Предлагаемое изобретение относится к конструкции быстроразъемных высокогерметичных соединений труб и может быть использовано в трубопроводах высокого давления, предназначенных для транспортировки нефти, воды, а также для использования в системах нефтегазопроводов технологических промысловых трубопроводов, в химических и подобных им производствах.
Известно разъемное соединение для трубопроводов (ГОСТ 632-80 Трубы обсадные и муфты к ним. Технические условия. Москва, 1989 г., Госкомитет СССР по стандартам, стр.8, рис.3), содержащее концевые части соединяемых труб с наружной однонаправленной винтовой резьбой, цилиндрическую резьбовую муфту, имеющую внутри с обеих сторон однонаправленную ответную винтовую резьбу, а в средней части своей внутренней поверхности - радиальный кольцевой выступ, служащий осевым упором для торцовых поверхностей кольцевых уступов, выполненных на концевых частях соединяемых труб. На кольцевых уступах соединяемых труб установлены уплотнительные кольца из неметаллического материала для уплотнения торцовых поверхностей упомянутых кольцевых уступов соединяемых труб.
Основные недостатки известного разъемного соединения
1. Конструкция известного разъемного соединения предназначена для эксплуатации при невысоких параметрах давления рабочей среды из-за использования уплотнительных колец, изготовленных из неметаллического материала.
2. Снижение герметичности соединения из-за неодинакового по величине усилия прижатия к уплотнительным кольцам торцовых уплотнительных поверхностей концевых частей соединяемых труб. Также возможна деформация уплотнительных колец при сборке известного соединения и, как следствие этого, нарушение герметичности.
3. При замене уплотнительного кольца в собранном трубопроводе требуется раздвигать трубы в осевом направлении, а для этого необходимо вырезать часть трубы для вывинчивания ее концевой части из резьбовой муфты, что увеличивает длительность и трудоемкость процесса разборки соединения.
Известно разъемное соединение для трубопроводов (патент РФ №2135876, МПК F16L 21/00, приоритет 06.03.1998 г., опубликовано 27.08.1999 г.), которое содержит концевые части соединяемых труб, снабженных наружной однонаправленной винтовой резьбой, цилиндрическую цельнотелую резьбовую муфту, имеющую внутри с обеих ответных сторон однонаправленную винтовую резьбу. Внутри резьбовой муфты в средней ее части имеется радиальный кольцевой выступ, который изготовлен за одно целое с телом муфты и выполняет функцию упорного уплотнительного кольца для уплотнения торцовых поверхностей соединяемых труб. На наружной поверхности резьбовой муфты выполнены элементы зацепления в виде радиальных отверстий под специальный ключ для приложения к ней крутящего момента.
Основные недостатки известного разъемного соединения заключаются в следующем. При сборке трубопровода с использованием известного разъемного соединения необходимо в предварительно навинченную на одну из соединяемых труб резьбовую муфту ввинчивать другую присоединяемую к ней трубу. При разборке трубопровода необходимо вывинчивать из этой установленной на трубе резьбовой муфты отсоединяемую от нее трубу. Указанные процессы сборки и разборки известного соединения являются достаточно сложными и трудоемкими, учитывая значительные длину и вес трубы промысловых трубопроводов. В процессе ввинчивания торцовая поверхность концевой части трубы достигает контакта с поверхностью неподвижного кольцевого выступа резьбовой муфты, выполняющего функцию уплотнительного кольца, и испытывает как осевые, так и тангенциально направленные нагрузки, которые могут привести к пластической деформации торцовых уплотнительных поверхностей трубы и кольцевого выступа резьбовой муфты, не имеющего возможности осевого перемещения, что, в свою очередь, может стать причиной нарушения герметичности соединения. Невозможность осевого перемещения кольцевого выступа резьбовой муфты приводит к неравномерности прижатия к его торцовым уплотнительным поверхностям торцовых поверхностей соединяемых труб. По этой причине невозможно создать на их уплотнительных поверхностях одинаковую величину контактного давления, что также может снизить герметичность соединения. Кроме того, при вывинчивании трубы из резьбовой муфты в собранном трубопроводе требуется свободное пространство для ее осевого перемещения на всю длину контактной резьбовой части трубы, поэтому необходимо вырезать часть трубопровода или все разъемное соединение, чтобы произвести, например, замену трубы или резьбовой муфты при нарушении уплотнительных поверхностей кольцевого выступа (уплотнительного кольца). Все указанные операции требуют значительных затрат времени и материальных ресурсов. Существенным недостатком соединения также является снижение его герметичности ввиду сложности процесса обработки уплотнительных поверхностей уплотнительного кольца (выступа) из-за трудного доступа к нему внутри муфты.
Задачей предлагаемого изобретения является повышение герметичности разъемного соединения, упрощение и ускорение процессов его сборки и разборки, а также снижение трудоемкости упомянутых процессов.
Поставленная задача решается тем, что разъемное соединение для трубопроводов, содержащее концевые части соединяемых труб, снабженные наружной винтовой резьбой, резьбовую муфту, имеющую внутри с обеих ответных сторон винтовую резьбу, а на наружной поверхности элементы зацепления для приложения к ней крутящего момента, уплотнительное кольцо для уплотнения торцовых поверхностей концевых частей соединяемых труб, расположенное в средней части резьбовой муфты, согласно изобретению уплотнительное кольцо для уплотнения торцовых поверхностей концевых частей соединяемых труб изготовлено в виде отдельной детали и установлено в резьбовой муфте с возможностью осевого перемещения, резьбовая муфта имеет осевой разъем, разделяющий ее на две полумуфты, на концевой части одной соединяемой трубы и на ответной стороне резьбовой муфты винтовая резьба имеет левое направление витков, а на концевой части другой соединяемой трубы и на ответной стороне резьбовой муфты винтовая резьба имеет правое направление витков, резьбовая муфта снабжена охватывающей муфтой, которая установлена на резьбовой муфте для удержания ее полумуфт в собранном рабочем положении, при этом на ее внутренней поверхности выполнены ответные элементы зацепления, взаимодействующие с элементами зацепления резьбовой муфты, а наружная поверхность охватывающей муфты снабжена элементами зацепления для приложения к ней крутящего момента.
Уплотнительное кольцо может быть установлено в кольцевой канавке, выполненной в средней части резьбовой муфты.
Уплотнительное кольцо может быть выполнено в виде стальной линзы, имеющей трапецеидальный профиль сечения, при этом торцовые поверхности концевых частей соединяемых труб могут иметь конический профиль сечения.
Уплотнительное кольцо может быть выполнено в виде плоской прокладки, изготовленной из неметаллического материала, например из паронита, графлекса или фторопласта, при этом торцовые поверхности концевых частей соединяемых труб могут быть выполнены плоскими.
Элементы зацепления на наружной поверхности резьбовой муфты и на внутренней и наружной поверхностях охватывающей муфты могут быть выполнены в виде граней правильной шестигранной призмы.
Охватывающая муфта может быть установлена на резьбовой муфте с минимальным радиальным зазором и с возможностью осевого перемещения.
Элементы зацепления на наружной поверхности охватывающей муфты могут быть выполнены в виде отверстий под ключ.
Элементы зацепления на наружной поверхности охватывающей муфты могут быть выполнены в виде лысок под ключ.
На концевых частях соединяемых труб может быть выполнено по две противолежащих лыски под ключ для удержания соединяемых труб от проворачивания при сборке и разборке разъемного соединения.
Технический результат изобретения выражается в уменьшении вероятности возникновения пластической деформации торцовых поверхностей соединяемых труб за счет исключения их вращения при затяжке резьбовой муфты. Другой технический результат изобретения выражается в том, что не требуется вырезать часть трубопровода при разборке соединения или замене трубы, так как в указанных случаях достаточно создания минимального зазора между уплотнительными поверхностями разъемного соединения.
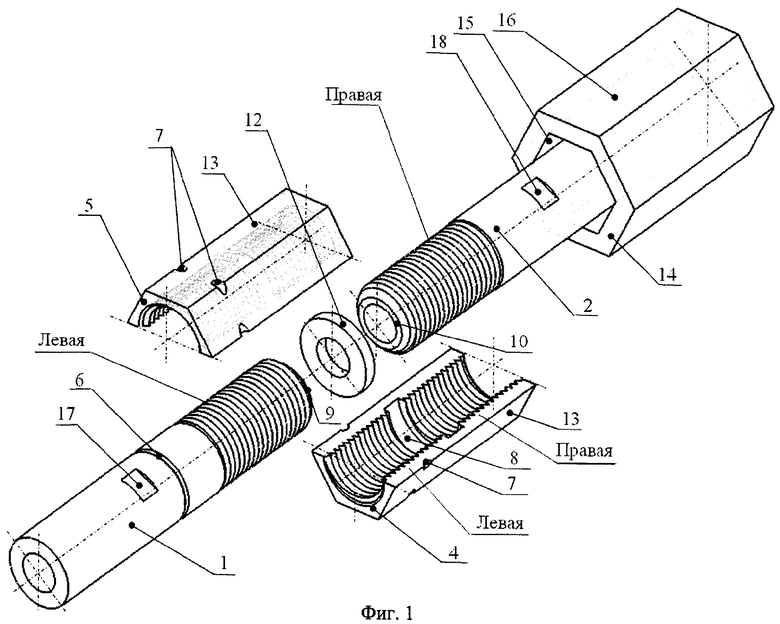
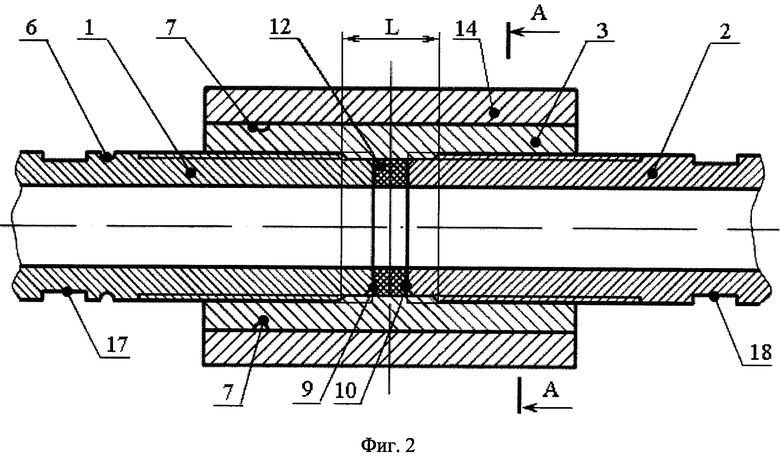
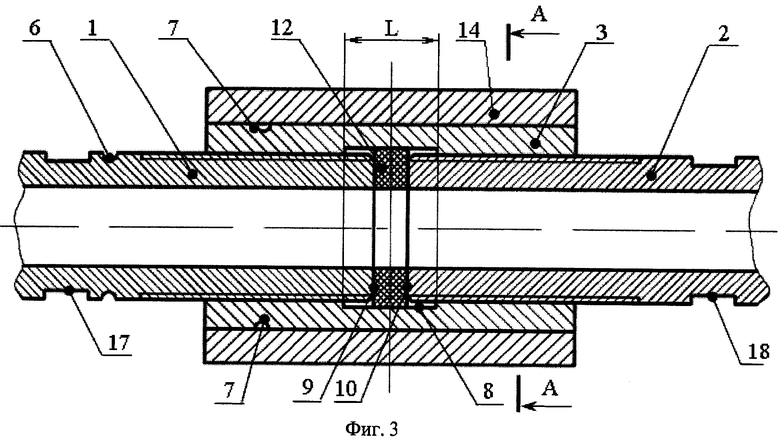
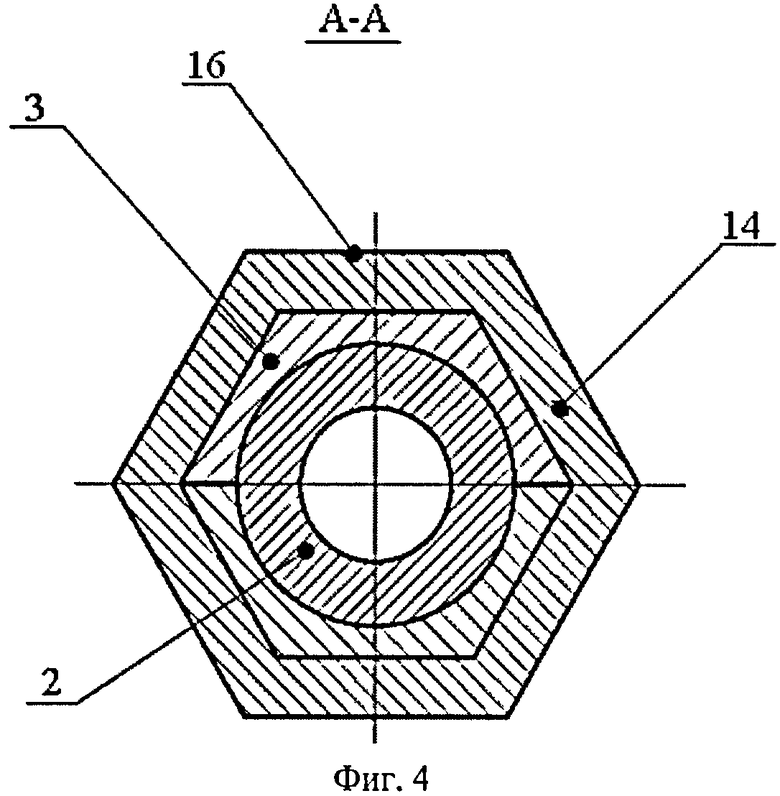
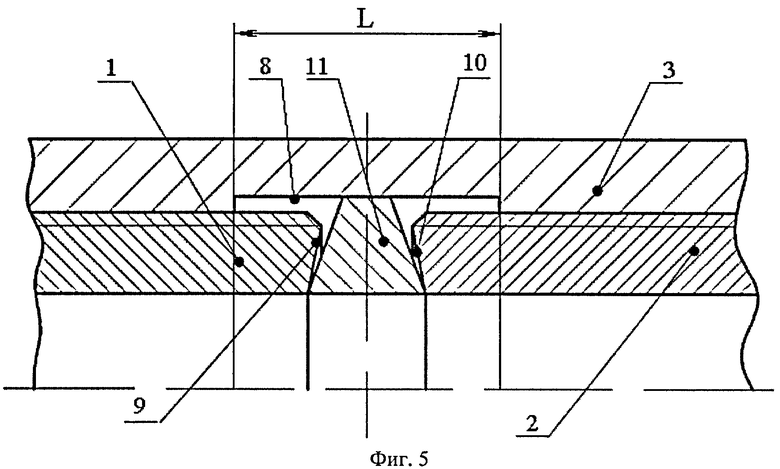
Сущность изобретения поясняется чертежами, где на фиг.1 показана аксонометрическая проекция разъемного соединения в разобранном виде с кольцевой канавкой и плоской прокладкой из неметаллического материала; на фиг.2 - продольный разрез разъемного соединения в собранном виде с цилиндрической поверхностью в резьбовой муфте и с плоской прокладкой из неметаллического материала; на фиг.3 - продольный разрез разъемного соединения в собранном виде с кольцевой канавкой и плоской прокладкой из неметаллического материала; на фиг.4 - поперечный разрез соединения в собранном виде по А-А на фиг.3; на фиг.5 - продольный разрез концевых частей труб, соединенных резьбовой муфтой, имеющей кольцевую канавку с установленной в ней стальной линзой, имеющей трапецеидальный профиль сечения.
В состав предлагаемого разъемного соединения входят концевые части 1 и 2 соединяемых между собой труб, расположенных на общей центральной оси X. Концевые части 1 и 2 снабжены наружной винтовой резьбой и соединены между собой резьбовой муфтой 3 (фиг.2), которая состоит из нижней полумуфты 4 и верхней полумуфты 5 (фиг.1), разделенных осевым разъемом. Резьбовая муфта 3 имеет внутри с обеих ответных сторон винтовую резьбу. На концевой части 1 соединяемой трубы и на ответной ей стороне резьбовой муфты 3 винтовая резьба имеет левое направление витков, а на концевой части 2 соединяемой трубы и на ответной ей стороне резьбовой муфты 3 винтовая резьба имеет правое направление витков. В соответствии с этим на наружной поверхности концевой части 1 соединяемой трубы выполнена кольцевая риска 6 и на наружной поверхности ответной ей стороны резьбовой муфты 3 выполнены риски 7 в качестве меток, указывающих на левое направление витков резьбы. Внутри резьбовой муфты 3, в ее средней части, образована цилиндрическая поверхность L (фиг.2), диаметр которой равен диаметру внутренней поверхности резьбовой муфты 3. В пределах цилиндрической поверхности L выполнена кольцевая канавка 8 (фиг.1, 3 и 5) с диаметром, превышающим диаметр цилиндрической поверхности L. В средней части резьбовой муфты 3, в пределах цилиндрической поверхности L или в кольцевой канавке 8, установлено уплотнительное кольцо для уплотнения торцовых поверхностей 9 и 10 концевых частей 1 и 2 соединяемых труб, изготовленное в виде отдельной детали. Уплотнительное кольцо установлено в резьбовой муфте 3 с минимальным радиальным зазором и с возможностью осевого перемещения. Для обеспечения возможности осевого перемещения уплотнительного кольца и концевых частей 1 и 2 осевая ширина цилиндрической поверхности L и кольцевой канавки 8 выполнена больше, чем осевая толщина уплотнительного кольца, по меньшей мере в 3 раза. Для эксплуатации соединения в условиях высоких давлений рабочей среды уплотнительное кольцо может быть выполнено в виде стальной линзы 11 (фиг.5), имеющей трапецеидальный профиль сечения, при этом торцовые поверхности 9 и 10 концевых частей 1 и 2 имеют конический профиль сечения, конусность которого соотнесена с конусностью стальной линзы 11 согласно действующим стандартам. Для эксплуатации соединения в условиях низких давлений рабочей среды уплотнительное кольцо может быть выполнено в виде плоской прокладки 12, изготовленной из неметаллического материала, например из паронита, графлекса или фторопласта, при этом торцовые поверхности 9 и 10 концевых частей 1 и 2 выполняются плоскими (фиг.1, 2 и 3). Кольцевая канавка 8 одновременно служит для выхода режущего инструмента при нарезании «левой» и «правой» резьбы с противоположных концов резьбовой муфты 3, а также для удобства установки уплотнительного кольца. Наружная поверхность резьбовой муфты 3 имеет элементы зацепления для приложения к ней крутящего момента, которые, например, могут быть выполнены в виде граней 13 правильной шестигранной призмы. Резьбовая муфта 3 снабжена съемной охватывающей муфтой 14, которая установлена на резьбовой муфте 3 для удержания ее полумуфт 4 и 5 в собранном рабочем положении. На внутренней поверхности охватывающей муфты 14 выполнены ответные элементы зацепления, которые взаимодействуют с элементами зацепления резьбовой муфты 3 для приложения к ней крутящего момента. Указанные элементы зацепления муфты 14 выполнены в виде граней 15 (фиг.1) правильной шестигранной призмы. Съемная охватывающая муфта 14 установлена на резьбовой муфте 3 по скользящей посадке с минимальным радиальным зазором и имеет возможность осевого перемещения по ее поверхности. Наружная поверхность охватывающей муфты 14 имеет элементы зацепления для приложения к ней крутящего момента, которые могут быть выполнены в виде граней 16 правильной шестигранной призмы, или в виде радиально расположенных отверстий (не показаны) под ключ, или в виде лысок под ключ (не показаны). Для фиксации охватывающей муфты 14 и резьбовой муфты 3 в рабочем положении могут быть предусмотрены две контргайки (не показаны), которые устанавливаются с обоих торцов охватывающей муфты 14 на резьбе, выполненной на концевых частях 1 и 2. Кроме этого, на концевых частях 1 и 2 соединяемых труб выполнено по две противолежащие лыски 17 и 18 под спаренный ключ для одновременного удержания соединяемых труб от их проворачивания при сборке и разборке разъемного соединения.
Сборка, разборка и работа предложенного разъемного соединения осуществляются следующим образом.
Перед сборкой разъемного соединения на концевые части 1 или 2 предварительно навинчивают контргайки и надевают охватывающую муфту 14. При сборке предлагаемого разъемного соединения концевую часть 1 соединяемой трубы, имеющую винтовую резьбу с левым направлением витков, на что указывает кольцевая риска 6, укладывают на ответную сторону нижней полумуфты 4, также имеющую винтовую резьбу с левым направлением витков, на что указывают риски 7. В кольцевую канавку 8 или на цилиндрическую поверхность L устанавливают стальную линзу 11 или уплотнительную прокладку 12. Концевую часть 2 другой соединяемой трубы, имеющую винтовую резьбу с правым направлением витков, укладывают на ответную сторону полумуфты 4, имеющую винтовую резьбу с правым направлением витков. Концевые части 1 и 2 располагают соосно друг другу, а их торцовые поверхности 9 и 10 располагают по возможности вплотную или как можно ближе к торцовым поверхностям стальной линзы 11 или кольцевой прокладки 12. Затем нижнюю полумуфту 4 накрывают другой полумуфтой 5 так, чтобы одновременно произошло их совмещение по плоскости разъема и сопряжение витков резьбы ответных сторон муфты 3 с витками резьбы концевых частей 1 и 2 соединяемых труб. После этого на резьбовую муфту 3 с прижатыми друг к другу полумуфтами 4 и 5 устанавливают охватывающую муфту 14, смещая ее вдоль оси соединяемых труб до момента совмещения торцовых поверхностей муфт 3 и 14. Охватывающая муфта 14 имеет возможность свободного перемещения в осевом направлении по поверхности резьбовой муфты 3 благодаря наличию минимального радиального зазора между их гранями 13 и 15 и обеспечивает удержание полумуфт 4 и 5 в собранном рабочем положении. Для создания необходимого контактного давления на уплотнительных поверхностях стальной линзы 11 или уплотнительной прокладки 12 охватывающую муфту 14 с помощью специальных захватных устройств (не показаны), соответствующих профилю ее наружных элементов зацепления, например профилю граней 16, поворачивают вокруг центральной оси Х против направления вращения часовой стрелки с заданным крутящим моментом. Предварительно концевые части 1 и 2 соединяемых труб фиксируют с помощью специального спаренного ключа, который одновременно охватывает лыски 17 и 18 и удерживает концевые части 1 и 2 от проворачивания вокруг оси Х до окончания процесса затяжки. Одновременно с поворотом охватывающей муфты 14 поворачивается и резьбовая муфта 3 за счет их механической связи через грани 15 и 13. Затяжку разъемного соединения осуществляют против направления вращения часовой стрелки по отношению к месту расположения концевой части 1 или 2 соединяемых труб, имеющей винтовую резьбу с левым расположением витков. Например, в случае расположения концевой части 1 и, соответственно, рисок 6 и 7 с левой стороны от кольцевой канавки 8 (фиг.1, 2 и 3) затяжку соединения производят путем поворота охватывающей муфты 14 против направления вращения часовой стрелки по отношению к концевой части 1. При повороте охватывающей муфты 14, благодаря «левому» и «правому» направлениям витков резьбы, выполненных на резьбовой муфте 3, концевые части 1 и 2, не вращаясь, одновременно сдвигаются к середине резьбовой муфты 3 в осевом направлении, и их торцовые поверхности 9 и 10 прижимаются к торцовым уплотнительным поверхностям стальной линзы 11 или плоской прокладки 12. В случае, если между одной из торцовых поверхностей, например 10, и уплотнительной поверхностью стальной линзы 11 или прокладки 12 остается осевой зазор, то при дальнейшем повороте резьбовой муфты 3 стальная линза 11 или плоская прокладка 12 продолжает перемещаться концевой частью 1 вправо и плотно прижиматься к торцовой поверхности 10 и одновременно к торцовой поверхности 9. Таким образом, стальная линза 11 или плоская прокладка 12 может перемещаться в осевом направлении влево или вправо и занимать оптимальное месторасположение внутри резьбовой муфты 3 за счет наличия первоначального минимального радиального зазора между ними и цилиндрической поверхностью L или цилиндрической поверхностью кольцевой канавки 8. Благодаря этой возможности осевого перемещения стальной линзы 11 или плоской прокладки 12 происходит процесс их самоустановления в резьбовой муфте 3 и равномерное прижатие к их поверхностям торцовых уплотнительных поверхностей 9 и 10 концевых частей 1 и 2 соединяемых труб с одинаковым по величине контактным давлением на их уплотнительных поверхностях, что обеспечивает высокую степень герметичности соединения. После окончания процесса затяжки охватывающая муфта 14 и резьбовая муфта 3 могут быть зафиксированы в рабочем положении с обеих сторон с помощью контргаек (не показаны).
Разборку разъемного соединения начинают с одновременной фиксации концевых частей 1 и 2 с помощью специального спаренного ключа, который охватывает лыски 17 и 18, удерживая трубы от проворачивания. Затем свинчивают контргайки до конца резьбы на концевых частях 1 и 2 и поворачивают охватывающую муфту 14 вокруг оси Х в направлении вращения часовой стрелки по отношению к концевой части 1. При этом резьбовая муфта 3 благодаря механической связи с муфтой 14 через грани 13 и 15 также поворачивается вместе с ней в направлении вращения часовой стрелки. Концевые части 1 и 2 соединяемых труб, взаимодействующие своей «левой» и «правой» винтовой резьбой с «левой» и «правой» винтовой резьбой муфты 3, под действием ее поворота одновременно, не вращаясь, раздвигаются в противоположные стороны в осевом направлении до создания минимального зазора между уплотнительным кольцом (стальной линзой 11 или плоской прокладкой 12) и торцовыми поверхностями 9 и 10. После этого оператор сдвигает (снимает) охватывающую муфту 14 с резьбовой муфты 3 влево или вправо и снимает верхнюю полумуфту 5 с нижней полумуфты 4, освобождая доступ к уплотнительному кольцу (стальной линзе 11 или плоской прокладке 12), которое может быть легко заменено новым уплотнительным кольцом благодаря наличию созданного минимального зазора.
Величина контактного давления на торцовых уплотнительных поверхностях 9 и 10 разъемного соединения при подаче в трубопровод рабочего давления внутренней среды сохраняется на заданном уровне, так как резьбовая муфта 3 обеспечивает активное стягивание соединяемых труб в осевом направлении и стабильное прижатие их торцовых поверхностей к уплотнительному кольцу (стальной линзе 11 или плоской прокладке 12) с одинаковым контактным давлением. Благодаря этому обеспечивается безопасная работа промышленных трубопроводов при давлениях рабочих сред до 100 МПа и более. Разъемное соединение надежно работает при температуре окружающей среды до минус 30°С и при температуре рабочей среды от 0 до плюс 300°С.
По сравнению с прототипом предложенное разъемное соединение имеет следующие преимущества:
1) Более высокие показатели герметичности благодаря возможности осевого перемещения уплотнительного кольца, что обеспечивает равенство контактных давлений на его обеих сторонах, при этом исключается необходимость вращения соединяемых труб;
2) позволяет значительно ускорить процессы сборки и разборки соединения и уменьшить трудоемкость этих процессов;
3) позволяет повысить герметичность соединения при высоких давлениях за счет повышения чистоты и удобства обработки уплотнительных поверхностей стального уплотнительного кольца благодаря тому, что оно конструктивно отделено от резьбовой муфты и доступно для всесторонней обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНЕНИЕ ЦИЛИНДРОПЛУНЖЕРНОЙ ПАРЫ | 2010 |
|
RU2441180C1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДОВ | 2010 |
|
RU2440534C1 |
| Термоизолированная колонна | 1979 |
|
SU857425A1 |
| Муфтовое резьбовое соединение (варианты) | 2021 |
|
RU2767259C1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ ТРУБ | 2006 |
|
RU2327129C9 |
| Устройство для наведения стволовой задвижки под струей | 2021 |
|
RU2770850C1 |
| Сферическое соединение труб | 1976 |
|
SU587878A3 |
| Соединение труб с внутренним рукавом из термопласта | 1988 |
|
SU1539440A1 |
| Соединение труб для глубокого бурения | 1990 |
|
SU1819973A1 |
| Разъемная мешалка | 1982 |
|
SU1031918A1 |
Изобретение относится к быстроразъемным высокогерметичным резьбовым соединениям труб с резьбовыми муфтами. Оно содержит наружную винтовую резьбу с левым и правым направлениями витков на концевых частях соединяемых труб и винтовую резьбу внутри резьбовой муфты с левым и правым направлениями витков на ее ответных сторонах. Внутри резьбовой муфты, в средней ее части, выполнена радиальная кольцевая канавка, в которой с возможностью осевого перемещения установлено уплотнительное кольцо, контактирующее с торцовыми поверхностями соединяемых труб. Резьбовая муфта выполнена в виде двух полумуфт, разделенных осевым разъемом и скрепленных между собой посредством охватывающей муфты, имеющей снаружи элементы зацепления для 0-приложения к ней крутящего момента. Охватывающая муфта связана с резьбовой муфтой с помощью элементов зацепления и установлена на резьбовой муфте с возможностью осевого перемещения. Изобретение повышает герметичность. 8 з.п. ф-лы, 5 ил.
1. Разъемное соединение для трубопроводов, содержащее концевые части соединяемых труб, снабженные наружной винтовой резьбой, резьбовую муфту, имеющую внутри с обеих ответных сторон винтовую резьбу, а на наружной поверхности - элементы зацепления для приложения к ней крутящего момента, уплотнительное кольцо для уплотнения торцовых поверхностей концевых частей соединяемых труб, расположенное в средней части резьбовой муфты, отличающееся тем, что уплотнительное кольцо для уплотнения торцовых поверхностей концевых частей соединяемых труб изготовлено в виде отдельной детали и установлено в резьбовой муфте с возможностью осевого перемещения, резьбовая муфта имеет осевой разъем, разделяющий ее на две полумуфты, на концевой части одной соединяемой трубы и на ответной стороне резьбовой муфты винтовая резьба имеет левое направление витков, а на концевой части другой соединяемой трубы и на ответной стороне резьбовой муфты винтовая резьба имеет правое направление витков, резьбовая муфта снабжена съемной охватывающей муфтой, которая установлена на резьбовой муфте для удержания ее полумуфт в собранном рабочем положении, при этом на ее внутренней поверхности выполнены ответные элементы зацепления, взаимодействующие с элементами зацепления резьбовой муфты, а наружная поверхность охватывающей муфты снабжена элементами зацепления для приложения к ней крутящего момента.
2. Разъемное соединение для трубопроводов по п.1, отличающееся тем, что уплотнительное кольцо установлено в кольцевой канавке, выполненной в средней части резьбовой муфты.
3. Разъемное соединение для трубопроводов по п.1, отличающееся тем, что уплотнительное кольцо выполнено в виде стальной линзы, имеющей трапецеидальный профиль сечения, при этом торцовые поверхности концевых частей соединяемых труб имеют конический профиль сечения.
4. Разъемное соединение для трубопроводов по п.1, отличающееся тем, что уплотнительное кольцо выполнено в виде плоской прокладки, изготовленной из неметаллического материала, например из паронита, графлекса или фторопласта, при этом торцовые поверхности концевых частей соединяемых труб выполнены плоскими.
5. Разъемное соединение для трубопроводов по п.1, отличающееся тем, что элементы зацепления на наружной поверхности резьбовой муфты и на внутренней и наружной поверхностях охватывающей муфты выполнены в виде граней правильной шестигранной призмы.
6. Разъемное соединение для трубопроводов по п.1, отличающееся тем, что охватывающая муфта установлена на резьбовой муфте с минимальным радиальным зазором и с возможностью осевого перемещения.
7. Разъемное соединение для трубопроводов по п.1, отличающееся тем, что элементы зацепления на наружной поверхности охватывающей муфты выполнены в виде отверстий под ключ.
8. Разъемное соединение для трубопроводов по п.1, отличающееся тем, что элементы зацепления на наружной поверхности охватывающей муфты выполнены в виде лысок под ключ.
9. Разъемное соединение для трубопроводов по п.1, отличающееся тем, что на концевых частях соединяемых труб выполнено по две противолежащих лыски под ключ для удержания соединяемых труб от проворачивания при сборке и разборке разъемного соединения.
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБОПРОВОДОВ | 1998 |
|
RU2135876C1 |
| Соединение труб вертикальной колонны | 1987 |
|
SU1446268A1 |
| SU 1489586 A3, 23.06.1989 | |||
| Резьбовое соединение теплонагнетательных труб | 1988 |
|
SU1663174A1 |
| Резьбовое соединение для обсадных труб | 1973 |
|
SU568380A3 |
| US 4712815 A, 15.12.1987. | |||

