешивающих устройств 3 и принудительное ее аэрирование с помощью заглубленной в слой пульпы перфорированной трубы 4. Процесс вскрытия пирротиновых материалов осуществляют при температуре выше точки плавления элементной серы в присутствии поверхностно-активного вещества, например, - технических лигносульфонатов. Вскрытие пирротина ведут под избыточным давлением газа - окислителя, в частности - кислорода, создаваемым рассредоточенной подачей в пульпу окисляющей газообразной смеси, например, - кислородовоздушной смеси (КВС). Газообразный окислитель подают в каждую секцию автоклава через аэрационную трубу 4 с перфорированным нижним участком 8 и заглушенным свободным торцом 9. Газообразный окислитель предпочтительно подают в колебательном режиме, параметры которого (амплитуду и период) выбирают в зависимости от конкретных физико-химических характеристик исходного материала: крупности, соотношения пирротина и пустой породы, массовой доли минералов меди, состава сопровождающей породы и др. факторов. Избыточное тепло экзотермических реакций окисления пирротина снимаются с помощью встроенных в автоклав теплообменников 5. Отработанный абгаз из автоклава через отдельный штуцер (на чертеже не показан) сбрасывают в атмосферу, а полученную окисленную пульпу охлаждают и под избыточным давлением разгружают в отдельный реактор (не показан). Дальнейшая переработка окисленной пульпы включает выделение ценных компонентов (цветных, драгоценных металлов и элементной серы) в самостоятельный (серосульфидный) концентрат и последующую его селекцию известными методами, например, - автоклавно-флотационным.
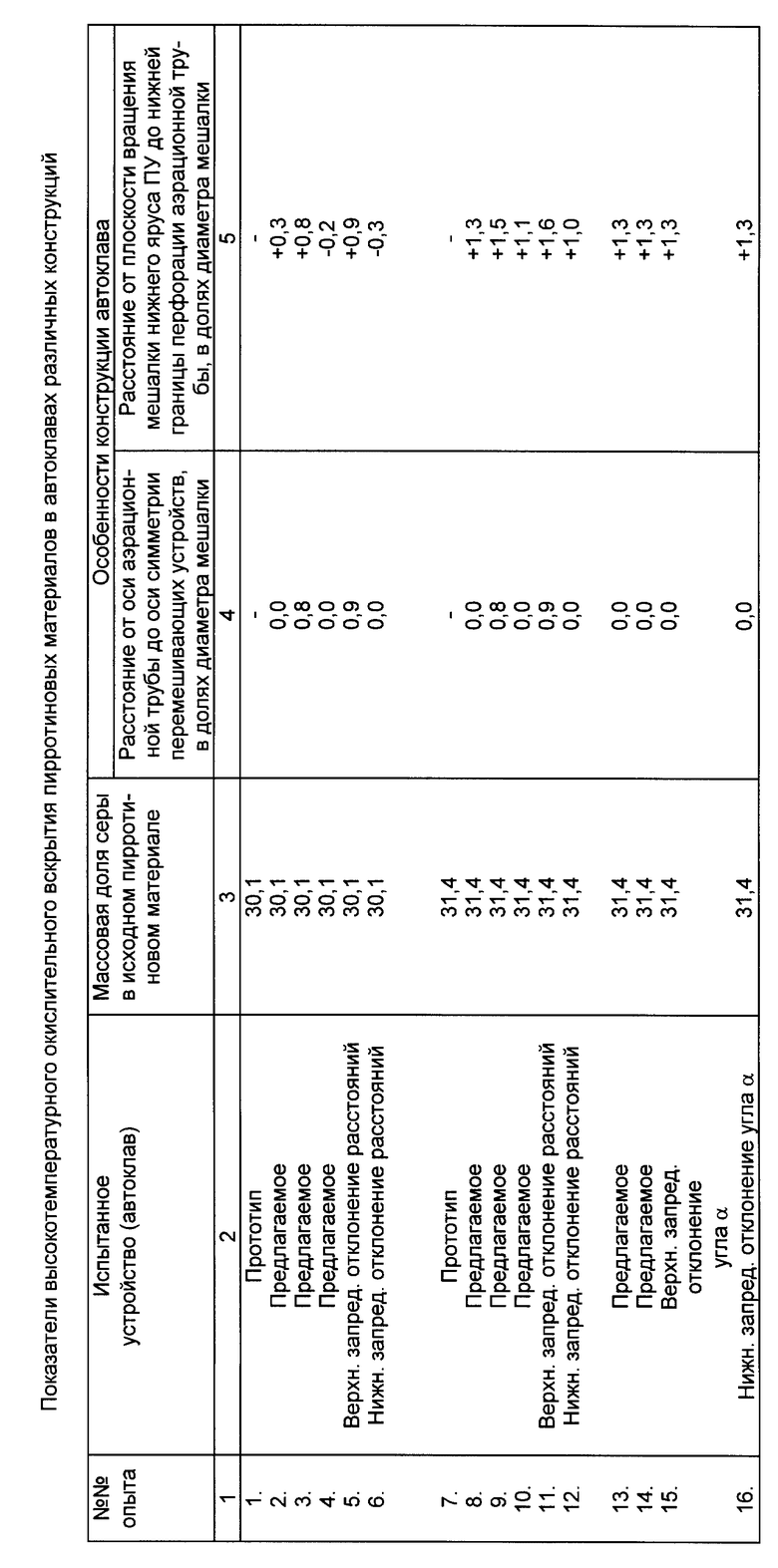
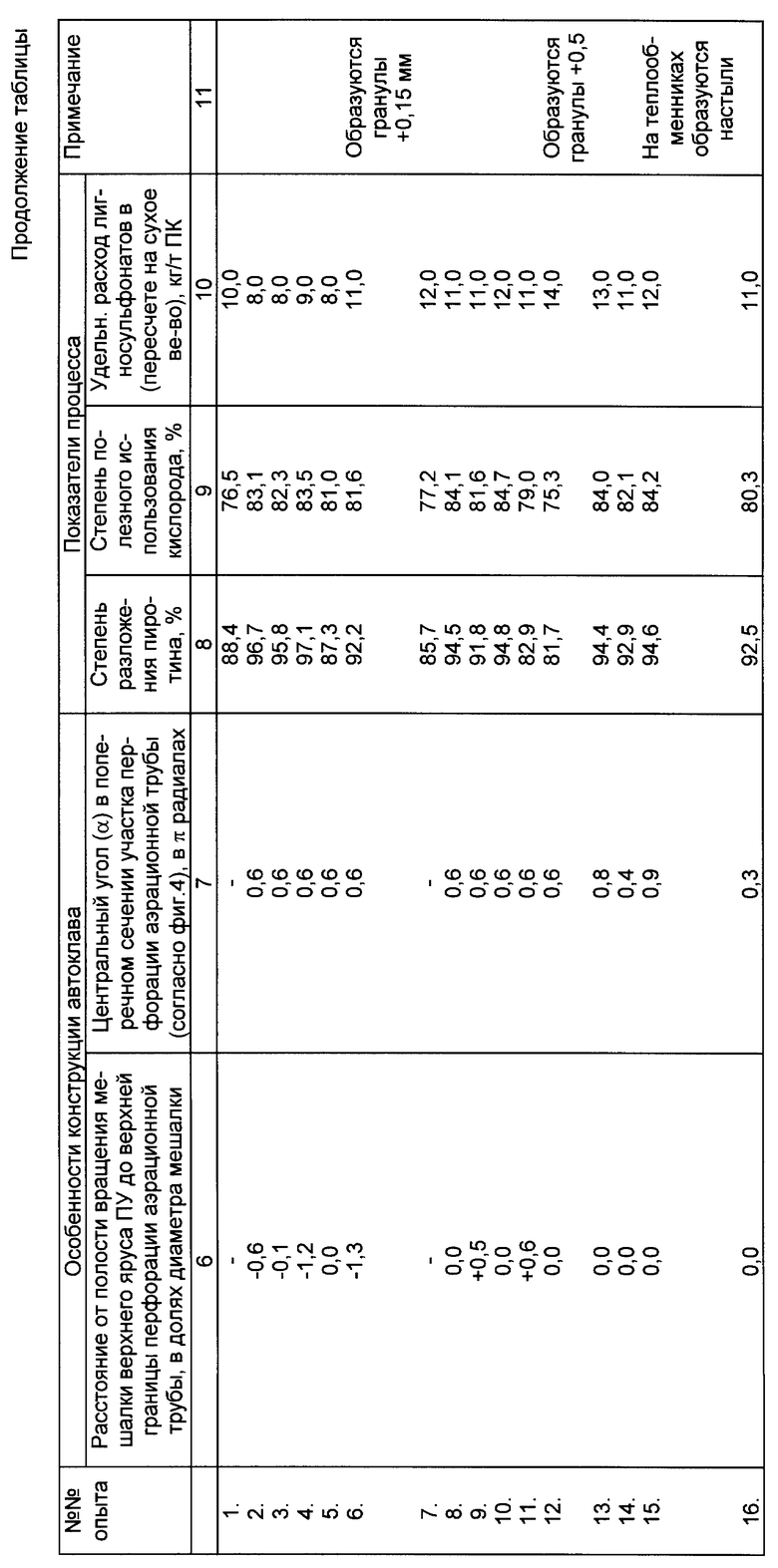
Технологическую эффективность работы автоклава оценивают, в основном, по трем показателям: степени разложения пирротина при фиксированной производительности процесса (или производительности процесса при заданной глубине разложения пирротина); степени использования газообразного окислителя и гранулометрическому составу окисленной пульпы. Конструкция автоклава тем более совершенна, чем выше его производительность (степень разложения пирротина); больше степень использования окислителя и меньше содержание частиц класса плюс 150 мкм в окисленной пульпе при фиксированном расходе ПАВ (лигносульфонатов) и одинаковом по составу пирротиновом сырье.
Предлагаемый автоклав описан в конкретных примерах и результаты его испытаний приведены в таблице.
Пример 1 (опыт 1 таблицы) - по прототипу
В эксперименте использовали "рядовой" пирротиновый концентрат (ПК) АО "Норильский комбинат", поступавший в гидрометаллургическую переработку Надеждинского металлургического завода, состава, %: никель - 2,13; медь - 0,66; кобальт - 0,095; железо - 49,3; сера - 30,1; породообразующие - 11,28; в т. ч. : SiO2 - 5,75; CaO - 1,91; Al2O3 - 2,19; MgO - 1,43; пирротин - 68,5. Крупность концентрата - 85% класса минус 44 мкм.
Окислительное вскрытие пирротинового концентрата проводили на пилотной установке в непрерывном режиме с использованием горизонтального 2-секционного автоклава вместимостью 50 дм3, оборудованном механическими двухъярусными самовсасывающими перемешивающими устройствами (конструкции АО "НИИХИММАШа"), попарно установленными в каждой секции, и встроенными теплообменниками. В качестве окислителя применяли технологический кислород (≈ 95% O2), который с постоянным расходом нагнетали компрессором в газовую фазу 1-й секции автоклава. Подача кислорода в пульпу осуществлялась за счет его всасывания из газовой фазы аэраторами перемешивающих устройств. Все 4 перемешивающих устройства автоклава имели одинаковые аэрационные характеристики (Kc= 1,2). Мешалки перемешивающих устройство были установлены в два яруса (аналогично ПУ промышленных автоклавов НМЗ): на верхнем ярусе располагался аэратор, на нижнем - шестилопастная турбинка открытого типа. Водную пульпу ПК с Ж:Т=2,0 насосом непрерывно подавали в первую секцию автоклава. Выщелачивание вели при температуре 140 - 150oC (средняя 145oC), парциальном давлении кислорода 0,9 МПа и расходе электроэнергии на перемешивание 0,16 кВт•ч на 1 м3 подаваемого в пульпу кислорода. В целях обеспечения контрастности получаемых результатов необходимой для повышения надежности выбора интервала заявляемых параметров и проведения сравнительной оценки эффективности предлагаемого автоклава, продолжительность процесса была ограничена и во всех экспериментах была равна 60 мин.
В данном опыте степень разложения пирротина составила всего 88,4%; а полное гранулоподавление достигнуто при расходе лигносульфоната (ЛСТ), равном 10 кг/т ПК. Степень полезного использования кислорода составила 76,5%.
Пример 2 (опыт 2 таблицы) - предлагаемый автоклав
Используемый пирротиновый концентрат и условия его высокотемпературного окислительного вскрытия такие же, как и в примере 1. Отличие заключается в конструкции применяемого стендового автоклава. В данном эксперименте кислород в каждую секцию автоклава подавали принудительно с помощью вертикальных аэрационных труб с перфорированным нижним участком и заглушенным свободным торцом. Аэрационные трубы были установлены между перемешивающими устройствами автоклава соосно с из осью симметрии. При этом нижняя граница перфорации аэрационной трубы находилась на 0,3 диаметра мешалки нижнего яруса выше плоскости ее вращения, а верхняя граница перфорации аэрационной трубы располагалась ниже плоскости вращения мешалки верхнего яруса на 0,6 ее диаметра. Плотность перфорации аэрационной трубы вдоль геометрических образующих ее поверхности была однородной, а перфорация в сечениях, перпендикулярных оси представляла собой две равные дуги, каждая из которых опиралась на центральный угол (α) , равный 0,6 π радиан, развернутые в сторону перемешивающих устройств таким образом, что средины дуг лежали на линии, соединяющей точки пересечения оси аэрационной трубы и осей перемешивающих устройств с секущей плоскостью (фиг.4).
Результаты эксперимента, приведенные в таблице, показывают, что автоклав предлагаемой конструкции обеспечил разложение пирротина на 96,7% при степени полезного использования кислорода 83,1%. Полное гранулоподавление было достигнуто при расходе ЛСТ, равном 8,0 кг/т ПК.
Пример 3 (опыт 8 таблицы) - предлагаемый автоклав
Условия эксперимента, оборудование и способ подачи кислорода такие же, как и в примере 2. Основным отличием явилось то, что в переработку поступал высокосернистый никель-пирротиновый концентрат, полученный при обогащении жильных медно-никелевых руд Талнахского и Октябрьского месторождений АО "Норильский комбинат". Состав концентрата,%: никель - 2,29; медь - 1,23; кобальт - 0,102; железо - 51,2; сера - 31,4; породообразующие - 8,48; в т.ч.: SiO2 - 4,58%; CaO - 1,21; Al2O3 - 2,01; MgO - 1,04; пирротин - 73,6. Крупность концентрата - 84% класса минус 44 мкм. Кроме этого, отличие данного эксперимента от примера 2 заключалось также в том, что нижняя граница перфорации аэрационной трубы располагалась над плоскостью вращения мешалки нижнего яруса перемешивающего устройства на расстоянии, равном 1,3 ее диаметра, а верхняя граница перфорации аэрационной трубы находилась в одной плоскости с мешалкой верхнего яруса. В остальном конструкции автоклавов в примерах 2 и 3 были полностью идентичны.
В данном эксперименте степень разложения пирротина составила 94,5%, что значительно выше, чем при использовании автоклава-прототипа (оп.7), в котором при прочих равных условиях пирротин был вскрыт только на 85,7%. Степень полезного использования кислорода составила 84,1% (против 77,2% в прототипе), а расход ЛСТ был снижен с 12,0 (оп.7) до 11,0 кг/т ПК без видимых признаков агрегации элементной серы.
В таблице также приведены примеры, отличающиеся составом исходного пирротинового сырья и конструктивными особенностями стендового автоклава: величиной смещения аэрационных труб от осей симметрии перемешивающих устройств, расположением границ участка перфорации аэрационных труб относительно плоскостей вращения мешалок и геометрией распределения перфорации в плоскости поперечного сечения аэрационных труб.
Согласно полученным экспериментальным результатам (опыты 2 oC 4, 8 oC 10, 13 и 14), предлагаемый автоклав обеспечивает более высокие показатели переработки различных по составу пирротиновых материалов, чем автоклав - прототип, оборудованный сложными и дорогими самовсасывающими перемешивающими устройствами. Расположение перфорированной части аэрационной трубы (диспергатора) непосредственно в вихревой зоне пульпы (опыты 2, 4, 8, 10, 13 и 14) позволяет добиться наилучших результатов вскрытия пирротинового сырья: глубины разложения пирротина - 92,9 oC 97,1%, степени полезного использования кислорода - 82,1 oC 84,7% при одновременном снижении расхода ЛСТ по сравнению с прототипом ≈ до 20% отн. без появления признаков гранулообразования.
Прямолинейность и ввод аэрационных труб между мешалками, а не под мешалки, как это принято в практике зарубежных предприятий, наряду с отмеченными выше технологическими преимуществами обеспечивает возможность быстрого демонтажа и монтажа диспергирующих устройств. Это увеличивает коэффициент машинного времени работы автоклавного агрегата и, соответственно, годовой объем переработки пирротинового сырья.
Предусмотренная в заявляемом автоклаве принудительная подача окислителя в слой пульпы с помощью аэрационных труб обеспечит упрощение конструкции и, соответственно, удешевление перемешивающих устройств, что в последнее время сделалось весьма актуальным в связи с резким удорожанием восстановительных ремонтов ПУ и быстрым износом их аэрирующих устройств.
Предлагаемая конструкция автоклава может быть легко и эффективно реализована на базе действующего автоклавного оборудования НМЗ АО "Норильский комбинат" без значительных капитальных затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОКИСЛИТЕЛЬНОГО АВТОКЛАВНОГО ВЫЩЕЛАЧИВАНИЯ ПОЛИМЕТАЛЛИЧЕСКИХ ФЕРРОСУЛЬФИДНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ДРАГОЦЕННЫЕ МЕТАЛЛЫ | 1997 |
|
RU2117709C1 |
| СПОСОБ ФЛОТАЦИИ ПЕНТЛАНДИТА ИЗ ПОЛИМЕТАЛЛИЧЕСКИХ ПИРРОТИНСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1997 |
|
RU2108168C1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ ПОЛИМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1989 |
|
SU1609162A1 |
| СПОСОБ СЕЛЕКТИВНОЙ ФЛОТАЦИИ ПЕНТЛАНДИТА В ЩЕЛОЧНОЙ СРЕДЕ ИЗ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ПИРРОТИНСУЛЬФИДЫ | 1997 |
|
RU2108167C1 |
| Способ переработки сульфидных полиметаллических материалов | 1987 |
|
SU1423616A1 |
| СПОСОБ ПЕРЕРАБОТКИ СУЛЬФИДНЫХ ТРУДНОВСКРЫВАЕМЫХ ПИРРОТИНСОДЕРЖАЩИХ МАТЕРИАЛОВ, ПАССИВИРОВАННЫХ ПРОДУКТАМИ КИСЛОРОДНОЙ КОРРОЗИИ СУЛЬФИДОВ | 2002 |
|
RU2235139C1 |
| АВТОКЛАВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ОКИСЛИТЕЛЬНОГО ВЫЩЕЛАЧИВАНИЯ МЕТАЛЛОВ | 2000 |
|
RU2171709C1 |
| СПОСОБ ФЛОТАЦИОННОГО ОБОГАЩЕНИЯ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ МЕДИСТЫХ РУД | 1997 |
|
RU2134616C1 |
| СПОСОБ КОЛЛЕКТИВНОЙ ФЛОТАЦИИ СУЛЬФИДОВ, СОДЕРЖАЩИХ БЛАГОРОДНЫЕ МЕТАЛЛЫ, ИЗ ПОЛИМЕТАЛЛИЧЕСКИХ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1995 |
|
RU2100095C1 |
| Способ переработки пирротинового полиметаллического материала | 1986 |
|
SU1381185A1 |
Изобретение относится к автоклавам для гидротермического вскрытия пирротинового сырья с использованием газообразного реагента-окислителя. Автоклав содержит горизонтальный цилиндрический корпус, разделенный вертикальными перегородками на секции, в которых попарно установлены двухъярусные перемешивающие устройства механического типа, встроенные теплообменники и устройства для подачи в пульпу газообразного окислителя, которое выполнено в виде вертикальной аэрационной трубы с перфорированным нижним участком и заглушенным свободным торцом, установленной между перемешивающими устройствами на расстоянии не более 0,8 диаметра мешалки от их оси симметрии. При этом при переработке материалов, содержащих менее или 31 мас.% серы, нижняя граница перфорации аэрационной трубы расположена на уровне не ниже 0,2 и не выше 0,8 диаметра мешалки нижнего яруса от плоскости ее вращения, а верхняя граница перфорации аэрационной трубы расположена ниже плоскости вращения мешалки верхнего яруса на 0,1 - 1,2 ее диаметра. При переработке же материалов, содержащих более 31 мас.% серы, нижняя граница перфорации аэрационной трубы расположена выше плоскости вращения мешалки нижнего яруса на 1,1 - 1,5 ее диаметра, а верхняя граница перфорации аэрационной трубы расположена выше плоскости вращения мешалки верхнего яруса не более чем на 0,5 ее диаметра. Плотность перфорации аэрационной трубы вдоль геометрических образующих ее поверхности является однородной, а перфорация в сечениях, перпендикулярных оси аэрационной трубы, выполнена неоднородной. Перфорированные участки аэрационной трубы в ее поперечном сечении представляют собой две равные дуги, каждая из которых опирается на центральный угол, равный (0,4 - 0,8) π радиан, развернутые в сторону перемешивающих устройств таким образом, что середина дуги лежит на линии, соединяющей точки пересечения оси аэрационной трубы и осей перемешивающих устройств с секущей плоскостью. Использование изобретения позволяет увеличить производительность автоклава, повысить степень разложения пирротина и увеличить степень использования газообразного окислителя. 2 з.п. ф-лы, 4 ил., 1 табл.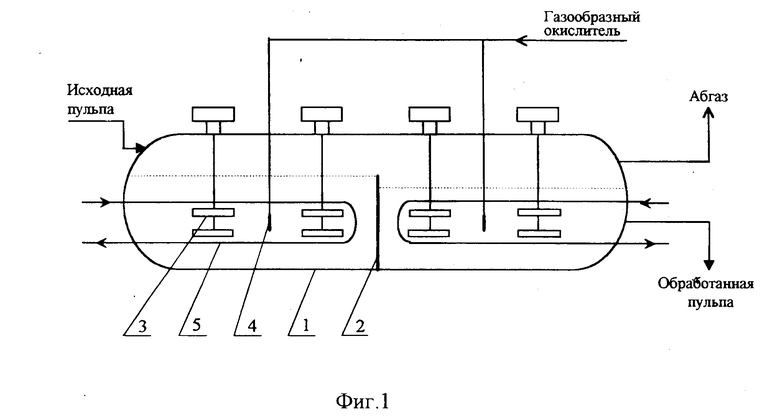
| Борбат В.Ф., Воронов А.Б | |||
| Автоклавная технология переработки никель-пирротиновых концентратов | |||
| - М.: Металлургия, 1980, с.67 - 70 | |||
| ЙСЕСОгГЗНАЯ? | 0 |
|
SU373023A1 |
| Горизонтальный автоклав | 1982 |
|
SU1152642A1 |
| US 3961909 A, 08.06.76 | |||
| Устройство для управления светофором | 1976 |
|
SU633060A1 |

