Изобретение относится к прокатно му производству, в частности к технике охлаждения полосы между клетям Прокатного стана. Известен способ межклетевого охлаждения полосы, включающий подачу охладителя под давлением сверху и снизу на поверхность полосы, прока.тываемой с регулируемьм натяжением путем изменения положения полосы от носительно оси прокатки fl . Недостатком указанного способа является несимметричное охлаждение с обеих сторон полосы, обусловленно различным теплообменом на верхней и нижней поверхности, вызванным изменением давления струй охладителя и площади охлаждения при вepтикaJfьнoм перемещении полосы под воздействием петледержателя. Это способствует возникновению температурных напряже ний, вызывакмцих коробление полосы, что ухудшает условия захвата полосы ,валками. Наиболее близким к изобретению является способ охлаждения полосы между клетями прокатного стана, вкто чающий управляемую подачу охладителя сверху и снизу на поверхность полосы прокатываемой с регулируемым натяжением путем изменения положения полосы, относительно оси прокаткиС2Л Яедостаткйми известного способа являются невозможность его реализации во всем рабочем диапазоне регулирования теплообмена с обеих сторон полосы, так как интенсивность охлаждения и коэффициент теплоотдачи увеличивается с ростом удельного рас хода охладителя (плотности орошения) только до определенного предела, уменьшение надежности системы охлаждения вследствие повышения давления охладителя. Целью изобретения является повышение качества полосы за счет расширения диапазона регулирования ее симметричного охлаждения. Указанная цель достигается тем, что согласно способу охлаждения полосы между клетями прокатного стана, включакщему управляемую подачу охладителя сверху и снизу на поверхность полосы, прокатываемой с регулируемым натяжением путем изменения положе,ния полосы относительно оси прокатки угол между осью струи охладителя и осью прокатки изменяют одновременно с изменением положения полосы,при этом угол между осью струи охладите ля, подаваемого сверху на поверхность полосы, и осью прокатки уменьшают, а угол между осью струи охладителя, подаваемого снизу, и осью прокатки увеличивают пропорционально углу подъема полосы относительно горизонтальной плоскости. Сущность предлагаемого способа охлаждения полосы между клетями прокатного стана заключается в том, что за счет изменения угла между .осью струи охладителя и осью прокатки одновременно с изменением положения полосы относительно оси прокатки стабилизируется ширина зоны охлаждения и плотность орошения сверху и снизу полосы. При изменении положения полосы относительно оси прокатки уменьшение угла между осью струи охладителя, подаваемого сверху на поверхность полосы, и осью прокатки и увеличение угла между осью струи охладителя, подаваемого снизу, и осью прокатки обеспечивает постоянство ширины зоны, охлаждения сверху и снизу полосы приг дюбом положении петледержателя. Стабилизация ширины зоны охлаждения сверху и снизу полосы обеспечивает постоянство плотности орошения, коэффициента теплообмена и теплосъе-. ма с обеих сторон полосы. На г. 1 представлена схема прокатки листа между двумя чистовыми клетями при нулевом значении угла подъема полосы относительно оси прокатки; на фиг. 2 - то же, при значении угла, равном Ч . Принятые обозначения: 1 и 2 - рабочие валки чистовых клетей; 3 - прокатываемая полоса; 4 - петледержатель; 5 - верхнее охлаждающее устройство; 6 - нижнее охлаждающее устройство; f- угол подъема полосы относительно оси прокатки; ety- угол между осью струи охладителя, подаваемого сверху, и осью прокатки; ( же для охладителя, подаваемого снизу; 1) - расстояние от верхнего и нижнего охлаждающих устройств до оси прокатки;,8 - расстояние от охаждакнцих устройств до оси клети; В р- и В j - ширина зон охлаждения сверху и снизу полосы; -р- угол расширения струи охладителя. В процессе прокатки полоса 3 занимает определенное положение в пространстве, определяемое положением петледержателя 4. При положении петледержателя, соответствующем нулевому значению угла подъема полосы относительно горизонтальной плоскости, на поверхности полосы создается зона охлаждения шириной В сверху и Вц снизу (фиг. 1). Подачу охладителя сверху и снизу подбирают из условия обеспечения симметричного охлаждения полосы 3. Тёплосъем с полосы определяется произведением зеВ, где at - коэффициент теплообмена; В - ширина зоны охлаждения. Коэффициент теплообмена (коэффициент теплоотдачи) зависит главным образом от плотности орошения, которая в свою очередь определяется как величина расхода охладителя, подаваемого на единицу площади зоны охлаждения. Для обеспечения постоянного тештосъема сверху и снизу полосы при неизменном расходе охладителя необходимо выполнение условия Bg В. При изменении положения петледерж теля 4, соответствующем углу подъема полосы относительно горизонтальной ..плоскости (фиг. 2), расстояние между полосой 3 и верхним охлаждакяцим устройством 5 з еньшается, а расстояние между полосой 3 и нижним охлаждаки1(им устройством 6 увеличивается. Вследствие этого ширина зоны охлаждения v сверху полосы уменьшается, а снизу увеличивается. Это приводит к увеличению плотности орошения сверху и уменьшению ее величины снизу полосы. Так как зависимость между коэффициентом теплообмена и плотностью орошения имеет нелинейный характер, то это приводит к изменению величины теплосъема с верхней и нижней поверхности, т.е. нарушается симметричность охлаждения. Поэтому необходимо изменить ширину зоны охлаждения сверху и снизу полосы до первоначального ( при Ч 0) значения, при этом ширину зоны охлаждения сверху увеличить, а снизу уменьшить. Пусть ширина зоны охлаждения сйерху и снизу полосы при ifs О равна В (фиг. 1). Для обеспечения симметричного охлаждения полосы при различном положении полосы относительно горизонтальной плоскости необходимо, чтобы ширина зоны охлаждения сверху и полосы была равна В 1 784 th-etg;Ч C05 f t()-t {ot-y/2) 6 (2) ()()-i (р- j/2J 6 , (З) 1 где d- угол между осью струи охладй теля, подаваемого сверху и перпендикуляром к оси прокатки;р - угол между , осью струи охладителя, подаваемого снизуj и перпендикуляром к оси прокатки. Выражение (2) соответствует верхней зоне охлаждения, а (3) - нижней зоне охлаждения (фиг. 2). Уравнения (2) и (3) после тригонометрических преобразований (для В . 2( h +etg4,) cos , представляется в виде j VBt ifjcosV--I(cosy4cos2oi) )cosЧ- В, 13«) - (CQS - CQsZf,) „, 2Cvet f}cosVsinT o52oi - Цг2--со5у 2(1 + )cos4siny IcosZp gсозу r2()cosVsinff1 . . l v -L --со5т1 (2В) ,й1 -201гсех 5 r2()c05V5in 1 , V (гСС05 Л 6 -co5зJ , (ъъ) где Ч,о,- максимальное значение угла подъема полосы относительно горизонтальной плоскости. Таким образом, увеличение угла между осью струи охладителя, подаваемого сверху, и перпендикуляром к оси прокатки до значения, равного оЦ приводит к увеличению ширины зоны охлаждения, уменьшению плотности орошения и восстановлению теплосъема с верхней поверхности полосы на прежнем уровне. Аналогично, увеличение угла между осью струи охладителя, одаваемого снизу,и перпендикуляром оси прокатки до значения равного |5 , приводит к уменьшению ширины зоны охлаждения, увеличению плотности орошения и восстановлению теплосъема с нижней поверхности полосы на прежнем уровне.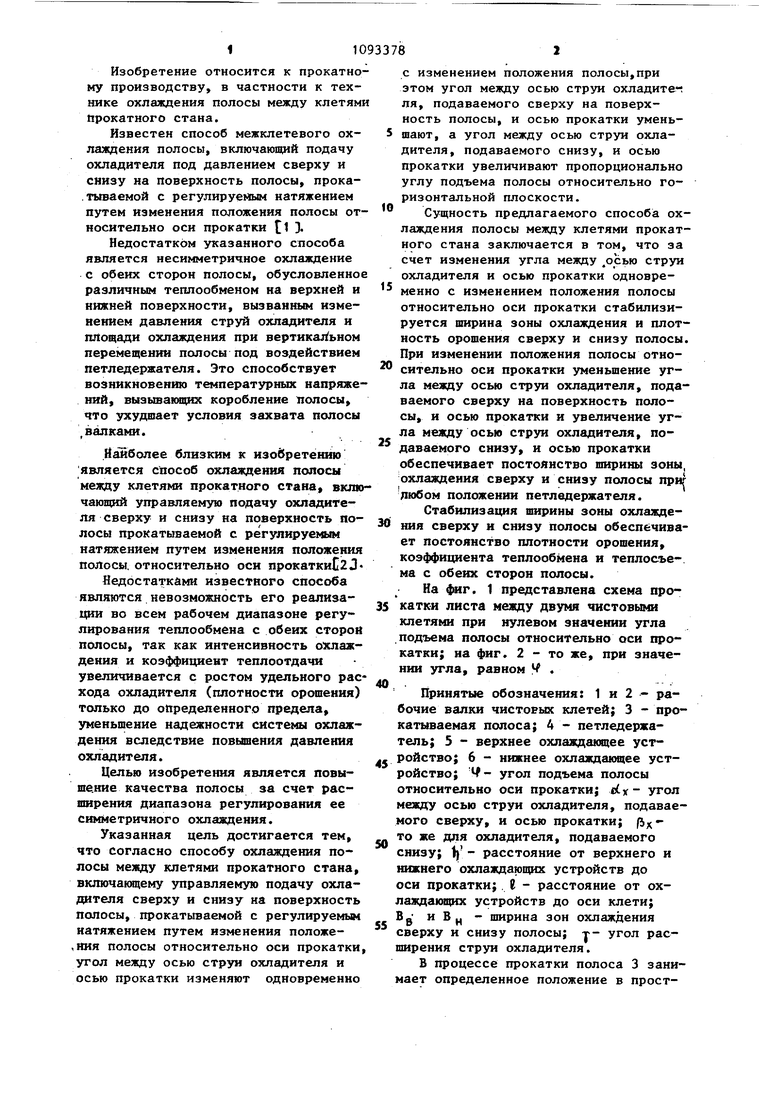

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения полосы между клетями прокатного стана | 1980 |
|
SU889171A1 |
| Устройство для управления межклетевым охлаждением полосы на широкополосовом стане горячей прокатки | 1984 |
|
SU1217514A2 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| Способ охлаждения прокатных валков | 1979 |
|
SU829231A1 |
| Способ охлаждения прокатных валков в процессе прокатки | 1984 |
|
SU1227275A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| Способ охлаждения прокатных валков | 1978 |
|
SU869880A1 |
| Способ охлаждения поверхности прокатного валка листового стана | 1980 |
|
SU995933A1 |
| Проводка прокатной клети | 1980 |
|
SU858962A1 |
| Способ охлаждения прокатных валков и проката | 1987 |
|
SU1426665A1 |
СПОСОБ ОХЛАЖДЕНИЯ ПОЛОСЫ МЕЖДУ КЛЕТЯМИ ПРОКАТНОГО СТАНА, .включающий управляемую подачу охладителя сверху и снизу на поверхность полосы, лрокатываемой с регулируемым натяжением путем изменения положения полосы относительно оси прокатки, отличающийся тем, что, с целью повышения качества полосы за счет расширения диапазона регулирования ее симметричного охлаждения, угол между осью струи охладителя и осью прокатки изменяют одновременно с изменением положения полосы, при этом угол между осью струи охладителя, подаваемого сверху на поверхность полосы, и осью прокатки уменьшают, a угол между осью струи охладителя, подаваемого снизу, и , осью прокатки увеличивают пропорционально углу подъема полосы относи.тельно горизонтальной плоскости. (Л с со САЭ ОО vl 00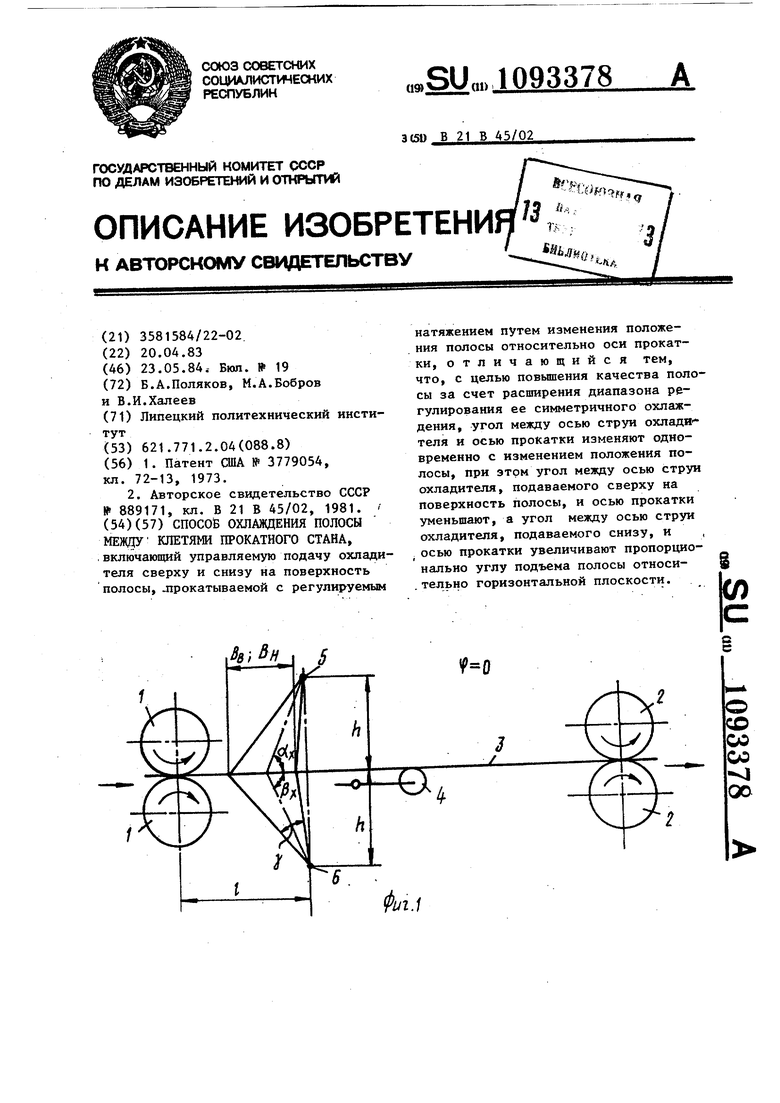
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3779054, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ охлаждения полосы между клетями прокатного стана | 1980 |
|
SU889171A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
