Изобретение относится к строительству, а именно к изготовлению ограждающих конструкций зданий и сооружений.
Цель изобретения - снижение материалоемкости.
При изготовлении трехслойного изделия в форму укладывают бетонную смесь нижнего слоя, устанавливают ограничительные рамки, внутрь которых укладывают керамзит с температурой 80-200°С, а с внешней стороны - керамзит с температурой окружающего воздуха, затем рамки извлекают, укладывают и уплотняют бетонную смесь верхнего слоя с одновременным формированием диафрагм жесткости иусоединительных ребер, после чего осуществляют термообработку.
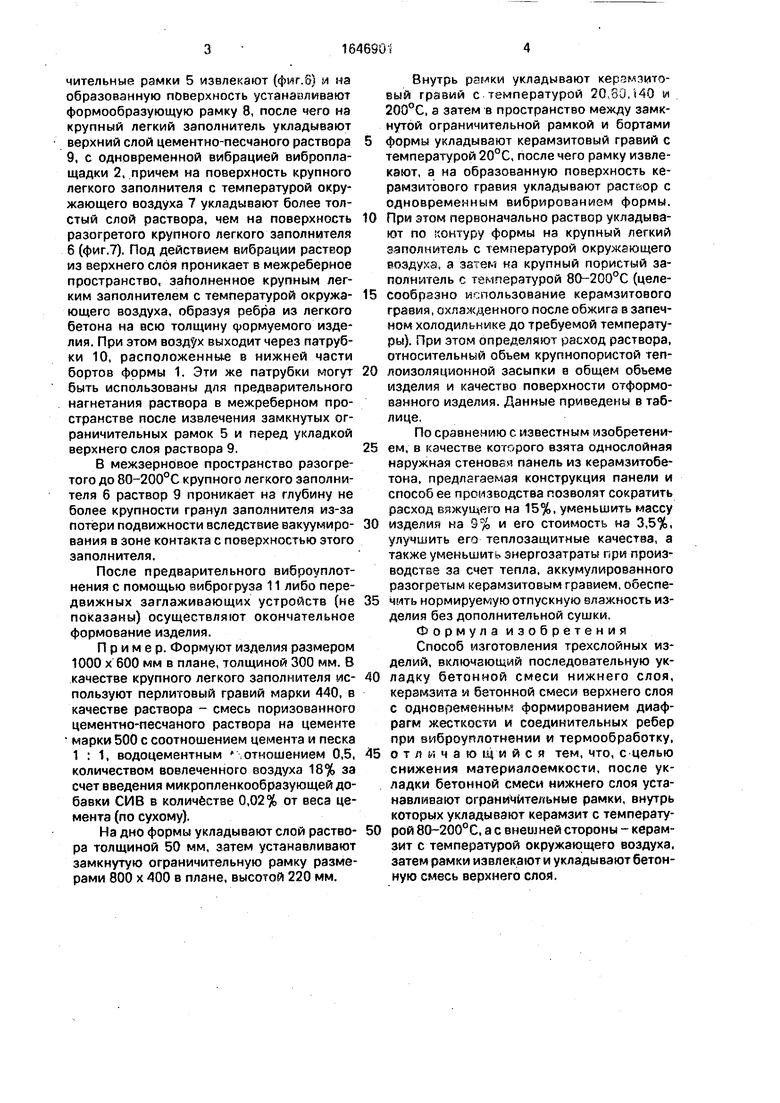
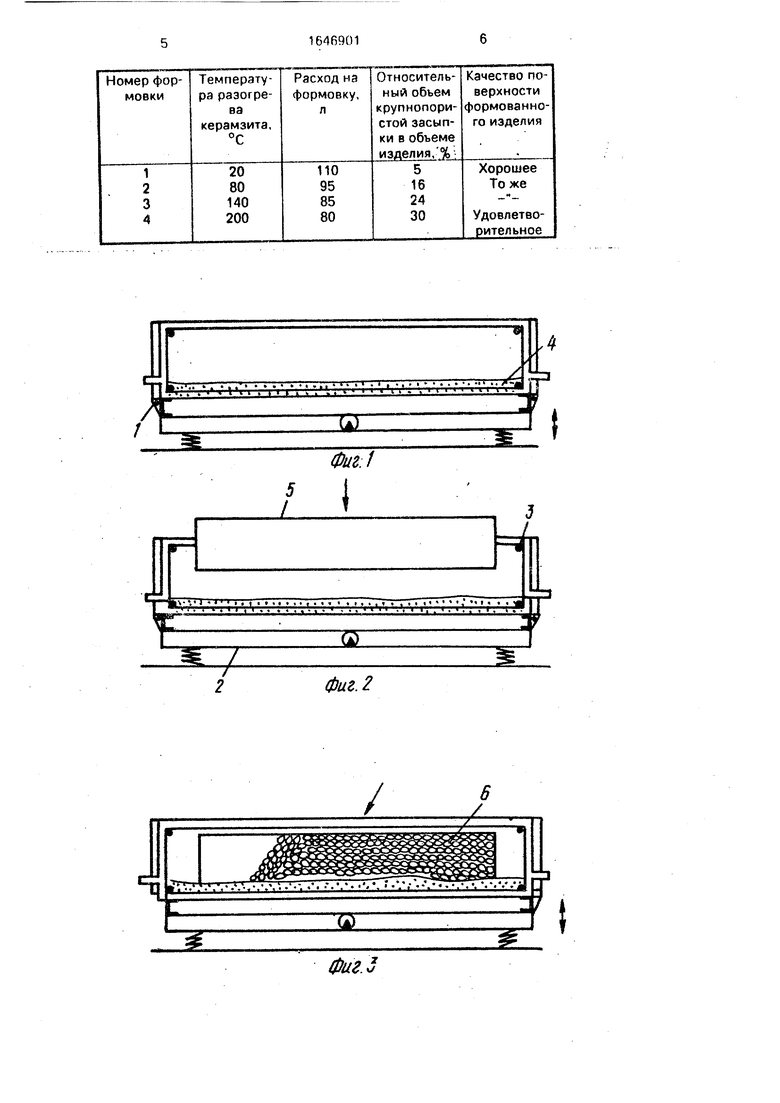
На фиг.1 изображено заполнение нижней части формы раствором; на фиг.2 - установка на раствор замкнутых ограничительных рамок; на фиг.З - заполнение внутренней полости рамок разогретым до 80-200°С крупным заполнителем; на фиг.4 - заполнение пространства между
рамками крупным заполнителем с температурой окружающего воздуха; на фиг.5 - извлечение замкнутых ограничительных рамок; на фиг.6 - укладка раствора на поверхность крупного заполнителя.
Трехслойное изделие - панель изготавливают следующим образом.
В форму 1. установленную на виброплощадке 2. устанавливают арматурный каркас 3 и укладывают слой цементно-песчаного раствора 4 (фиг.2). Затем на поверхность раствора 4 устанавливают одну или несколько замкнутых ограничительных б.так что между ними и бортами формы 1 образуется межреберное пространство (фиг.З). После этого внутреннюю полость замкнутых ограничительных рамок 5 заполняют крупным легким заполнителем 6, предварительно разогретым до 80-200°С (фиг.4), а межреберное пространство между бортами формы-1 и внешними гранями замкнутых ограничительных рамок 5 заполняют крупным легким заполнителем 7 с температурой окружающего воздуха (фиг.5). Затем ограниО
Јь
О
ч о
чительные рамки 5 извлекают (фиг.8) м на образованную поверхность устанавливают формообразующую рамку 8, после чего на крупный легкий заполнитель укладывают верхний слой цементно-песчаного раствора 9, с одновременной вибрацией вибропла- щадки 2. причем на поверхность крупного легкого заполнителя с температурой окружающего воздуха 7 укладывают более толстый слой раствора, чем на поверхность разогретого крупного легкого заполнители 6 (фиг.7). Под действием вибрации раствор из верхнего слоя проникает в межреберное пространство, заполненное крупным легким заполнителем с температурой окружающего воздуха, образуя ребра из легкого бетона на всю толщину формуемого изделия. При этом воздух выходит через патрубки 10, расположенные в нижней части бортов формы 1. Эти же патрубки могут быть использованы для предварительного нагнетания раствора в межреберном пространстве после извлечения замкнутых ограничительных рамок 5 и перед укладкой верхнего слоя раствора 9.
В межзерновое пространство разогретого до 80-200°С крупного легкого заполнителя 6 раствор 9 проникает нз глубину не более крупности гранул заполнителя из-за потери подвижности вследствие вакуумиро- вания в зоне контакта с поверхностью этого заполнителя.
После предварительного виброуплотнения с помощью аиброгруза 11 либо передвижных заглаживающих устройств (не показаны) осуществляют окончательное формование изделия.
Пример. Формуют изделия размером 1000 х 600 мм в плане, толщиной 300 мм. В качестве крупного легкого заполнителя используют перлитовый гравий марки 440, в качестве раствора - смесь поризованного цементно-песчаного раствора на цементе марки 500 с соотношением цемента и песка 1:1, водоцементчым отношением 0,5, количеством вовлеченного воздуха 18% за счет введения микропленкообразующей добавки СИВ в количестве 0,02% от веса цемента (по сухому).
На дно формы укладывают слой раствора толщиной 50 мм, затем устанавливают замкнутую ограничительную рамку размерами 800 х 400 в плане, высотой 220 мм.
Внутрь рамки укладывают керамзитовый гравий с температурой 20,83, i4Q м 200°С, а затем в пространство между замкнутой ограничительной рамкой и бортами
формы укладывают керамзитовый гравий с температурой 20°С, после чего рамку извлекают, а на образованную поверхность керамзитового гравия укладывают раствор с одновременным вибрированием формы.
При этом первоначально раствор укладывают по контуру формы на крупный легкий заполнитель с температурой окружающего воздуха, а затем на крупный пористый за- полнмтель с температурой 80-200°С (целесообразно использование керамзитового гравия, охлажденного после обжига в запечном холодильнике до требуемой темпера гу- ры). При этом определяют расход раствора, относительный объем крупнопористой теплоизоляцшнной засыпки в общем объеме изделия и качество поверхности отформованного изделия. Данные приведены в таблице.
По сравнению с известным изобретением, в качестве которого взята однослойная наружная стеновгч панель из керамзитобе- тона, предлагаемая конструкция панели и способ ее производства позволят сократить расход вяжущею на 15%, уменьшить массу
изделия на 9% и его стоимость на 3,5%, улучшить его теплозащитные качества, а также уменьшить энергозатраты при производстве за счет тепла, аккумулированного разогретым керамзитовым гравием, обеспечмть нормируемую отпускную влажность изделия без дополнительной сушки. Формула изобретения Способ изготовления трехслойных изделий, включающий последовательную укладку бетонной смеси нижнего слоя, керамзита и бетонной смеси верхнего слоя с одновременным формированием диафрагм жесткости и соединительных ребер при виброуплотнении и термообработку,
отличающийся тем, что, с целью снижения материалоемкости, после укладки бетонной смеси нижнего слоя устанавливают ограничительные рамки, внутрь которых укладывают керамзит с температурой 80-200°С, а с внешней стороны - керамзит с температурой окружающего воздуха, затем рамки извлекают и укладывают бетонную смесь верхнего слоя.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления керамзитобетонной смеси | 1985 |
|
SU1668341A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННОЙ СМЕСИ | 2001 |
|
RU2206542C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРУПНОПОРИСТЫХ БЕТОННЫХ ИЗДЕЛИЙ, МОНОЛИТНЫХ КОНСТРУКЦИЙ И СООРУЖЕНИЙ | 2018 |
|
RU2703020C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ПОРИЗОВАННОГО БЕТОНА | 2009 |
|
RU2407719C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ПОРИЗОВАННОГО БЕТОНА | 2010 |
|
RU2432346C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО БЛОКА | 2009 |
|
RU2401367C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПРИГОТОВЛЕНИЯ ЛЕГКОГО ПОРИЗОВАННОГО БЕТОНА | 1991 |
|
RU2036885C1 |
| Способ изготовления плиты покрытия | 1982 |
|
SU1129193A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ БЕТОННОЙ СМЕСИ | 1994 |
|
RU2079473C1 |
| Способ изготовления бетонных изделий | 1986 |
|
SU1519878A1 |
Изобретение относится к строительству, а именно к изготовлению ограждающих конструкций. Цель изобретения - снижение материалоемкости. При изготовлении трехслойного изделия в форму укладывают бетонную смесь нижнего слоя, устанавливают ограничительные рамки, внутрь которых укладывают керамзит с температурой 80- 200°С, а с внешней стороны - керамзит с температурой окружающего воздуха. Затем рамки извлекают, укладывают и уплотняют бетонную смесь верхнего слоя с одновременным формированием диафрагм жесткости и соединительных ребер, после чего осуществляют термообработку изделия, б ил., 1 табл.
u
Фиг. 2
Фиг. 5
/
/
Фиг. 4
зл
| Способ изготовления трехслойных стеновых панелей | 1981 |
|
SU1047881A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
