Изобретение относится к технологии сварки металлов взрывом и материалам, используемым при сварке отдельных деталей, и может быть использовано для соединения тонколистовых деталей методом сварки взрывом.
Известен достаточно широкий класс взрывчатых веществ, используемых для сварки взрывом деталей, к числу которых принадлежат, например, аммониты; аммонит 6ЖВ + аммиачная селитра (в разных пропорциях); аммоналы и т.п. [А.А.Дерибас. Физика упрочнения и сварки взрывом, Новосибирск, Наука, СО, 1980 г., с.220; А.В.Крупин, В.Я.Соловьев, Н.И.Шефтель, А.Г.Кобелев. Деформация металлов взрывом, Москва, Металлургия, 1975 г., с.416; Ю.А.Конон, Л.Б.Первухин, А.Д.Чудновский. Сварка взрывом, Москва, Машиностроение, 1987 г., с.216]. Аммониты - это порошкообразные смеси на основе аммиачной селитры и нитросоединений (гексоген, тринитротолуол), иногда с добавками нитроэфиров (смеси со значительным содержанием последних относятся к динамитам). Аммониты мало чувствительны к механическим воздействиям, чаще являются составной частью предохранительных ВВ.
Данные ВВ из-за высокой скорости детонации могут быть использованы только для сварки взрывом достаточно крупных листов и конструкций (толщиной 1 мм и выше) и не пригодны для сварки взрывом тонколистовых с толщиной в поперечнике менее 1 мм металлических изделий или фолы. Эти материалы имеют устойчивый режим детонации при толщинах h≥25 мм. Скорость детонации составляет D≥3 км/с.
Известно взрывчатое вещество в качестве прототипа (патент РФ №2045507, МПК С06В 31/28, публ. 10.10.1995 г.), включающее в качестве высокобризантного ВВ тротил, аммиачную селитру и невзрывчатые неорганические компоненты - хлористый натрий и фосфогипс. Известный состав характеризуется следующими показателями: критический диаметр детонации при плотности ρ=1,7 г/см3, dкр=19-24 мм. Данный состав по массе содержит в среднем 19% тринитротолуола и 61% аммиачной селитры и характеризуется скоростью детонации D≥4 км/с, присущей аммониту 6ЖВ такой рецептуры. Однако для получения соединения в режиме сварки взрывом тонколистовых деталей при толщине в поперечнике менее 1 мм с другими деталями данный состав, как уже отмечалось, непригоден из-за сравнительно высоких критического диаметра детонации и скорости детонации.
К недостаткам прототипа относятся сравнительно высокие критический диаметр детонации и скорость детонации, что ограничивает области применения известного ВВ для сварки взрывом тонких пластин или тонколистовых деталей.
Для обеспечения качественного сварного соединения, в частности тонколистовых деталей, необходимо реализовать невысокое давление нагружения (что обеспечивается использованием ВВ с низкой скоростью детонации, поскольку Р=ρВВD2), но сравнительно высокий показатель фугасности.
Задачей авторов изобретения является разработка состава взрывчатого вещества, характеризующегося сравнительно невысокими показателями бризантности, величины критического диаметра и скорости детонации, но сравнительно высоким показателем фугасности. Применение такого взрывчатого вещества позволит обеспечить качественную сварку взрывом тонких пластин или фольг.
Новый технический результат при использовании предлагаемого состава взрывчатого вещества заключается в обеспечении качественной сварки взрывом тонколистовых изделий или фольг за счет обеспечения невысоких показателей бризантности, скорости детонации и величины критического диаметра, но сравнительно высокого показателя фугасности при детонации смесевого ВВ.
Указанные задача и новый технический результат достигаются тем, что в известном смесевом взрывчатом веществе для сварки взрывом на основе порошкообразного высокобризантного взрывчатого вещества и наполнителя из невзрывчатого компонента в соответствии с предлагаемым оно содержит в качестве порошкообразного высокобризантного ВВ или ТЭН, или октоген, или гексоген, а в качестве наполнителя из невзрывчатого компонента неорганическое соединение бикарбонат натрия, при следующем соотношении ингредиентов, об.%:
Предлагаемое взрывчатое вещество поясняется следующим образом.
Для приваривания тонких металлических листов или фольг к другому металлу требуется соблюдение необходимых и достаточных условий сварки взрывом по скорости точки контакта υк и углу соударения γ. В частности, угол соударения должен быть меньше критической величины γ<γкр. Угол соударения, в свою очередь, определяется отношением массы ВВ к массе метаемой пластины R=mBB/mпл. Следовательно, использование больших масс ВВ (толстых слоев ВВ) для метания тонколистовых деталей приводит к нарушению условия γ<γкр и невозможности режима сварки взрывом.
Следует отметить, что экспериментальным путем установлено: оптимальным режимом сварки взрывом является параллельное расположение листов (пластин, образцов). В данном случае скорость смыкания зазора между пластинами, т.н. скорость точки контакта υк=D (скорость смыкания или скорости перемещения точки контакта равна скорости детонации). Также экспериментально установлено, что при D≈2 км/с реализуется сварка взрывом практически для всех существующих металлов и сплавов. Причем сварной шов приобретает наилучшую линейную (безволновую) форму. При скоростях D>2 км/с (но в дозвуковом режиме косого соударения пластин) реализуется сварное соединение, имеющее волнообразный вид. Такая форма сварного шва специфична тем, что в точках, близких к гребню волны линии шва, возможно возникновение интерметаллических соединений, следствием чего возможно охрупчивание в таких зонах и понижение качества соединения в целом.
При высоких степенях разбавления ВВ бикарбонат натрия (сода), как это показано экспериментально, функционально проявляет себя как флегматизатор. Экспериментально установлено, что при содержании этого компонента в ВВ гексоген реализуются следующие величины скорости детонации:
при содержании 70 об.% - скорость детонации 2 км/с;
при содержании 50 об.% - скорость детонации 3.5 км/с;
при содержании 30 об.% - скорость детонации 5 км/с.
при содержании соды менее 30 об.% - пластины не свариваются из-за высокой скорости детонации, процесс сварки выходит в режим развития высоких скоростей (переход в сверхзвуковой режим, когда сварка взрывом невозможна).
При малых количествах гексогена (содержание менее 30 об.%) во взрывчатом веществе недостаточно энергии соударения соединяемых фрагментов, чтоб перевести область контакта в пластическое (расплавленное) состояние.
Экспериментально показано, что при варьировании компонентов ВВ (например, гексогена) в сторону уменьшения от 70 об.% и ниже бризантность равномерно снижается, тем самым оптимизируется режим сварки.
При низком содержании ВВ (≤30 об.%) объем газовыделения соды и энергия взрыва гексогена не позволяют достигнуть скорости метания пластин, приемлемой для процесса сварки тонколистовых деталей. При содержании ВВ более 70% развиваются более высокие скорости полета пластины, чем это достаточно для указанного типа сварки. Изобретательский уровень в этом случае достигается экспериментальным подбором количественных соотношений компонентов смесевого ВВ, когда энергетические свойства высокобризантного компонента ВВ дополняются газовыделяющей функцией соды, выступающей в роли дополнительного компрессионного агента (флегматизатора), что теоретически трудно было бы предположить.
Наличие газообразных продуктов при использовании в составе ВВ именно в заявляемых пределах соотношений бикарбоната натрия (соды)/гексогена, определенных экспериментально, образующихся при разложении невзрывчатого компонента, способствует удлинению времени контакта соединяемых фрагментов и препятствует значительному (сверх необходимой величины) развитию бризантности. Кроме того, наличие газов обеспечивает продолжительное воздействие газообразных продуктов на плоскость контакта свариваемых фрагментов деталей, что позволяет достичь перехода контактной границы свариваемых деталей в пластическое состояние в течение времени контакта и реализоваться более качественному сварному соединению.
Метательная способность сохраняется на уровне прототипа, критический диаметр понижен (критический диаметр при плотности 1,7-3 г/см - 19-24 мм - у прототипа, у заявляемого ВВ - критический диаметр менее 10 мм), бризантность качественно ниже (о чем свидетельствует состояние малодеформированных деталей после взрыва), чем в прототипе.
Таким образом, использование предлагаемого ВВ в процессе сварки взрывом металлических деталей обеспечивает проведение качественной сварки взрывом тонколистовых изделий или фольг за счет снижения показателей бризантности, скорости детонации и величины критического диаметра при детонации ВВ, но сохранение показателя фугасности по сравнению с прототипом.
Возможность промышленной реализации предлагаемого смесевого взрывчатого вещества подтверждается следующими примерами.
Пример 1. В лабораторных условиях реализовано получение ВВ заявляемого состава. Процесс изготовления ВВ включает следующие этапы:
- растворение красителя органического родамина (Ж) 6Ж в воде с соотношением по массе ~1:1000, фильтрование раствора;
- окрашивание кристаллов гексогена путем внесения в расчетное количество гексогена раствора родамина Ж (6Ж) в воде, тщательное перемешивание;
- фильтрация суспензии окрашенного гексогена для визуализации процесса смешения (контроль степени смешения и исключения «комочков») в воде на вакуум-воронке;
- сушка в термостате слоя окрашенного гексогена толщиной <10 мм при температуре (90±5)°С не менее 1 часа, охлаждение в эксикаторе, контроль удельной поверхности (Sуд.);
- взятие навески бикарбоната натрия, сушка в термостате слоя толщиной <10 мм при температуре (90±5)°С не менее 1 часа, охлаждение в эксикаторе;
- измельчение навески бикарбоната натрия до полного исчезновения "комочков", визуальный осмотр и контроль удельной поверхности (Sуд.);
- механическое перемешивание гексогена и бикарбоната натрия до получения однородного состава;
- сушка в термостате ВВ ГС толщиной <10 мм при температуре (90±5)°С не менее 2-х часов.
Затем производилась механическая сборка.
На массивном основании устанавливается неподвижная пластина (объект, образец предназначенный для приваривания к нему фольги СТ.3). Над ней параллельно ее поверхности располагается метаемая (привариваемая) пластина (толщина этой пластины 0.1 мм и ниже, материал Ст.3). Расстояние между пластинами (база полета ударника) составляет 1 мм≤h≤10 мм и устанавливается при помощи стоек соответствующей конструкции. На внешней поверхности метаемой пластины размещается фиксирующий контейнер для смесевого ВВ (прямоугольная коробка из плотного картона или прямоугольная рамка из тонких реек или фанеры).
Смесевое ВВ засыпается в контейнер. Порошок (смесевое ВВ) выравнивается по горизонтали относительно бортов контейнера. Инициирование осуществляется дополнительным зарядом ВВ либо по торцу (слоем пластического ВВ на основе мелкодисперсного ТЭНа, толщиной 1.5-2 мм) либо в одной точке (цилиндрическим зарядом пластического ВВ Ø5 мм и высотой, равной толщине слоя смесевого ВВ).
После детонации смесевого ВВ в скользящем режиме ПВ разгоняют и разворачивают метаемую пластину. Осуществляется их соударение под углом. При этом реализуются необходимые условия для сварки взрывом (скорость перемещения точки контакта метаемой пластины по поверхности неподвижной 2 км/с≤υк≤2.3 км/с; угол соударения пластин 10°≤γ≤20° критический диаметр ~10 мм), что позволяет оптимизировать режим сварки взрывом именно тонколистовых деталей.
Для контроля сварного соединения пластины (после опыта) разрезались (вдоль направления вектора  ). Из плоскости реза подготавливался микрошлиф, по которому проводился последующий металлографический анализ. Ниже приведены две характерные микрофотографии.
). Из плоскости реза подготавливался микрошлиф, по которому проводился последующий металлографический анализ. Ниже приведены две характерные микрофотографии.
1. Гексоген - сода (ГС 35/65) υк=2 км/с; γ=12°)
2. ТЭН - сода (ТС 35/65) υк=2 км/с; γ=12°)
На фотографиях (фиг.1, 2) представлен вид получаемого сварного соединения при использовании заявленного ВВ. Это является визуальным подтверждением высокого качества сварки (оптимальный вид качественного сварного шва).
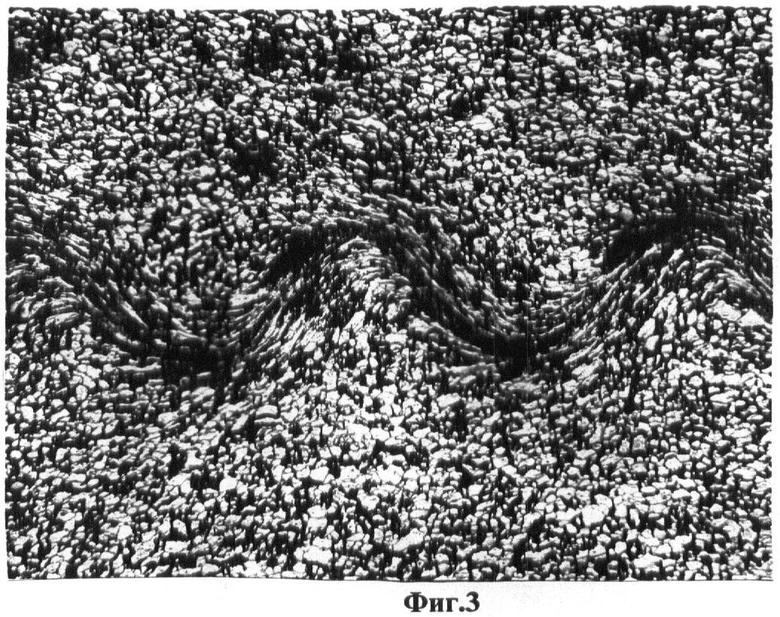
При использовании взрывчатого состава ГС 50/50 (υк=4 км/с; γ=15°) сварной шов приобретает характерный волнообразный вид (фото на фиг.3).
При использовании в смесевом ВВ компонентов вне заявляемых пределов значений концентраций гексогена и соды (ГС 71/29) υк=5,5 км/с; γ=20°) реализуется сварка взрывом с явными дефектами.
На фотографии (фиг.4) представлен вид сборки, когда реализуется сварка взрывом с дефектами.
Из таблицы видно, что использование всех компонентов заявленного ВВ в оптимальных концентрациях обеспечивает реализацию качественной сварки взрывом тонколистовых изделий или фольг за счет обеспечения невысоких показателей бризантности, скорости детонации и величины критического диаметра, но сравнительно невысокого показателя фугасности при детонации ВВ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕСЕВОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА ДЛЯ СВАРКИ ВЗРЫВОМ И СМЕСЕВОЕ ВЗРЫВЧАТОЕ ВЕЩЕСТВО | 2012 |
|
RU2487108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| Способ сварки взрывом фольг | 2024 |
|
RU2833612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕСЕВОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА | 2020 |
|
RU2738268C1 |
| РАЗРЫВНОЙ ЗАРЯД ОБЫЧНЫХ СРЕДСТВ ПОРАЖЕНИЯ И БОЕПРИПАСОВ ОСНОВНОГО НАЗНАЧЕНИЯ | 2014 |
|
RU2590803C1 |
| Заряд для боеприпасов | 2024 |
|
RU2840910C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 2004 |
|
RU2270741C1 |
| ВЗРЫВЧАТАЯ КОМПОЗИЦИЯ ПОВЫШЕННОЙ МОЩНОСТИ | 2011 |
|
RU2485079C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 1997 |
|
RU2113955C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |



Изобретение относится к взрывчатым веществам (ВВ). Предложено смесевое ВВ для сварки взрывом, содержащее порошкообразный ТЭН или октоген, или гексоген (30-70 об.%) и наполнитель в виде бикарбоната натрия (остальное). Изобретение обеспечивает качественную сварку взрывом тонколистовых изделий или фольг за счет обеспечения невысоких показателей бризантности, скорости детонации и величины критического диаметра, но сравнительно высокого показателя фугасности при детонации ВВ. 1 табл, 4 ил.
Смесевое взрывчатое вещество для сварки взрывом на основе порошкообразного высокобризантного взрывчатого вещества (ВВ) и наполнителя из невзрывчатого компонента, отличающееся тем, что в качестве порошкообразного высокобризантного ВВ оно содержит или ТЭН, или октоген, или гексоген, а в качестве наполнителя из невзрывчатого компонента - неорганическое соединение бикарбонат натрия при следующем соотношении ингредиентов, об.%:
| ЗАХАРЕНКО И.Д | |||
| Сварка металлов взрывом | |||
| - Минск: Наука и техника, 1990, с.18-24 | |||
| GB 1215384 А, 09.12.1970 | |||
| ПРЕДОХРАНИТЕЛЬНОЕ ВЗРЫВЧАТОЕ ВЕЩЕСТВО | 1992 |
|
RU2045507C1 |

