Предшествующий уровень техники
Область техники
Настоящее изобретение относится к быстрорежущей фрезерной головке и ее вставной режущей пластине. Более конкретно, настоящее изобретение относится к быстрорежущей фрезерной головке и ее вставной режущей пластине для фрезерования металлической обрабатываемой детали, например алюминиевой или подобной детали.
Описание предшествующего уровня техники
Известны фрезерные головки для выполнения операций обработки на станке металлических обрабатываемых деталей. Такие фрезерные головки обычно содержат цилиндрический или дискообразный корпус, который можно съемным образом подсоединять к вращающемуся ведущему валу. Множество вставных режущих пластин установлено вокруг внешней периферии корпуса фрезерной головки для выполнения срезов посредством шевингования металла на обрабатываемой детали. При работе такие фрезерные головки обычно вращаются на скоростях вращения, составляющих несколько тысяч оборотов в минуту, в то время как металлическая обрабатываемая деталь зацепляется с вставными режущими пластинами в корпусе фрезерной головки.
Известна быстрорежущая фрезерная головка, содержащая хвостовик, имеющий гнездо с выступом, и по меньшей мере одну вставную режущую пластину, имеющую верхнюю поверхность, нижнюю поверхность, боковые поверхности, углубление, выполненное в нижней поверхности и способное принимать выступ для установки указанной пластины в гнездо (см., например, патент США 6203251, 2001).
Известна вставная режущая пластина для быстрорежущей фрезерной головки, имеющей хвостовик с гнездом для размещения вставной режущей пластины, содержащая верхнюю поверхность, нижнюю поверхность, боковые поверхности, закругленную основную режущую кромку, образованную на линии пересечения между верхней поверхностью и двумя боковыми поверхностями, закругленную вторичную режущую кромку, образованную на линии пересечения между верхней поверхностью и одной из боковых поверхностей и проходящую вдоль продольной оси режущей пластины, и третичную режущую кромку, образованную на линии пересечения между верхней поверхностью и другой одной из боковых поверхностей (см., например, патент США 5071292, 1991).
В последнее время увеличился спрос на фрезерные головки, способные работать на частотах вращения, значительно превышающих несколько тысяч об/мин. Преимущества, связанные с таким быстрорежущим фрезерованием, включают более быструю обработку резанием, которая приводит к более высокой интенсивности съема металла с обрабатываемой детали, снижению усилий резания, прикладываемых к режущим пластинам обрабатываемой деталью, и более сглаженному чистовому проходу. Такие сниженные усилия резания продлевают срок службы вставных режущих пластин, не только снижая затраты, связанные с заменой вставных режущих пластин, но также и с величиной времени простоя, необходимого для переориентирования режущих кромок многогранных вставных режущих пластин. Стоимость и время закрепления также снижаются, потому что более высокие усилия резания требуют более сложного и более прочного закрепления, чтобы достигать требуемой точности.
В результате этих преимуществ быстрорежущая фрезерная головка не только понижает затраты обработки на станке при увеличении производительности, но также и повышает качество окончательно обработанной на станке обрабатываемой детали, поскольку обработка резанием является более гладкой, и оставляет лучшую чистовую, обработку. Существенное увеличение частоты вращения, необходимое для получения всех вышеупомянутых преимуществ, также приводит к существенному увеличению центробежных сил, создаваемых в корпусе фрезерной головки. Вообще говоря, центробежная сила Fc зависит от массы m корпуса фрезерной головки, поддерживающего вставную режущую пластину, длины радиуса r корпуса фрезерной головки и квадрата угловой скорости Ω корпуса. Зависимость между этими параметрами может быть выражена в уравнении Fc=mΩ2r. То, что центробежная сила и, следовательно, растягивающее напряжение на корпусе фрезерной головки увеличивается с квадратом угловой скорости, до сих пор представляло собой существенное препятствие в разработке фрезерной головки, способной работать на скоростях вращения, превышающих несколько тысяч об/мин. Фрезерная головка, вращающаяся со скоростью вращения 10000 об/мин будет иметь в 25 раз большее прикладываемое центробежным образом растягивающее напряжение по ее периферии, чем при ее работе на скорости вращения 2000 об/мин. При вращении той же самой фрезерной головки со скоростью 20000 об/мин она будет иметь прикладываемое центробежным образом растягивающее напряжение, превышающее более чем в 100 раз.
Кроме того, существенное увеличение частоты вращения, необходимое для получения всех вышеупомянутых преимуществ, также приводит к существенному увеличению центробежных сил, создаваемых на вставных режущих пластинах фрезерной головки. В частности, центробежные силы имеют тенденцию вызывать выбрасывание вставных режущих пластин из их гнезда во время операций быстрорежущего фрезерования.
Наконец, техника обработки на станке материалов,, таких как алюминий, свидетельствует о том, что тенденция заключается во внедрении вакуумных систем для освобождения рабочей зоны от отрезанного материала (стружки) в непосредственной близости от инструмента. Эти системы быстро засоряются, если форма и/или размер стружки не контролируется на управляемом уровне. Таким образом, предпочтительным инструментом будет такой инструмент, у которого геометрическая форма поверхности вставных режущих пластин производит контролируемую стружку
Целью настоящего изобретения является создание быстрорежущей фрезерной головки, способной работать на высоких скоростях вращения, например приблизительно 20000 об/мин, надежно удерживающей в гнездах ее корпуса вставные режущие пластины, производящие контролируемую стружку, являющейся относительно недорогой при изготовлении и использующей недорогие, быстро заменяемые вставные режущие пластины для обеспечения минимальной стоимости изготовления и функционирования фрезерной головки.
Сущность изобретения
Согласно изобретению создана вставная режущая пластина для быстрорежущей фрезерной головки, имеющей хвостовик с гнездом для размещения вставной режущей пластины, содержащая верхнюю поверхность, нижнюю поверхность, боковые поверхности, закругленную основную режущую кромку, образованную на линии пересечения между верхней поверхностью и двумя боковыми поверхностями, закругленную вторичную режущую кромку, образованную на линии пересечения между верхней поверхностью и одной из боковых поверхностей и проходящую вдоль продольной оси режущей пластины, и третичную режущую кромку, образованную на линии пересечения между верхней поверхностью и другой одной из боковых поверхностей, и переходную кромку, образованную на линии пересечения между третичной режущей кромкой и скругленной вторичной режущей кромкой, при этом верхняя поверхность включает имеющую направленный вниз наклон основную переднюю поверхность, проходящую от закругленной основной режущей кромки, закругленной вторичной режущей кромки и третичной режущей кромки, и имеющую направленный вверх наклон вторичную переднюю поверхность, проходящую от закругленного перехода, примыкающего к закругленной основной режущей кромке.
Верхняя поверхность может образовать положительный боковой передний угол, составляющий от приблизительно пятнадцати градусов до приблизительно тридцати пяти градусов, при установке режущей пластины в гнезде.
Имеющая направленный вниз наклон основная передняя поверхность может облегчать сдвигающее действие и удаление стружки из гнезда.
Вторичная передняя поверхность может переходить в третичную переднюю поверхность, которая по существу является параллельной нижней поверхности.
По меньшей мере одна боковая поверхность может включать наклонную плоскую поверхность, имеющую закругленный верхний край.
Вставная режущая пластина может дополнительно содержать раззенкованное отверстие в верхней поверхности и относительно большее рассверленное отверстие в нижней поверхности, противоположное раззенкованному отверстию. Рассверленное отверстие может принимать выступ, расположенный на гнезде.
Согласно изобретению создана быстрорежущая фрезерная головка, содержащая хвостовик, имеющий гнездо с выступом, и по меньшей мере одну вставную режущую пластину, содержащую верхнюю поверхность, нижнюю поверхность, боковые поверхности, закругленную основную режущую кромку, образованную на линии пересечения между верхней поверхностью и двумя боковыми поверхностями, закругленную вторичную режущую кромку, образованную на линии пересечения между верхней поверхностью и одной из боковых поверхностей и проходящую вдоль продольной оси режущей пластины, и третичную режущую кромку, образованную на линии пересечения между верхней поверхностью и другой одной из боковых поверхностей, и переходную кромку, образованную на линии пересечения между третичной режущей кромкой и скругленной вторичной режущей кромкой, и рассверленное отверстие, выполненное в нижней поверхности и способное принимать выступ для установки по меньшей мере одной режущей пластины в гнезде, при этом верхняя поверхность включает имеющую направленный вниз наклон основную переднюю поверхность, проходящую от закругленной основной режущей кромки, закругленной вторичной режущей кромки и третичной режущей кромки, и имеющую направленный вверх наклон вторичную переднюю поверхность, проходящую от закругленного перехода, примыкающего к закругленной основной режущей кромке. Выступ может иметь по существу круглую форму.
Выступ может дополнительно включать снабженное резьбой рассверленное отверстие, способное принимать фиксирующий винт, и способен уменьшать изгибающий момент на винте при высокоскоростных фрезеровочных операциях.
По меньшей мере одна режущая пластина может образовать осевой передний угол, составляющий от приблизительно пятнадцати градусов до приблизительно тридцати пяти градусов, при установке режущей пластины в гнезде.
По меньшей мере одна режущая пластина может образовать эффективный боковой передний угол, составляющий от приблизительно пятнадцати градусов до приблизительно тридцати пяти градусов, при установке режущей пластины в гнезде.
Краткое описание чертежей
Далее признаки и преимущества настоящего изобретения станут более понятными из последующего подробного описания, приведенного со ссылкой на чертежи, на которых изображено следующее:
фиг.1 изображает вид в перспективе фрезерной головки в соответствии с вариантом осуществления изобретения;
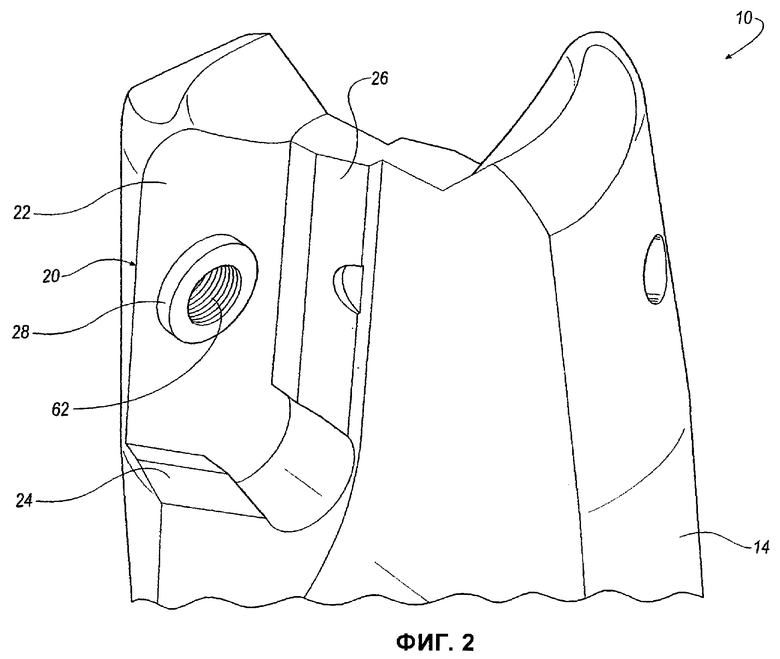
фиг.2 изображает увеличенный вид в перспективе фрезерной головки, показанной на фиг.1, с удаленными вставными режущими пластинами;
фиг.3 изображает вертикальную проекцию фрезерной головки, показанной на фиг.1;
фиг.4 изображает вид сверху фрезерной головки, показанной на фиг.1;
фиг.5 изображает вид в перспективе вставной режущей пластины в соответствии с вариантом осуществления изобретения;
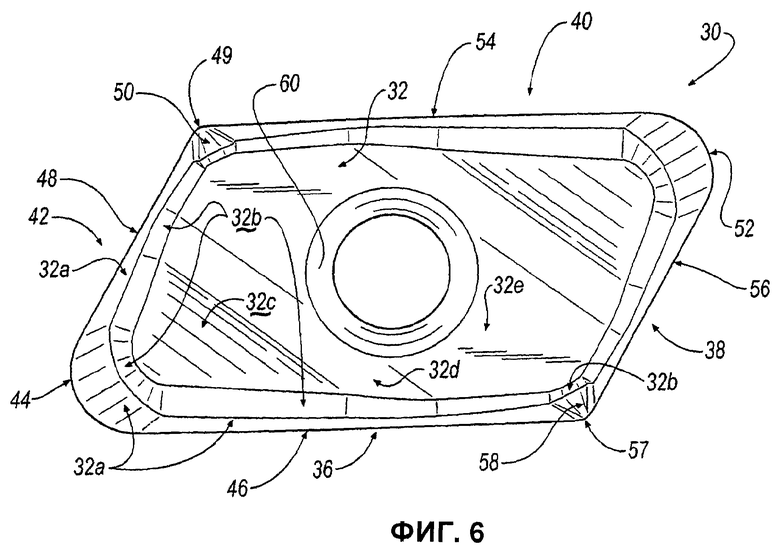
фиг.6 изображает вид сверху вставной режущей пластины, показанной на фиг.5;
фиг.7 изображает вертикальный вид вставной режущей пластины, показанной на фиг.5;
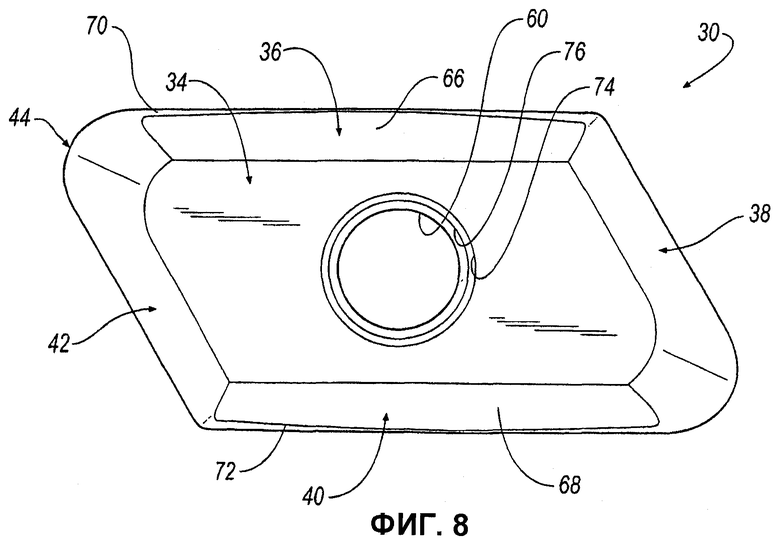
фиг.8 изображает вид снизу вставной режущей пластины, показанной на фиг.5;
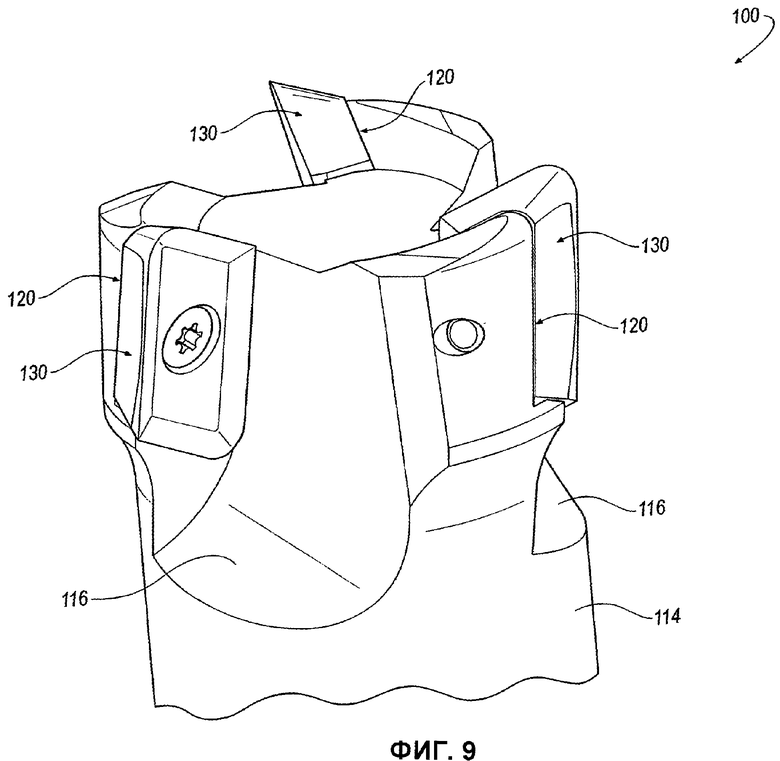
фиг.9 изображает фрезерную головку в соответствии с альтернативным вариантом осуществления изобретения.
Описание предпочтительного варианта осуществления
На фиг.1 показана быстрорежущая фрезерная головка 10 в соответствии с вариантом осуществления изобретения. Фрезерная головка 10 включает хвостовик 12, переднюю часть 14 и переходную поверхность 16 между хвостовиком 12 и передней частью 14. Фрезерная головка 10 предпочтительно изготовлена из термообработанной стали, такой как инструментальная сталь Н13, или из других материалов, известных специалистам в данной области техники. Конкретный используемый материал варьируется в зависимости от требуемых конструктивных характеристик фрезерной головки 10. Фрезерная головка 10 имеет ось 18 вращения, как показано на фиг.3. Фрезерная головка 10 также включает гнездо 20 под режущую пластину, выполненное в передней части 14 на ведущем конце фрезерной головки 10.
Как показано на фиг.2, гнездо 20 включает нижнюю поверхность 22 и пару боковых поверхностей 24, 26. В одном варианте изобретения нижняя поверхность 22 имеет выступ 28 требуемой формы, предназначенный для приема и удержания вставной режущей пластины 30, как описано более подробно ниже. В иллюстрируемом варианте осуществления выступ 28 имеет круглую форму. Однако специалистам в данной области техники должно быть понятно, что выступ 28 может иметь любую требуемую форму для сдерживания поперечного перемещения вставной режущей пластины 30. Например, форма выступа 28 может быть квадратной, прямоугольной или какой-либо аналогичной. Кроме того, гнездо 20 может включать множество выступов 28 вместо единственного выступа 28, как показано в иллюстрируемом варианте осуществления.
Вставная режущая пластина 30 предпочтительно изготовлена из металлокерамического твердого сплава или других известных специалистам в данной области техники материалов для фрезерования металлической обрабатываемой детали (не показанной), такой как алюминиевая или подобная деталь. Как показано на фиг.3 и 4, вставная режущая пластина 30 установлена в гнезде 20 под осевым передним углом А, составляющим приблизительно от пятнадцати до двадцати пяти градусов, и боковым передним углом В, достаточным для обеспечения надлежащего зазора под вторичной режущей кромкой 46, составляющим от плюс десяти до минус двадцати градусов, основываясь на диаметре фрезерной головки.
Показанная на фиг.5-8 вставная режущая пластина 30 включает верхнюю поверхность 32, нижнюю поверхность 34 и боковые поверхности 36, 38, 40, 42. Закругленные основные режущие кромки 44, 52 образованы на линиях пересечения между третичными режущими кромками 48, 56 и закругленными вторичными режущими кромками 46, 54 соответственно. Закругленные вторичные режущие кромки 46, 54 образованы на линии пересечения между верхней поверхностью 32 и боковыми поверхностями 36, 40 соответственно. Третичные режущие кромки 48, 56 образованы на линии пересечения между верхней поверхностью 32 и боковыми поверхностями 38, 42. Более конкретно, закругленные вторичные режущие кромки 46, 54 образованы линией пересечения закругленных верхних краев 70, 72 и третичных режущих кромок 48, 56. Участок третичной режущей кромки 48, самый близкий к закругленной основной режущей кромке 44, используется, когда вставная режущая пластина 30 выполняет операции скоса вниз, определенные как увеличенная осевая глубина среза, когда инструмент продвигается по обрабатываемой детали (не показана). Однако остающийся участок третичной режущей кромки 48, 56, удаленный от основных режущих кромок 44, 52, представляет собой вспомогательную режущую кромку, которая не участвует в резании обрабатываемой детали. Третичная режущая кромка 48 образует угол со вторичной режущей кромкой 46, составляющий меньше чем девяносто градусов, например в диапазоне от приблизительно сорока пяти градусов до приблизительно восьмидесяти пяти градусов. Остающиеся кромки вставной режущей пластины 30 образованы как переходные кромки 49, 57, которые являются закругленными в данном варианте, но могут быть любой требуемой технологичной формы, такой как фаска, острый угол или подобной формы, обеспечивающей охват радиальных рельефных передних поверхностей 50, 58. В общем, переходные кромки 49, 57 образованы в углах пересечения между верхней поверхностью 32 и боковыми поверхностями 40, 42 соответственно. Радиальные рельефные передние поверхности 50, 58 используются для эффективного удаления стружки, которая образуется во время операций фрезерования, как обсуждается ниже в отношении верхней поверхности 32.
Как иллюстрируется на фиг.5-8, вставная режущая пластина 30 предпочтительно, но не обязательно, включает описанные выше режущие кромки, радиальные рельефные поверхности и другие признаки в диагонально противоположных углах. Таким образом, вставная режущая пластина 30 является зеркально симметричной по линии, проходящей через основные режущие кромки 44, 52, или по линии, проходящей через радиальные рельефные передние поверхности 50, 58. Эта зеркальная симметрия вставной режущей пластины 30 позволяет вставную режущую пластину 30 использовать дважды перед ее удалением. Например, когда основная режущая кромка 44 на одном углу становится непригодной, вставную режущую пластину 30 извлекают из гнезда 20, поворачивают на 180 градусов и снова устанавливают в гнезде 20 для выполнения операций фрезерования с помощью второй основной режущей кромки 52.
Как показано на фиг.5 и 6, для облегчения введения и удаления вставной режущей пластины 30 из гнезда 20 в ней выполнено раззенкованное отверстие 60. Выступ 28 включает снабженное резьбой рассверленное отверстие 62 (фиг.2), связанное с гнездом 20. Отверстие 62 по существу выровнено с отверстием 60 вставной режущей пластины 30 при установке пластины 30 должным образом в гнезде 20. Отверстие 62 способно с помощью резьбы принимать резьбовую крепежную деталь 64, такую как фиксирующий винт или подобную деталь, размещенную в отверстии 60, посредством чего вставная режущая пластина 30 может быть надежно, но разъемным образом установлена в гнезде 20. Поскольку выступ 28 проходит наружу от нижней поверхности 22 гнезда 20, длина фиксирующего винта 64 может быть укорочена на высоту выступа 28, по сравнению с общепринятым гнездом. В результате укороченной проектируемой высоты, фиксирующий винт 64 функционирует с меньшим изгибающим моментом во время операций быстрорежущего фрезерования, по сравнению с общепринятыми фрезерными головками.
Как показано на фиг.5 и 6, верхняя поверхность 32 пластины 30 включает вогнутую геометрическую форму поверхности, которая предназначена для операций быстрорежущего фрезерования на металлической обрабатываемой детали, такой как алюминиевая или подобная деталь. Геометрическая форма верхней поверхности 32 пластины 30 обеспечивает эффективный боковой передний угол, составляющий от приблизительно пятнадцати градусов до приблизительно тридцати пяти градусов, когда пластина установлена в гнезде 20. В частности, верхняя поверхность или передняя поверхность 32 пластины 30 включает имеющую направленный вниз наклон основную переднюю поверхность 32а, проходящую от основной режущей кромки 44, вторичной режущей кромки 46 и третичной режущей кромки 48. Основная передняя поверхность 32а пересекается с плавным переходом 32b большого радиуса, который переходит к имеющей направленный вверх наклон вторичной передней поверхности 32с, закругленный плавный переход 32d, который переходит в третичную переднюю поверхность 32е, то есть в общем параллельно нижней поверхности 34. Воздействие на удаляемый материал обрабатываемой детали варьируется на основании относительных местоположений передних поверхностей 32а, 32с, 32е и плавных переходов 32b, 32d, которые ограничены режущими кромками 44, 46, 48. Например, в неглубоких срезах (низких осевых глубинах среза), толщины снимаемой стружки имеют тенденцию становиться больше, и более глубокая протяженность основной передней поверхности 32а облегчает непрерывное сдвигающее действие. При увеличении глубины резания, тенденция толщины снимаемой стружки уменьшается. Уменьшающаяся глубина основной передней поверхности 32а позволяет материалу подвергаться врезанию режущей кромки в металл, и вторичная передняя поверхность 32с и третичная передняя поверхность 32е побуждают материал, обрабатываемый резанием, покидать область гнезда 20. Таким образом, для более глубоких обработок резанием (большие осевые глубины среза), при более низких скоростях подачи (толщины снимаемой стружки на зуб) геометрия является достаточной для стружкоотвода, тем не менее толщину поперечного слоя вставной режущей пластины не снижают с ущербом. Радиальная рельефная передняя поверхность 50 подобна основной передней поверхности 32а в том, что она также имеет наклон вниз. Однако из-за сложной конструкции верхней поверхности 32 для рельефной передней поверхности 50 необходимо, чтобы она была гораздо больше при переходе от границ, установленных вторичной закругленной режущей кромкой 46, переходным краем 49 и третичной режущей кромкой 48. Поскольку удаляемый материал от обрабатываемой детали проходит через основную переднюю поверхность 32а, в условиях крайней осевой глубины среза, как полагают, материал будет иметь тенденцию собираться в упомянутой области и создавать или недопустимые формы стружки обрабатываемой детали, и/или вызывать катастрофическую деформацию нережущего участка третичной режущей кромки 48 и переходного края 49. Поскольку нижняя поверхность 34 пластины 30 является по существу плоской, пластина 30 имеет самую большую толщину (и самую большую высоту) в закругленной основной режущей кромке 44 и закругленной вторичной режущей кромке 46, которая является наиболее подходящей, чтобы выдерживать напряжения, наводимые на пластине 30 во время операций быстрорежущего фрезерования.
Предпочтительно, но не обязательно, боковые поверхности 36, 40 включают наклонную плоскую поверхность 66, 68 соответственно, проходящую от нижней поверхности 34, как видно на фиг.7 и 8. Каждая наклонная плоская поверхность 66, 68 включает закругленный верхний край 70, 72 соответственно. Плоские поверхности 66, 68 действуют, как основная рельефная поверхность для размещения вставной режущей пластины 30 в гнезде 20, со вторичным и третичным контактами вдоль боковых поверхностей 26, 24 гнезда соответственно. Закругленные верхние края 70, 72 облегчают образование девяностоградусных цилиндрических стенок на обрабатываемой детали, как обычно используются в технике.
Как показано на фиг.8, напротив раззенкованного отверстия 60 находится рассверленное отверстие 76, проходящее в режущую пластину 30 от нижней поверхности 34 с немного большим диаметром, чем диаметр раззенкованного отверстия 60 выступа 28 (фиг.2). Рассверленное отверстие 76 предпочтительно имеет глубину, слегка превышающую высоту выступа 28. Таким образом, вставную режущую пластину 30 можно устанавливать в гнездо 20 так, что выступ 28 располагается в рассверленном отверстии 76 пластины 30, в то время как нижняя поверхность 34 пластины 30 зацепляет нижнюю поверхность 22 гнезда 20. Кроме того, боковые поверхности 38, 68 пластины 30 зацепляют боковые поверхности 24, 26 гнезда 20 соответственно, прочно закрепляя ее в гнезде 20, когда режущие кромки 44, 46, 48 используются во время операций фрезерования. Точно так же, боковые поверхности 42, 66 пластины 30 зацепляют боковые поверхности 24, 26 гнезда 20 соответственно, прочно закрепляя пластину 30 в гнезде 20, когда режущие кромки 52, 54, 56 используются во время операций фрезерования.
В иллюстрируемом варианте осуществления фрезерной головки 10, показанной на фиг.1-8, во фрезерную головку 10 можно устанавливать две вставные режущие пластины 30, ориентированные приблизительно на 180 градусов относительно друг друга внутри соответствующего гнезда 20. Однако следует оценить, что фрезерная головка по изобретению не ограничена этим количеством вставных режущих пластин 30, которые можно устанавливать в гнезде 20, и изобретение может быть осуществлено на практике с любым требуемым количеством вставных режущих пластин, ограниченным только физическими ограничениями свойств материала фрезерной головки. Например, как показано на фиг.9, фрезерная головка 100 включает передний участок 114 и переходную поверхность 116, подобно фрезерной головке 10. Однако в отличие от фрезерной головки 10 фрезерная головка 100 предназначена для установки трех вставных режущих пластин 130 внутри соответствующего гнезда 120.
Как описано выше, фрезерная головка 10, 100 согласно изобретению обеспечивает вторичный признак надежности, содержащий выступ 28 в комбинации с рассверленным отверстием 76 вставной режущей пластины 30, который обеспечивает возможность использовать вставную режущую пластину 30 для операций быстрорежущего фрезерования. Кроме того, фрезерная головка 10, 100 обеспечивает фиксирующий винт 64, имеющий более короткую выступающую длину, не зацепляющуюся и заключаемую дополнительным материалом (то есть выступом 28), по сравнению с общепринятыми фрезерными головками, обеспечивая возможность действия фиксирующего винта 64 с меньшим изгибающим моментом во время операций быстрорежущего фрезерования.
Документы, патенты и заявки на патенты, упомянутые в данном описании, тем самым включены здесь путем ссылки.
Хотя изобретение было определенно описано в связи с его различными вариантами осуществления, должно быть понято, что это сделано посредством иллюстрации, а не ограничения, и объем прилагаемой формулы изобретения должен быть рассмотрен настолько широко, насколько позволяет предшествующий уровень техники.





Режущая пластина предназначена для размещения в гнезде головки и содержит верхнюю поверхность, нижнюю поверхность, боковые поверхности, закругленную основную режущую кромку, образованную на линии пересечения между верхней поверхностью и двумя боковыми поверхностями, закругленную вторичную режущую кромку, образованную на линии пересечения между верхней поверхностью и одной из боковых поверхностей и проходящую вдоль продольной оси режущей пластины, третичную режущую кромку, образованную на линии пересечения между верхней поверхностью и другой одной из боковых поверхностей, и переходную режущую кромку, образованную на линии пересечения между третичной режущей кромкой и скругленной вторичной режущей кромкой. При этом верхняя поверхность включает имеющую направленный вниз наклон основную переднюю поверхность, проходящую от закругленной основной режущей кромки, закругленной вторичной режущей кромки и третичной режущей кромки, и имеющую направленный вверх наклон вторичную переднюю поверхность, проходящую от закругленного плавного перехода, примыкающего к закругленной основной режущей кромке. Головка содержит хвостовик, имеющий гнездо с выступом, и по меньшей мере одну вставную режущую пластину с рассверленным отверстием, выполненным в нижней поверхности и способным принимать выступ гнезда. Технический результат: возможность обработки при высоких скоростях резания, надежное удерживание режущих пластин и контроль стружкообразования. 2 н. и 10 з.п. ф-лы, 9 ил.
1. Вставная режущая пластина для быстрорежущей фрезерной головки, имеющей хвостовик с гнездом для размещения вставной режущей пластины, содержащая верхнюю поверхность, нижнюю поверхность, боковые поверхности, закругленную основную режущую кромку, образованную на линии пересечения между верхней поверхностью и двумя боковыми поверхностями, закругленную вторичную режущую кромку, образованную на линии пересечения между верхней поверхностью и одной из боковых поверхностей и проходящую вдоль продольной оси режущей пластины, третичную режущую кромку, образованную на линии пересечения между верхней поверхностью и другой одной из боковых поверхностей, и переходную режущую кромку, образованную на линии пересечения между третичной режущей кромкой и скругленной вторичной режущей кромкой, при этом верхняя поверхность включает имеющую направленный вниз наклон основную переднюю поверхность, проходящую от закругленной основной режущей кромки, закругленной вторичной режущей кромки и третичной режущей кромки, и имеющую направленный вверх наклон вторичную переднюю поверхность, проходящую от закругленного плавного перехода, примыкающего к закругленной основной режущей кромке.
2. Пластина по п.1, в которой верхняя поверхность образует положительный боковой передний угол, составляющий от приблизительно 15 до приблизительно 35°, при установке режущей пластины в гнезде.
3. Пластина по п.1, в которой имеющая направленный вниз наклон основная передняя поверхность способна облегчать сдвигающее действие и удаление стружки из гнезда.
4. Пластина по п.1, в которой вторичная передняя поверхность переходит в третичную переднюю поверхность, по существу, параллельную нижней поверхности.
5. Пластина по п.2, в которой по меньшей мере одна боковая поверхность включают наклонную плоскую поверхность, имеющую закругленный верхний край.
6. Пластина по п.1, дополнительно содержащая раззенкованное отверстие в верхней поверхности и относительно большее рассверленное отверстие в нижней поверхности, противоположное раззенкованному отверстию.
7. Пластина по п.6, в которой рассверленное отверстие способно принимать выступ, расположенный на гнезде.
8. Быстрорежущая фрезерная головка, содержащая хвостовик, имеющий гнездо с выступом, и по меньшей мере одну вставную режущую пластину, содержащую верхнюю поверхность, нижнюю поверхность, боковые поверхности, закругленную основную режущую кромку, образованную на линии пересечения между верхней поверхностью и двумя боковыми поверхностями, закругленную вторичную режущую кромку, образованную на линии пересечения между верхней поверхностью и одной из боковых поверхностей и проходящую вдоль продольной оси режущей пластины, третичную режущую кромку, образованную на линии пересечения между верхней поверхностью и другой одной из боковых поверхностей, и переходную режущую кромку, образованную на линии пересечения между третичной режущей кромкой и скругленной вторичной режущей кромкой, и рассверленное отверстие, выполненное в нижней поверхности и способное принимать выступ, расположенный на гнезде, при этом верхняя поверхность включает имеющую направленный вниз наклон основную переднюю поверхность, проходящую от закругленной основной режущей кромки, закругленной вторичной режущей кромки и третичной режущей кромки, и имеющую направленный вверх наклон вторичную переднюю поверхность, проходящую от закругленного плавного перехода, примыкающего к закругленной основной режущей кромке.
9. Головка по п.8, в которой выступ имеет, по существу, круглую форму.
10. Головка по п.8, в которой выступ дополнительно включает снабженное резьбой рассверленное отверстие, способное принимать фиксирующий винт, и способен понижать изгибающий момент на снабженном резьбой фиксирующем винте при высокоскоростных операциях фрезерования.
11. Головка по п.8, в которой по меньшей мере одна режущая пластина образует осевой передний угол, составляющий от приблизительно 15 до 25°, при установке режущей пластины в гнезде.
12. Головка по п.8, в которой по меньшей мере одна вставная режущая пластина образует эффективный боковой передний угол, составляющий от приблизительно 15 до приблизительно 35°, при установке режущей пластины в гнезде.
| US 6203251 А, 20.03.2001 | |||
| Фреза | 1986 |
|
SU1342629A1 |
| Фреза | 1991 |
|
SU1815015A1 |
| МНОГОЛЕЗВИЙНЫЙ СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1994 |
|
RU2071873C1 |
| US 4940369 А, 10.07.1990 | |||
| US 4966500 A, 30.10.1990 | |||
| US 5071292 A, 10.12.1991 | |||
| JP 11188522 A, 13.07.1999. | |||

