Предлагаемое изобретение относится к области производства получения отдельной конструкции керамзитовой панели различных размеров для использования в несущих ограждающих или внутренних перегородочных конструкциях жилых зданий и промышленных сооружений.
Изобретение относится к производству легковесных керамзитовых панелей. Технический результат - получение теплоизоляционного керамзитового изделия в качестве плиты - утеплителя различных размеров как для трехслойных внешних ограждающих конструкций, так и для внутренних конструкционных теплоизоляционных элементов.
Известен способ использования теплоизоляционного материала - керамзитового гравия в изготовлении трехслойной ограждающей панели (см. Пат. 2215649 РФ, 2003 г., пат. 2137887 РФ, 1999 г.), отрицательным моментом в технологии изготовления которой следует считать использование теплоизоляционного слоя керамзитового гравия в вид гранул в сыпучем состоянии.
Сущность изобретения заключается в том, что получение теплоизоляционного материала для ограждающих конструкций осуществляется через непосредственное изготовление керамзитовой панели размером, в соответствии с размерами ограждающей конструкции. Это приводит к упрощению технологического процесса изготовления в одноэтапном режиме ее получения. Она может быть изготовлена в двух вариантах: армированной и без арматурного каркаса.
Использование предлагаемого способа получения различных габаритных размеров керамзитовых панелей дает возможность упростить технологию изготовления трехслойной керамзитобетонной панели за счет исключения использования керамзитового гравия с температурой 200…300°C с ожиданием его охлаждения до 100°С; изготовления двух половинок керамзитобетонной панели с потерей времени на твердение цементного вяжущего первой нижней половинки панели, чтобы дать возможность первоначальную часть панели уложить в перевернутом виде на свежеприготовленную вторую часть половинки и провести процесс уплотнения свежеприготовленной части панели; использования утеплителей металлической формы из пенополистирола. Отдельно следует отметить как сомнительным факт метода «термоса» без соответствующих расчетов по теплообмену, так как укладка материала с температурой 20…25°С на керамзит с температурой 100° снижает температуру последнего до 25…40°С.
Получение теплоизоляционной керамзитовой панели проводят в специальной огнеупорной металлической форме путем обжига при температуре вспучивания кратностью К=2,0…2,5 глинистой крошки размером 5…10 мм и влажностью 10…13%, засыпаемой в форму сверху до 50…75% ее внутреннего объема формы.
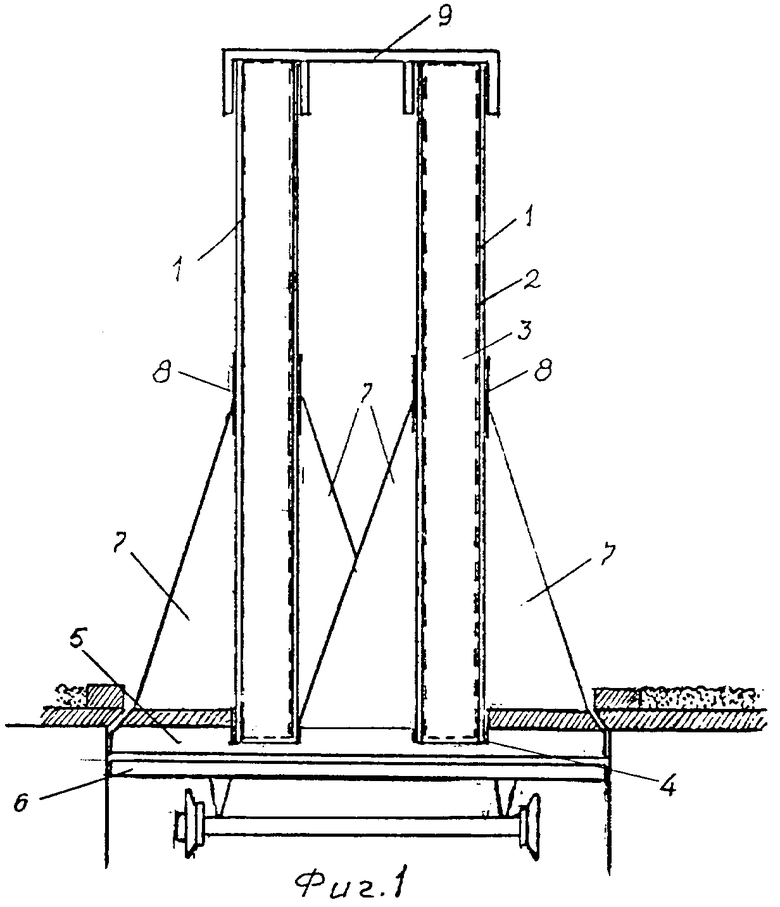
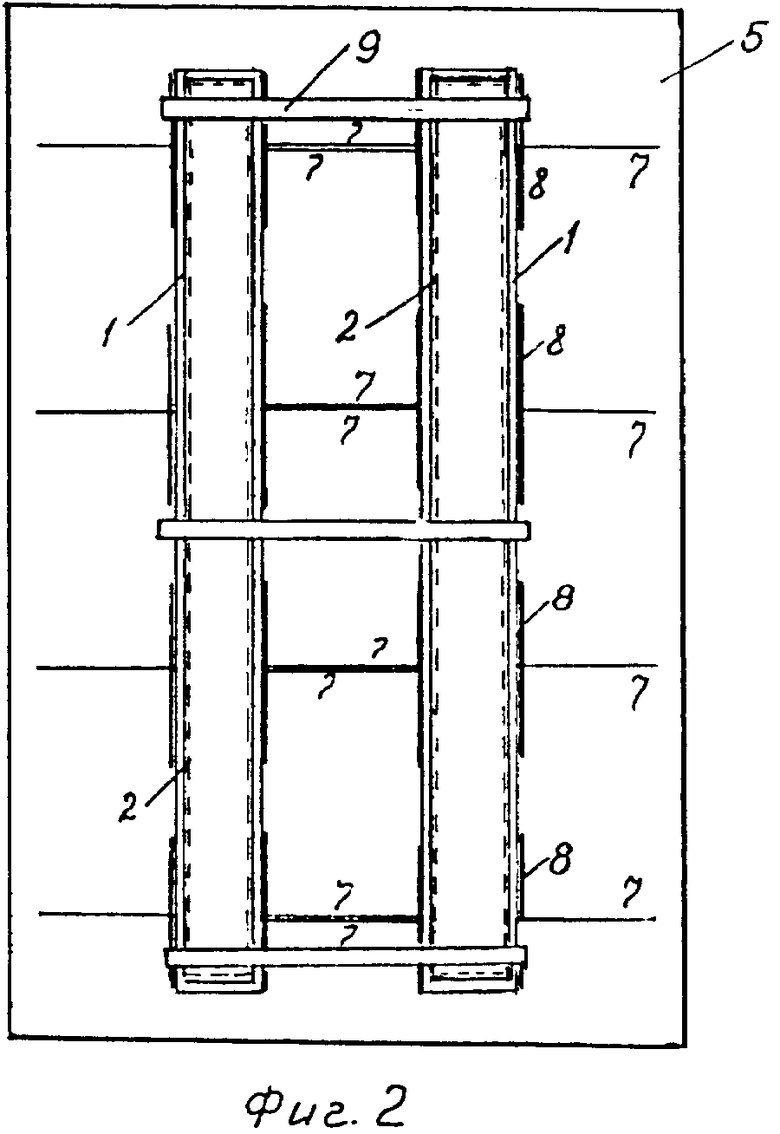
На фиг.1 (вид сбоку) и фиг.2 (вид сверху) в соответствии с обозначенными цифрами следует:
1 - металлическая форма из огнеупорной стали для объемной засыпки глинистым сырьем;
2 - покрытие внутренних стенок формы огнеупорной обмазкой;
3 - керамзитовая панель;
4 - продольные гнезда в плите основания для установки металлической формы 1;
5 - плита-основание для металлической формы 1;
6 - площадка передвижной тележки, на которую устанавливают плиту-основание металлической формы 1;
7 - металлические контрфорсы из огнеупорной стали для фиксации перпендикулярности металлических форм к плите-основания.
8 - горизонтальные пластины из огнеупорной стали для фиксации перпендикулярности металлических форм 1;
9 - накладные скобы из огнеупорной стали для фиксации проектной ширины керамзитовой панели.
Сборка ее осуществляется в следующей последовательности (фиг.1). Стенки огнеупорной металлической формы 1 (или из другого огнеупорного материала), покрытые изнутри защитным слоем (огнеупорной обмазкой) 2 для предотвращения прилипания вспучивающихся керамзитовых гранул панели 3 устанавливаются в продольные гнезда 4 плиты основания 5, расположенной на передвижной тележке 6.
В вертикальном положении форма 1 удерживается металлическими контрфорсами из огнеупорной стали 7, в верхней части которых расположены горизонтальные пластины необходимых размеров 8. Они устанавливаются на плите основания через равные расстояния в соответствии длины формы. Для фиксации проектной ширины керамзитовой панели сверху формы 1 накладываются огнеупорные скобы 9.
Для повышения прочностных свойств керамзитовой панели при растяжении при изгибе она может армироваться металлическим каркасом - металлической сеткой диаметром арматуры d=4…10 мм.
В получении керамзитовой панели необходимо соблюдать следующие этапы:
1 - в установленную на платформе подвижной тележки форму укладывают арматурную сетку:
2 - наполняют форму глиняной крошкой влажностью 10…13%;
3 - тележку направляют в обжиговую туннельную печь;
4 - обжиг сырьевого материала в зависимости от его химического состава проводят при установленной температуре в автоматическом режиме длительностью в интервале 5…20 минут (см. табл.).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2162831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2132834C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПУСТОТЕЛОГО ЗАПОЛНИТЕЛЯ-УТЕПЛИТЕЛЯ ИЗ ПЛАСТИЧНЫХ ГЛИН - "ПУСТОТЕЛЛИТА" | 1992 |
|
RU2045399C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМЗИТА | 1992 |
|
RU2031880C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМЗИТА | 1992 |
|
RU2031879C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТА | 2012 |
|
RU2520593C2 |
| Сырьевая смесь для производства керамзита | 1977 |
|
SU697457A1 |
| ВЫСОТНОЕ ЗДАНИЕ | 2007 |
|
RU2350717C1 |
| ТРЕХСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 1994 |
|
RU2072412C1 |
| Сырьевая смесь для производства легкого жаростойкого бетона | 1980 |
|
SU912710A1 |
Изобретение относится к производству керамзитовых панелей различных размеров для использования в несущих ограждающих или внутренних перегородочных конструкциях жилых зданий и промышленных сооружений. Технический результат: повышение прочностных свойств керамзитовой панели при изгибе. Способ получения керамзитовой панели в качестве утеплителя трехслойных ограждающих конструкций характеризуется тем, что утеплитель в виде керамзитовой панели готовят непосредственно обжигом глиняной крошки размером от 5 до 10 мм влажностью 10…13%, засыпаемой в вертикально стоящую металлическую форму из огнеупорной стали объемом 50…75% от внутреннего объема формы. Обжиг производят при температуре вспучивания глинистого материала при кратности вспучивания К=2,0…25. Для предотвращения прилипания вспучивающейся глиняной крошки к внутренней поверхности металлической формы ее покрывают обмазкой. Вертикальную устойчивость формы обеспечивают путем установки в продольные гнезда формы в плите основания вертикальных контрфорсов и накладных сверху скоб. Керамзитовую панель армируют арматурной сеткой диаметром арматуры d=4.0 мм. 1 табл., 2 ил.
Способ получения керамзитовой панели в качестве утеплителя трехслойных ограждающих конструкций, отличающийся тем, что утеплитель в виде керамзитовой панели готовят непосредственно обжигом глиняной крошки размером от 5 до 10 мм, влажностью 10…13%, засыпаемой в вертикально стоящую металлическую форму из огнеупорной стали объемом 50…75% от внутреннего объема формы, обжиг производят при температуре вспучивания глинистого материала при его кратности вспучивания К=2,0…25, для предотвращения прилипания вспучивающейся глиняной крошки к внутренней поверхности металлической формы ее покрывают обмазкой, вертикальную устойчивость формы обеспечивают путем установки в продольные гнезда формы в плите основания вертикальных контрфорсов и накладных сверху скоб, для повышения прочностных свойств керамзитовой панели при растяжении на изгиб она армируется арматурной сеткой диаметром арматуры d=4,0 мм.
| СПОСОБ УСТРОЙСТВА ТРЕХСЛОЙНОЙ ОГРАЖДАЮЩЕЙ КЕРАМЗИТОБЕТОННОЙ ПАНЕЛИ | 2002 |
|
RU2215649C1 |
| СТЕНОВОЕ ОГРАЖДЕНИЕ | 1997 |
|
RU2137887C1 |
| Способ изготовления трехслойных изделий | 1988 |
|
SU1646901A1 |
| СПОСОБ ИЗОЛЯЦИИ ВОДОПРИТОКА, ЗОНЫ ПОГЛОЩЕНИЯ И ОТКЛЮЧЕНИЯ ПЛАСТА СКВАЖИНЫ | 1998 |
|
RU2147331C1 |

